- Сферы применения
- Наиболее популярные виды оцинкованной проволоки
- Технология изготовления оцинкованной проволоки
- Преимущества оцинкованной проволоки
- Фото оцинкованной проволоки
- Проволока оцинкованная: советы по выбору, обзор стандартов и стоимость качественной проволоки
- Особенности проволоки
- Разновидности и сфера применения
- Стальная проволока и ее виды
- Изготовление сетки
- Фото проволоки оцинкованной
- Канатная оцинкованная проволока: основные характеристики
- Общие особенности
- Виды канатной проволоки
- Технология производства
- Этап №1: создание заготовок – катанок
- Этап №2: травление заготовок
- Этап №3: волочение канатной проволоки
- Этап №4: термообработка
- Этап №5: оцинковка
- Обзор особенностей технологии производства канатной проволоки (видео)
- Катанка и проволока — производство и использование
- Ответственное охлаждение
- Гвозди, болты и ГОСТы
- Поставка и маркировка
- Катанка в деле и производстве
- Производство проволоки
- Катанка
- Технология производства катанки
- Характеристики катанки стальной
- Сфера применения катанки стальной
- Проволока алюминиевая
- Применение алюминиевой проволоки
- Проволока медная
- Советы по выбору при покупке катанки. Качество катанки
- Цена катанки. Вес катанки
- Транспортировка и хранение катанки
- Какие особенности имеет проволока оцинкованная и каковы ее разновидности?
Широкое применение в промышленности и в повседневных нуждах находит оцинкованная проволока. Она обладает хорошей гибкостью и прочностью, не подвержена коррозии, применяется при возведении ограждений, креплении различных конструкций, некоторые детали механизмов также не обходятся без нее.

Идет на изготовление стальных тросов и канатов, а также имеет много других сфер применения, о чем подробно будет изложено далее в тексте. Виды оцинкованной проволоки, с фото, области ее применения, технология изготовления, характеристики, плюсы и минусы – тема данной статьи.

Сферы применения
В зависимости от толщины, свое применение оцинкованная проволока находит в следующих областях:
- изготовление сеток;
- производство тросов и пружин;
- использование в качестве электропроводки и заземления;
- изготовление электродов.
Наиболее популярные виды оцинкованной проволоки
Первый критерий различия – сечение проволоки. Подавляющее большинство данных изделий производится сечением от 2 до 8 мм. Наиболее ходовыми являются пяти- и двухмиллиметровая оцинкованная проволока. Во-вторых, форма сечения, помимо круглой, наиболее часто встречающейся, может быть овальной, квадратной, трапециевидной либо шестиугольной.

Оцинкованная проволока сечением 2-2.2 мм может выступать в качестве вязальной, но не подойдет для производства связанных с высокими напряжениями работ. Изделие диаметром 3-4 мм подойдет как армирующий элемент кабеля или заземление.

Шестимиллиметровую проволоку зачастую применяют для изготовления армирующей сетки при штукатурных работах с большой толщиной наброса. Для армирования фундамента подойдет более толстая 8-мм проволока.
Технология изготовления оцинкованной проволоки
Получают проволоку путем горячего катания из разных марок стали. Проволока без защитного покрытия в большой степени подвержена коррозии и долго не служит, и для защиты от атмосферного воздействия ее цинкуют.
Оцинковку производят двумя методами:
Гальваника – применение ванной с солевым раствором, через который пропускают электрический ток. Проволока выступает в роли катода, а анодом становится любой электрод, находящийся вне емкости.
Горячий способ, заключающийся в окунании проволоки в расплавленный цинк. Температура плавления цинка значительно ниже, чем у стали, за счет этого и происходит данный процесс оцинковки. При сильном нагревании защитные свойства покрытия ослабевают.
- Горячее цинкование считается более качественным и надежным, чем гальванический способ, поскольку слой нанесенного горячим способом цинка более износостойкий.
Качество оцинковки легко проверить – при покупке проволоки в магазине, ее сгибают и смотрят, насколько заметен след от сгиба – если явно видно, что она повреждена, значит, изготавливалась с нарушением технологии, и брать ее не стоит.
Условная плотность стали составляет 7850 кг/м3, исходя из этого значения, можно вычислить эталонную массу метра проволоки любого диаметра, а затем сравнить с имеющейся фактической массой. В результате таких расчетов вычисляется, соответствует ли предлагаемый товар заявленным параметрам.
Преимущества оцинкованной проволоки
Положительными качествами оцинковки являются:
Возможность применения как внутри помещений, так и на улице. Слой цинка продлевает время службы изделия как минимум втрое, поскольку на него не влияет атмосферная влага, вызывающая ржавчину.
- С эстетической точки зрения оцинкованная проволока смотрится значительно лучше, чем незащищенная никаким покрытием, то есть попросту не мозолит глаза пятнами ржавчины.
Возможность применять прошедшую определенную термическую обработку оцинкованную проволоку в качестве гвоздей. Наиболее распространены восьми- и трехмиллиметровые гвозди из оцинковки.
Возможность применения оцинкованной проволоки, при условии соблюдения мер техники безопасности, как для электропроводки, так и в качестве заземления. Кроме того, она отлично подходит для армирования кабеля.
- Возможность применения в подсобном хозяйстве в качестве тросиков, ручек для ведер, вешалок под одежду и для других повседневных нужд.
- При покупке оцинкованной проволоки из низкоуглеродистой стали, следует удостовериться в ее соответствии существующим отечественным ГОСТам, поскольку изделия китайского производства изготавливаются зачастую из низкокачественных сталей.
Фото оцинкованной проволоки
- Также рекомендуем просмотреть:
Источник: https://materialexpert.ru/kakie-osobennosti-imeet-ocinkovannaya-provoloka/
Проволока оцинкованная: советы по выбору, обзор стандартов и стоимость качественной проволоки
Оцинкованная проволока является популярным материалом, который используется как при изготовлении более сложных изделий, так и в качестве самостоятельного приспособления. Материал находит применение и в промышленности, и в быту.

Особенности проволоки
Проволока оцинкованная является металлическим изделием длинномерного типа, которое представлено в виде шнуров или нитей. Используется она как полуфабрикат для последующего производства разнообразных пружинных конструкций, тросов, канатных изделий, сеточных ограждений, электрических проводов.

