- Технология гибки металлов и сплавов
- Виды гибки
- Параметры гибки и их определение
- Дефекты и трудности при гибке
- Оборудование для гибки
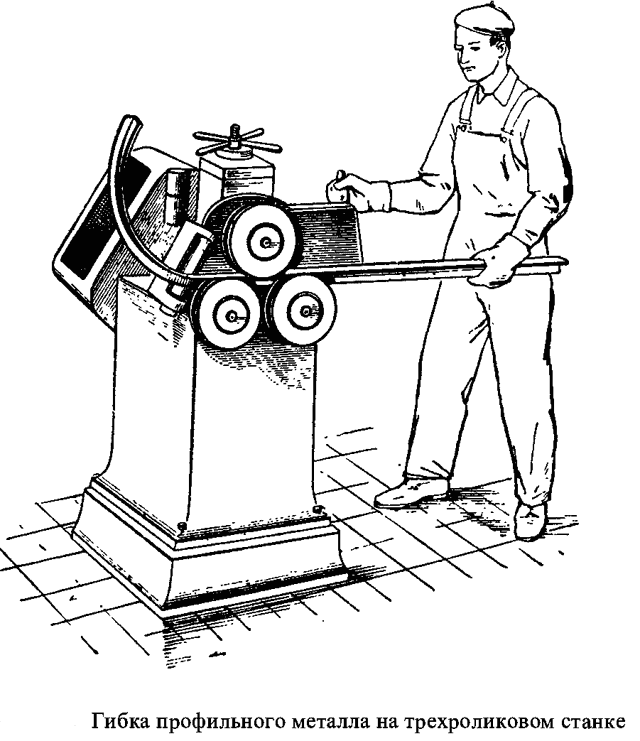
- Гибка профилей
- Видео: Станок ручной для производства профнастила (гофролист)
- Гибка листового металла — методы и советы по проектированию [часть 1] — Блог Станкофф.RU
- Тема 4: « Гибка металлов»
-
 1 слайд Преподаватель Бускунова З.С.Гибка металла
1 слайд Преподаватель Бускунова З.С.Гибка металла
-
 2 слайд 1. Сущность и виды гибкиГибкой (изгибанием) называется операция, в результате которой заготовка принимает требуемую форму (конфигурацию) и размеры за счет растяжения наружных слоев металла и сжатия внутренних.Общая длина заготовок при гибке с закруглениями подсчитывается по следующей формуле: где — длина прямолинейных участков заготовки; r1,….,rn — радиусы соответствующих закруглений; а1…, аn- углы загиба.Гибка может выполняться вручную, с применением различных гибочных приспособлений и при помощи специальных гибочных машин.
2 слайд 1. Сущность и виды гибкиГибкой (изгибанием) называется операция, в результате которой заготовка принимает требуемую форму (конфигурацию) и размеры за счет растяжения наружных слоев металла и сжатия внутренних.Общая длина заготовок при гибке с закруглениями подсчитывается по следующей формуле: где — длина прямолинейных участков заготовки; r1,….,rn — радиусы соответствующих закруглений; а1…, аn- углы загиба.Гибка может выполняться вручную, с применением различных гибочных приспособлений и при помощи специальных гибочных машин.
-
 3 слайд Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами.Гибке подвергают только пластичный материал.Гибка деталей — одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах). Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол.
3 слайд Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами.Гибке подвергают только пластичный материал.Гибка деталей — одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах). Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол.
-
 4 слайд При гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической, при этом внутренние слои заготовки подвергаются сжатию и укорачиваются, наружные слои подвергаются растяжению и длина их увеличивается. В то же время средний слой заготовки — нейтральная линия — не испытывает ни сжатия, ни растяжения и длина его до и после изгиба остается постоянной (рис. 1,а). Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
4 слайд При гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической, при этом внутренние слои заготовки подвергаются сжатию и укорачиваются, наружные слои подвергаются растяжению и длина их увеличивается. В то же время средний слой заготовки — нейтральная линия — не испытывает ни сжатия, ни растяжения и длина его до и после изгиба остается постоянной (рис. 1,а). Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
-
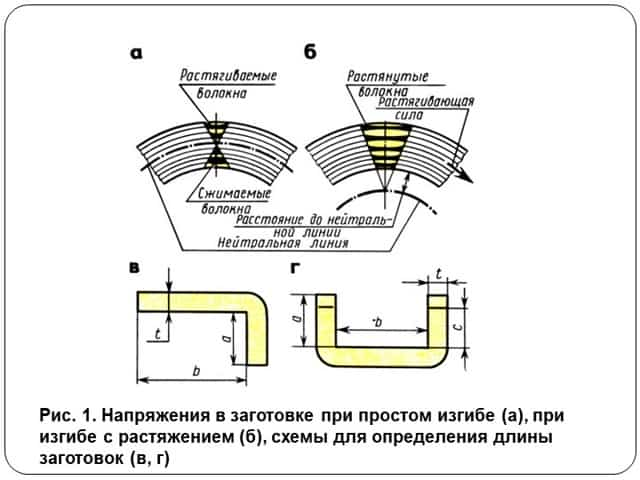 5 слайд Рис. 1. Напряжения в заготовке при простом изгибе (а), при изгибе с растяжением (б), схемы для определения длины заготовок (в, г)
5 слайд Рис. 1. Напряжения в заготовке при простом изгибе (а), при изгибе с растяжением (б), схемы для определения длины заготовок (в, г)
-
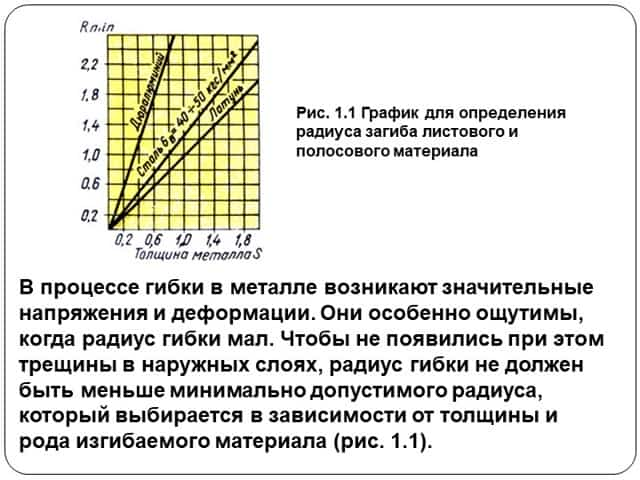 6 слайд В процессе гибки в металле возникают значительные напряжения и деформации. Они особенно ощутимы, когда радиус гибки мал. Чтобы не появились при этом трещины в наружных слоях, радиус гибки не должен быть меньше минимально допустимого радиуса, который выбирается в зависимости от толщины и рода изгибаемого материала (рис. 1.1).Рис. 1.1 График для определения радиуса загиба листового и полосового материала
6 слайд В процессе гибки в металле возникают значительные напряжения и деформации. Они особенно ощутимы, когда радиус гибки мал. Чтобы не появились при этом трещины в наружных слоях, радиус гибки не должен быть меньше минимально допустимого радиуса, который выбирается в зависимости от толщины и рода изгибаемого материала (рис. 1.1).Рис. 1.1 График для определения радиуса загиба листового и полосового материала
-
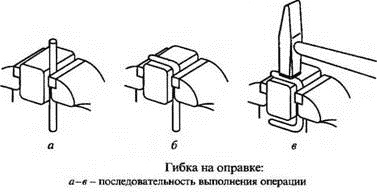
 7 слайд 2. ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ И МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ГИБКЕРис. 2.1. Гибка на оправке: а-в — последовательность выполнения операцииВ качестве инструментов при гибке листового материала толщиной от 0,5 мм, полосового и пруткового материала толщиной до 6,0 мм применяют стальные слесарные молотки с квадратными и круглыми бойками массой от 500 до 1000 г, молотки с мягкими вставками, деревянные молотки, плоскогубцы и круглогубцы.
