- Основные этапы производства профнастила
- Производственные требования и изготовление
- Технология и процесс изготовления профнастила
- Оборудование для производства профнастила (прокатные станки)
- Состав линии производства профиля
- Производство профнастила: этапы и особенности
- Стадии производства
- Производства профиля
- Потребности для производства
- Производственный процесс
- Оборудование для изготовления
- Состав линии производства
- Производство профнастила: этапы и особенности
- Этапы производства
- Изготовления профиля
- Требования к производству
- Процесс изготовления
- Оборудование для производства
- Состав производственной линии
- Технология изготовления профнастила
- Технология производства профнастила — краткое описание основных этапов изготовления профилированного листа
- Основное оборудование линии по производству профнастила, его назначение и устройство
- Консольный гидравлический разматыватель
- Устройство для резки металла
- Прокатный стан (формовочная машина)
- Гидравлические электромеханические гильотинные ножницы
- Приемное устройство
- Автоматизированная система управления
- Производство профнастила: этапы и особенности
- Этапы производства
- Изготовление профиля
- Требования к производству
- Процесс изготовления
- Оборудование для производства
Содержание:
Профнастил относится к самым современным универсальным покрытиям. Он успешно может использоваться в частном строительстве, на всевозможных индустриальных объектах, для создания быстровозводимых зданий.
Благодаря новому оборудованию и производству профнастила, предоставляется возможность получения фасадного, а также кровельного материала.
Давайте рассмотрим не условия монтажа профнастила, а некоторые моменты, которые касаются основной технологии его производства.
Основные этапы производства профнастила
Производственные этапы основаны на профилированных методах производства стальных листов пока не получатся гофрированные профилированные листы.
Профильные листы могут свободно применяться в качестве:
- стенового материала во время строительства промышленных и быстровозводимых сооружений;
- материала, который используется для различных вариантов обшивок здания;
- листов, которые служат для изготовления опалубки;
- современного материала для возведения кровли в жилых и в индустриальных зданиях;
- профильных листов для создания перегородок, всевозможных ограждений;
Станок для производства профнастила
Профнастил может изготавливаться и реализовываться вместе с защитным покрытием из полимеров и разнообразной высоты волны.
Этапы производства профнастила:
- разработка производственно проекта с обязательным учетом типа, цветовой гаммы, длины, а также количества профлистов;
- производство профнастила с помощью прокатного оборудования;
- транспортировка и доставка готового продукта к потребителю.
С целью качественного производства профилированных необходимо использование специализированного оборудования для производственного процесса.
Но только благодаря высококачественному оборудованию в техническом плане существует возможность получения строительного материала, который соответствует стандартным требованиям.
Если продукция выпускается на оборудовании с некачественным производством, то продукции может быть с определенными отклонениями по геометрическим размерам и даже формам.
А потому качество материала может не соответствовать его цене.
Производственные требования и изготовление
Оборудование для производства профнастила традиционно может применяться для создания профильных листов трапециевидного типа. А потому получается, что профнастил представляет собой гнутый профиль листового типа с волной трапециевидной формы.
Кровельный металлический профиль производится из прочной стали посредство холодного профилирования. Исходя из областей применения и покупательских потребностей, профнастил бывает с полимерным или эмалевым покрытием и без него.
Прокат профнастила через ролики
Производство профнастила с покрытием оказывается необходимым, когда он применяется для наружных работ. Профильный лист без покрытия может использоваться при работе над опалубкой под бетонную заливку.
У каждого вида профнастила существует своя особенная толщина. Когда применяется качественное исходное сырье (первосортная сталь), то выпускается профнастил с цинковым покрытием в 26 мкм.
Из-за снижения толщины покрытия до 13 мкм увеличивается износ. А потому самостоятельное изготовление профнастила может осуществляться только с сырьем первосортного покрытия, а также с помощью оборудования, которое выпущено какой-нибудь известной машиностроительной компанией.
Уже процесс проектирования производства профнастила требует соблюдения следующих требований:
- в помещении, в котором будет стоять оборудование, должен быть бетонный пол и у этого пола должна быть ровная поверхность;
- необходимо наличие специальной техники с уровнем грузоподъемности больше пяти тонн;
- необходимо следить за тем, чтобы температура в помещении не снижалась меньше четырех градусов, а когда осуществляется работа с различными пневматическими механизмами – не снижалась ниже десяти градусов.
- следует оборудовать помещение специальными воротами для того, чтобы была удобной разгрузка сырья и процесс погрузки приготовленного профнастила.
- необходимо приготовить места, в которых будет храниться рулона сталь.
При самостоятельном создании оборудования для производства профнастила существуют определенные требования для его размещения:
- станки необходимо разместить так, чтобы всегда наличествовал доступ к их основным узлам при обслуживании или техническом осмотре;
- необходима установка разматывальных устройств недалеко от мест хранения самого сырья;
- если в помещении существует определенная нехватка места, то склад можно организовать в каком-нибудь соседнем отдельном здании.
При выполнении всех вышеуказанных требований и при наличии высококачественного оборудования существует возможность изготовления хороших профлитов от одного до двенадцати метров длиной. Кроме того, есть специальное оборудование, с помощью которого можно изготовить профнастил с двадцати пяти метровой длиной.
Технология и процесс изготовления профнастила
- Производство профнастила обычно начинается с основного эскиза конструкции и обязательных математических расчетов, потом выбирается толщина будущего настила и цветовое решение покрытия.
- Затем начинается непосредственный процесс изготовления с помощью профилегибочных станков – таким образом, получаются настенные, кровельные, напольные профлисты.