Обычно отличается круглым сечением, как это видно на фото оцинкованной проволоки. Показатель диаметра колеблется в пределах 0,2-8 мм. Способ изготовления – холодное волочение.

Сечение некоторых марок полуфабриката овальное, встречаются квадратные, шестиугольные варианты или в форме трапеции. Может меняться и стандартный размер – известна продукция повышенного диаметра 10-20 мм и более.

Для производства проволоки до 7,5 мм применяются сплавы с высокими показателями сопротивления электрического типа. Благодаря этому свойству ее задействуют в создании элементов сопротивления, а также компонентов с нагревательным эффектом.
Разновидности и сфера применения
Проволочная продукция оцинкованного типа может производиться из разнообразных материалов. Используется стальная, алюминиевая, титановая основа. В ряде случаев производители отдают предпочтение никелю, цинку, меди. Подходят сплавы биметаллического или полиметаллического вида.
Благодаря этому, проволока отличается повышенными качествами и прекрасной противокоррозийной устойчивостью. Ее продают заказчикам в специальных мотках по 20-200 кг. Применяют также и бухты на 0,8-1,2 т.
- Оцинкованную проволоку производят с использованием технологии термического воздействия или без применения данного способа.
- Различаются и методы обработки материала – вязальная обработка мягкого типа, термическое или жесткое без обрабатывания воздействие.
Если проволока подвергается термическому аппаратному действию, то она может задействоваться при изготовлении гвоздей диаметра 1-6 мм, сетки-рабицы, в процессе воздушного крепления кабеля. С учетом этих факторов определяется и цена на оцинкованную проволоку.
- Полуфабрикат используется при производстве предметов бытового назначения – рукояток для ведер, плечиков для развешивания одежды, крепежей под ящики.
Иногда сфера применения расширяется, а поэтому ее можно встретить в процессе армирующей подготовки электропередающих проводов. Используют ее не только для установки кабельных изделий, но и для создания скоб, брелочных колец, скрепок.
- Материал используется при изготовлении сетки, а также как элемент систем безопасности, в частности популярностью пользуется колючая оцинкованная проволока.
Для производства канатов применяют разновидность с тремя уровнями, отражающими плотность. Поэтому продукция может функционировать в жестких, усредненных и крайне жестких условиях.
Существует и еще несколько сфер применения:
- В сварочных работах.
- Для прокладывания каналов связи – отличается нормированным электросопротивлением, низким удлинением. Материалом выступает сталь типа Т. Диаметр – 1,5-4 мм. Недостатком считается риск провисания в результате нагрева. Моток проволоки покрывают бумагой с непроницаемым эффектом и тканью, содержащей волокна химического вида.
- При производстве сердечников, которые применяются в алюминиевых и стальных проводах без изоляции. Задействуются марки под многопроволочные и однопроволочные сердечники, относящиеся к типам А, Б и В в зависимости от механических свойств.
Стальная проволока и ее виды
Низкоуглеродистый проволочный материал общего назначения производится в соответствии с ГОСТ 3282-74. В продажу поступает термически обработанный и необработанный вариант с точностью нормального или повышенного уровня.
Среди множества разновидностей материала выделяется стальная оцинкованная проволока:
- нержавеющего типа из жароустойчивых сплавов, стойких к коррозии;
- сварочного применения – обладают диаметром 0,5-8 мм;
- арматурная – задействуется в процессах укрепления конструкций железобетонного типа с целью обеспечения наилучшего сцепления с бетонной основой;
- пружинная – применяется в изготовлении пружинных элементов методом холодной навивки при отсутствии термического воздействия;
- канатного применения – для материала, который подлежит плетению;
- кабельная – при формировании оболочек в кабельно-проводниковой продукции;
- вязальная – прочный материал, отличающийся пластичностью.
Размеры проволоки должны отвечать требованиям ГОСТ, в котором указываются параметры материала. Этим условиям должна соответствовать и оцинкованная проволока с диаметром 2 мм и более.
Изготовление сетки
Сетка из оцинкованной проволоки обладает множеством достоинств, с чем и связана популярность материала:
- экономическая доступность;
- простота в монтаже;
- легкость конструкции и возможность обзора;
- прочность сооружения;
- декоративная привлекательность.
Для обустройства ограждений может применяться как оцинкованная, так и неоцинкованная проволока. В продаже присутствует сетка с поливинилхлоридным покрытием, а также с оцинкованной проволокой, имеющей полимерное покрытие.
Фото проволоки оцинкованной
- Также рекомендуем просмотреть:
Источник: https://stroimaterials.ru/provoloka-ocinkovannaya/
Канатная оцинкованная проволока: основные характеристики
Из всех существующих видов проволоки именно к техническим характеристикам канатной проволоки предъявляются самые высокие требования. Это неудивительно, поскольку от прочности канатов, которые будут из неё изготовлены, непосредственно зависит жизнь людей, эффективность производственных линий, и работоспособность машин и агрегатов.
Проволочный канат
Данный материал даст вам всю необходимую информацию касаемо видов оцинкованной канатной проволоки и их различий, также вы узнаете, какой технологии производства должен придерживаться производитель, чтобы его изделия обладали качеством, соответствующим строжайшим требованиям ГОСТ.
Общие особенности
Оцинкованная стальная проволока используется для плетения канатов, использующихся в самых разнообразных сферах промышленности:
- для авиационной техники;
- строительной техники , в том числе лифтов многоэтажек;
- производственных линий;
- транспортное и корабельное строительство.
из какой проволоки делают сетку рабица?
В разных сферах промышленности требуются отличающиеся виды канатной проволоки, так, к примеру, для канатов лифтов многоэтажных зданий применяются нити диаметром от 0,8 до – 0,95 мм, допустимое условиями ГОСТ 7372 отклонение не должно быть больше чем +0,02 мм, либо -0,01 мм. В то время как для авиационной промышленности используется оцинкованная канатная проволока диаметром от 0,4 мм до 0,65 мм, либо 0,18 мм — 0,38 мм, с допустимым отклонением не выше 0,01 мм.
Технические характеристики канатной проволоки первостепенно зависят от качества используемой для её изготовления стали. Основной характеристикой, при этом, является прочность проволоки на разрыв, и временное сопротивление граничному разрывному усилию, согласно которой выделяют следующие категории оцинкованной проволоки: до 1370, 1470, 1570, 1670, 1770, 1860, 1960, 2060 и 2160 Н/мм².
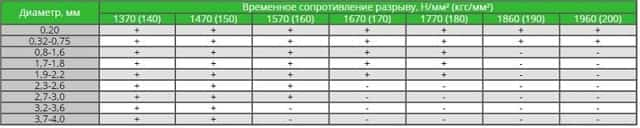
Таблица соотношения сопротивления диаметров проволоки на разрыв
Сырье для производства канатной проволоки, согласно требованиям ГОСТ 7372, представлено марками стали от 45 мм до 85 мм.
Для создания арматурных канатов, использующихся в строительстве зданий, в машинном строительстве, и для лифтов, используются 85, 75, 80 и 70 марки стали, а для авиационной сферы, где крайне важным требованием является соотношение сопротивления на разрыв и веса каната, используется сталь марок 65, 60, 55, 50.
к меню ↑
Виды канатной проволоки
Согласно нормативам ГОСТ Российской федерации №7372 «Стальная канатная оцинкованная проволока», проволока классифицируется на три основные группы, в зависимости от вида цинкового покрытия.
- Группа «С» — категория, в которую входят изделия, обладающие плотностью поверхностного слоя цинка от 20 до 110 г/м² (определяется диаметром оцинкованной проволоки). Это стандартная продукция, которая подходит для умеренно жестких условий. Такое цинковое покрытие без проблем выдержит любые естественные атмосферные воздействия и эксплуатацию в воде, однако не может работать в химически агрессивных средах.
- Группа «Ж» — данная группа обладает поверхностной плотностью оцинковки от 25 до 150 г/м², что позволяет использовать её в жестких эксплуатационных условиях.
- Группа «ОЖ» — категория для особо жестких условий эксплуатации, зачастую применяется в химической, сталелитейной и нефтеперерабатывающей промышленности. Такая проволока имеет поверхностную плотность цинкового слоя от 60 до 245 г/мм².
чем полезна порошковая проволока, и где ее используют?
Стальная оцинкованная канатная проволока любой категории, согласно требованиям ГОСТ 7372, должна обладать сплошным цинковым покрытием, в котором отсутствуют какие-либо сторонние примеси, при этом, наличие следов ржавчины, закатов, микротрещин, либо любых аналогичных недостатков, считается дефектом проволоки, который делает невозможным её использование в плетении канатов.

