- Правка (рихтовка) металла
- Правка. Способы, инструмент для правки
- 1. Оснастка для правки
- 2. Основные приемы правки металла вручную
- 3. Правка листового металла на вальцах
- 4. Правка закаленных деталей
- 5. Правка прутков и валов
- Slesarnaya 5
- Правка металла: листового, полосового, проволоки, круглого и уголка
- Когда и зачем проводится операция: наличие выпуклостей на заготовках и прочие причины
- Что нужно править
- Толстые и тонколистовые заготовки
- Правка полосового металла
- Реставрация металла
- Разрезание металла
- Рубка металла
- Разрубание металла
- Правка и рихтовка
- Правка прутка
- Правка листового металла
- Правка (рихтовка) закаленных деталей
- Правка короткого пруткового материала
- Правка сварных изделий
- Гибка металла
- Технология изготовления декоративных изделий из полосового материала
- Заточка и правка инструмента
- Коррозия металла
- Техника правки металла
- Правка прутков и полосового металла выполняется в следующем порядке:
- Правка металлических заготовок или листов
Кривизну деталей проверяют на глаз (рис. 82,а) или по зазору между плитой и уложенной на нее деталью. Края изогнутых мест отмечают мелом.
При правке важно правильно выбирать места, по которым следует наносить удары. Сила ударов должна быть соразмерна с величиной кривизны и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему.
Правка считается законченной, когда все неровности исчезнут и деталь станет прямой, что можно определить наложением линейки.
Правку выполняют на наковальне, правильной плите или надежных подкладках, исключающих возможность соскальзывания с них детали при ударе.
Правка полосового металла осуществляется в следующем порядке. На выпуклой стороне мелом отмечают границы изгибов, после чего на левую руку надевают рукавицу и берут полосу, а : в правую руку берут молоток и принимают рабочее положение (рис. 82,6).
Полосу располагают на правильной плите так, чтобы она плоской поверхностью лежала на плите выпуклостью вверх, соприкасаясь в двух точках.
Удары наносят по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны; чем больше искривление и чем толще полоса, тем сильнее удары.
По мере выправления полосы силу удара ослабляют и чаще поворачивают полосу с одной стороны на другую до полного выправления. При нескольких выпуклостях сначала выправляют ближайшие к концам, а затем расположенные в середине.
Результаты правки (прямолинейность заготовки) проверяют на глаз, а более точно — на разметочной плите по просвету или наложением линейки на полосу.
Правка металла круглого сечения. После проверки на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем укладывают на плиту или наковальню (рис. 83) пруток так, чтобы изогнутая часть находилась выпуклостью вверх.
Удары молотком наносят по выпуклой части от краев изгиба к средней части, регулируя силу удара в зависимости от диаметра прутка и величины изгиба. По мере выправления изгиба силу удара уменьшают, заканчивая правку легкими ударами и поворачиванием прутка вокруг его оси.
Если пруток имеет несколько изгибов, сначала правят ближайшие к концам, затем расположенные в середине.
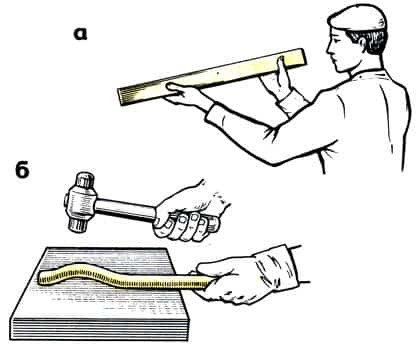 Рис. 82. Правка металла: а — проверка изгиба на глаз; б — момент правки
Рис. 82. Правка металла: а — проверка изгиба на глаз; б — момент правки
Правка листового металла более сложная, чем предыдущие операции. Листовой материал и вырезанные из него заготовки могут иметь поверхность волнистую или с выпучинами. На заготовках, имеющих волнистость по краям (рис. 84, а), предварительно обводят мелом или мягким графитовым карандашом волнистые участки.
После этого заготовку кладут на плиту так, чтобы края заготовки не свисали, а лежали полностью на опорной поверхности, и, прижимая ее рукой, начинают правку. Чтобы растянуть середину заготовки, удары молотком наносят от середины заготовки к краю так, как указано на рис. 84, в кружками.
Кружки меньших диаметров соответствуют меньшим ударам, и наоборот.
Более сильные удары наносят в середине и уменьшают силу удара по мере приближения к ее краю. Во избежание образования трещин и наклепа материала нельзя наносить повторные удары по одному и тому же месту заготовки.
Особую аккуратность, внимательность и осторожность соблюдают при правке заготовок из тонкого листового материала. Наносят несильные удары, так как при неправильном ударе боковые грани молотка могут или пробить листовую заготовку или вызвать вытяжку металла.
При правке заготовок с выпучинами выявляют покоробленные участки, устанавливают, где больше выпучен металл (рис. 84,6). Выпуклые участки обводят мелом или мягким графитовым карандашом, затем заготовку на плиту выпуклыми участками вверх, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты.
Правку начинают с ближайшего к выпучине края, по которому наносят один ряд ударов молотком в пределах, указанных на покрытой кружочками поверхности (рис. 84,г). Затем наносят удары по второму краю.
После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю, и так до тех пор, пока постепенно не приблизятся к выпучине. Удары молотком наносят часто, но не сильно, особенно перед окончанием правки. После каждого удара учитывают воздействие его на заготовку в месте удара и вокруг него.
Не допускают несколько ударов по одному и тому же месту, так как это может привести к образованию нового выпуклого участка.
Рис. 83. Правка металла круглого сечения 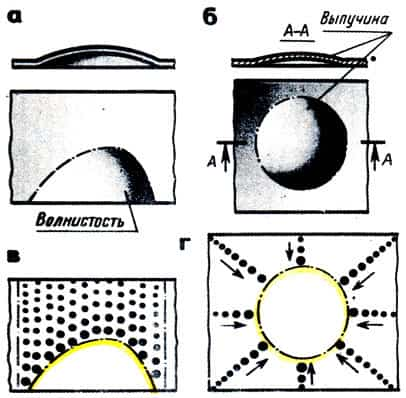 Рис. 84. Схема правки листового материала: а,б — погнутые заготовки; в, г — распределение ударов
Рис. 84. Схема правки листового материала: а,б — погнутые заготовки; в, г — распределение ударов
Под ударами молотка материал вокруг выпуклого места вытягивается и постепенно выравнивается. Если на поверхности заготовки на небольшом расстоянии друг от друга имеется несколько выпучин, ударами молотка у краев отдельных выпучин заставляют соединиться эти вы пучины в одну, которую потом правят ударами вокруг ее границ, как указано выше.
