- Как варить тонкий металл инвертором
- Техники и методы сварки тонких листов металлов
- Сварка оцинковки
- Какими электродами лучше варить тонкий металл
- Марки электродов для сварки тонколистового металла
- Какие электроды подходят для сварки тонкого металла? Подробный обзор
- Какими электродами лучше варить тонкий металл
- Марки электродов для инверторной сварки
- Технология сваривания тонких поверхностей электродом
- Преимущества и недостатки тонких электродов
- Как оформить сварной шов
- Проблемы в процессе сварки: как их избежать
- Прокаливание электродов для тонкого металла
- В заключение
- Техника сварки тонкого металла инвертором
- Проблемы сварки тонкостенных изделий
- Выбор режимов и электродов
- Правильная технология
- Подготовка
- Сварка
- Приемы сварки тонкостенных конструкций
- Электроды
- Классификация электродов
- Каким электродом варить тонкостенный (2 мм и тоньше) металл, особенности техники, нюансы
- Особенности сварки
- Виды дуговой сварки
- Электроды для сваривания
- Подготовка к сварке
- Инверторы
- Техника сварки
- Работа с оцинкованной сталью
- В заключение
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело.
Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды.
Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
 При сваривании тонких металлов листы перегреваются и изгибаются
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите.
Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками.
Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
 Если хорошо зачистить кромки, может получится хороший шов
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
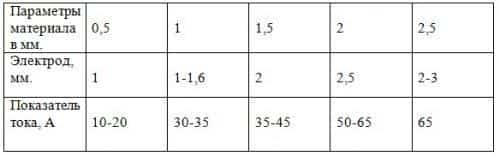
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
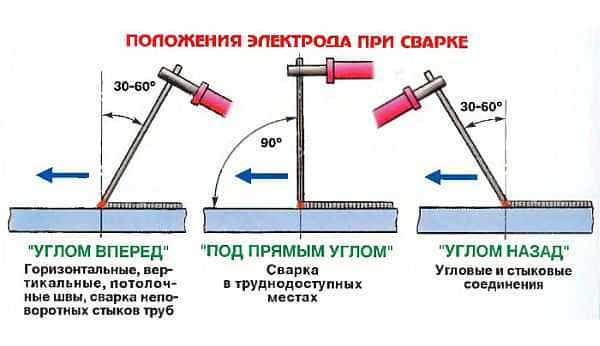 Положения электрода при сварке и их использование
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров.
Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали.
Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей).
Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
 Так выглядит прерывистый шов на тонком металле
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра.
При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева.
После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
 Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов.
Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты.
Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
 Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4.
При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать.
Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Какими электродами лучше варить тонкий металл
 Начинающим сварщикам — какими электродами лучше варить тонкий металл
Начинающим сварщикам — какими электродами лучше варить тонкий металл
Сварка тонкого металла требует опыта и знаний. Если неправильно варить, то можно прожечь дыру. Однако и ошибки в выборе электродов приводят к не менее значимым проблемам.
Многие используют для сварки «всего» одни и те же электроды 3 мм, что не совсем правильно. Диаметр электродов должен подбираться с учётом толщины свариваемых металлов, и некоторых других параметров.
Конечно же, когда под рукой нет ничего кроме электродов 3 мм, то и ими приходится варить. Тем не менее, толстые электроды гасят дугу, так как для сварки тонкого металла нужен пониженный сварочный ток.
Для обеспечения стабильности дуги и качественной сварки тонкого металла необходимо чтобы электрод горел постоянно. Электроды толщиной в 4 и более миллиметра гасят дугу, поскольку сварка ведётся при пониженном токе. Увеличение же сварочного тока приводит к неминуемому прожогу металла.
Пониженный ток, это ток от 10 до 75 А. Следовательно, если взглянуть на таблицу ниже, то можно увидеть, что для сварки на таком токе используются электроды преимущественно 2 мм и меньше диаметром. Опытные сварщики для сварки тонких металлов выбирают электроды от 2 до 2,5 мм.