Из канатной оцинкованой проволоки производят множество видов канатов
В целом? диаметр стальной оцинкованной проволоки может составлять от 0,18 до 4,5 миллиметров.
к меню ↑
Технология производства
Из всех видов проволоки, именно к изделиям для плетения канатов предъявляются самые высокие эксплуатационные требования. Чтобы обеспечить необходимые технические характеристики проволоки, технология её изготовления, согласно требованиям ГОСТ, требует максимального контроля за всеми производственными этапами.
какой проволокой пользуются для пломбирования?
Высочайшие требования выдвигаются к качеству используемого сырья и способам его обработки, так как именно от этих двух фактором будут больше всего зависеть итоговые прочностные свойства изделия.
к меню ↑
Этап №1: создание заготовок – катанок
Катанки – это заготовки, которые формируются из первоначального сырья. В последствии, катанки подаются в волочильные машины, которые обрабатывают заготовки, посредством многократной прокатки уменьшая их диаметр и увеличивая длину, вследствие чего на выходе получается стальная проволока требуемых размеров.
ГОСТ обуславливает контроль за концентрацией содержания в катанках следующих элементов:
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»1955705077″>
- углероды – чем выше содержание углерода в стали, тем лучшую пластичность, износостойкость и устойчивость к разрывному усилию будет иметь канатная проволока;
- кремний, марганец – эти элементы добавляются в сталь в процессе выплавки, они способствуют улучшению прочности, износостойкости и упругости итогового изделия;
- фосфор, сера – относятся к категориям вредных примесей, концентрация которых в стали для канатной проволоки не должна превышать 0,05%, повышенная концентрация этих элементов чревата ухудшению устойчивости проволоки к воздействию высоких температур;
- хром – концентрация не должна превышать 0,15%, относится к категории вредных элементов, ухудшающих пластичность проволоки;
- азот – уменьшает износоустойчивость канатной проволоки, допускается концентрация до 0,1%.
Изъяны, которыми обладают катанки, имеют свойство передаваться итоговым изделиям. По этому требования ГОСТ не допускают к производству канатной проволоки катанки с какими-либо дефектами.

Металлические заготовки катанки
Повышенное обезуглероживание – уменьшение концентрации углерода в стали возможно при предварительном прогреве металла перед прокаткой, в случае невыполнения основных требований технологии производства. Обезуглероживание является одним из критических дефектов, которые крайне негативно влияют на прочность канатной проволоки.
в чем особенности производства холоднотянутой проволоки?
Заусеницы – визуально проявляются как выпуклость, расположенная по всей длине заготовки. Катанки должны тщательно осматриваться на предмет заусениц, и в случае их обнаружения, изыматься из производственного цикла.
Рыхлость и усадочные раковины – такие дефекты негативно сказываются на механической прочности сечения проволоки, из-за ослабленного сечения стальная проволока может оборваться.
Для производства катанок под канатную проволоку ГОСТ 7372 допускает сталь марок 45-85. Данная номенклатура указывает концентрацию содержания углерода в металле в сотых долях процента, к примеру, сталь марки 75 должна содержать около 0,73-0,77%.
к меню ↑
Этап №2: травление заготовок
Следующим этапом производства, предшествующим непосредственному созданию проволоки, является травление катанок. Данный процесс необходим для очистки поверхностей заготовок от окалин, образовавшихся в процессе их выплавки.
Окалины негативно влияют как на технические характеристики канатной проволоки, но и на сам процесс волочения, так как наличие окалин увеличивает трение поверхности катанки о волоки, вследствие чего замедляется скорость и сила волочения.
как производят горячекатанную проволоку?
Для травления стальную заготовку помещают в водный раствор серной кислоты, концентрация которого, согласно ГОСТ, не должна превышать 2,5%.
При превышении граничной концентрации наблюдается разъедание заготовки, и насыщение верхних слоев катанки водородом, что способствует увеличению хрупкости проволоки.
Время травления определятся диаметром катанки, а также толщиной слоя окалины на заготовке.