Тонкие листы правят легкими деревянными молотками (киянками — рис. 85,а), медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками (рис. 85,б).
Правка (рихтовка) металла
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка искривленных после закалки деталей называется рихтовкой. Точность рихтовки может составлять 0,01 — 0,05 мм.
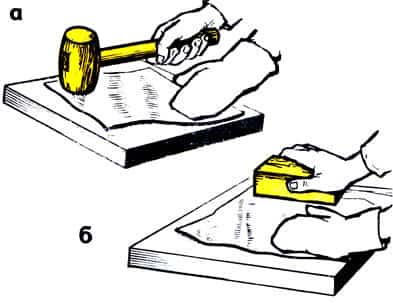 Рис. 85. Правка тонких листов: а — деревянным молотком б — деревянным или метал- (киянкой), лическим бруском
Рис. 85. Правка тонких листов: а — деревянным молотком б — деревянным или метал- (киянкой), лическим бруском 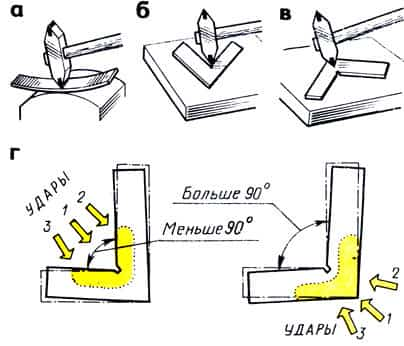 Рис. 86. Рихтовка закаленных деталей: а — на рихтовальной бабке, б — угольника по внутреннему углу, в — по наружному углу, г — места нанесения ударов
Рис. 86. Рихтовка закаленных деталей: а — на рихтовальной бабке, б — угольника по внутреннему углу, в — по наружному углу, г — места нанесения ударов 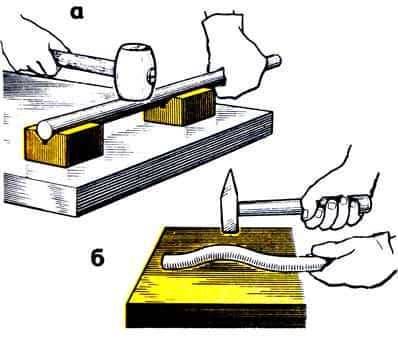 Рис. 87. Правка коротких валов и прутков: а — на призмах, б — на плите
Рис. 87. Правка коротких валов и прутков: а — на призмах, б — на плите 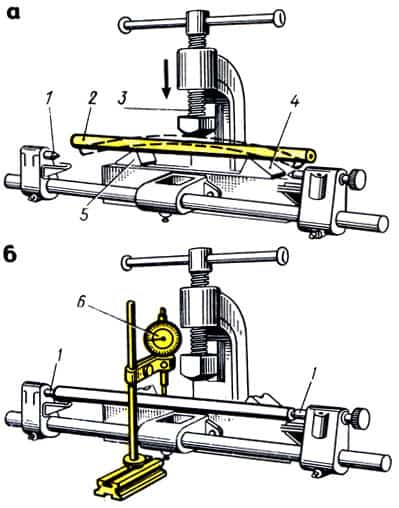 Рис. 88. Правка вала на ручном прессе: а — момент правки, б — проверка изгиба индикатором; 1 — центра, 2 — вал, 3 — винт, 4,5 — призмы, 6 — индикатор
Рис. 88. Правка вала на ручном прессе: а — момент правки, б — проверка изгиба индикатором; 1 — центра, 2 — вал, 3 — винт, 4,5 — призмы, 6 — индикатор
В зависимости от характера рихтовки применяют молотки с закаленным бойком или специальные рихтовальные молотки с закругленной стороной бойка. Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке (рис. 86,а). Удары наносят не по выпуклой, а по вогнутой стороне детали.
Изделия толщиной не менее 5 мм, если они закалены не насквозь, а только на глубину 1-2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко; их нужно рихтовать как сырые детали, т. е. наносить удары по выпуклым местам.
Правка закаленного угольника, у которого после закалки изменился угол между полками, показана на рис. 86,6-г. Если угол стал меньше 90°, то удары молотком наносят у вершины внутреннего угла (рис. 86,6 и г слева), если угол стал больше 90°, удары наносят у вершины наружного угла (рис. 86,в и г справа).
В случае коробления изделия по плоскости и по узкому ребру рихтовку выполняют отдельно — сначала по плоскости, а потом по ребру.
Правку короткого пруткового материала выполняют на призмах (рис. 87,а), правильных плитах (рис. 87,6) или простых подкладках, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком.
Рис. 89. Схема правки искривленного вала наклепом (а), наклепанный слой (б) 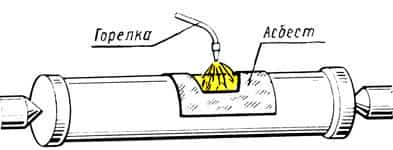 Рис. 90. Правка трубы газопламенным способом
Рис. 90. Правка трубы газопламенным способом
Сильно пружинящие, а также очень толстые заготовки правят на двух призмах, нанося удары через мягкую прокладку во избежание забоин на заготовке. Если усилия, развиваемые молотком, недостаточны для правки, применяют ручные или механические прессы.
Правку валов (диаметром до 30 мм) на ручных прессах (рис. 88,а) выполняют так. Вал 2 укладывают на призмы 4 и 5, а нажим осуществляют винтом 3. Величину прогиба определяют здесь же в центрах 7 при помощи индикатора 6 (рис. 88,6).
Для устранения остаточных напряжений в местах правки ответственные валы медленно нагревают в течение 30 — 60 мин до температуры 400 — 500°С и потом медленно охлаждают.
Правка наклепом производится укладкой изогнутого вала на ровную плиту выпуклостью вниз и нанесением небольшим молотком частых и легких ударов по поверхности вала (рис. 89,а). После возникновения на поверхности наклепанного слоя (рис. 89,6) просвет между валом и плитой исчезает, правку прекращают.
Правка методом подогрева (безударная). Профильный металл (уголки, швеллеры, тавры, двутавры), пустотелые валы, толстую листовую сталь, поковки правят с нагревом изогнутого места (выпуклости) паяльной лампой или сварочной горелкой до вишневокрасного цвета; окружающие выпуклость слои металла охлаждают сырым асбестом или мокрыми концами (ветошью) (рис. 90).