Кроме этого важно учитывать и то, из какой именно стали выполнена заготовка. Для сварки слабораскисленной и низкоуглеродистой стали выбираются электроды с кислой и основной обмазкой, также бывает рутиловое и целлюлозное электродное покрытие.
Марки электродов для сварки тонколистового металла
Если нужны конкретные марки электродов для сварки тонких металлов, то рекомендуется обратить собственное внимание на следующие электроды:
OK 63.30 ESAB — сварочный шов полученный данными электродами обладает высокой устойчивостью к коррозии. Электроды можно применять для сварки в любом пространственном положении и при осуществлении вертикальных соединений.

ОМА 2 — электроды отлично справляются со сваркой даже сильно окисленных поверхностей. Однако благодаря минимальной проплавляющей способности они популярны именно при сваривании тонколистовой стали. Сварочный шов можно вести в любом пространственном положении.
МТ 2 — используются для сварки металлов, толщина которых составляет менее 1 мм.
Важной особенностью электродов МТ 2, является то, что ими можно варить, используя как постоянный, так и переменный ток.
Причём для сварки заготовок толщиной менее 1 мм, лучше всего использовать инвертор с постоянным током, а для металлов толщиной более 1 мм, обычный трансформатор переменного тока.

Опытный сварщик может получить ровный и аккуратный шов даже на тонком металле. Начинающим электросварщикам в этом деле пока сложно, но ничего страшного, поскольку всё приходит с опытом.
Тем не менее, правильный выбор расходных материалов для сварки поможет более качественно варить тонкий металл, без его сильного разбрызгивания и прожогов.
Какие электроды подходят для сварки тонкого металла? Подробный обзор
При помощи дуговой сварки между собой скрепляются металлические поверхности толщиной 0,2-4 мм. Наиболее же востребована сварка поверхностей толщиной 1 мм.
Именно такие показатели у кузовов автомобилей, труб с небольшим диаметром, ёмкостей, предназначенных для жидких веществ, и т.д. Электроды для тонкого металла принципиально отличаются от тех, что используются при сваривании толстых деталей.
Эту разницу необходимо учитывать, чтобы получить надёжный, устойчивый к коррозии и износу шов.
Какими электродами лучше варить тонкий металл
Для качественной сварки необходимо обеспечить непрерывное горение электрической дуги. Электроды толщиной 4-5 мм дугу гасят, так как сваривание тонких поверхностей ведется с использованием пониженных токов (10-75 А).
Поэтому для сварки тонких металлов должны использоваться электроды диаметром 0,5 – 2 мм (если металл не толще 1 мм) или, например, 2 – 2,5 мм (при толщине поверхностей 1,5 – 2 мм).
Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.
 электроды для тонкого металла
электроды для тонкого металла
Кроме толщины основного металла, стоит учитывать его разновидность при выборе электродов.
В процессе сварки деталей из низкоуглеродистой и слабораскисленной стали могут применяться расходные материалы с любой обмазкой: основной, кислой, целлюлозной, рутиловой.
Работа с полуспокойными сталями предполагает основное либо рутиловое покрытие электродов, а вот для спокойных сталей нужна основная обмазка.
Чтобы обеспечить устойчивое горение дуги, нужно помнить, что для определенного типа тока предназначен соответствующий электрод. Исключительно постоянный ток необходим для эксплуатации электродов с основной обмазкой. И постоянный, и переменный ток подойдет для расходных материалов, имеющих рутиловое, целлюлозное и кислое покрытие.
Перед осуществлением окончательного выбора внимательно ознакомьтесь с информацией, для какого положения сварки предназначены электроды. Оно может быть горизонтальное, вертикальное, нижнее, потолочное, нижнее тавровое, потолочное тавровое. Маркировка при этом может быть следующая:
- Может использоваться при работе во всех положениях,
- Соединение металлов во всех положениях, за исключением вертикального сверху вниз,
- Сварка деталей во всех положениях, кроме потолочного и вертикального,
- Для сваривания поверхностей нижнего положения, а также нижнего «в лодочку».