Ванна для травления катанной проволоки
По завершению процесса травления выполняется очистка заготовок от оставшейся кислоты, для этого бунты (собранные в сетке катанки), поочередно опускаются в емкости сперва с горячей, а затем с холодной водой.
После промывки катанки покрывают специальным смазочным слоем.
В качестве смазки используется бура, разогретая до температуры 80ºC, которая способствует увеличению эффективность процесса волочения.
Заготовки погружаются в ванну с бурой на 5-10 минут, после чего изымаются и сушатся. Сушка выполняется посредством направленного потока горячего воздуха, производимого промышленными вентиляторами.
к меню ↑
Этап №3: волочение канатной проволоки
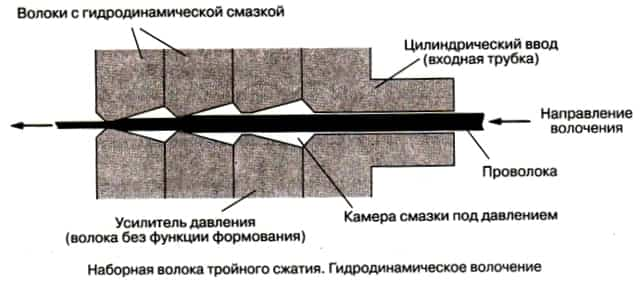
Для придания заготовкам необходимой формы используются волочильные станки. Волочение канатной проволоки согласно требованиям ГОСТ выполнятся по многократной технологии.
как правильно применять вязальную проволоку?
- Многократный метод подразумевает использование агрегатов, обладающими несколькими валами, расположенных последовательно друг другу (их количество может доходить до 15), после прохождения такой линии проволока получает требуемый диаметр.
- Поскольку силы трения, возникающие в процессе волочения, очень большие, для поддержания необходимой скорости производственной линии за каждым волоком располагается специальный тянущий барабан, который протягивает обрабатываемые заготовки между волоками.

Процесс волочения катанной проволоки
Также во время работы агрегатов требуется их постоянное охлаждения, для чего используется специальная мыльно-масленая смесь.
к меню ↑
Этап №4: термообработка
Термообработка проволоки, которую также иногда называют патентированием, необходимо для того, чтобы стальная проволока приобрела необходимые прочностные характеристики. Она выполняет после того, как заготовки исчерпали свой потенциал волочения, и формирование проволоки меньшим диаметром невозможно.
что такое легированная проволока, и зачем она необходима?
Термообработка производится посредством нагревания стальной проволоки до температуры 960ºC, и последующего опускания её в емкость с селитрой, температура которой составляет 500ºC. После чего стальная проволока промывается горячей проточной водой.
к меню ↑
Этап №5: оцинковка
Процесс оцинковки согласно требованиям ГОСТ выполняется по следующей технологии: предварительно выполняет обезжиривание проволоки, для чего она погружается в раствор технического натрия.
После обезжиривания проволока промывается и повторно травится в растворе соляной кислоты, для удаления стороннего поверхностно слоя, образовавшегося в процессе волочения. После соляной ванны стальная проволока флюсуется. Флюсовка необходима для улучшения адгезии металла и цинка.
Далее, проволока погружается в ванну раскаленного цинка, нагретого до температуры 450ºC. Охлаждение выполняется проточной водой, после чего уже готовое изделия подлежит сматыванию в бухты и маркировке.
к меню ↑
Обзор особенностей технологии производства канатной проволоки (видео)
Источник: https://armaturniy.ru/setka/provoloka/kanatnaya-ocinkovannaya.html
Катанка и проволока — производство и использование
Проволока — один из самых востребованных видов изделий из металла. Она может быть стальной, медной, титановой, из алюминия, цинка, никеля и их сплавов. Бывают и биметаллические и полиметаллические проволоки. Без проволоки невозможно представить себе электротехнику — но не только.
Стальная проволока нужна и при производстве пружин, гвоздей электродов, свёрл. Хотя для таких целей используется даже не сама проволока, а ее полуфабрикат — стальная катанка. Посмотрим, как ее, а потом и проволоку, производят из цельной стали.
Собственно, изготавливают катанку так же, как и всякий иной прокат: заготовку в виде бруска (блюма) раскаляют до состояния «красной мягкости», а затем пропускают через вальцы, которые вытягивают горячий металл в катанку с сечением до 10 мм.
— и далее поступает на мотальный станок, где и укладывается кольцами.
Ответственное охлаждение
Естественное охлаждение дает более мягкую и пластичную катанку (а затем и проволоку), а ускоренное — более жесткой и упругой. Ускорить охлаждение катанки могут промышленные установки-вентиляторы или потоки воды. При первом способе охлаждения в маркировке катанки будет указываться УО1, а при втором – УО2.
Ускоренно охлажденную катанку (предназначенную для производства проволоки в дальнейшем) зачищают от окалины, которой на катанке УО1 не должно быть более 18 килограмм на тонну, а для катанки УО2 – не более 10 кг/т.
Окалина удаляется либо механическим путем (тогда катанка пропускается через специальный станок-окалиноломатель), либо химическим, когда поверхность катанки протравливают раствором серной кислоты с добавлением поваренной соли, тринатрийфосфата и др. добавок.
Химический способ дает более ровную поверхность, но он же чреват приобретением металлом т.н. «травильной хрупкости». Механический способ в этом отношении безопасен, поскольку — но он менее надежен и выдает шероховатую поверхность.
Гвозди, болты и ГОСТы
Какой же из способов очистки катанки лучше? Это зависит от того, что из нее собираются делать.
Для гвоздей требуется заготовка с гладкой поверхностью, а для изготовления арматуры, электродов или болтов подойдет и шероховатая.
Кроме того, на поверхности катанки, предназначенной для производства проволоки, могут образовываться специфические дефекты — заусенцы либо закаты. Заусенцы — это выпуклости, которые при дальнейших операциях будут сдираться и «закатываться» (отсюда и название другого дефекта — закаты).
Плохо влияют на свойства металла в катанке заварившиеся пузыри – волосовины — и «усадочные раковины», которые возникают, если перед прокаткой металл был нагрет слишком сильно и оттого утратил часть углерода, «выгоревшего» при прокаливании.
Для проверки качества катанку подвергают испытаниям, главным из которых является проверка эластичности. Качественная катанка может спокойно выдерживать изгиб на 180 градусов вокруг штырька, имеющего такой же диаметр, как и у подвергаемой испытанию катанки. Более подробно ознакомиться с требованиями, предъявляемыми к такому металлопрокату, можно в ГОСТе 30136–95.
В этом ГОСТе диаметры катанки в 5, 5,5, 6, 6,3, 6,5, 7, 8 и 9 мм определены как стандартные и обязательные к изготовлению для всех производителей. По желанию заказчика металлургические предприятия могут производить катанку с сечением и больше 9 мм, но такие заказы бывают довольно редко.
В силу технологических особенностей дешевле всего обходится производство катанки диаметром 8 мм – она и пользуется наибольшим спросом. Добавляет «калибру» 8 мм. и удобство расчетов:
-один метр катанки диаметром 8 мм. имеет массу около 400 г. (395 г., если быть точным),
—в тонне такой катанки будет 2531 метр (то есть 2,5 километра «с небольшим запасом»).
Это очень удобные цифры — их легко запомнить, не надо заглядывать в специальные таблицы.
Поставка и маркировка
- По техническим условиям ТУ 14-15-254-91 катанка по ТУ изготавливается 4-х классов:
- класс ВК — катанка канатная высококачественная;
- класс ВД — катанка высокой деформированности;
- класс КК-катанка канатная качественная;
- класс ПД — катанка конструкционная.
Катанка в деле и производстве