Поскольку нагретый металл более пластичный, то при охлаждении струей сжатого воздуха нагретое место сжимается и металл выпрямляется.
Правка. Способы, инструмент для правки
Детали и заготовки из полосового, пруткового или листового материала могут быть погнутыми, кривыми, покоробленными или иметь выпучивания, волнистость и т.п.
Слесарная операция, называемая правкой, позволяет придать заготовкам или деталям правильную геометрическую форму, в соответствии с требованиями чертежей или функциональным назначением.
Правку деталей и заготовок производят в холодном или в нагретом состоянии. В последнем случае допускается стальные заготовки и детали нагревать до температуры 1100–850 °С, а дюралюминиевые — до 470–350 °С.
Правка металла может быть ручной и машинной (на правильных валках, прессах и всякого рода приспособлениях).
При выборе способа правки учитывают характер материала, размер детали (заготовки) и величину прогиба.
1. Оснастка для правки
Ручная правка листового металла и заготовок из него производится молотками на правильных плитах и специальных рихтовальных бабках.
Правильные плиты (рис. 1, а) могут быть из серого чугуна сплошной конструкции или с ребрами или стальными (рис. 1, б).
Рис. 1. Правильная плита: а — чугунная; б — стальная
Рабочая поверхность плиты должна быть ровной и чистой. Плита должна быть массивной, тяжелой и достаточно устойчивой, чтобы при ударах молотка не было никаких сотрясений.
Плиты устанавливают на металлических или деревянных подставках, которые могут обеспечить кроме устойчивости и необходимую горизонтальность.
Вокруг плиты должно быть достаточно места, чтобы можно было свободно работать.
Рихтовальные бабки (рис. 2, а) изготовляют из стали с термической обработкой. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150–200 мм.
В качестве рихтовальной бабки для правки хорошо себя зарекомендовал рельс длиной 0,5–1 м.
Рельс обладает хорошей устойчивостью, мало подвижен при ударах молотка, не оставляет следов от молотка, не деформируется и удобен для перемещения по плите.
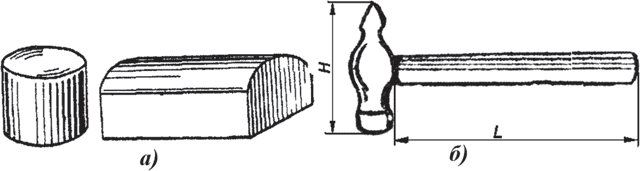
Рис. 2. Инструмент для правки металла: а — рихтовальные бабки; б — молоток
При ручной правке лучше использовать молотки с круглым, а не квадратным бойком, так как углами квадратного бойка можно повредить поверхность выпрямляемого листа. Молоток для правки должен обладать гладкой и хорошо отшлифованной поверхностью бойка (рис. 2, б).
- Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок из цветных металлов и сплавов применяют молотки из мягких материалов — медные, латунные, свинцовые, деревянные.
- При правке особо тонкого металла пользуются металлическими и деревянными брусками — гладилками.
- Правку деталей с обработанной поверхностью стальным молотком следует проводить, используя прокладку из мягкого металла.
- Для правки тонкого листового и полосового металла служат также металлические и деревянные гладилки и бруски.
2. Основные приемы правки металла вручную
Поступающие на слесарную обработку заготовки могут быть деформированы и нуждаются в правке, иногда говорят, в рихтовке.
Заготовка из листового проката может быть деформирована во время погрузочных работ и транспортировки или деформация может возникнуть в результате остаточных напряжений после механической или термической обработки и др.
Волнистая поверхность заготовки из листа может образоваться в результате наличия сжатых волокон, остаточных напряжений на одной из поверхностей листа, что определяет направление вогнутости; изгиб по длине в плоскости; изгиб на ребро свидетельствует о том, что край заготовки, куда направлена изогнутость, сжат или деформирован больше противоположного; если у заготовки деформация в виде спирали, то это свидетельствует о том, что у заготовки края более вытянуты, чем осевая линия, и т.д.
Выяснить причину деформации заготовки необходимо для принятия решения о методе ее правки, рихтовки.
Правка полосового материала по плоскости производится в следующей последовательности.
Искривленною полосу кладут на плиту и, придерживая ее левой рукой, по выпуклым местам полосы наносят удары молотком, при этом удары наносят сначала по краям выпуклости широкой стороны и постепенно приближаются к середине выпуклости, поворачивая по мере необходимости полосу с одной стороны на другую. Сила удара регулируется в зависимости от размеров полосы и степени искривления.
Молоток при правке держат за конец рукоятки, несильно зажимая ее в руке. При ударе молоток нужно опускать на лист вертикально всей площадью бойка. В момент удара молоток будет обязательно отскакивать. Этим движением следует научиться управлять так, чтобы отскакивание молотка от листа вверх было направлено по вертикали к плите.
Результаты правки (прямолинейность заготовки) оценивают на глаз или же на правильной плите с помощью линейки.
Выправив широкую сторону заготовки, приступают к правке ребер. После одного-двух ударов полосу поворачивают с одного ребра на другое.
При правке полосы, изогнутой на ребро, удары наносят по широкой плоскости. Прижав левой рукой полосу к плите, наносят удары молотком по всей длине полосы, постепенно переходя от нижней кромки к верхней. На рис. 3 указана стрелками схема направлений и последовательности ударов при правке изогнутости заготовки на ребро.
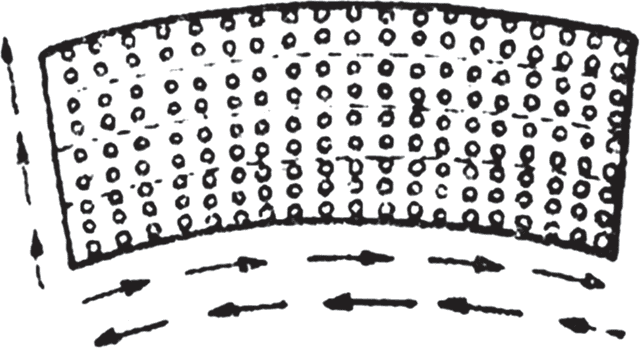
Рис. 3. Схема правки изогнутости заготовки на ребро
У нижней кромки наносят сильные удары, а по мере приближения к верхней силу ударов уменьшают, но увеличивают их частоту. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса выравнивается. Правку прекращают, когда верхняя и нижняя кромки становятся прямолинейными.