- Этапы производства профнастила:
- Сначала рулонная сталь устанавливается в специальное разматывающее устройство на прокатном станке.
- Ленточный металл постепенно доходит до ножниц по прокатному стану и там отрезается.
- Происходит задание общих параметров длины профилированных листов, а также их количества на пульте управления.
- Станок автоматически совершает прокатку листов стали.
- Автоматически режутся листы в соответствии с заданными параметрами.
- Готовые листы маркируются и упаковываются в полиэтиленовую пленку.
Оборудование для производства профнастила (прокатные станки)
Производственное оборудование может разделяться на холодный метод проката и горячий метод обработки металла листового типа. Холодная обработка распространена намного больше и не требует осуществления нагрева начального сырья.
Линия профнастила
На этих линиях металл катается и режется. Изготовление происходит в виде профилирования, поскольку металл начинает приобретать форму профиля.
Разное оборудование ответственно за выпуск различных профилированных листов всевозможных модификаций. Собственно, тип и вид профиля влияют на дальнейшую область его использования.
Исходя из высоты волны, оборудование использует различное давление для каждого листа.
Производственно оборудование может различаться в зависимости от ступеней механизации:
- автоматизированное оборудование;
- ручной станок;
- передвижное оборудование.
Резка профнастила станком
Например, то же передвижное оборудование может использоваться с целью производства арочного профнастила, когда изготовление таких листов необходимо прямо на строительной площадке. Затем такие элементы успешно используются при строительстве ангаров, зернохранилищ и даже аэродромов.
Ручное оборудование может применяться с целью производства волнистых листов профиля небольших размеров и в небольшом количестве. Вручную выполняются практически все основные технологические операции.
Как правило, такое оборудование может применяться строительными организациями, которые занимаются обработкой металла в специальных мастерских.
Иногда доборные элементы производятся именно на таком оборудовании.
На автоматических и полуавтоматических производственных линиях как раз представлены автоматизированные станки.
Такое оборудование может включать в себя целый комплект механизмов, смонтированных в очередном порядке. Как правило, изготовление профнастила на таком оборудовании происходит достаточно быстрыми темпами.
Но ручные станки не рекомендуются для проката сырья, которое имеет полимерное либо лакокрасочное покрытие.
Состав линии производства профиля
Стандартная линия производства обладает следующим составом:
- консольный разматыватель рулонов;
- специальный прокатный стан, на котором формируются профиля;
- ножницы-гильотина;
- приемное устройство;
- автоматика.
Основные этапы рабочего процесса оборудования:
- Оцинкованный лист помещается на специальный консольный разматыватель;
- Ленточное исходное сырье поступает в специальный прокатный стан, содержащий определенное число пар клетей. Как раз число клетей влияет на качество готовой продукции. Каждая пара продукции обладает роликами заданной геометрии, крепящимися на различных валах.
- После прохождения через клети стальным листом приобретается намеченная геометрия.
Готовый профнастил
Возможно комплектация производственного оборудования специальным сенсорным пультом, а также электромеханическими ножницами, специальными зажимными устройствами, сборником отходов и другими необходимыми устройствами.
Прокатный стан является основным элементов оборудования и с помощью этого оборудования изготовляется профнастил любого заданного профиля, изготовленного из гладкой стали.
Надо сказать, что буквально каждый день возрастает спрос на профнастил. И эксперту уже считают, что вложение средств в область, связанную с производством прокатной стали – достаточно оправдано в финансовом плане и выгодно.
С целью производства качественного профнастила существует необходимость использования самого высококлассного оборудования и технической линии.
Источник: http://profnastile.com/proizvodstvo-profnastila.html
Производство профнастила: этапы и особенности
К сегодняшнему многофункциональному покрытию относится профлист. Он применяется в приватном сооружении, на индустриальных объектах, для строительства быстромонтируемых построек. Новенькое оборудование + производство профлиста предоставляет возможность получить кровельный и материал для фасадных работ.
Тема данной статьи не коснется требований монтажа этого удобного материала. Мы тронем моменты, касающиеся ноу-хау его производства.
Стадии производства
- Производство профлиста
- Производство-профнастил построено на способах профилирования гладеньких листов стали (с оцинкованным и декоративным покрытием) до получения из них гофрированных профилированных листов.
- Профлисты нашли свое использование в виде:
- материала для стен при сооружении индустриальных, зданий быстровозводимых, павильонов;
- материала для внутренней и наружной обшивки строений;
- листов для того чтобы;
- сегодняшний материал для кровли в производственных и зданиях предназначенных для проживания;
- профлисты для строения перегородок, многократных или не постоянных заборов.
Профлист делается и реализовывается с защитным покрытием на основе полимеров и разной высотой волны.
Производство данного материала включает следующие стадии:
- проектная разработка производства с учитыванием типа, цвета, длины и количества профилированных листов;
- производство профиля на прокатном оборудовании;
- доставка продукции которая готова к покупателю.
Для хорошего производства профилированных листов требуется специальное оборудование для изготовления профлиста.
Внимание. Только отличное в техническом проекте оборудование предоставляет возможность получить стройматериал, подходящий классическим условиям.
Продукция, выпускаемая на некачественном оборудовании, имеет отклонения по размерам и геометрическим формам, что ведет к несоответствию качества материала и его стоимости.
Производства профиля
Ручной станок
Оборудование для производства профлиста используется для изготовления трапециевидных профилированных листов. Подобным образом, профлист – это листовой гнутый профиль с гофром трапециевидной формы.
Металлический профиль для крыши делаются из крепкой стали путем прохладного профилирования.
В зависимости от использования и надобностей потребителей профнастил может быть без покрытия и с ним.