Производство проволоки
- Технология превращения катанки в проволоку на первый взгляд особой хитрости не представляет: металл заготовки последовательно протаскивают (проволакивают) через все более узкие глазки (волоки) – до тех пор, пока не будет достигнут необходимый малый диаметр проволоки.
- Однако на самом деле волочение требует нескольких этапов, а именно:
- — травление полуфабриката (катанки) в 50% растворе серной кислоты при температуре около 50 градусов очистки от окалины;
- — предварительный отжиг металла, который производится для придания металлу мелкозернистой структуры;
- — нейтрализация сернокислого раствора и промывка заготовок;
- — утончение концов катанки при помощи молота или специальных валков;
- — производство самого волочения;
- — выполнение финального отжига.
- Само волочение может быть :
- — однократным, если заготовка протягивается через одну волоку, после чего накручивается на барабан и снимается.
— многократным, когда проволока протягивается последовательно через несколько волок, которых может быть до 15 и более. Такая технология уменьшает время, которое затрачивается на производство проволоки, обеспечивает высокую производительность и постоянство условий обработки (которые могут сильно нарушаться при повторении однократных волочений).
Но при всех достоинствах многократного волочения на заводах применяют сдвоенные волоки. При этом они при работе нагреваются от трения нагреваются до столь сильно, что нуждаются в системе охлаждения, для которой обычно используется водный раствор мыла, который одновременно является и смазкой.
Однако на самом деле волочение – это только половина дела. При этом процессе металл подвергается огромным нагрузкам на растяжение, в результате чего его кристаллическая решетка деформируется, а внутренние напряжения накапливаются. Полученная таким путем проволока получается малопластичной, приобретает хрупкость, плохо гнется и легко ломается.
И чем больше удлиняется катанка при волочении – тем сильнее проявляются эти неприятные эффекты.
Поэтому важным этапом в изготовлении проволоки является ее повторная термообработка – отжиг, который должен восстановить кристаллическую решетку и снять перенапряжения в металле. Для этого требуется уже протянутую проволоку нагреть и медленно охладить.
Существует два вида отжига, применяемых в производстве проволоки:
светлый – он производится в колпаковых печах в атмосфере из какого-то инертного газа. Поверхность полученной этим способом проволоки будет чистой, безо всякой окалины, но и цена продукции – более высокой. В маркировке этот вид термообработки будет обозначен литерой «С»;
темный – он происходит в присутствии кислорода, отчего проволока покрывается слоем окислов и окалиной. Наличие окалины плохо влияет на товарный вид, проволока пачкается, но на ее рабочие качества это не влияет никак – зато обходится «темный» вариант отжига гораздо дешевле. Проволока после такой обработки маркируется буквой «Ч».
Отожженные изделия приобретают пластичность и становятся удобны при плетении различных видов сеток.
Видео по теме:
Источник: https://stvybor.ru/staty/206-katanka-i-provoloka-proizvodstvo-i-ispolzovanie/
Катанка
Катанка – это вид металлопроката, который представляет собой проволоку круглого сечения, изготовленную из углеродистых марок стали Ст0, Ст1, Ст2 и Ст3, в соответствие с ГОСТ 380, или из цветных металлов или сплавов цветных металлов в соответствие с принятым ТУ. Катанка из углеродистой стали выпускается с диаметром 5,0; 5,5; 6,0; 6,3; 6,5; 7,0; 8,0 и 9,0 мм.
При этом допускается отклонения в диаметре +/- 5%, а овальность катанки допускается не более 50% от ее диаметра. Катанка из цветных металлов (медь, алюминий) или их сплавов (бронза, латунь) изготавливается с диаметром от 1 до 16 мм. С большим диаметром проволоку изготавливают на заказ ограниченными партиями. Проволка и катанка -это два слова обозначающих один и тот же материал.
Технология производства катанки
Изготовление катанки осуществляется на металлопрокатных станках способами прокатки и волочения. Первоначально в валы прокатного станка запускают квадрат из углеродистой стали с сечением 10х10 мм.
Несколько последовательно установленных валов обжимают стальную заготовку, придавая ей круглое сечение заданного диаметра. При этом во время прокатки и воздействия валов на заготовку, та из-за силы трения сама разогревается.
По завершению прокатки, проволока нужного диаметра подается в установку, которая скручивает катанку кольцом. После скрутки кольца, его переносят специальными автоматизированными механизмами в зону охлаждения.
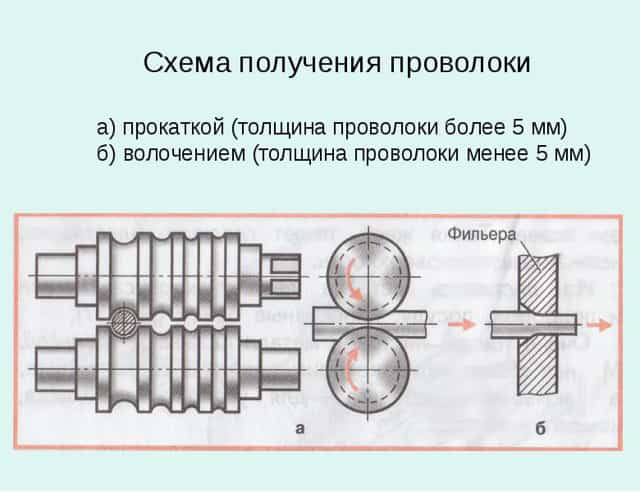 Технология производства катанки: прокатка и волочение
Технология производства катанки: прокатка и волочение
Хотя катанка это горячекатаный металлопрокат, ее охлаждение выполняю тремя способами:
- УО1 – ускоренное охлаждение одностадийное;
- УО2 – ускоренное охлаждение двухстадийное;
- ВО – воздушное охлаждение естественное.
Естественное воздушное охлаждение может производиться, как в цеху на специальных паллетах, так и на улице при температуре до +10 градусов. По сути, таким образом, получают раскаленную катанку, которая обладает хорошей прочностью и в то же время легко гнется.
Проволока, изготовленная с применением ускоренного охлаждения – УО1 и УО2, на этапе ее остывания помещается в специальные камеры, которые оснащены принудительными мощными вытяжками.
В результате быстрого охлаждения получают, условно говоря, полу каленную и каленную проволоку.
Характеристики катанки стальной
Катанку по прочности классифицируют на два класса: В – обычная прочность и Б – повышенная прочность. Прочность проволоки определяется за счет применяемой марки стали и способа охлаждения. Например, если использовалась марка стали Ст0, то массовая доля углерода в ней не должна превышать 0,20%. То есть, данная проволока будет более гибкой, чем проволока из Ст1.
Согласно установленному ГОСТ 380, весь моток катанки должен быть скручен из цельной жилы, при этом по всей протяженности проволоки не должно быть отклонений от диаметра больше чем на 5%. Также по всей протяженности не должны присутствовать окалины, заусенцы и раскатанные трещины.
Сфера применения катанки стальной
Больше всего катанка стальная применяется при армировании монолитных бетонных конструкций. Например, при изготовлении арматурных каркасов, наборные хомуты квадратные, круглые или с формой в виде прямоугольника изготавливают непосредственно из катанки.
При помощи арматурных каркасов армируют монолитные колонны, ригели, пояса, надпроемные перемычки и ленточные фундаменты. Помимо использования катанки в каркасах, ее также применяют при изготовлении сварной арматурной сетки с ячейкой 100х100 или 150х100 мм.
Арматурную сетку используют при армировании монолитных плоскостей, например, бетонных полов, межэтажных перекрытий или стяжки.
В отличии от катанки арматура обладает более высокой прочностью, поэтому она является основным элементом бетонных конструкции. Более подробно об арматуре, её видах и характеристиках Вы можете прочитать в специальной статье: что такое арматура; как её выбирать; характеристики, гибка и вязка арматуры.
Катанка стальная также применяется при кладке несущих стен или простенков из кирпича, котельца, шлакоблока, пеноблока или газоблока. В зависимости от конкретно применяемого для кладки камня, стальную проволоку запускают в каждый 2 — 4 ряд раствора, тем самым усиливая общую прочность кладки.
Стальная проволока довольно часто применяется и сама по себе в качестве монтажного материала.
Например, при установке деревянных столбов линий электропередач, вначале в грунт устанавливается бетонная свая с квадратным сечением – пасынок, а после к бетонной свае катанкой вяжут вертикальный деревянный столб. Довольно часто катанка используется для вязки мауэрлата к бетонному поясу при возведении двухскатной кровли.
 Использовании катанки при установке деревянных столбов
Использовании катанки при установке деревянных столбов
 алюминиевая катанка
алюминиевая катанка
Проволока алюминиевая
Катанка алюминиевая представляет собой непрерывный и круглый в сечении прут диаметром от 1 до 16 мм. Изготавливают алюминиевую проволоку двумя разными способами. В первом случае изготовление производится прокаткой через вальцы заготовки большего сечения. Во втором случае применяют расплавленный алюминий.
Расплавленный до жидкого состояния алюминий подается в кристаллизатор – большое вращающееся кольцо из тугоплавкого металла и имеющее водное охлаждение. В процессе вращения кристаллизатора расплавленный алюминий принимает форму стержня, который сразу же поступает на линию прокатных вальцов, где уже из стержня формируется алюминиевая катанка заданного диаметра.
Алюминиевая катанка изготавливается в соответствие с ГОСТ 13843-78.
Применение алюминиевой проволоки
Учитывая, что производство алюминиевой катанки примерно в 3,5-4 раза обходится дешевле производства медного провода, алюминиевая проволока широко применяется в сетях электроснабжения. Например, из нее делают силовые кабели, низковольтные провода или экраны для силовых проводов.
Проволока медная
Медную катанку изготавливают способом непрерывного литья расплава меди с последующей раскаткой на валах прокатного станка, в соответствие с ГОСТ 546-2001. Медную катанку в зависимости от применяемой марки меди разделяют на три класса: А, В и С. Проволоку класса А и В изготавливают из меди марки М00к, тогда как катанку класса С производят из меди марки М0к.
 медная катанка
медная катанка
Основная сфера применения медной катанки – это изготовление электрических проводов и кабелей, рассчитанных на большую нагрузку, чем способны выдерживать провода из алюминия.
Удельное сопротивление меди в полтора раза меньше чем у алюминия, и при высокой нагрузке электросети, алюминиевый провод особенно в точке скрутки или разъема нагревается сильнее, что может привести к обрыву или замыканию.
Медный провод в свою очередь способен выдерживать большую нагрузку.
Советы по выбору при покупке катанки. Качество катанки
Как правило, обычные люди, да даже и различные строительные компании, с покупкой катанки из цветных металлов не сталкиваются. Проволоку из цветных металлов в основном приобретают заводы изготовители электрических кабелей.
В большинстве случаев при проведении строительных или монтажных работ возникает необходимость купить катанку стальную. Маркировка катанки стальной производится по ГОСТ 7566.
продается стальная проволока в виде мотков, состоящих из 1 или 2 жил. Если в мотке только 1 непрерывная жила, то все технические характеристики проволоки можно узнать по прикрепленному ярлыку.
Если же в мотке 2 жилы, то соответственно должно быть обязательно 2 ярлыка.
- Покупая стальную катанку, маркировка на ярлыке выполняется следующим образом:
- Катанка В-5,0 мм Ст3кп УО1 ГОСТ 30136-94
- Это значит, что в моток скручена катанка обычной прочности, с диаметром 5 мм, изготовленная из марки стали Ст3кп с одностадийным ускоренным охлаждением и, материал соответствует указанному госту.
Помимо изучения информации на ярлыке мотка, так же стоит произвести визуальный осмотр жилы на наличие окалин, трещин и заусенцев. Кроме этого стоит обратить внимание на общий цвет жилы. Если цвет жилы не различается, то значит, такая проволока стальная на разных участках своей протяженности будет иметь различную гибкость и прочность.
Существует такой старый способ определения гибкости катанки “на глаз”. Для этого берется жила и изгибается в дугу. Свободным концом огибают основную жилу, и конец начинают изгибать по часовой стрелке. Качественная катанка должна гнуться вокруг стержня, равного своему диаметру, то есть, сама вокруг себя на 180 градусов. При этом в месте изгиба не должны образовываться трещины или разрывы.
Цена катанки. Вес катанки
Стоимость катанки сопоставима со стоимостью материла из которого она изготовлена. Так например стальная катанка может стоить 20-30 рублей за кг, алюминиевая катанка стоит около 150 рублей за килограмм, медная — около 300 рублей за килограмм.
 Вес катанки: вес одного метра в зависимости от диаметра и длинна в одной тонне в зависимости от диаметра
Вес катанки: вес одного метра в зависимости от диаметра и длинна в одной тонне в зависимости от диаметра
Вес катанки зависит от его материала и диаметра. Для примера в таблице приведен вес стальной катанки в зависимости от диаметра. У медной проволоки примерно такой же вес. Алюминиевая проволока примерно в три раза легче стальной и медной.
Транспортировка и хранение катанки
По желанию покупателя вес мотка катанки может составлять от 160 кг до 5000 кг. Существуют мелкорозничные базы строительных материалов, где купить катанку можно в мотке меньшего веса.
В процессе транспортировки малой партии мотки катанки в транспорте складируют лежа. Если же перевозка производится большой партией, то допускается складирование мотков с проволокой стоя впритык друг к другу.
Хранение катанки в мотках на складе или строительной площадке производится в лежачем положении.
Источник: https://dompodrobno.ru/katanka/
Какие особенности имеет проволока оцинкованная и каковы ее разновидности?
Нужно разобраться, что такое проволока оцинкованная и зачем она нужна. Ведь это одно из самых распространенных изделий металлургического производства, с которыми большинство людей постоянно сталкиваются достаточно часто. Проволока оцинкованная — это специальное длинномерное изделие из металла, по форме напоминающее нить или шнур.
Сферы, в которых можно применить проволоку канатную, достаточно многочисленны. Она применяется в качестве полуфабриката при изготовлении других изделий из металла в фабричном производстве. Проволока канатная оцинкованная используется при создании различных вариантов тросов, сеток, пружин и даже такой специфической вещи, как электроды и провода электрического тока.