Правку изогнутого листа, имеющего поперечные волны — волнистость, выполняют на правильной плите, придерживая его одной рукой, а другой — наносят легкие удары молотком по выступающим частям листа вдоль поперечных волн. Сначала правят лист с одной стороны, а затем его переворачивают и правят с другой стороны.
При наличии выпуклости в середине заготовки ее кладут на плиту и выпуклости обводят мелом. Затем наносят частые удары молотком от края листа по направлению к выпуклости. По мере приближения к выпуклости удары молотком следует делать чаще и слабее. Если на заготовке имеется волнистость по краям, то удары молотком наносят по направлению от середины заготовки к ее краям.
После устранения выпуклостей и волнистости лист переворачивают и легкими ударами молотка окончательно восстанавливают его прямолинейность.
В процессе правки нужно следить за тем, чтобы на поверхности листа не оставались следы от ударов молотком. Эту работу удобно выполнять, перемещая заготовку вдоль рихтовальной бабки или по поверхности рельса, на котором производится правка.
При правке тонкого листового материала пользуются легкими деревянными, медными, латунными или свинцовыми молотками. Приемы правки такие же, как и стальными молотками.
Правку весьма тонкого листового материала осуществляют на чистой, ровной (без забоин и других неровностей) поверхности скольжением без особой нагрузки металлических или деревянных брусков-гладилок, имеющих ровную и гладкую поверхность. При правке лист периодически переворачивают.
3. Правка листового металла на вальцах
Для правки деталей из листового металла могут быть также использованы вальцы.
В ручных вальцах правят обычно заготовки из листа толщиной до 3 мм. Валки 1 и 3 расположены один над другим (рис. 4), и в зависимости от толщины заготовки 2 их можно удалять друг от друга или сближать между собой. Также может быть поднят или опущен расположенный сзади третий валок 4. Валки должны быть отрегулированы так, чтобы они не были сильно прижаты друг к другу.
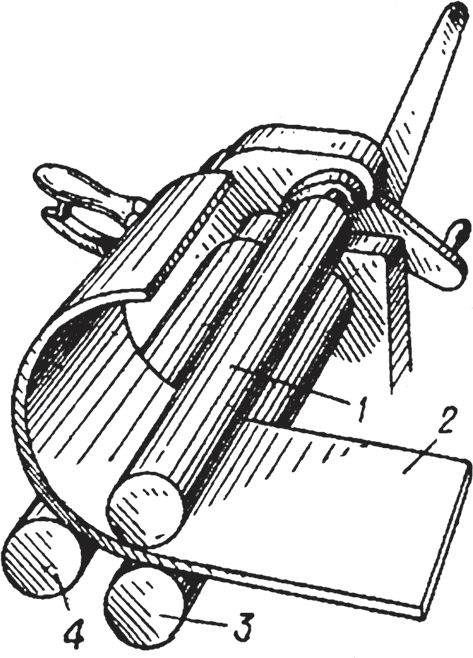
Рис. 4. Схема работы ручных вальцов
Заготовку (лист или полосу) устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками.
Часто для полного устранения выпуклостей и вмятин заготовки приходится пропускать между валками несколько раз. Заготовки толщиной 3–6 мм правят на вальцах с электроприводом.
4. Правка закаленных деталей
Закаленные детали выправляют носиком молотка (рис. 5). Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке, имеющей гладкую поверхность. Удары при правке наносят не по выпуклой, а по вогнутой стороне детали.
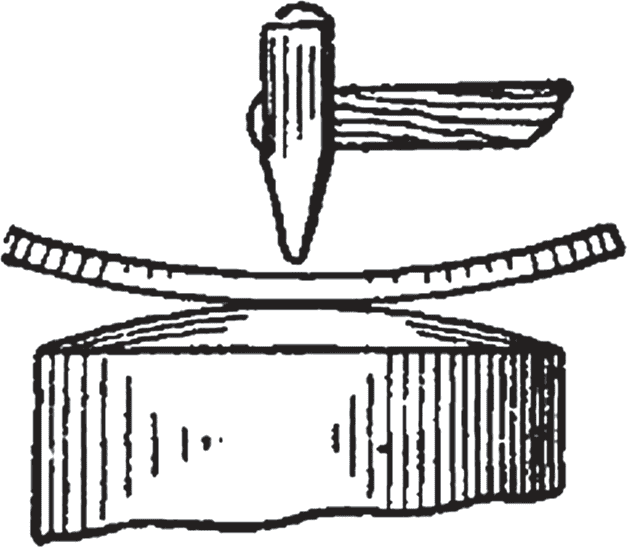
Рис. 5. Правка закаленных деталей
При правке закаленную полосу (линейку и пр.) кладут на рихтовальную бабку выпуклостью вниз, носиком молотка наносят не сильные, но частые удары по впадине, начиная с ее середины и постепенно переходя к краям; затем, перехватив левой рукой деталь за второй конец, производят правку другой ее части. В процессе правки периодически проверяют стрелу прогиба детали.
Удары молотком должны быть не сильными, чтобы не сломать деталь.
5. Правка прутков и валов
Короткие прутки диаметром до 12 мм правят на рихтовальной бабке в виде бруска или рельса на правильной плите, нанося молотком удары по выпуклостям и искривленным местам. Искривления малого радиуса правят поперек бруска, а большого — вдоль, добиваясь уменьшения кривизны.
В положении равновесия пруток на бруске в свободном состоянии наружной поверхностью будет указывать на выпуклость. После устранения заметных выпуклостей добиваются прямолинейности прутка правкой на плите, нанося легкие удары по всей его длине и одновременно поворачивая его левой рукой.
Выпрямленный пруток свободно перекатывается по поверхности правильной плиты.
Правка прутков и валов диаметром свыше 12 до 30 мм осуществляется на призмах и ручных прессах. Перед правкой при перекатывании прутка по плите отмечают мелом выпуклые места, которые отрываются от плиты.
При ручной правке пруток устанавливают на призмы выпуклым местом вверх так, чтобы призмы отстояли от отметки на расстоянии 50-100 мм и наносят удары по выпуклому месту молотком со вставками из мягкого металла (меди, свинца).
Если правку производят стальным молотком, то применяют подкладки из мягких металлов. Стрелу прогиба контролируют при перекатывании прутка по плите.