7 слайд 2. ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ И МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ГИБКЕРис. 2.1. Гибка на оправке: а-в — последовательность выполнения операцииВ качестве инструментов при гибке листового материала толщиной от 0,5 мм, полосового и пруткового материала толщиной до 6,0 мм применяют стальные слесарные молотки с квадратными и круглыми бойками массой от 500 до 1000 г, молотки с мягкими вставками, деревянные молотки, плоскогубцы и круглогубцы.
-
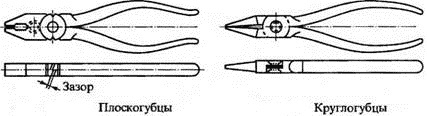
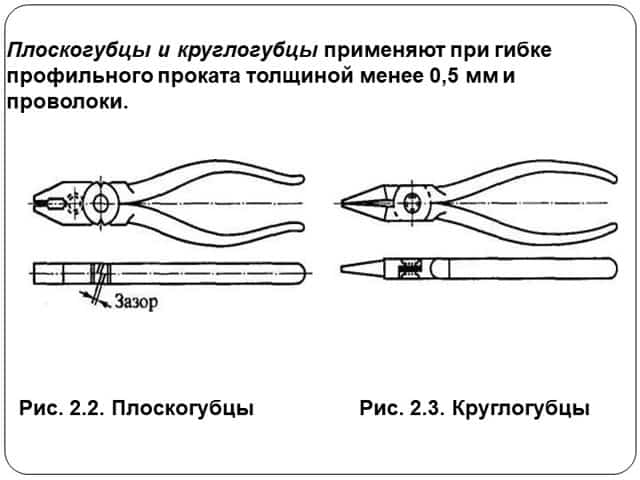 8 слайд Рис. 2.2. Плоскогубцы Рис. 2.3. КруглогубцыПлоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,5 мм и проволоки.
8 слайд Рис. 2.2. Плоскогубцы Рис. 2.3. КруглогубцыПлоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,5 мм и проволоки.
-
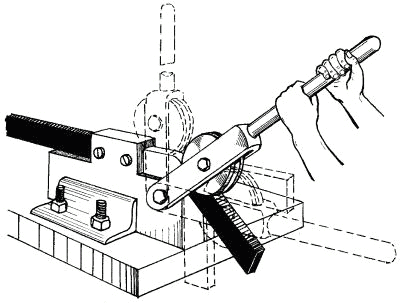
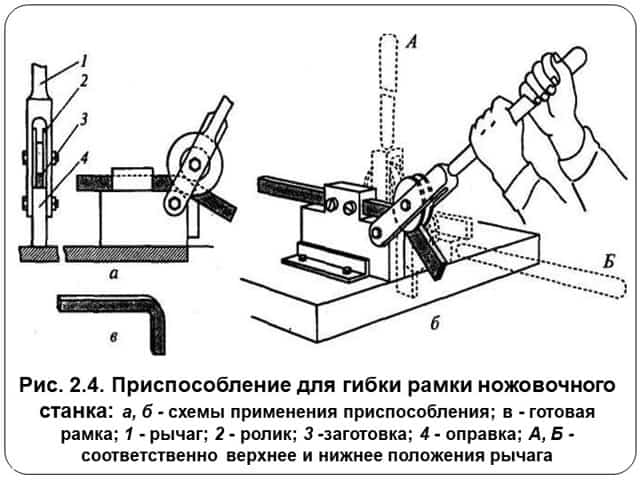 9 слайд Рис. 2.4. Приспособление для гибки рамки ножовочного станка: а, б — схемы применения приспособления; в — готовая рамка; 1 — рычаг; 2 — ролик; 3 -заготовка; 4 — оправка; А, Б — соответственно верхнее и нижнее положения рычага
9 слайд Рис. 2.4. Приспособление для гибки рамки ножовочного станка: а, б — схемы применения приспособления; в — готовая рамка; 1 — рычаг; 2 — ролик; 3 -заготовка; 4 — оправка; А, Б — соответственно верхнее и нижнее положения рычага
-
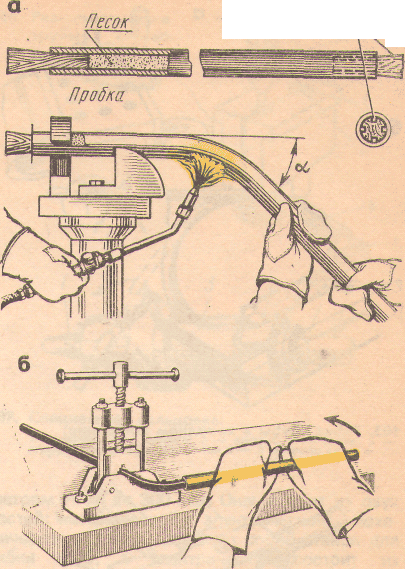
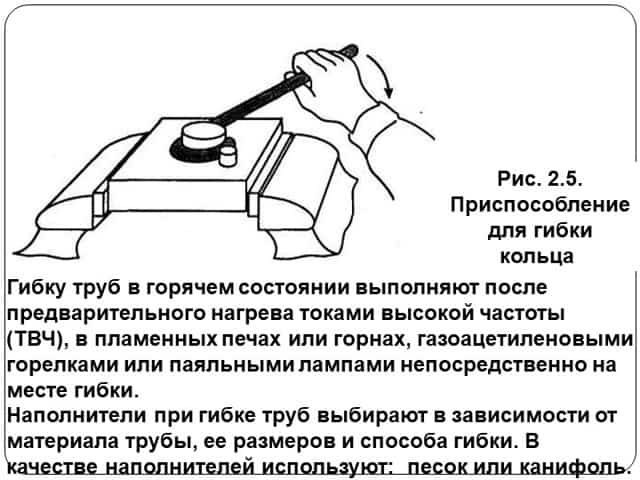 10 слайд Рис. 2.5. Приспособление для гибки кольца Гибку труб в горячем состоянии выполняют после предварительного нагрева токами высокой частоты (ТВЧ), в пламенных печах или горнах, газоацетиленовыми горелками или паяльными лампами непосредственно на месте гибки. Наполнители при гибке труб выбирают в зависимости от материала трубы, ее размеров и способа гибки. В качестве наполнителей используют: песок или канифоль.