Марки электродов для инверторной сварки
Тем, кто задается вопросом, каким электродом варить тонкий листовой металл, стоит обратить внимание на следующие марки:
- ОМА-2. Расходный материал позволяет сваривать даже окисленные поверхности и имеет минимальную проплавляющую способность. Сварочный шов может располагаться в пространстве произвольно.
- МТ-2. При сваривании деталей толщиной менее 1 мм необходимо использовать постоянный ток, если же толщина составляет более 1 мм-то переменный. Сварка должна осуществляться по траектории «сверху вниз».
- OK 63.30 ESAB. Гарантирует устойчивость шва к коррозии, может применяться при сваривании вертикальных конструкций.
В зависимости от типа основного материала, специалисты в области сварки рекомендуют:
- для углеродистой и низкоуглеродистой стали — МР-3С, ОЗС 12, МР-3;
- для среднеуглеродистой стали — УП-1/45, УП-2/45, ОЗС-2;
- для нержавеющей стали — НЖ-13;
- для высоколегированной и низколегированной сталей — ОЗЛ-6 и УОНИ 13/45 соответственно;
- для меди — ОЗБ-2М, ОЗБ-3, АНЦ/ОЗМ-3.
 электроды для разных видов металлов
электроды для разных видов металлов
Технология сваривания тонких поверхностей электродом
Самый тонкий электрод для сварки гарантирует аккуратный шов при наличии у мастера опыта. Если у вас его пока нет, то стоит прислушаться к полезным рекомендациям.
Чтобы не допустить прожогов поверхностей, электрод нужно держать под углом 45 градусов, и ни в коем случае под 90 градусов. Осуществлять соединение лучше всего углом вперед. Не стоит излишне отдалять электрод от свариваемых деталей, так как это препятствует образованию сварочного валика.
Если накладывать швы в шахматном порядке, можно избежать деформации листового металла при нагревании.
При отсутствии такой возможности электрод проводится один раз вдоль шва, скорость должна быть равномерной, а значение рабочего тока — минимальное.
Желательно, чтобы инверторный сварочный аппарат имел выходную мощность с плавной регулировкой. При напряжении холостого хода от 70 В и выше можно избежать многих проблем с запалом дуги.
 сварка тонкого металла электродом
сварка тонкого металла электродом
Подготовительные работы включают в себя зачистку поверхностей от ржавчины, выравнивание заготовок в случае необходимости и их надежную фиксацию. Затем детали прихватываются через каждые 7-10 см и свариваются окончательно. Если листы металла нужно соединить внахлест, то используется больший ток; при этом снижается вероятность прожига деталей и их деформации.
При сварке тонкого металла инвертором применяется обратная полярность. Это значит, что “-“ будет подключен к основной поверхности, “+” – к держателю электродов. В таком случае расходный материал приобретает гораздо большую температуру, чем основной, и можно избежать изменения формы деталей и их прожига.
Преимущества и недостатки тонких электродов
Электроды для сварки инвертором тонкого металла обладают множеством преимуществ. Например, риск повредить тонкие поверхности при сваривании минимален, скорость сваривания немного выше. Иные физические свойства этих вспомогательных материалов ничем не хуже, чем у более толстых аналогов, а стоимость приемлемая. К тому же подготовка тонких электродов к работе не занимает много времени.
К недостаткам можно отнести быстрый расход материала, необходимость использовать особую технику сваривания и относительно ненадежную защиту сварочной ванны (так как толщина обмазки невелика). Не все марки выпускают электроды в мелком варианте, поэтому в некоторых случаях придется искать аналоги.