Производство материала с покрытием нужно на случай использования его для ведения работ с наружной стороны. Профиль без покрытия применяется при устройстве опалубок для заливки бетоном.
Каждый вид профлиста имеет разную толщину. На случай использования хорошего начального сырья, другими словами первоклассной стали, выпускается профиль с цинковым покрытием 20-26 мкм.
Понижение толщины покрытия до 10-13 мкм ведет к повышению износа.
Совет. Подобным образом, производство профлиста собственными руками должно идти только с сырьем, имеющим покрытие 1 сорта, и оборудованием, выпускаемым популярными машиностроительными компаниями.
Потребности для производства
Проектирование производства по производству профилированных листочков должно идти с исполнением таких рекомендаций:
- помещение под оборудование должно иметь пол из бетона с идеальной поверхностью;
- производство просит присутствия специальной техники грузоподъемностью выше 5 т;
- температура на производстве не должна понижаться меньше 4 градусов, а в работе с пневматическими механизмами – 10 градусов;
- помещение нужно оснастить воротами для удобства разгрузки сырья и погрузки готового профлиста;
- нужно предусматривать места для сбережения рулонной стали.
Выполняя оборудование для изготовления профлиста собственными руками, нужно исполнять потребности к его размещению:
- Станки размещаются так, чтобы был доступ к их узлам в процедуре обслуживания или техосмотр .
- Для удобства разматывальные устройства необходимо ставить в близи сбережения сырья.
- Если места мало и его не хватает в помещении склад готового профлиста можно устроить в индивидуальном здании.
Внимание. Исполнение всех данных требований, плюс присутствие хорошего оборудования предоставляет возможность делать профлисты длиной 1-12 м.
Существует оборудование с возможностью производства листочков длиной 25 м.
Производственный процесс
Профлист – производство, которое начинается с составления наброска системы и проведения математических расчетов. Дальше совершается подбор цвета покрытия и толщины настила.
Только потом конкретно создается производственный процесс с использованием профилегибочных станков для получения кровельных, настенных, напольных профилированных листов.
Производственная технология профлиста включает такие моменты:
- в разматывающее устройство прокатного станка ставится рулонная сталь;
- через прокатный стан ленточный металл доходит до ножниц, где совершается контрольный отрез;
- с пульта управления задаются показатели длины листов и их количества;
- в режиме автомат станок выполняет прокатку листов;
- рез листов по мерке тоже совершается в режиме автомат, и готовенький профлист доходит до приемного штабелера;
- готовые листочки подлежат маркировке и упаковке в пленку из полиэтилена.
Оборудование для изготовления
Схема автоматического оборудования
Оборудование для профлиста делится на холодный и горячий способ отделки листового металла. Более популярны прокатные станки прохладного способа отделки, не просящие нагрева начального сырья.
Такие линии выполняют прокатку и резку металла. Производство носит название профилирования, потому, что металл приобретает форму профиля.
На разном оборудовании производятся профлисты разной модификации. От варианта и типа профиля подчиняется область его применения.
Для любого вида листа в зависимости от высоты его гофры, которая определяет материал, оборудование улучшает разное давление.
Производственное оборудование отличается по ступеньки механизации:
- автоматизированное;
- ручное;
- мобильное.
Мобильное оборудование для изготовления арочного профлиста используется если потребуется производства листов на площадке где проходит строительство. Они используется для построек, имеющих детали арки – ангары, зернохранилища, аэропорты.
Ручное оборудование используется для изготовления гофрированных профилей для профлиста количества и небольшого размера. Технологичные операции на нем делаются в ручном режиме.
По большей части, ручное оборудование используется ремонтными организациями в мастерских по отделке металла. Оно нужно при изготовлении доборных компонентов.
Автоматизированные станки продемонстрированы автоматической или полуавтоматической линией оборудования. Они включают набор механизмов, какие смонтированы в методичном порядке.
Как оборудование арочный профлист, так и автоматизированное, дает возможность делать профлисты достаточно очень быстро.
Внимание. Ручные станки не рекомендованы для прокатки сырья, имеющего лакокрасочное или покрытие на полимерной основе.
Состав линии производства
-
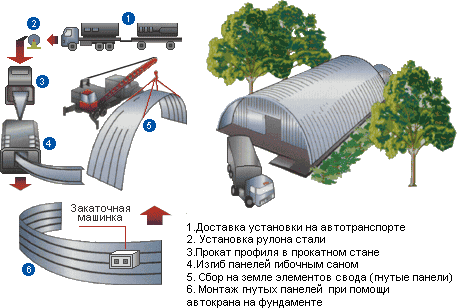
- Арочное производство профиля
- Обычная производственная линия имеет подобный состав:
- консольный разматыватель стальных рулонов;
- прокатный стан для создания профиля;
- гильотинные ножницы;
- приемное устройство;
- автоматизированная конструкция управления.
Работа оборудования выглядит так:
- Оцинкованный, тоненький лист стали вмещается на консольный разматыватель.
- Исходное сырье в виде ленты поступает в прокатный стан, который имеет конкретное кол-во пар клетей. Качество получаемой продукции подчиняется от количества клетей. Каждая их пара имеет ролики установленной геометрии, какие крепят на нижних и верхних валах.
- Лист стали по прохождению через клети приобретает намеченную геометрию.
Производственное оборудование может укомплектовываться сенсорным пультом, электромеханическими ножницами, приемными рольгангами, столом и зажимными устройствами нужным для изготовления кромки, сборником отходов.
Главный компонент оборудования – это прокатный стан. Именно при его помощи совершается производство профлиста установленного профиля из гладенькой стали.