10 слайд Рис. 2.5. Приспособление для гибки кольца Гибку труб в горячем состоянии выполняют после предварительного нагрева токами высокой частоты (ТВЧ), в пламенных печах или горнах, газоацетиленовыми горелками или паяльными лампами непосредственно на месте гибки. Наполнители при гибке труб выбирают в зависимости от материала трубы, ее размеров и способа гибки. В качестве наполнителей используют: песок или канифоль.
- 11 слайд 3.МЕХАНИЗАЦИЯ ПРИ ГИБКЕРис. 3.1. Листогибочные вальцы: 1 — механизм привода; 2 — верхний валок; 3 — изгибаемый лист; 4 — плита; 5 – нижний валок
- 12 слайд Рис. 3.2. Листогибочный пресс: а — общий вид; б — конструктивная схема; в — формы изгибаемого профиля; 1 — рама ползуна; 2 — пуансон; 3 — матрица; 4 — подкладка; 5 — плита
- 13 слайд Рис. 3.3. Роликовый гибочный станок: а — трехроликовый: 1 — рукоятка; 2 — верхний ролик; 3,4- нажимные ролики; 5 — прижимы; б — четырехроликовый: 1 — станина; 2,8- рукоятки; 3, 5 — ведущие ролики; 4,7 -нажимные ролики; б — заготовка
- 14 слайд Рис. 3.4. Станок для гибки труб с нагревом токами высокой частоты: 1 — станина; 2 — механизм продольной подачи; 3 — удлинитель; 4 — изгибаемая труба; 5 — губки; б, 10- каретки; 7 — направляющие ролики; 8 — держатель индуктора; 9 — индуктор; 11 — нажимной ролик; 12 — каретка нажимного ролика; 13 — винт поперечной подачи; 14 — механизм поперечной подачи; 15 — конечный выключатель; 16 — система охлаждения; 17 — ходовой винт; 18, 20 — рукоятки; 19 — ролик
- 15 слайд 4. ГИБКА ДЕТАЛЕЙ ИЗ ЛИСТОВОГО И ПОЛОСОВОГО МЕТАЛЛАГибну прямоугольной снобы из полосовой стали выполняют в следующем порядке: определяют длину развертки заготовки (рис. 4.1,а), складывая длину сторон скобы с припуском на один изгиб 0,5 толщины полосы.I = 17,5 + 1 + 15 + 20 + 1 + 15 + 1 + 17,5 = 89 ммотмечают длину с дополнительным припуском на обработку торцов по 1 мм на сторону и зубилом отрубают заготовку;выправляют вырубленную заготовку на плите;опиливают в размер по чертежу; наносят риски загиба; зажимают заготовку 7 (рис. 4.1,в) в тисках между угольниками-нагубниками 2 на уровне риски и ударами молотка загибают конец 3 скобы (первый загиб);переставляют заготовку в тисках, зажимая ее между угольником 4 и бруском-оправкой, более длинным, чем конец скобы (рис. 4.1,а);загибают второй конец 5 (рис. 4.1,а) — второй загиб;снимают заготовку и вынимают брусок-оправу 6;размечают длину лапок на загнутых концах; надевают на тиски второй угольник 9 (рис. 4.1,г) и, вложив внутрь скобы тот же брусок-оправку 6, но в другом его положении, зажимают скобу в тисках на уровне рисок;отгибают первую и вторую лапки 7, делают 4-й и 5-й загибы первой и второй лапок; проверяют и выправляют по угольнику 4-й и 5-й загибы;снимают заусенцы на ребрах скобы и опиливают концы лапок в размер.