Как оформить сварной шов
Варить металл толщиной 1 мм самыми тонкими электродами можно, используя следующие виды сварных швов:
- внахлест. Способ, при котором гарантировано аккуратное соединение поверхностей.
- встык с использованием проволоки. Проволока диаметром 2,5-3,5 мм располагается между листами металла, не выступая над поверхностью. Дуга сварки проходит непосредственно по проволоке, и она прогревает соединяемые детали периферийными токами. После удаления проволоки ее присутствие в процессе сварки определить почти невозможно.
 сварка инвертором
сварка инвертором - встык с использованием теплоотводящих подкладок. Их роль играют пластины меди, которые благодаря своей высокой теплопроводности не допускают перегрева свариваемых металлов.
Отметим, что в скосе кромок тонкого металла нет необходимости.
Проблемы в процессе сварки: как их избежать
Сварка тонкого металла может осложняться рядом факторов:
- Прожоги. Возникают в результате того, что свариваемый материал имеет малую толщину. Чтобы избежать, необходимо тщательно выбрать силу тока и вести шов с оптимальной скоростью. Также можно варить, отрывая электрод на несколько секунд и возвращая его на место: кратковременный отрыв дуги позволит металлу немного остыть.
 прожог в сварном шве
прожог в сварном шве - Деформация конструкции. При перегревании листовой стали межмолекулярная составляющая увеличивается в размерах, и нагретая поверхность начинает растягиваться. Так как края детали остаются холодными, она покрывается изгибами, теряя первоначальную форму. Для предотвращения нужно чередовать наложение шва по всей длине. В некоторых случаях возможно исправить последствия путем холодной правки с использованием резиновых молотков.
- Непровар. Непроваренные соединения делают всю деталь негерметичной и уязвимой для жидкостей, срок ее службы значительно сокращается. Поэтому важно не спешить при прохождении стыка, осуществлять правильные настройки инвертора и подбирать электроды в соответствии с типом свариваемых металлов.
- Наплывы. Чтобы варить тонкий металл инвертором без продавливания участка шва на другую сторону, необходимо использовать специальные подложки, а также уменьшить силу тока.
Прокаливание электродов для тонкого металла
Электроды для инверторной сварки перед использованием рекомендуется прокалить, чтобы избавиться от влаги. Если пренебречь этой рекомендацией, то высока вероятность прилипания расходных материалов и дефектов шва. При увеличенном проценте воды ухудшается зажигание, во время работы появляется треск, на шве образуются поры, а в околошовной зоне – множество капелек.
Варить тонкий металл стоит расходниками из герметичной упаковки, которую лучше всего израсходовать за один сеанс.
Если у вас нет специального оборудования для прокаливания (сушка на батарее не поможет решить проблему), а пачка расходного материала израсходована не вся, хранить остатки нужно в сухом отапливаемом помещении.
Если вам необходимо сваривать ответственные конструкции, то вполне целесообразным будет приобретение пенала-термоса, который надежно защищает расходный материал от воздействия атмосферного воздуха.
В заключение
Таким образом, качественно сварить тонкий металл инвертором не составит труда, если ответственно подойти к выбору расходного материала и учесть некоторые нюансы.
Прежде всего, толщина электрода не должна превышать 2-3 мм, материал обмазки должен соответствовать типу основного металла, а разновидность тока – покрытию электрода. Расходный материал должен быть хорошо просушен перед использованием. Учтите также положение сварки.
При правильно подобранных электродах сварочная дуга устойчива, и в итоге получается качественный провар с нешироким аккуратным швом.
Техника сварки тонкого металла инвертором
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла.
Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.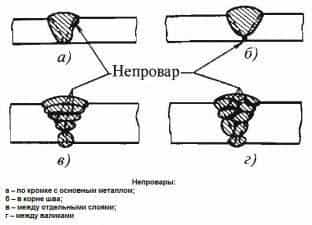
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
- Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
- Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в х к этой статье.