Оцинкованная канатная проволока
Рекомендуем ознакомиться
Самым распространенным видом является тот, у которого сечение круглое. Уступают ему по распространенности как в промышленном производстве, так и в быту варианты с овальным и квадратным шестиугольным сечением. Самой редкой является канатная оцинкованная проволока 4 мм с трапециевидным сечением.
Отличить один тип от другого можно по диаметру. Они градируются по величинам от 2 мм до 8 мм. Самой распространенной в промышленности является струна с диаметром в 5 мм.
Но и те материалы, у которых диаметр 6 мм, 4 мм, 2 мм встречаются достаточно часто, так как имеют свою нишу эксплуатации.
Как же производится оцинкованная мягкая проволока, диаметром 6 мм? Процесс достаточно прост.
В качестве основного сырья используется так называемая катанка, которая представляет собой кусок металла, полученный путем применения горячего катания. Такая катанка может иметь диаметры от 5 до 9 мм.
Как оцинкованная 4 мм проволока, так и оцинкованная 3 мм поставляются в виде мотка. То же самое и с материалами, имеющими другие диаметры. Данный моток может иметь массу от 20 до 200 кг. Еще в качестве формы для транспортировки могут применяться бухты, чей вес начинается от 800 кг и достигает аж 1,2 тонны.