- 16 слайд Рис.4.1 . Гибка прямоугольной скобы: а — схема для определения длины скобы, б — гибка одного конца, в — гибка второго конца, г — формирование скобы, 1 — заготовка, 2 — нагубники, 3, 5 — концы скобы, 4, 9 — угольники, 6 — большой брусок (оправка), 7 — лапки, 8 — меньший брусок (оправка)
- 17 слайд Гибна двойного угольнина в тиснах (рис. 4.2) производится после разметки, вырубки заготовки, правки на плите и опиливания по ширине в заданный размер. Подготовленную таким образом заготовку 7 зажимают в тисках 3 между угольниками-нагубниками 2 и загибают первую полку угольника, а затем заменяют один нагубник бруском-подкладкой 4 и загибают вторую полку угольника. По окончании гибки концы угольника опиливают напильником в размер и снимают заусенцы с острых ребер.Рис. 4.2. Гибка двойного угольника: 1 — заготовка, 2 — нагубники, 3 — тиски, 4 — брусок-подкладка
- 18 слайд Гибка хомутика (рис. 4.3,а). После расчета длины заготовки и ее разметки в местах изгиба зажимают в тисках оправку 7 в вертикальном положении. Диаметр оправки должен быть равным диаметру отверстия хомутика 2. При помощи двух плоскогубцев 3 по разметочным рискам изгибают хомутик по оправке (работают вдвоем: один держит плоскогубцы, а второй — наносит удары). Окончательное формирование хомутика выполняют по той же оправке металлическим молотком (рис. 4.3,б), а затем на правильной плите (рис. 4.3,а).Рис. 4.3. Гибка хомутика: а — изгибание плоскогубцами на оправке, б, в — формирование хомутика; 1 — оправка, 2 — хомутик, 3 — плоскогубцы, 4 — нагубники, 5 — мягкая прокладка
- 19 слайд Заготовку с оправкой зажимают в тисках так, чтобы изгибаемая часть была выше уровня губок тисков и через мягкие прокладки наносят по выступающей части удары молотком, загибая конец полосы на оправке так, чтобы полоса плотно прилегала к ее поверхности (рис. 4.5,б). Затем заготовку с оправкой переставляют обратной стороной (рис. 4.5,а) и ударами молотка загибают второй конец по оправке до плотного прилегания к оправке обеих плоскостей в стыке (рис4.5 а). После освобождения заготовки качество гибки проверяют измерительной линейкой.Рис. 4.5. Гибка втулки в круглых оправках: а — эскиз втулки, б, в, г — последовательность гибки
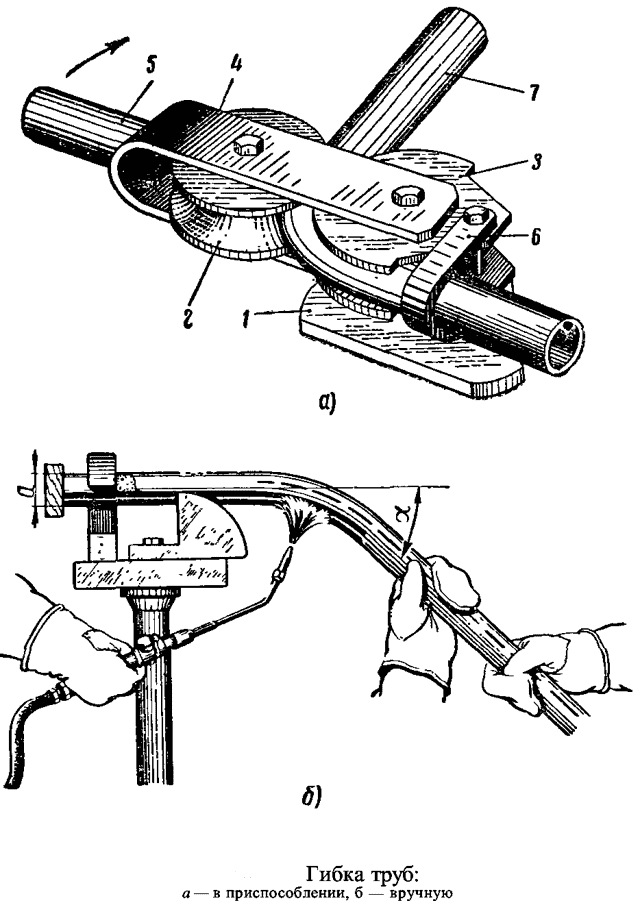
- 20 слайд 5. ГИБКА ТРУБТрубы изгибают по дуге различного радиуса или другой кривой под различными углами и в различных плоскостях. Гнутые трубы широко применяют для изготовления бензиновых, масляных, воздушных трубопроводов в автомобилях, тракторах, самолетах, металлорежущих станках и других машинах.Трубы гнут ручным и механизированным способами; в горячем и холодном состоянии; с наполнителями и без наполнителей. Способ гибки зависит от диаметра трубы, величины угла загиба и материала труб.Рис. 5.1. Гибка трубы в горячем состоянии: а — по шаблону, б-в трубном прижиме
- 21 слайд Гибка труб в холодном состоянии выполняется при помощи различных приспособлений. Простейшим приспособлением для гибки труб диаметром 10 — 15 мм в свободном состоянии является плита с отверстиями, в которой в соответствующих местах устанавливаются штыри (рис. 5.2,а), служащие упорами при гибке. Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 103,6). Гибочная оправка 4 крепится к верстаку 7 с двух сторон скобками 2. Трубу для гибки вставляют между гибочной оправкой и хомутиком 3, нажимают руками и гнут ее по желобо-образному углублению гибочной оправки.Рис. 5.2. Гибка трубы в холодно м состоянии: а — на штырях, б — в неподвижной оправке
- 22 слайд Трубы диаметром до 20 мм изгибают в приспособлении (рис.5.3 ). Приспособление крепится к верстаку при помощи ступицы и плиты 7. На одной оси ступицы и плиты находится неподвижный ролик-шаблон 6 с хомутиком 7. Подвижный ролик 2 закреплен в скобе 4 с рукояткой 3. Трубу 5 для изгиба вставляют между роликами так, чтобы конец ее вошел в хомутик 7. Затем рукояткой 3 повертывают скобу 4 с подвижным роликом 2 вокруг неподвижного ролика-шаблона 6 до тех пор, пока труба не изогнется на требуемый угол.Рис. 5.3. Гибка трубы в холодном состоянии в приспособлении: 1 — плита, 2 — подвижный ролик, 3 — рукоятка, 4 — скоба, 5 — труба,
- 23 слайд Гибку труб в кольцо производят на трехроликовом гибочном станке. На рис. 5.4. показан момент гибки в кольцо трубы диаметром до 25 мм без наполнителя.Перед гибкой налаживают станок — регулируют положение верхнего ролика 5 относительно двух нижних роликов 7 и 2 вращением рукоятки 4. При вращении рукоятки по часовой стрелке верхний ролик опускается вниз, и наоборот, при вращении против часовой стрелки — идет вверх.Рис. 5.4. Гибка трубы в кольцо: 1,2 — нижние ролики, 3,6 — прижими, 4 — рукоятка, 5 — верхний ролик
- 24 слайд Развальцовка (вальцевание) труб заключается в расширении (раскатывании) концов 4 труб изнутри специальным инструментом (вальцовкой). Для этого инструмент (рис. 5.5.) зажимают в слесарных тисках. Трубу вставляют в соответствующее по диаметру отверстие 3 (каленая втулка), а затем ударами молотка по оправке 7 развальцовывают конец 4 трубы до необходимых размеров. Рис. 5.5. Развальцовывание трубы в слесарных тисках: 1 — оправка, 2 — инструмент (вальцовка), 3 — каленая втулка, 4 — конец трубы
- 25 слайд Рис. 5.6. Специальная вальцовка: 1 — конус, 2 — ролики, 3 — корпус, 4 — гайка, 5 — стержень, 6 — головкаКонцы труб диаметром больше 18 мм развальцовывают при помощи специальной вальцовки (рис. 5.6.), которая состоит из стального стержня 5, на одном конце стержня имеется конус 7, а на другом — квадратная головка 6. Стержень 5 помещен в корпус 3, внутри которого размещены ролики 2, имеющие небольшую конусность.