Электроды
Необходимым расходным материалом для работы сварочными аппаратами в режиме ручной дуговой сварки являются электроды. Это металлический стержень со специальным покрытием, которое наносится особым методом – опрессовки или окунания.
Классификация электродов
- Назначение электродов может быть самое разное: данная оснастка используется для выполнения работ по сварке чугуна и легированных сталей или при необходимости наплавки.
- Разделение происходит по множеству параметров: от них зависят специфика работы и материалы, которые подходят для обработки .
- По ГОСТу 9466-75 существует следующая классификация электродов:
- Маркировка Э46, Э46А, Э50А соответствует использованию с такими материалами, у которых временное сопротивление разрыву составляет 60 кгс/кв.мм;
- Электроды с обозначением Э70, Э90, Э100, Э150 используются для легированных сталей с показателем сопротивления 60 кгс/кв.мм;
- Маркировка Э-320Х25С2ГР, Э-08Х20Н9Г2Б, Э-07Х20Н9 для работы с высоколегированными сталями, обладающими специальными характеристиками;
- Маркировка Э11Г3, Э10Г2 информирует о том, что данные электроды применяются для наплавки материала с разными параметрами.
В зависимости от покрытия различают следующие типы электродов.
- С кислым покрытием подходят для работы только переменным током без ограничений положений в пространстве. Однако оснасткой с таким покрытием нельзя варить сталь, в которой содержится большое количество серы и углерода. Минусом является разбрызгивание во время работы и вероятность появления трещин.
- Оснастка с рутиловым покрытием не имеет никаких ограничений по расположению в пространстве. Допускается работа переменным током.
- Используя электрод с основным покрытием, можно производить сварку крупногабаритных деталей переменным током, а его положение в пространстве несущественно и может быть любым. Целлюлозные электроды нельзя перегревать. Ими также можно работать во всех положениях в пространстве.
- Смешанный тип подходит для сварки разнообразных конструкций из металла. Однако стоит помнить, что их нельзя использовать в потолочном положении шва.
Диаметр напрямую влияет на толщину деталей. От него зависит, какие детали можно соединять с помощью электрода определенного диаметра. Варьируется от 2 до 6 мм.
Цена зависит не только от вышеперечисленных параметров, но и от марки производителя. Для получения качественного шва рекомендуем приобретать электроды только проверенных производителей – ЛЭЗ, СЗСМ и др.
Прайс лист.
Каким электродом варить тонкостенный (2 мм и тоньше) металл, особенности техники, нюансы
В своей профессиональной деятельности любой сварщик рано или поздно встретится с тонколистовым металлом. Это может быть любой металлический лист с толщиной до 2 мм.
- Встречается он достаточно часто, например, из него изготавливаются профилированные трубы.
- Работа такого типа не является самой сложной из сварочных работ, она не требует большой мощности аппарата и электродов большого диаметра, однако есть нюансы, которые необходимо учитывать, иначе сварной шов не получится качественным.
- В этой статье мы расскажем об тонкостях работы с тонколистовыми металлами.
Особенности сварки
Главная неприятность, с которой вы можете столкнуться при этом виде сварки – тонкий металлический лист при нагреве может прогореть.
При длительном нагреве в нем могут образовываться отверстия, поэтому варить надо быстро. Силу тока выставляйте небольшую, дугу лучше использовать короткую.
Неудобством будет то, что такая дуга может погаснуть при отрыве от поверхности, поэтому производить сварку следует при помощи аппаратов с высокими вольт-амперными данными.
Также высокая температура может вызвать волнообразную деформацию листа, поэтому старайтесь не перегревать его.
Как мы уже сказали, производить такую сварку необходимо с использованием короткой дуги. Выбирая электродные стержни для сваривания надо учитывать тип свариваемого металла, его толщину.
Например, для сваривания листа толщиной 1 -1,5 мм берем электродные стержни с диаметром 2 мм.