Спрос на профлисты каждый год увеличивается. И поэтому, профессионалы считают, вложение денег в производство прокатной стали считается оправданным в финансовом проекте.
Для изготовления материала хорошего качества, производства востребованного ресурса нужна производственная линия высококлассного технического состояния.
Источник: https://CertainTeed.by/articles/proizvodstvo-profnastila-jetapy-i-osobennosti
Производство профнастила: этапы и особенности
К современному универсальному покрытию относится профнастил. Он используется в частном строительстве, на промышленных объектах, для возведения быстромонтируемых сооружений. Новое оборудование + производство профнастила дает возможность получить кровельный и фасадный материал. Тема этой статьи не коснется условий монтажа этого практичного материала. Мы затронем моменты, касающиеся технологии его изготовления.
Этапы производства
Производство-профнастил основано на методах профилирования гладких стальных листов (с оцинкованным и декоративным покрытием) до получения из них гофрированных профилированных листов.
Профлисты нашли свое применение в качестве:
- материала для стен при строительстве промышленных, быстровозводимых зданий, павильонов;
- материала для наружной и внутренней обшивки зданий;
- листов для изготовления опалубки;
- современный кровельный материал в производственных и жилых зданиях;
- профилированные листы для сооружения перегородок, постоянных или временных ограждений.
Профнастил изготавливается и реализуется с защитным полимерным покрытием и различной высотой волны.
Производство этого материала включает следующие этапы:
- разработка проекта изготовления с учетом типа, цвета, длины и количества профилированных листов;
- изготовление профиля на прокатном оборудовании;
- доставка готовой продукции к потребителю.
Для качественного производства профилированных листов требуется специализированное оборудование для производства профнастила.
Внимание. Только высококачественное в техническом плане оборудование дает возможность получить строительный материал, соответствующий стандартным требованиям. Продукция, выпускаемая на некачественном оборудовании, имеет отклонения по геометрическим формам и размерам, что приводит к несоответствию качества материала и его цены.
Изготовления профиля
 Ручной станок
Ручной станок
Оборудование для изготовления профнастила применяется для создания трапециевидных профилированных листов. Таким образом, профнастил – это листовой гнутый профиль с гофром трапециевидной формы.
Металлопрофиль для кровли изготавливаются из прочной стали путем холодного профилирования.
В зависимости от применения и потребностей покупателей профлист может быть без покрытия и с ним.
Изготовление материала с покрытием необходимо в случае применения его для ведения наружных работ. Профиль без покрытия используется при устройстве опалубок под заливку бетоном.
Каждый вид профнастила имеет различную толщину. В случае применения качественного исходного сырья, то есть первосортной стали, выпускается профиль с цинковым покрытием 20-26 мкм.
Снижение толщины покрытия до 10-13 мкм приводит к увеличению износа.
Совет. Таким образом, изготовление профнастила своими руками должно проходить только с сырьем, имеющим покрытие 1 сорта, и оборудованием, выпускаемым известными машиностроительными компаниями.
Требования к производству
Проектирование производства по изготовлению профилированных листов должно проходить с выполнением таких требований:
- помещение под оборудование должно иметь бетонный пол с ровной поверхностью;
- производство требует наличия спецтехники грузоподъемностью выше 5 т;
- температура в производственном помещении не должна снижаться менее 4 градусов, а при работе с пневматическими механизмами – 10 градусов;
- помещение необходимо оборудовать воротами для удобства разгрузки сырья и погрузки готового профнастила;
- необходимо предусмотреть места для хранения рулонной стали.
Создавая оборудование для производства профнастила своими руками, необходимо выполнять требования к его размещению:
- Станки размещаются таким образом, чтобы был доступ к их узлам в процессе обслуживания или технического осмотра.
- Для удобства разматывальные устройства нужно устанавливать вблизи хранения сырья.
- При нехватке места в помещении склад готового профнастила можно организовать в отдельном здании.
Внимание. Выполнение всех этих требований, плюс наличие качественного оборудования дает возможность изготавливать профилированные листы длиной 1-12 м. Существует оборудование с возможностью изготовления листов длиной 25 м.
Процесс изготовления
Профнастил – производство, которое начинается с составления эскиза конструкции и проведения математических расчетов. Далее происходит выбор цвета покрытия и толщины настила.
Только после этого непосредственно выполняется процесс изготовления с применением профилегибочных станков для получения кровельных, настенных, напольных профилированных листов.
Технология производства профнастила включает такие этапы:
- в разматывающее устройство прокатного станка устанавливается рулонная сталь;
- через прокатный стан ленточный металл доходит до ножниц, где происходит контрольный отрез;
- с пульта управления задаются параметры длины листов и их количества;
- в автоматическом режиме станок осуществляет прокатку листов;
- рез листов по мерке тоже происходит в автоматическом режиме, и готовый профнастил доходит до приемного штабелера;
- готовые листы подлежат маркировке и упаковке в полиэтиленовую пленку.
Оборудование для производства
Схема автоматического оборудования
Оборудование для профнастила разделяется на холодный и горячий метод обработки листового металла. Более распространены прокатные станки холодного метода обработки, не требующие нагрева исходного сырья.
Такие линии осуществляют прокатку и резку металла. Изготовление носит название профилирования, вследствие того, что металл приобретает форму профиля.
На разном оборудовании выпускаются профилированные листы различной модификации. От вида и типа профиля зависит область его использования.
Для каждого вида листа в зависимости от высоты его гофры, которая характеризует материал, оборудование развивает различное давление.
Производственное оборудование различается по ступени механизации:
- автоматизированное;
- ручное;
- передвижное.