- 26 слайд Процесс развальцовывания состоит в том, что на конец трубы 7 (рис. 5.7.) надевают фланец 2 с выточенными в его отверстии канавками 5, затем в трубу вставляют вальцовку с роликами и вращают. При вращении вальцовка роликами 3, 4 раскатывает трубу, вдавливая металл трубы в канавки 5 фланца до тех пор, пока они не заполнятся до отказа. Если вращение вальцовки становится свободным, подтягивают гайку 4 (см. рис. 5.6.), углубляя тем самым конус в трубу.Рис. 108. Схема развальцовывания: 1 — конец трубы, 2 — фланец, 3,4 — ролики, 5 — канавки, 6 — труба до вальцевания, 7 — труба после вальцевания
- 27 слайд 5. Правила выполнения работ при ручной гибке металла. 1. При изгибании листового и полосового материала в тисках разметочную риску необходимо располагать точно, без перекосов, на уровне губок тисков в сторону изгиба. 2. При гибке из полос и прутков деталей типа уголков, скоб разной конфигурации, крючков, колец и других деталей следует предварительно рассчитывать длину элементов и общую длину развертки детали, размечая при этом места изгиба. 3. При массовом изготовлении деталей типа скоб необходимо применять оправки, размеры которых соответствуют размерам элементов детали, что исключает текущую разметку мест изгиба.
- 28 слайд 4. При гибке листового и полосового металла в приспособлениях необходимо строго придерживаться прилагаемых к ним инструкций. 5. При гибке газовых или водопроводных труб любым методом шов должен располагаться внутри изгиба.6. В целях обеспечения безопасности заготовки укрепляют в тисках или других приспособлениях прочно, работают только на исправном оборудовании.7. Перед началом работы на гибочных станках знакомятся с инструкцией; работу выполняют осторожно, чтобы не повредить пальцы рук. Работают в рукавицах и застегнутых халатах.
- 29 слайд 5. ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ГИБКЕ, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
Технология гибки металлов и сплавов
Гибка – одна из распространённых операций деформирования металлов. В зависимости от сложности контуров гиба и толщины заготовки, её производят и в холодном, и в горячем состояниях, с применением ручного и механизированного инструмента.
Листогиб Metal Master LBM Изготавление колпака (дефлюгера)
Виды гибки
Гибка определяется как процесс обработки металлов давлением, в результате которого изменяется продольная ось деформируемой заготовки. Различают следующие варианты реализации гибки:
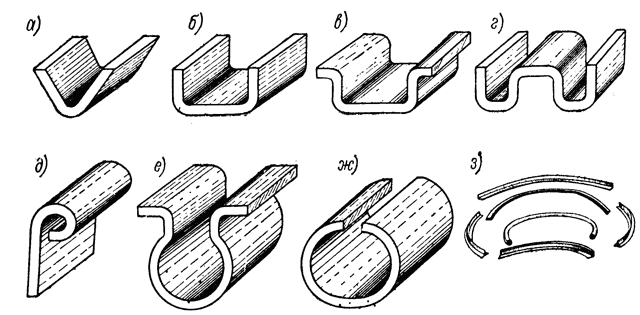 Виды гибок Одноугловая или V -образная (рис.1 а) — двуугловая или U- образная (рис.1 б ) — многоугловая (рис.1 в, г); — криволинейная (рис.1 д, е, з) и позволяющая получать изделия типа труб (рис.1 ж)
Виды гибок Одноугловая или V -образная (рис.1 а) — двуугловая или U- образная (рис.1 б ) — многоугловая (рис.1 в, г); — криволинейная (рис.1 д, е, з) и позволяющая получать изделия типа труб (рис.1 ж)
- П-образную (двухугловую).
- М-образную (одноугловую).
- Многоугловую гибку.
Все эти разновидности могут выполняться следующими способами:
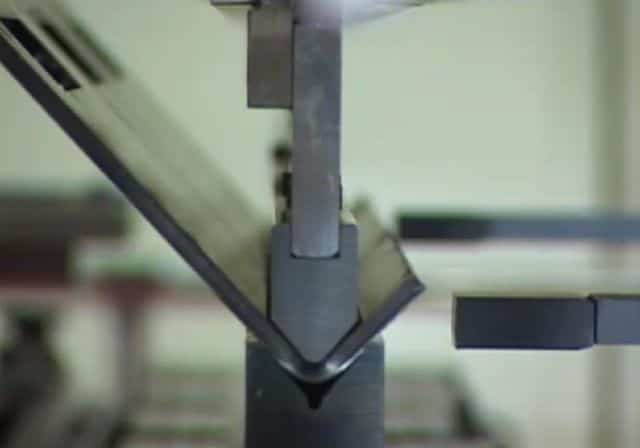 Гибка калибрующим ударом
Гибка калибрующим ударом
- Свободной гибкой, при которой центр симметрии заготовки не фиксируется, а сама гибка металла происходит путём нажима рабочего инструмента – пуансона на поверхность изгибаемой заготовки. Конфигурация деформированной заготовки зависит от формы пуансона;
- Гибка калибрующим ударом, при которой заготовка укладывается в матрицу. Конфигурация матрицы и определяет конечную форму заготовки;
- В роликовых матрицах, когда поворачивающиеся части рабочего инструмента постепенно формируют ось изогнутой заготовки.
Характерная особенность гибки – резко различное положение сетки макроструктуры в зависимости от направления гибки.