Метизы в транспортировочных бухтах
Само оцинкование проволоки может проводиться двумя различными способами. При покупке оцинковки рекомендуем прояснить, каким именно образом был проведен этот процесс:
- Так называемое гальваническое покрытие. В этом случае для выделения цинка из раствора солей применяется не что иное, как электрический ток. В таком случае струна будет выступать в роли катода, а роль анадома исполнит какой-либо внешний электрод.
- Второй способ называется горячим. При этом материал погружается в расплавленную смесь из цинка и других элементов. При использовании данного метода получается достигнуть максимального уровня покрытия его цинком, но если был нарушен температурный режим, то катанка могла была стать слишком непрочной — обратите на этот фактор особенное внимание при выборе в магазине. Попробуйте ее согнуть и разогнуть и осмотрите оставшийся на металле след. Если она близка к тому, чтобы сломаться, значит, она не совсем надежна, и срок и ее службы сокращен.
Оба способа имеют как свои преимущества, так и недостатки. Полученная вторым способом струна канатная оцинкованная 6 мм обычно стоит несколько дороже, так как расходы больше.
Тем не менее, для практического использования вы можете и не обращать внимания на данный параметр, так как влияет он незначительно.
В большинстве случаев производители даже не указывают на маркировке, каким образом было проведено оцинкование, благо законом этого не требуется.
Чтобы расширить спектр применения проволоки, применяется ее оцинкование. Это придает ей особые свойства — она не подвержена коррозии металла, вследствие чего может применяться в значительно большем количестве производственных ситуаций.
Что же делает оцинковку столь полезной при изготовлении проволоки, и почему именно такую катанку нужно выбирать при совершении покупки? Мы приведем вам несколько аргументов в ее пользу, которые помогут совершить верный выбор и убедят, что именно оцинкованная проволока вам нужна:
- Срок действия увеличивается благодаря лучшему отражению любых воздействий внешней среды, например, температуры и влаги. Ее можно применять в тех условиях, в которых любая другая очень быстро рассыплется ржавой трухой. Срок службы значительно увеличивается, значит, вам не придется в скором времени ее заменять. Такой материал прослужит вам втрое дольше обычного.
- Эстетические свойства данной струны значительно выше, чем у конкурентов. Если вы применяете ее в отделочных работах или везде, где на нее будет регулярно падать взгляд, то скоро поймете, что она смотрится приятно, органично и современно. Может показаться, что данный параметр не важен, но людям часто приходится переделывать всю свою работу из-за неаккуратно выглядящих элементов.
- Термообработанную оцинкованную проволоку можно применять в изготовлении небольших гвоздей. Наибольшую популярность в данной области давно уже заслужили оцинкованная 8 мм проволока и 3 мм оцинкованная проволока, из которых получаются отличные гвозди. Иногда применяются и 2,2 мм проволока для такого изготовления, но это пока еще не так распространено.
- Электротехнические работы еще позволяют использовать ее в качестве заземления. Естественно, при этом нужно следовать всем правилам техники безопасности. Струну нужно выбирать такой толщины сечения, чтобы она была способна выдержать все попадающее на нее избыточное напряжение. Еще оцинкованную проволоку можно использовать для процедуры армирования проводок и в укладке самых различных типов кабелей.
- Оцинкованная проволока применяется в различных подсобных личных нуждах, для изготовления ручек ведер, колец для брелоков, плечиков для одежды и других полезных в быту вещей.