Передвижное оборудование для производства арочного профнастила применяется в случае необходимости изготовления листов на строительной площадке. Они применяется для сооружений, имеющих элементы арки – ангары, зернохранилища, аэродромы.
Ручное оборудование применяется для производства гофрированных профилей для профнастила небольшого размера и количества. Технологические операции на нем выполняются в ручном режиме.
В основном, ручное оборудование применяется строительными организациями в мастерских по обработке металла. Оно необходимо при производстве доборных элементов.
Автоматизированные станки представлены автоматической или полуавтоматической линией оборудования. Они включают комплект механизмов, которые смонтированы в последовательном порядке.
Как оборудование арочный профнастил, так и автоматизированное, позволяет изготавливать профилированные листы достаточно быстрыми темпами.
Внимание. Ручные станки не рекомендованы для прокатки сырья, имеющего лакокрасочное или полимерное покрытие.
Состав производственной линии
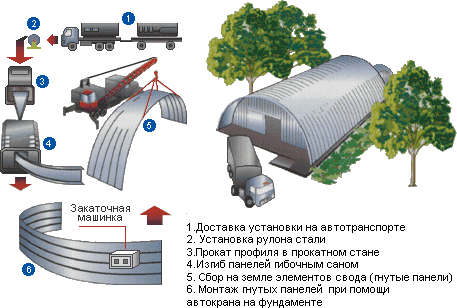 Арочное производство профиля
Арочное производство профиля
Стандартная производственная линия имеет такой состав:
- консольный разматыватель стальных рулонов;
- прокатный стан для формирования профиля;
- гильотинные ножницы;
- приемное устройство;
- автоматизированная система управления.
Работа оборудования выглядит так:
- Оцинкованный, тонкий стальной лист помещается на консольный разматыватель.
- Исходное сырье в виде ленты поступает в прокатный стан, который содержит определенное количество пар клетей. Качество получаемой продукции зависит от количества клетей. Каждая их пара содержит ролики заданной геометрии, которые крепятся на нижних и верхних валах.
- Стальной лист по прохождению через клети приобретает намеченную геометрию.
Производственное оборудование может комплектоваться сенсорным пультом, электромеханическими ножницами, приемными рольгангами, зажимными устройствами и столом необходимым для создания кромки, сборником отходов.
Основной элемент оборудования – это прокатный стан. Именно с его помощью происходит изготовление профнастила заданного профиля из гладкой стали.
Спрос на профилированные листы растет с каждым годом. Поэтому, по мнению экспертов, вложение средств в производство прокатной стали считается оправданным в экономическом плане.
Для производства качественного материала, выработки востребованного ресурса необходима производственная линия высококлассного технического состояния.
Источник: https://krovlyakryshi.ru/metallicheskie/profnastil/proizvodstvo-profnastila-491
Технология изготовления профнастила
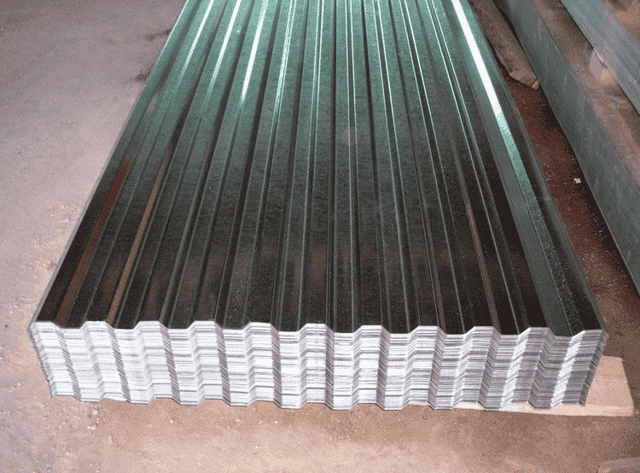
Профилированный металлический лист — это рулонная сталь, поверхность которой в результате обработки на специальном оборудовании приобрела волнистую или гофрированную форму.
Цель этой операции состоит в том, чтобы увеличить продольную жесткость и несущую способность исходного материала. Это позволяет использовать холоднокатаную сталь сравнительно небольшой толщины для изготовления различных строительных конструкций, в том числе и тех, на которые воздействуют значительные статические и динамические нагрузки.

Современный профнастил выпускают из стали толщиной от 0,45 до 1,2 мм. В зависимости от назначения, металлический профилированный лист подразделяется на две основные группы – несущий и стеновой.
Отличаются они формой профиля и толщиной металла.
Профнастил имеет высокие эксплуатационные характеристики при сравнительно низкой себестоимости, что делает его производство достаточно привлекательным и выгодным вложением средств.
Технология производства профнастила — краткое описание основных этапов изготовления профилированного листа
Технология производства профнастила достаточна проста. В ее основе лежит метод холодной прокатки тонколистового металла. С помощью специального оборудования, из рулона оцинкованной стали или стали с полимерным покрытием получают металлический профиль с заданной геометрией поверхности.
Существуют два метода профилирования металла: одновременный и последовательный (или комбинированный).
В первом случае технология изготовления профнастила предусматривает прокатку всех гофр профнастила одновременно, начиная с первой клети прокатного стана.
При этом существенно экономятся производственные площади, поскольку станок для одновременной прокатки примерно в 1,5 раза меньше оборудования для последовательного или комбинированного способа получения профилированного листа.
Кроме того, первый способ обработки металла более равномерно профилирует лист, исключая возможность брака на краях исходной заготовки.