Поэтому для мало- и среднепластичных металлов и сплавов направление волокон существенно важно: при совпадении такого направления с направлением перемещения оси деформируемой заготовки разрушение её в ходе штамповки маловероятно.
В противном случае происходит расслаивание частиц в некоторых объёмах заготовки; в таких ситуациях гибка металла считается неисправимым браком.
Параметры гибки и их определение
Для выяснения принципиальной возможности гибки заготовки из конкретного металла или сплава требуется знать:
- Величину предельного радиуса гиба, и сравнения его с фактической толщиной деформируемой заготовки.
- Направление волокон прокатки.
- Исходное значение предела текучести металла.
- Допускаемые отклонения формы готового изделия после гибки.
 Гибка тонколистового металла
Гибка тонколистового металла
Указанные исходные данные необходимы в случае гибки тонколистовых заготовок. Для гибки труб, а также некоторых видов профильного проката – круга, шестигранника, уголка и пр. – необходимо знать также допустимую относительную деформацию профиля после гибки.
Гибка металлов не относится к числу энергоёмких операций штамповки. Усилие процесса невелико, поэтому основным критерием для выбора деформирующего оборудования являются длина рабочей зоны обработки, и скорость перемещения деформирующего инструмента. Во многих случаях тонколистовая гибка заготовок возможна даже на ручных станках – профилегибах, трубогибах и т.д.
Из-за специфики деформирования металла во время его гибки процесс лучше проходит на оборудовании, которое имеет пониженное число ходов. Поэтому механическим кривошипным прессам часто предпочитают гидравлические. В частности, профилирование – разновидность полностью автоматизированного процесса неглубокой гибки.
Дефекты и трудности при гибке
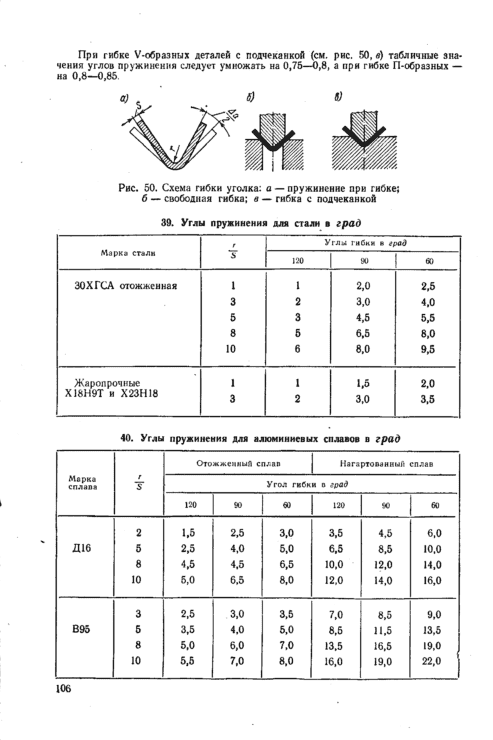
Гибка малопластичных сталей (в частности, содержащих более 0,5% С) усложняется, главным образом, из-за явления пружинения – несоответствия конфигурации готовой детали требованиям чертежа. Пружинение – основная проблема при разработке технологического процесса гибки.
Суть явления состоит в упругом последействии материала после снятия рабочей нагрузки. В результате форма заготовки искажается (в некоторых случаях фактический угол пружинения может доходить до 12…150, что впоследствии резко сказывается на точности сопряжения гнутой детали со смежной).
Пружинение ликвидируют или уменьшают использованием следующих технологических приёмов:
 Пружинение при гибке
Пружинение при гибке
- Компенсацией угла пружинения соответствующим изменением параметров рабочей части пуансона и матрицы. Метод эффективен, если точно известна марка металла/сплава или его прочностные характеристики, в частности, предел временного сопротивления. В особо ответственных ситуациях потребуется проведение технологических проб на загиб. Если, например, угол пружинения составляет 120, то рабочую кромку пуансона увеличивают на такой же угол.
- Изменением рабочего профиля матрицы, в результате чего гибка металлов по всей длине зоны деформирования должна постоянно происходить при контакте с активным рабочим инструментом. Для этого в матрице выполняют технологические поднутрения или выемки, если это возможно.
- Повышением пластичности металла, для чего его перед штамповкой подвергают отжигу. Для высокоуглеродистых сталей температуру отжига обычно устанавливают в пределах 570…6000С, а для низкоуглеродистых 180…2000С.
- Проведением гибки в горячем состоянии, когда пластические характеристики металла заведомо лучше. Правда, при этом в технологический процесс вводится дополнительная операция очистки поверхности детали, а рабочую поверхность матрицы после каждого хода пуансона необходимо очищать от частиц окалины.
Оборудование для гибки
В производственных условиях гибку ведут на так называемых листогибочных прессах серии И13. Они могут изготавливаться с механическим или гидравлическим приводом. Механические двухкривошипные прессы состоят из следующих узлов:
 Механический листогибочный пресс серии И — 13
Механический листогибочный пресс серии И — 13
- Сварной двухстоечной станины;
- Электродвигателя;
- Клиноременной передачи;
- Пневмофрикционной системы управления прессом, которая включает в себя сблокированные муфту и тормоз (ввиду относительно небольшого крутящего момента муфта и тормоз часто выполняются однодисковыми);
- Промежуточного вала, на котором размещается понижающая зубчатая передача;
- Главного вала, к которому присоединяется основной исполнительный механизм кривошипно-шатунного типа (число шатунов – обычно два);
- Ползуна, к которому в нижней его части крепится активный рабочий инструмент – пуансон (их может быть несколько) и направляющая плита со втулками.
- Стола, к которому крепится неподвижная часть штампового блока с матрицами, направляющими колонками и устройствами фиксации заготовки в штампе.
- Системы смазки и блока управления листогибочным прессом.
 Пресс иб1430Б-02
Пресс иб1430Б-02
Листогибочные прессы с гидроприводом (серия И14__) конструктивно мало отличаются от кривошипных, за исключением того, что привод ползуна осуществляется от гидростанции, а сам ползун имеет плунжерное направление.
Гибочные прессы с гидроприводом могут обеспечивать изменение скорости перемещения ползуна – от увеличенной на стадии холостого хода, до сниженной в момент начала операции деформирования.