На ручных прессах (рис. 6) производят правку валов с контролем величины прогиба. При правке валов производят проверку и исправление центровых гнезд.
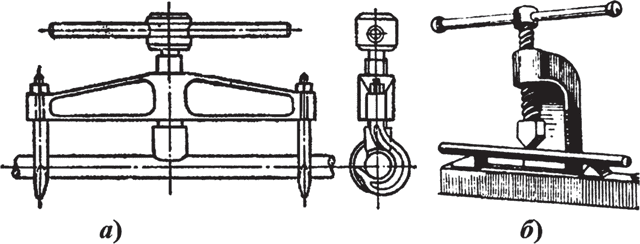
Рис. 6. Оборудование для правки деталей типа валов: а — скоба-пресс; б — ручной винтовой пресс
После этого вал ставят в центре приспособления для измерения величины (стрелы) прогиба. Значение стрелы прогиба определяют как половину величины биения вала, показываемого индикатором.
Для правки вал 4 (рис. 7) ставят на призмы или опоры 5 винтового или гидравлического пресса выпуклой стороной кверху и перегибают нажимом винта или штока 3 пресса через мягкую прокладку 2 так, чтобы обратная стрела прогиба f1 была в 10–15 раз больше того прогиба f, который имел вал до правки. Точность правки контролируют индикатором 1.
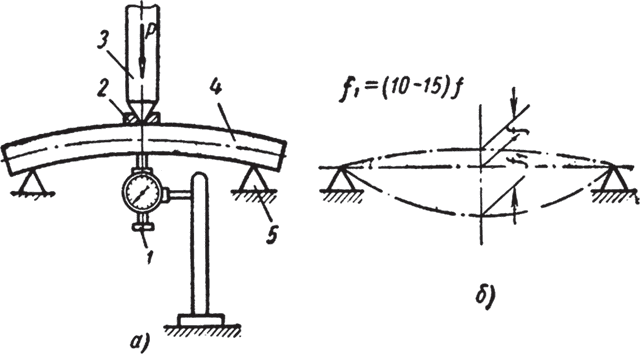
Рис. 7. Схемы холодной правки вала: а — монтажная; б — расчетная; 1 — индикатор; 2 — прокладка; 3 — шток пресса; 4 — вал; 5 — опора
Распространен также метод двойной правки валов, применение которого значительно увеличивает сопротивляемость выправленного вала повторным деформациям. Двойную правку выполняют следующим образом.
Подлежащий правке вал устанавливают на призмах (рис.  выпуклостью вверх и плавно нажимают на него винтом или штоком пресса. Усилие нажима должно быть таким, чтобы вал после этого остался прогнутым в обратную сторону на ту же величину.
выпуклостью вверх и плавно нажимают на него винтом или штоком пресса. Усилие нажима должно быть таким, чтобы вал после этого остался прогнутым в обратную сторону на ту же величину.
Затем указанная операция повторяется, но уже с таким усилием нажима, чтобы вал оказался выправленным. Для повышения устойчивости формы детали и снятия внутренних напряжений, возникающих в результате правки, производят отпуск при 400–450° С в течение 0,5–1 ч.
Продолжительность нагрева устанавливается в зависимости от размеров детали.
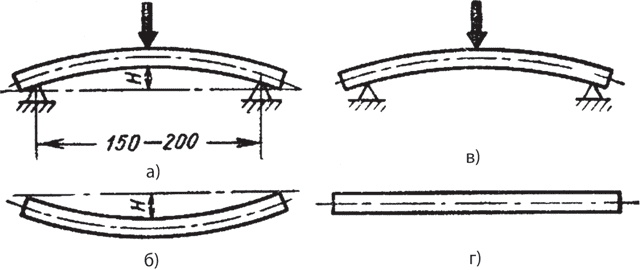
Рис. 8. Схема двойной правки вала: а — первая правка вала; б — форма вала после первой правки; в — вторая правка вала; г — вал после второй правки
Часто для этой цели при холодной правке валов, тяг и других деталей применяют наклеп вогнутой поверхности в положении, при котором выпрямляемая деталь прогнута винтом или штоком пресса в направлении, обратном изгибу.
Легкие удары молотком по выпуклой стороне детали через медную прокладку вызывают растяжение волокон на этой стороне вала.
После небольшой выдержки усилие от прогиба винтом или штоком пресса снимают и вал подвергают проверке.
Правка наклепом может производиться также следующим образом. Изогнутый вал укладывают на жесткую ровную плиту прогибом вниз (рис. 9). Затем молотком наносят частые легкие удары по поверхности вала до устранения просвета между его поверхностью и плитой.
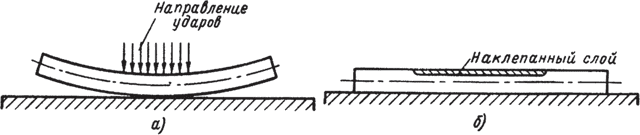
Рис. 9. Правка вала наклепом: а — момент правки; б — выправленный вал
После этого вал проверяют на биение индикатором или рейсмусом. Термическая обработка вала после правки не требуется. Наклепом чаще всего правят валы, имеющие шпоночный паз по всей длине.
Если такой вал выгнут в сторону шпоночного паза, то его проще всего выправить путем наклепа дна шпоночного паза в наиболее вогнутой точке.
Наклеп производят нанесением легких ударов молотком по закаленной пластинке, которую постепенно перемещают по дну паза.
Стальные детали при температуре ниже 0° С править холодным способом не следует, так как это может привести к их поломке.
Правку горячим способом при ремонте применяют реже, так как этой операции обычно приходится подвергать полностью обработанные детали, подогрев которых может вызвать окисление поверхности и деформацию детали.
При невозможности выправить деталь в холодном состоянии ее подогревают до температуры ковки. Править при температуре 150–450° С не рекомендуется; в этом интервале температур в стальной детали могут образоваться трещины.
Горячий способ относительно чаще применяется для правки валов большого диаметра. Обычно при этом деталь подвергают местному нагреву пламенем газовой горелки при круговом вращении вала. Нагретый вал выправляют изгибанием домкратом, прессом или быстрым охлаждением небольшой площади на выпуклой стороне.
В результате одностороннего охлаждения вал стремится перегнуться в противоположную сторону. Для проведения этого процесса нагретую поверхность быстро укрывают асбестом, оставляя открытым лишь место охлаждения.
Вал располагают таким образом, чтобы охлаждаемое место было обращено вниз, после чего снизу подают охлаждающую воду.