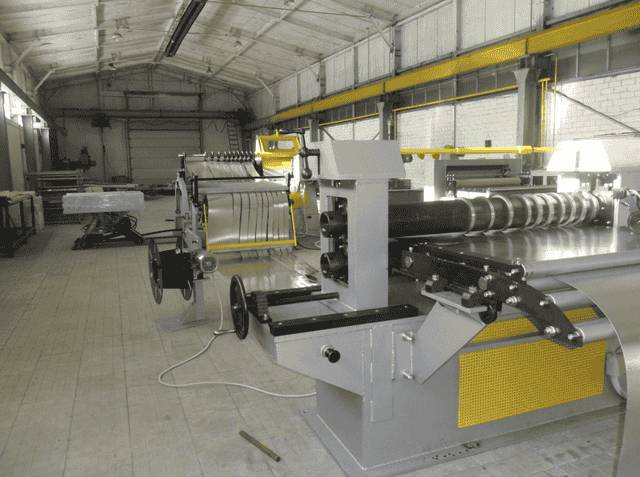
В состав линии по производству профлиста входят:
- разматыватель;
- стан холодной прокатки;
- гидравлические гильотинные ножницы;
- приемное устройство.
Слаженность и непрерывность работы оборудования обеспечивается автоматизированной системой управления, которая и следит, чтобы технология производства профлиста не была нарушена. Такие линии предназначены для изготовления профнастила из оцинкованной стали по ГОСТ 14918 и из тонколистовой стали с полимерным покрытием по ГОСТ 30246-94, ГОСТ 9045, ГОСТ 1050.
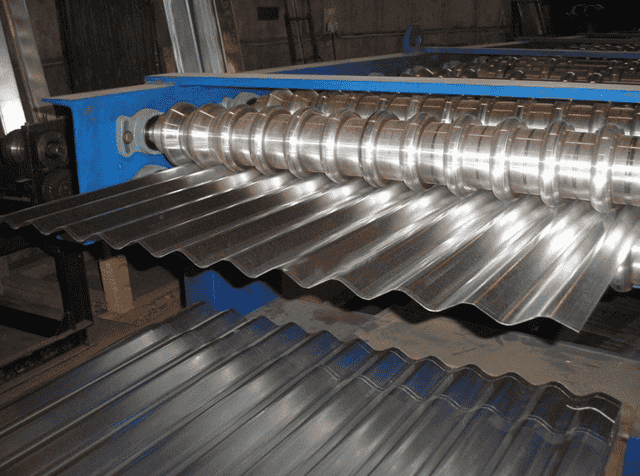
С установленного на разматывателе рулона, тонколистовая сталь подается в формовочную машину, где и происходит профилирование поверхности металла. Затем готовый лист профнастила попадает на гидравлические ножницы, обрезающие изделие в соответствии с заданными размерами. Профиль профлиста завит от формы вальцев, установленных на прокатном стане.
Все этапы производственного процесса контролируются системой управления, что позволяет задавать скорость прокатки, а также длину и количество листов профнастила. После обрезки, готовые листы профнастила попадают в приемное устройство.
Таким образом, изготовление профнастила из листовой стали состоит из следующих этапов:
- Рулон оцинкованной стали или стали с полимерным защитным покрытием устанавливается на разматыватель, обеспечивающий правильную и равномерную подачу листа.
- Конец листа вставляется в формовочную машину прокатного стана.
- Системе автоматического управления задаются основные параметры, такие как скорость прокатки, длина и количество листов профнастила.
- Производится запуск оборудования и непосредственно процесс изготовления профнастила.
Готовую продукцию достают из приемного устройства маркируют и упаковывают для отправки потребителю.
Основное оборудование линии по производству профнастила, его назначение и устройство
Ниже я подробно остановлюсь на функциях каждого отдельного узла станка по производству профнастила.
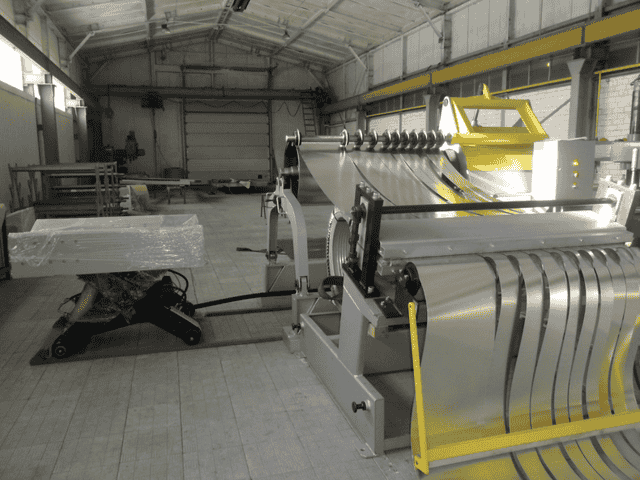
Консольный гидравлический разматыватель
Это устройство предназначено для подачи рулонной тонколистовой стали в формовочную машину.
Как и всеми механизмами линии по производству профнастила, разматывателем управляет автоматизированная система управления.
Кроме того, разматыватель имеет собственную систему автоматики, которая с помощью тормозного устройства синхронизирует скорость подачи металлической ленты со скоростью прокатки металла.
Устройство для резки металла
Оно устанавливается после разматывателя и служит для обрезки металла при необходимости заменить, например, рулон оцинкованной стали на сталь с полимерным покрытием для выполнения другого заказа.
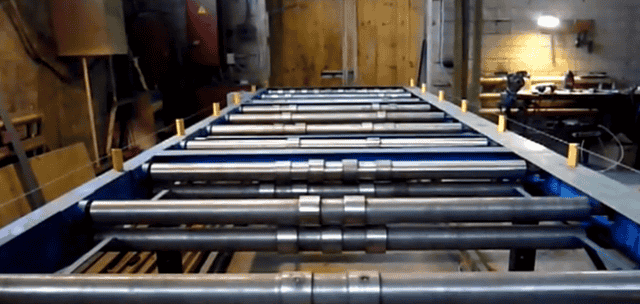
Прокатный стан (формовочная машина)
Это — главный элемент любой производственной линии для изготовления пофилированного листа. Именно он является ключевым звеном в технологии изготовления профнастила и превращает гладкий металлический лист в гофрированный профиль.