Вешалки из оцинковки
Для производства оцинкованной проволоки могут применяться различные виды стали. Стоит заглянуть в каталог и выбрать такую, где использовалась сталь Q195, так как она низкоуглеродистая и прочная.
Данную сталь производят китайские металлурги. И в России есть сталь высокого уровня, например, марки СтО. Содержание углерода в таких видах стали оставляет не более 0,05%, что делает их более прочными.
Толщина оцинкованного покрытия бывает различной. Чем покрытие толще, тем она дороже будет стоить и тем лучше будут ее эксплуатационные качества. Мы рекомендуем выбирать золотую середину, чтобы не переплатить, но и потом не отправляться за новым инструментом.
Наиболее важную область применения такого материала решено вынести в отдельный пункт, чтобы не смешивать с другими. Это изготовление различных сеток, которые применяются в строительстве. Там проволока служит для армирования пола перед тем, как его зальют бетоном, а еще применяется в процессе создания кладки и штукатурных работах.

Изготовление сетки для строительства
Все дело в том, что она мягкая, но в то же время прочная, и долговечная.
По этим причинам оцинкованная проволока еще долго будет применяться в строительстве, так как замены с таким же уровнем качества ей еще не придумали.
Надеемся, что после данного обзора, любой прайс на такой специфический товар, как оцинкованная проволока станет для вас понятнее, и вы сможете в нем разобраться.
На всякий случай повторим, что оцинкованная проволока различается между собой по типу сечения, диаметру, способу оцинкования и использовавшейся стали.
Разбираясь в этих вещах, вы сможете понять, когда вам подойдет тонкая 3 мм, когда больше подойдет 4 мм, а когда вполне сойдет и 2 мм. И даже такая специфическая, как 2,2 мм оцинкованная катанка, больше не вызовет у вас удивления.
На всякий случай повторим все существующие в свободной продаже диаметры:
- Оцинкованная проволока с диаметром 2 мм. Самая тонкая и самая мягкая. Этот материал с диаметром 2 мм можно легко вязать руками, но она не подходит для серьезных электротехнических работ.
- Диаметр 2,2 мм не сильно отличается от предыдущего варианта.
- Диаметр 3 мм. Если используется оцинкованная 3 мм струна, то можно получить более высокие результаты прочности и долговечности, чем если применять проволоку с диаметром 2 мм.
- Диаметр 4 мм, которая обладает по всем параметрам средними характеристиками. Она еще достаточно мягкая, но в тоже время уже весьма прочная и по своему сечению вполне подходит для использования в качестве заземления или при других электротехнических работах. Вполне пригодится оцинкованная 4 мм катанка и в домашнем хозяйстве.
- Гораздо реже встречается проволока оцинкованная 6 мм диаметром. Вполне подходит для использования в сетке при отделочных работах. Именно там обычно и встречается оцинкованная 6 мм струна.
- Проволока оцинкованная 8 мм, наиболее толстая из тех, которую можно найти в обычном магазине. Она идеально подходит для работ по созданию кладки, сетки для заливки пола бетоном и т.д. Но и стоит и весит оцинкованная 8 мм катанка значительно больше, чем ее младшие собратья. Поэтому приобретаться оцинкованная 8 мм струна должна только в том случае, если вы уверены, что она вам нужна. В иных случаях оцинкованная 8 мм проволока будет только лишней тратой денег, ведь чем больше миллиметров, тем она дороже.
Любой оцинкованный мягкий материал может пригодиться вам как в профессиональной деятельности, так и в бытовых нуждах. Для хранения дома и использования лучше всего подойдет канатная оцинкованная проволока с диаметром в 5 мм. Обратите внимание еще на то, что проволока ГОСТ 3282-74 имеет лучшие свойства.
Источник: http://tutmet.ru/ocinkovannaja-kanatnaja-mjagkaja-provoloka-gost.html