Для листового металла можно использовать также метод газопламенной правки.
По этому методу на отмеченные места, подлежащие выпрямлению, направляют струю пламени газовой горелки, нагревая неровности до красно-вишневого цвета (600–700° С).
Нагретый металл расширяется, а затем при остывании под влиянием сил сжатия выпрямляется. Этим методом, ускоряющим процесс правки, можно править также валы, оси, трубы, уголки.
Slesarnaya 5
1. СЛЕСАРНАЯ ОБРАБОТКА
ПРАВКА И ГИБКА
Правкой называется технологическая операция по устранению изгибов, местных неровностей, волнистости, выпуклостей или вмятин различной формы и прочих дефектов на металлических заготовках.
Ручную правку листовых металлических заготовок производят на массивной стальной плите (рис. 1.6, а) деревянными молотками или молотками, изготовленными из меди, алюминия или свинца. Для правки лист кладут на плиту выпуклостью вверх. Мелом или цветным карандашом обводят границы выпуклости.
Затем, придерживая лист левой рукой, правой наносят удары молотком рядами от края заготовки в направлении выпуклости (рис. 1.6, б). Правка продолжается до тех пор, пока выпуклость не исчезнет, затем заготовку переворачивают и легкими ударами молотка окончательно правят всю ее поверхность.
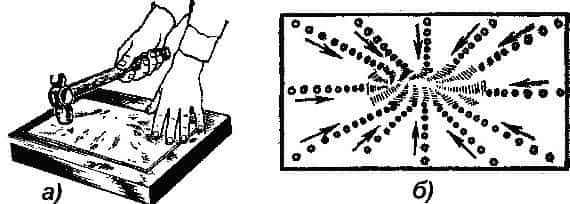 Рис. 1.6. Правка листовой стали молотком (а) и схема нанесения ударов для правки выпуклости в середине листа (б)
Рис. 1.6. Правка листовой стали молотком (а) и схема нанесения ударов для правки выпуклости в середине листа (б)
При наличии нескольких выпуклостей удары начинают наносить с промежутка между выпуклостями, постепенно к ним приближаясь. Если выпуклость расположена у края листовой заготовки, то правку следует начинать от середины листа к краям.
Металлические молотки, применяемые для правки, должны иметь круглый хорошо отполированный боек без вмятин и заусенцев. Молоток с квадратным бойком для правки заготовок применять не рекомендуется, так как от его углов после ударов остаются забоины.
Заготовки из полосовой, прутковой и профильной стали правятся стальными молотками с круглым выпуклым бойком на плите или наковальне (рис. 1.7).
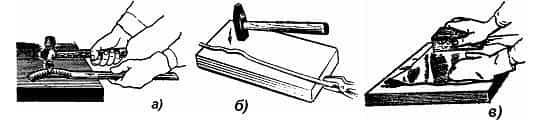 Рис. 1.7. Правка деталей из полосового (а), пруткового (б) материалов и тонкого листа на плите с помощью бруска (в)
Рис. 1.7. Правка деталей из полосового (а), пруткового (б) материалов и тонкого листа на плите с помощью бруска (в)
При правке полосового металла, изогнутого по плоскости, полосу располагают на правильной плите выпуклостью вверх с прикосновением в двух местах, затем начинают наносить удары по краям выпуклости поочередно с двух сторон, приближаясь к ее середине.
Правку полосовых, серповидно изогнутых заготовок производят на плите путем нанесения ударов поперек полосы (рис. 1.7, а).Причем удары наносятся сначала с более короткой стороны полосы, т. е. с той, где металл наиболее сжат и его необходимо растянуть, чтобы заготовка выровнялась.
В начале правки удары молотком по краю вогнутой стороны полосы должны быть сильными, а по мере приближения к противоположной стороне – все слабее. При этом более короткая сторона полосы, принимающая на себя наиболее сильные удары, постепенно вытягивается и заготовка выпрямляется.
Линейность полосы проверяют линейкой.
Правку стального прутка круглого сечения на плите выполняют аналогично правке полосового металла (рис. 1.7, б).
Правку тонкого листового металла (фольги) производят деревянными или металлическими брусками (гладилами) на гладкой металлической плите (рис. 1.7, в).
При правке стального прутка круглого сечения в призмах заготовку располагают в призмах таким образом, чтобы изгиб находился между призмами выпуклой частью вверх (рис. 1.8, а).
Удары наносят молотком от краев изгиба до его средней части.
Качество правки (линейность прутка) проверяют металлической линейкой или угольником: количество просветов между поверхностями прутка и линейки должно быть минимальным.
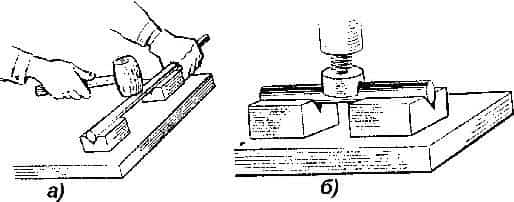 Рис. 1.8. Правка круглого прутка на плите:/center>
Рис. 1.8. Правка круглого прутка на плите:/center>
а – с применением призм; б – на ручном винтовом прессе
Для правки профильных заготовок, труб и валов, когда силы удара молотком недостаточно, применяют ручные винтовые прессы (рис. 1.8, б).
Гибкой называется технологическая операция, при которой заготовке или ее части придается изогнутая форма. К гибке относят собственно гибку или гнутье ( получение гнутых профилей), профилирование (гофрирование, изгибание), свертку (получение сварных труб), навивку пружин и т. д.
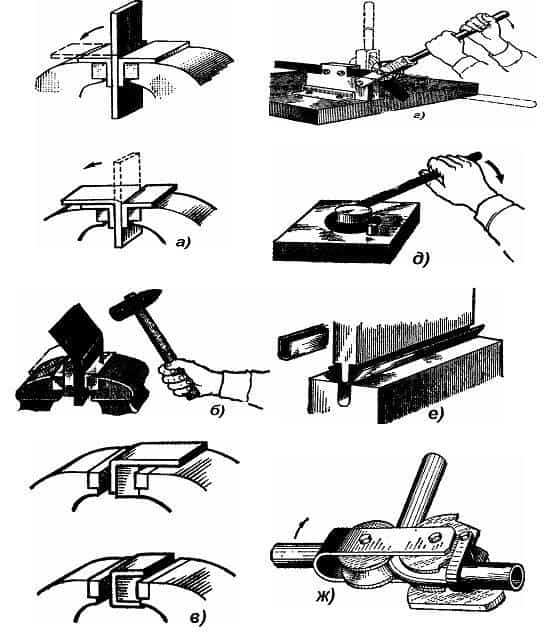 Рис. 1.9. Примеры гибки металла и применение оправок:
Рис. 1.9. Примеры гибки металла и применение оправок:
- а – полоса под прямым углом; б – полоса под острым углом;
- в – двойной изгиб; г – гибка «на ребро»;
- д – пруток в кольцо в гибочном приспособлении;
- е – лист в гибочном штампе; ж – труба в роликовом приспособлении
В процессе гибки происходит деформация металла: его наружные слои растягиваются и удлиняются, а внутренние, сжимаясь, укорачиваются.