Профилирование поверхности осуществляется прокатыванием металла через вальцы специальной формы, выбор которых зависит от требуемой формы гофры профилируемого листа.
Формирование гофр профнастила начинается с первой клети, а количество клетей зависит от сложности формы гофры профилированного листа.
По конструкции формовочные машины могут быть пневматическими или гидравлическими. В пневматическом прокатном стане металлический лист с помощью пуансона вдавливается в матрицу под действием сжатого воздуха. Пневматическая формовочная машина может изготавливать профилированный лист длиной до 2,5 м, с углом гиба гофры профиля до 90° из металла, толщиной до 1,5 мм.
Принцип действия гидравлической формовочной машины прокатного стана такой же, как и у пневматической. Но прокатные станы с гидравлическим приводом более мощные и могут изготавливать профилированные листы любой длины, которая ограничена только удобством транспортировки готовой продукции потребителю.
Программа, заданная системе управления как пневматических, так и гидравлических прокатных станов, позволяет автоматически менять пуансоны и матрицы, выбирая их конфигурации при просмотре графической модели профилированного листа, а также устанавливать любую рабочую скорость прокатки.
Гидравлические электромеханические гильотинные ножницы
Они служат для обрезки готового профилированного листа согласно размерам, заданным автоматической системе управления. Резка осуществляется ножом, форма лезвия которого точно повторяет форму гофры профилированного листа.
Если обрезать готовый профлист плоскими ножницами, то это будет являться грубым нарушением технологии производства профнастила, поскольку приведет к образованию на краю среза заусенцев и деформаций.
Приемное устройство
В приемное устройство попадает готовый лист профнастила после гидравлических ножниц. Это устройство выполняет роль накопителя продукции для ее последующей упаковки и отправки на склад.
Обычно приемное устройство дополнительно оборудуется автоматическим штабелером для выемки профилированного листа и укладки его транспортную тележку или упаковочный стол.
Длина приемного устройства может достигать 14м.
Автоматизированная система управления
Как уже говорилась выше, автоматизированная система управляет всеми механизмами, входящими в состав линии по производству профнастила. Это позволяет полностью исключить применение ручного труда. Встроенное программное обеспечение позволяет свести участие человека исключительно к наблюдению за процессом производства.
Оператор управляет прокатным станом только при работе линии в ручном режиме, который используется обычно при наладке оборудования, а также заправке стали в формовочную машину при замене рулона в разматывателе.
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Коллектив oprofnastile.ru
Источник: http://oprofnastile.ru/proizvodstvo-profnastila/tehnologija-izgotovlenija-profnastila.html
Производство профнастила: этапы и особенности
Профнастил уже давно приобрел статус универсального и надежного покрытия.
Область его использования этого современного кровельного материала включает производственные объекты, складские помещения, частные застройки, разного рода ангары и сооружения быстрой сборки.
Современные технологии производства позволяют получать высококачественный профнастил, используемый для изготовления кровли и в качестве материала для устройства фасадов.
В этой статье мы ставим задачу ознакомить читателя с основными особенностями производства профнастила. Что касается приемов монтажа этого популярного материала – это тема для отдельного обзора.
Этапы производства
Профнастил изготавливают из тонких стальных листов, которые имеют специальное декоративное или цинковое покрытие. Эти листы подвергаются обработке, которая называется профилированием. В результате получают гофрированные металлические листы, которые мы и привыкли называть профнастилом.
Профилированные листы наиболее часто используют:
- в качестве материала для возведения перегородок и стен в производственных цехах и сооружениях, павильонах, быстровозводимых зданиях;
- для внутренней и наружной обшивки зданий;
- в виде материала для получения опалубок;
- как надежный материал для изготовления кровли в промышленности и гражданском строительстве;
- для возведения разного рода ограждений (постоянного или временного типа).
Профнастил может изготавливаться с покрытием из полимерного материала, а также с разной высотой гофры.
В укрупненном виде производственный цикл изготовления этого материала выглядит следующим образом:
- проектирование профнастила с учетом габаритных размеров листа, цвета и объема поставок;
- получение необходимого профиля на специальном прокатном оборудовании;
- отгрузка готовых изделий в адрес заказчика.
Чтобы изготовить качественные профилированные листы необходимо наличие узконаправленного технологического оборудования, которое предназначено для производства такого вида продукции.
Важное замечание! Качественный профнастил, соответствующий по своим техническим параметрам требованиям нормативной документации можно изготовить только на оборудовании с соответствующими техническими характеристиками.
Применение кустарного и некачественного оборудования влечет за собой массу различных отклонений от установленных требований по качеству, включая несоответствие размеров и формы листов.
Изготовление профиля
Профнастил – это гнутый профиль, изготавливаемый из металлических листов, имеющий гофры в форме трапеции. Для придания листам такой формы необходимо использовать специальное технологическое оборудование.
Металлические профили для кровли производят методом холодного профилирования. В качестве исходного материала используется прочная сталь.
По требованию потребителя профилированные листы выпускаются с нанесением покрытия или без него.
Профиль, на котором отсутствует покрытие, применяют для оборудования опалубок в строительстве. Для наружного применения необходим материал с покрытием.
Профнастил выпускается различной толщины. Листы из высококачественной стали имеют цинковое покрытие толщиной 20 – 26 микрон.