Это способствует снижению брака при гибке малопластичных сталей и сплавов.
Гибка профилей
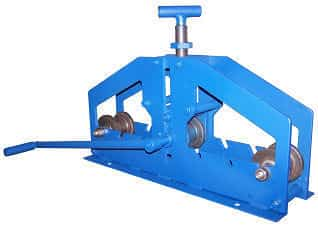 Станок профилегибочный ручной
Станок профилегибочный ручной
Ввиду того, что данные профили имеют повышенное значение момента сопротивления, традиционные способы гибки тут неприемлемы. Поэтому для гибки используют преимущественно машины ротационного действия. По сравнению с листогибочным оборудованием они имеют то преимущество, что приложение усилия происходит не одновременно по всей поверхности заготовки, а последовательно. В результате усилие гибки снижается, а требуемый для выбора электродвигателя крутящий момент снижается.
Для небольших заготовок ротационные машины вообще могут иметь ручной привод. Поскольку гибка выполняется по последовательной схеме, то одновременно с деформацией может производиться и правка изделия, что способствует снятию внутренних напряжений в материале.
Правильно-гибочные машины различают по количеству рабочих валков – их может быть три или четыре. Валки могут устанавливаться по симметричной или асимметричной схеме. Регулировка параметров гибки заготовок производится соответствующим изменением положения оси приводного валка, а также изменением их диаметров и профиля рабочей части.
 Валы профилегибочного станка
Валы профилегибочного станка
Несмотря на некоторые сложности автоматизации процесса валковые машины конструктивно очень просты и неэнергоёмки. Для них не требуется также изготовление специализированного инструмента — штампов.
По подобному принципу изготавливаются также и станки для гибки труб. Принципиальным отличием здесь является наличие узла оправки, которая размещается в деформируемой трубе, и препятствует искажению профиля заготовки в процессе её гибки.
Видео: Станок ручной для производства профнастила (гофролист)
Гибка листового металла — методы и советы по проектированию [часть 1] — Блог Станкофф.RU

Гибка — одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
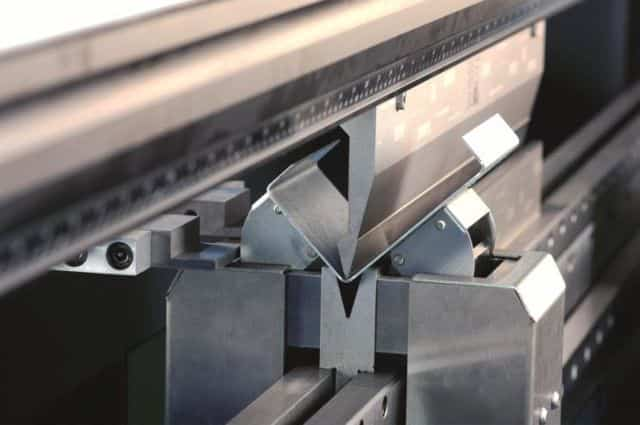
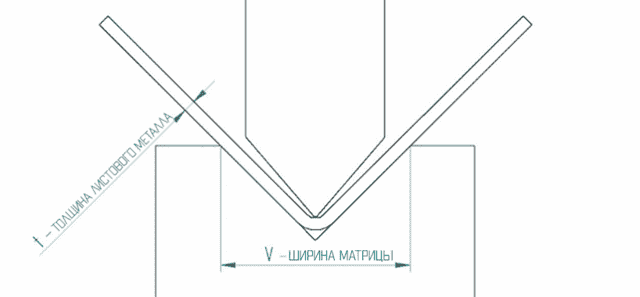
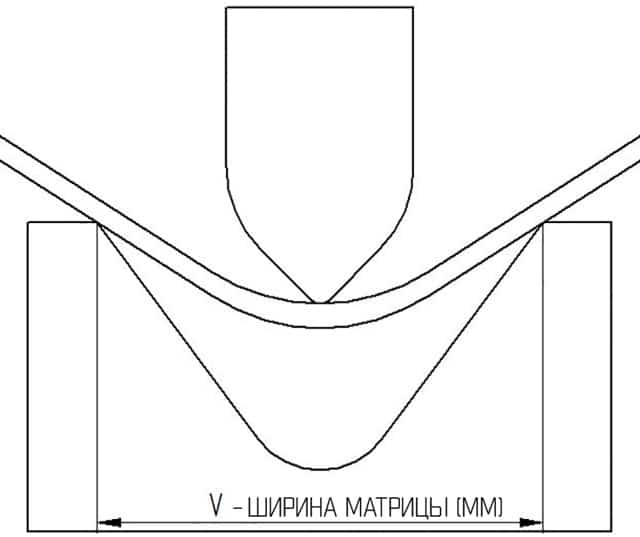
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы — гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик.
Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа.
Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.
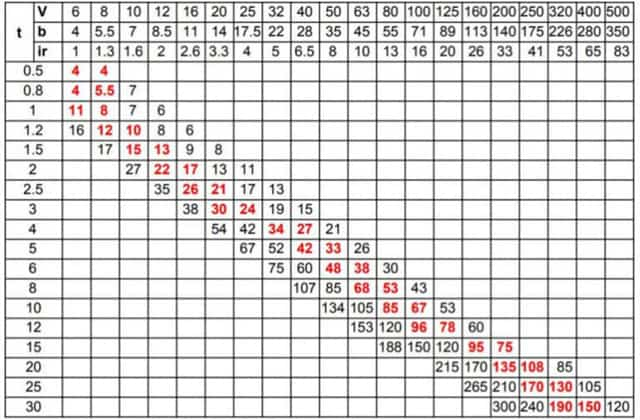
График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании.
Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр — 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн.
Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное — требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.
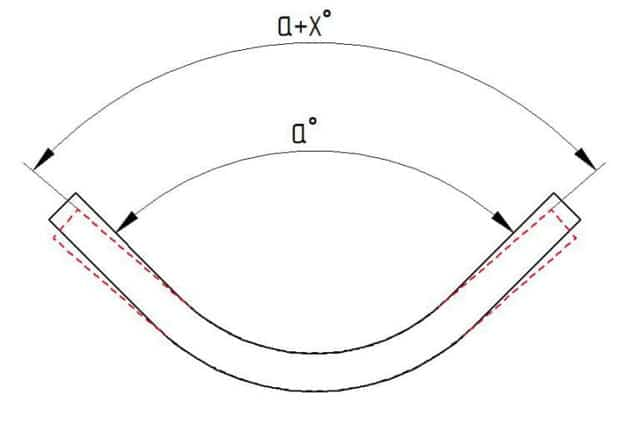
Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12…15т | |||
| Чеканка | 5т |
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.
Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов.
Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть.
В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка — это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
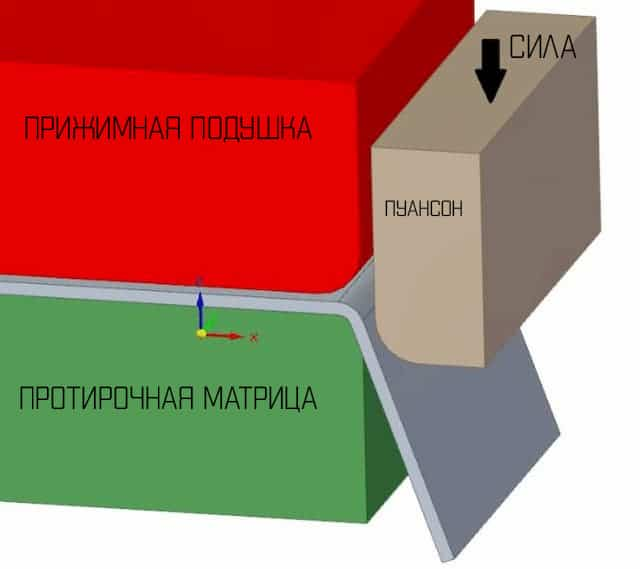
При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба.
После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы.
Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Другой способ — ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой — она не царапает поверхность материала.
На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах.
Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод — с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.
Еще один момент, о котором следует помнить, — радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией — нейтральной линией. С каждой стороны происходят разные физические процессы.
«Внутри» материал сжимается, «снаружи» — вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении.
И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.
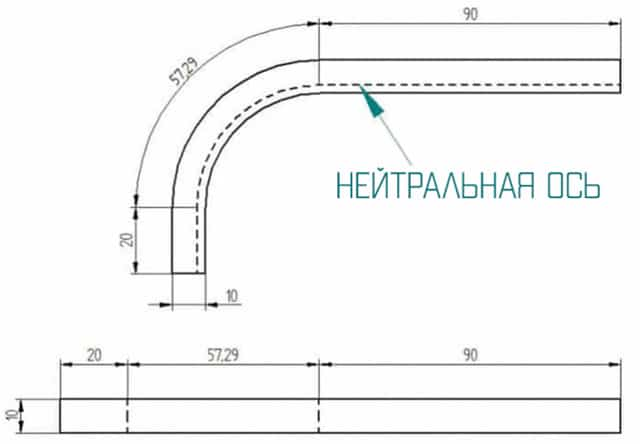
Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Тема 4: « Гибка металлов»
Гибка металлов применяется для придания заготовке изогнутой формы согласно чертежу. Сущность ее заключается в том, что одна часть заготовки перегибается по отношению к другой на какой-либо заданный угол. Напряжения изгиба должны превышать предел упругости, а деформация заготовки должна быть пластической. Только в этом случае заготовка сохранит приданную ей форму после снятия нагрузки.
Ручную гибку производят в тисках с помощью слесарного молотка и различных приспособлений. Последовательность выполнения гибки зависит от размеров контура и материала заготовки.
Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,5 мм и проволоки. Плоскогубцы предназначены для захвата и удержания заготовок в процессе гибки.
Они имеют прорезь около шарнира. Наличие прорези позволяет производить откусывание проволоки.
Круглогубцы также обеспечивают захват и удержание заготовки в процессе гибки и, кроме того, позволяют производить гибку проволоки.
Гибку тонкого листового металла производят киянкой. При использовании длягибки металлов различных оправок их форма должна соответствовать форме профиля детали с учетом деформации металла.
В тех случаях, когда требуется изогнуть стальную полосу на ребро, используется роликовое приспособление.
Выполняя гибку заготовки, важно правильно определить ее размеры. Расчет длины заготовки выполняют по чертежу с учетом радиусов всех изгибов. Для деталей, изгибаемых под прямым углом без закруглений с внутренней стороны, припуск заготовки на изгиб должен составлять от 0,6 до 0,8 толщины металла.
В производственных условиях гибка металла выполняется на гибочных и растяжных машинах различных конструкций.
При пластической деформации металла в процессе гибки нужно учитывать упругость материала: после снятия нагрузки угол загиба несколько увеличивается.
Изготовление деталей с очень малыми радиусами изгиба связано с опасностью разрыва наружного слоя заготовки в месте изгиба.
Размер минимально допустимого радиуса изгиба зависит от механических свойств материала заготовки, от технологии гибки и качества поверхности заготовки.
Детали с малыми радиусами закруглений необходимо изготовлять из пластичных материалов или предварительно подвергать отжигу.
При изготовлении изделий иногда возникает необходимость в получении криволинейных участков труб, изогнутых под различными углами. Гибке могут подвергаться цельнотянутые и сварные трубы, а также трубы из цветных металлов и сплавов.
Гибку труб производят с наполнителем (обычно сухой речной песок) или без него. Это зависит от материала трубы, ее диаметра и радиуса изгиба. Наполнитель предохраняет стенки трубы от образования в местах изгиба складок и морщин (гофров).
- Техника безопасности при гибке металла:
- • Молотки и кувалды должны иметь надежно заклиненные, крепкие, без сучков и трещин рукоятки.
- • Рабочие части молотков, бородков, подкладок, оправок не должны иметь расклепа.
- • Обрезки металла необходимо собирать и складывать в отведенный для них ящик во избежание порезов ног и рук.
- • Листы очищать только металлической щеткой, а затем ветошью или концами.
- • Правку металла проводить только на надежных подкладках, исключающих возможность соскальзывания металла при ударе.
- • Подсобный рабочий должен держать металл при правке только кузнечными клещами.
- • При засыпке трубы песком перед гнутьем в торце одной из пробок необходимо сделать отверстие для выхода газов, иначе может произойти разрыв трубы.
- • При гнутье труб в горячем состоянии поддерживать их только в рукавицах во избежание ожогов рук.