Средний слой, так называемый нейтральный слой, в процессе деформации сохраняет свою длину неизменной и по нему производится расчет длины заготовки, подлежащей гибке. У симметричных по сечению заготовок (квадратных, листовых и т. д.
) этот слой находится посредине поперечного сечения, а у несимметричных профилей (треугольного, полукруглого и др.) проходит через центр тяжести сечения.
Гибку полосовой заготовки проводят путем сгибания ее на нужный угол вокруг какой-либо оправки, форму которой она принимает, в слесарных тисках по шаблону или на плите (рис. 1.9, а, б, в, е).
При гибке квадратного, прямоугольного или круглого металла используются специальные ручные приспособления, главным рабочим инструментом которых является обкатный ролик (рис. 1.9, г, д).
Трубы гнут в холодном и горячем состоянии, пользуясь различными приспособлениями, или на специальных трубогибочных станках (рис. 1.9, ж). Трубы диаметром более 20 мм перед гибкой набивают песком или канифолью.
Детали из тонкого (до 0,5 мм) листового материала гнут киянками, из пруткового материала круглого сечения диаметром до 4 мм * плоскогубцами или круглогубцами, из листового материала толщиной более 0,5 мм * на оправках слесарным молотком.
Конструкция оправки должна соответствовать профилю изгибаемой заготовки. При гибке деталей на угол 90* без закруглений (галтелей) с внутренней стороны припуск на изгиб принимается равным (0,5…0,8) S, где S * толщина изгибаемой детали, мм.
Листовой металл после прокатки имеет волокнистую структуру. Чтобы при гибке не получилось трещин, его необходимо гнуть поперек волокон или таким образом, чтобы линия изгиба составляла с направлением проката (волокон) угол, равный 45*.
Правка металла: листового, полосового, проволоки, круглого и уголка
 Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
Правка — технологическая операция, при помощи которой у заготовок устраняют отклонения от формы. Заготовки могут иметь как простую, так и сложную форму. В зависимости от этого применяется соответствующий инструмент и оснастка.
Когда и зачем проводится операция: наличие выпуклостей на заготовках и прочие причины
Заготовки должны иметь определенные параметры, чтобы с ними было возможно выполнить следующие технологические операции.
Невозможно выполнить качественную слесарную разметку на волнистой поверхности, искривленная заготовка при выполнении штамповочной операции может привести к поломке пуансона и матрицы.
Существует много подобных примеров, когда правка обеспечивает качественное изготовление изделий.
Что нужно править
Наиболее распространенные поверхностные дефекты на листе, которые устраняются правильными операциями: волнистость, выпуклость или вогнутость. Причем на одном листе они могут находиться одновременно в разных местах — на краю и в середине.
Толстые и тонколистовые заготовки
Технология отличается инструментом, выбор которого регламентируется толщиной листа.
Тонкие листы, толщина которых измеряется десятыми долями миллиметра, не стоит править с помощью молотков ударным способом. Высока вероятность пробить поверхность насквозь.
Здесь следует воспользоваться специальными брусками, которыми проводят по поверхностям листа с обеих сторон.
При правке более толстых листов существуют определенный технологический порядок проведения работ. Наносить удары непосредственно по выпуклой части листа недопустимо.
Возникающая большая концентрация напряжений может привести к образованию трещины и испортить заготовку.
Если выпуклость находится в центре заготовки, следует начинать ее обстукивать с краев, уменьшая силу удара и увеличивая частоту по мере приближения к краям выпуклости.
Это интересно: Инструменты для правки металла Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
При имеющейся волнистости на краях следует наносить удары, наоборот, от центра к периферии. Возникающие при ударном воздействии растягивающие напряжения способны убрать ее, достигнув краев возникновения дефекта.
Правка полосового металла
Правка полосового металла
Правка полосового металла осуществляется в следующем порядке. На выпуклой стороне заготовки мелом отмечают границы изгибов.
Полосу располагают на правильной плите так, чтобы она плоской поверхностью лежала на плите выпуклостью вверх, соприкасаясь в двух точках. Для правки применяют молоток с круглым гладким полированным бойком.
Молотки с квадратным бойком применять не следует, так как они оставляют следы в виде забоин (квадратов, углов).
Удары наносят по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны; чем больше искривление и чем толще полоса, тем сильнее удары.
По мере выправления полосы силу удара ослабляют и чаще переворачивают полосу с одной стороны на другую до полного выправления. При нескольких выпуклостях сначала выправляют ближайшие к концам, а затем расположенные в середине.
Результаты правки (прямолинейность заготовки) проверяют на глаз, а более точно – на разметочной плите по просвету или наложением на полосу линейки.
Правку узких серповидно изогнутых заготовок производят на плите под линейку. Для этого заготовку кладут на плиту, одной рукой прижимают к плите и молотком (деревянным или стальным с выпуклым бойком) наносят удары, начиная с более короткой вогнутой кромки изогнутой заготовки, т. е.
той, где волокна металла сжаты и их необходимо растянуть для того, чтобы заготовка выровнялась. В начале правки удары по вогнутой кромке должны быть более сильными и по мере приближения к противоположной кромке – все слабее и слабее.
Этим достигается то, что вогнутая, более короткая кромка постепенно вытягивается и заготовка выпрямляется, что контролируется линейкой.
Данный текст является ознакомительным фрагментом.
Химические и гальванические (электрохимические) способы отделки изделий из металла из металла
Для повышения художественной ценности, выразительности, антикоррозийной стойкости и износостойкости изделий, а также для придания изделиям законченного вида применяют целый
Реставрация металла
Реставрация металла Затем он сходил на набережную Железного лома и дал приделать новый клинок к своей шпаге.