Если толщина покрытия занижена до 10 – 12 мкм, то такой профиль может быть подвержен преждевременному износу.
Важная информация. Для организации выпуска профнастила собственными силами необходимо обладать специальным оборудованием, изготовленным промышленным способом. Изготовление должно вестись из качественного сырья с покрытием 1 сорта.
Требования к производству
При проектировании производства профилей для профнастила и самого профнастила необходимо соблюдение следующих требований:
- в производственном помещении должен быть оборудован ровный бетонный пол;
- необходимо наличие грузоподъемных механизмов свыше 5 т;
- помещение должно иметь въездные ворота для проведения погрузочно-разгрузочных работ;
- необходимо оборудовать складские места для хранения металла в рулонах;
- температура воздуха внутри производственных цехов должна быть на уровне не менее 4?С, а в случае использования пневматических приспособлений – не ниже 10?С.
Организуя производство профилированного листа собственными силами необходимо соблюдать требования к размещению оборудования.
- Планировка размещения станков должна быть такой, чтобы обеспечивался нормальный доступ к их узлам и приводам для обслуживания, осмотра и ремонта.
- Разматывающее устройство лучше всего размещать непосредственно у складского места для хранения сырья.
- Если имеющихся площадей недостаточно, то склады готовой продукции можно устроить в отдельных помещениях.
Важно! При выполнении всех указанных требований и наличии профессионального оборудования имеется возможность производить профнастил в листах длина которых составляет от 1 до 12 м.
Также выпускается оборудование для производства профнастила с длиной листов до 25 м.
Процесс изготовления
- Изготовление профнастила начинается с разработки чертежа или эскиза конструкции и выполнения необходимых расчетов, выбирается толщина листа и цвет защитного покрытия.
- Затем можно приступать непосредственно к изготовлению напольных, кровельных или настенных профилированных листов.
- Основные этапы технологического процесса изготовления профилированного листа:
- установка стального рулона в устройство для разматывания;
- задание необходимых параметров листов и их количества на пульте управления;
- прокатка рулонного материала на прокатном стане в автоматическом режиме;
- автоматическая обрезка в требуемый размер с помощью ножниц;
- перемещение готового листа в штабелер;
- маркирование готовых листов и упаковка в полиэтилен.
Оборудование для производства
Производство профнастила может вестись горячим или холодным способом. Более популярными являются станки для холодной прокатки без использования нагрева исходного металла.
Такой процесс называется профилированием, так как в его результате плоский лист приобретает форму определенного профиля. На производственных линиях осуществляется прокатка и порезка готовых профилей.
Чтобы производить профнастил разных модификаций в зависимости от области применения необходимо оборудование различных типов. Для получения различной высоты гофры оборудование для профилирования должно развивать соответствующее усилие.
В зависимости от уровня механизации оборудование для производства профнастила бывает:
- мобильное (передвижное);
- ручное;
- автоматическое.
Передвижное оборудование удобно в случае необходимости организовать производство арочного профнастила в полевых условиях или прямо на стройплощадке. Такой профнастил используют при строительстве сооружений с арками: зернохранилищ, ангаров и т. д.
Ручное оборудование может обеспечить производство гофрированного профиля малых размеров и в незначительных количествах. Все технологические операции в этом случае выполняют вручную. Ручные механизмы используются строительными фирмами в условиях небольших мастерских, занимающихся металлообработкой при изготовлении доборных элементов.
Когда речь идет об автоматизированном оборудовании, то имеют в виду автоматические или полуавтоматические линии. Они включают в себя полный комплект оборудования и механизмов, расположенных в потоке, то есть порядке выполнения технологических операций. Автоматизированное оборудование позволяет получать качественные профили при высоком уровне производительности.
Важное замечание! Не рекомендуется применять ручной способ изготовления при прокатке металла с полимерным или лакокрасочным типами покрытий.
Состав производственной линии
В общем случае линия по производству профнастила состоит из следующего оборудования:
- устройство консольного типа для разматывания рулонов;
- прокатный стан, на котором формируют профиль;
- гильотинные ножницы для обрезки в требуемый размер;
- устройство для приема и штабелирования;
- система управления.
Технология изготовления выглядит следующим образом:
- Оцинкованный стальной лист в рулоне устанавливается на разматыватель.
- Лента исходного металла попадает в прокатный стан. Стан включает в себя
- необходимое количество клетей. Причем чем больше их количество, тем выше качество готового продукта. Клеть – это пара профилировочных роликов с определенной геометрией, один из которых располагается под обрабатываемым листом, а другой сверху.
- Проходя сквозь клети, гладкий стальной лист изменяет свою форму, превращаясь в профилированный.
- В зависимости от комплектации в состав производственного оборудования могут входить зажимные приспособления для формирования кромок, рольганги, электромеханические ножницы, сенсорный пульт, специальная тара для сбора отходов.
- Основой всего комплекса является прокатный стан, так как именно он отвечает за изготовление профиля, соответствующего требованиям, предъявляемым потребителями.
- С учетом постоянно растущего спроса на профнастил, можно с уверенностью считать, что с экономической точки зрения инвестирование средств в производство этого строительного материала будет иметь неплохие перспективы.
- Чтобы производить материалы высокого качества, отвечающие современным требованиям и в достаточных количествах, потребуется устройство производственной линии, включающей в себя современное высокотехнологичное оборудование.
https://www.youtube.com/watch?feature=player_embedded&v=z1rB27HG0sw
Источник: https://krovlyaguru.com/vidy/metallicheskie/proizvodstvo-profnastila-jetapy-i-osobennosti.html