А. Дюма. Три мушкетера
Металлическая старина, на наше счастье, слабее подвержена разрушительному угрызению временем, чем ее деревянные ровесники. Вероятно, ни в
Разрезание металла
Разрезание металла
Разделение заготовки на части, удаление излишков металла, вырезание отверстий называется разрезанием.Тонкий листовой металл разрезают ножницами, профильный материал, трубы и толстые листы – ножовкой. Для мелких работ по металлу толщиной до 0,4 мм
Рубка металла
Рубка металла
Рубкой называется операция по разделению на части или удалению излишних слоев металла. Рубка применяется в тех случаях, когда станочная обработка трудновыполнима или нерациональна и когда не требуется высокой точности обработки. С помощью рубки удаляют
Разрубание металла
Разрубание металла
При разрубании металла зубило устанавливают вертикально и рубку ведут плечевым ударом. Листовой металл толщиной до 2 мм разрубают с одного удара, предварительно подложив подкладку из мягкой стали, чтобы не повредить зубило. Толстые листы рубят до тех
Правка и рихтовка
Правка и рихтовка
Эти две операции представляют собой правку металла, заготовок и деталей, имеющих вмятины, вспучивание, волнистость, коробление, искривление и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми
Правка прутка
Правка прутка
После проверки ровности прутка на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем укладывают на плиту или наковальню пруток так, чтобы изогнутая часть находилась выпуклостью вверх. Удары наносят молотком по выпуклой части от краев изгиба к
Правка листового металла
Правка листового металла
Правка листового металла является более сложной операцией, чем предыдущие. Листовой материал и вырезанные из него заготовки могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм.
Правка (рихтовка) закаленных деталей
Правка (рихтовка) закаленных деталей
После закалки стальные детали иногда коробятся. Правка искривленных деталей называется рихтовкой.В зависимости от характера рихтовки применяют молотки с закаленным бойком или специальные рихтовальные молотки с закругленным
Правка короткого пруткового материала
Правка короткого пруткового материала
Правку короткого пруткового материала выполняют на призмах, правильных плитах или простых подкладках, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары
Правка сварных изделий
Правка сварных изделий
Правка сварных изделий имеет свои особенности. Сварные изделия, имеющие внутренние напряжения около шва, подвергают проковке. Холодную правку (рихтовку) сварных соединений с небольшими короблениями выполняют вручную с помощью деревянных и
Гибка металла
Гибка металла
Гибка – способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма. Гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут
Технология изготовления декоративных изделий из полосового материала
Технология изготовления декоративных изделий из полосового материала
Вначале для примера рассмотрим две технологии изготовления декоративных решеток. Фрагмент первой решетки (рис. 1.2.28 а) состоит из рамки, в которую вделаны две волюты. Для изготовления двух волют берут
Заточка и правка инструмента
Заточка и правка инструмента
Весь секрет изготовления хорошего резчицкого инструмента заключается в двух основных факторах: правильной заточке и правильно выбранном сорте стали, которая эту заточку долго сохраняет, не мнется и не крошится при работе с любой древесиной.
Коррозия металла
Коррозия металла
Разрушение металлов и сплавов в результате химического или электрохимического воздействия на их поверхность внешней коррозионной среды называется коррозией.Причиной тут является химическое взаимодействие. Металлы вступают в
Техника правки металла
Различные заготовки и изделия имеют выпучины, волнистость, искривления и другие неровности. Рихтовка и правка исправляет обнаруженные дефекты.
Правка — это выравнивание незакаленных деталей, заготовок и листов. Относительно простой процесс, возможно выполнение в домашних условиях.
Перед началом правки проверяется кривизна заготовок и деталей. Делается это, прикладывая к детали металлическую линейку (на ребро) или на глаз. Края выгнутых мест отмечаются мелом.
Правка ведется на ровных надежных подкладках или на правильной плите. Нужно правильно выбрать места для нанесения ударов. Удары наносят с силой, соразмерной с величиной кривизны. Постепенно уменьшают силу удара при переходе от большего изгиба к меньшему.
Правка прутков и полосового металла выполняется в следующем порядке:
- отмечаются границы изгибов с выпуклой стороны;
- в правую руку берется молоток, на левую надевается суконная рукавица (http://stoitex.ru/mid/3/id/107);
- прут или полоса кладется на наковальню или на правильную плиту вверх выпуклостью. Удары наносятся по выпуклости к средней части от краев изгиба. По мере исправления изгиба сила ударов уменьшается, при необходимости прут или полоса переворачивается. Если у них имеется несколько изгибов, то сначала выправляют изгибы, расположенные ближе к краям, а потом те, что в середине;
- проверяются результаты правки — прикладыванием линейки или на глаз.
Правка металлических заготовок или листов
Правка металлических заготовок или листов нужна, когда на них имеется выпуклость или волнистость.
Порядок правки заготовок и листов с волнистостью следующий:
- мелом обводятся границы участков волнистости;
- заготовка или лист кладется на наковальню или на правильную плиту таким образом, чтобы не было свисания краев;
- заготовка или лист прижимаются к наковальне или к правильной плите, и начинается правка;
- удары наносят с помощью молотка к краю от середины. Силу ударов уменьшают при приближении к краю. Запрещается нанесение повторных ударов в одно и то же место.
Правка выпучин на металлических листах производится в следующей последовательности.
- Мелом обводятся границы выпучин.
- Заготовка или лист кладется на наковальню или плиту выпуклостью наружу, не допуская свешивания краев.
- Правка начинается от ближайшей к краю выпучине.
- После этого наносятся удары со второго края. Наносятся частые, но не сильные удары. Силу ударов под конец правки уменьшают. Запрещается нанесение нескольких ударов по одному месту.
Когда на металлическом листе рядом располагаются несколько выпучин, то выпучины с помощью молотка соединяются в одну, а после она правится по вышеописанной технологии.
Выпучины и волнистость тонких металлических листов и заготовок правятся киянками, свинцовыми, латунными или медными молотками. Очень тонкие листы кладутся на ровную плиту и выглаживаются деревянными или металлическими брусками.
Во время правки деталей, заготовок и металлических листов нужно соблюдать требования техники безопасности. Надевают рукавицы, чтобы избежать травм от ударов. Обрабатываемые детали, заготовки и листы нужно крепко удерживать на наковальне или правильной плите, чтобы избежать их соскакивания.
Статья написана для сайта moscowsad.ru.