Варить надо стараться быстро и непрерывно, не отрывая электрод от металла, в то же время, не допуская перегревания листа и его прожига. Рекомендованный ток для при таких работах – 40-60 А.
Виды дуговой сварки
Первый вариант мы уже описали, это непрерывное сваривание, при котором электрод ведется с постоянной скоростью. Однако этот способ подходит скорее для опытных сварщиков, так как правильную скорость выбрать не так уж и просто.
Будете варить слишком быстро – шов не проварится по всей длине, слишком медленно – лист перегреется, деформируется, либо образуется дыра.
Поэтому более популярным является следующий способ, при котором электрод периодически отрывается от поверхности. Третий способ – точечный.
При этом способе варят при помощи легких касаний. При каждом из этих способов надо обязательно следить за температурой в сварочной зоне и избегать перегрева металла.
Электроды для сваривания
Выбор электродных стержней зависит от характеристик и свойств свариваемого металла, таких как толщина, температура плавления.
Важно чтобы температура плавления свариваемого материала была близка к температуре плавления электродного стержня. Выше мы представляем вам несколько таблиц, которые помогут вам правильно подобрать электрод.
Если нам необходимо варить низколегированные или углеродистые стали, тут нам помогут электроды марок МТГ-01К, МТГ-03. Еще они могут маркироваться как ЛЭЗ-МР.
Они нетребовательны к чистоте металла и могут сваривать загрязненные, окисленные, влажные поверхности.
Чаще всего их применяют для монтажных работ, например, сваривают стыки труб. Но не забывайте – результат при сваривании неподготовленного материала будет всегда хуже.
Значение силы тока устанавливаем, отталкиваясь от толщины листа. Зависимость тут прямая – чем толще лист мы варим, тем выше силу тока мы должны установить, чтобы его расплавить.
Ниже вы можете увидеть, как сила тока и диаметр электродного стержня зависит от толщины свариваемого листа.
Подготовка к сварке
Поверхность тонкостенного металла необходимо предварительно обработать до блеска, с помощью наждачной бумаги либо шлифовальной машины.
Для получения лучшего результата поверхности необходимо обезжирить с помощью растворителя. Чем лучше мы подготовим поверхность, тем качественнее шов мы получим.
После зачистки располагаем листы на ровной поверхности, избегая зазоров между ними, фиксируем их в таком положении.
Для этого применяют струбцины всех типов. Затем с помощью небольших швов через каждые 10 см соедините детали.
Это будет препятствовать смещению или изгибу тонкостенных поверхностей. Теперь можно проводить окончательную сварку.
Инверторы
Для сваривания тонколистовых металлов лучше всего подходят аппараты инверторного типа. Правильно настроенный инвертор поможет вам добиться хороших результатов.
Преимущество таких аппаратов в том, что мы можем работать, установив на них обратную полярность. При этом электрод нагревается сильнее, а металл слабее, что уменьшает риск его прожига.
Для качественной инверторной сварки рекомендуется использовать электродные стержни с диаметром 1,5 — 2мм, с достаточным коэффициентом плавления.
Ток необходимо установить 30-45 А для 1,5 мм и 40-60 А для 2мм. Для уменьшения нагрева свариваемых поверхностей, их необходимо установить вертикально, под углом 30-40 градусов, варить необходимо сверху вниз.
Техника сварки
Для каждого отдельного случая техника сварки используется разная, выбираете ее вы сами, руководствуясь своим опытом. Вот несколько методов.
Отбортировка. При этом методе кромки листа отгибаются и металл скрепляют поперечными швами с интервалом в 5-10 см. Затем свариваем детали непрерывным движением сверху вниз.
Этот метод требует достаточного опыта, при наложении непрерывного шва возможен прожиг листа.
Чтобы избежать его, рекомендуется дугу ненадолго отрывать, давая детали остыть, затем опускать, продвигая на несколько миллиметров. Главное при этом – чтобы металл не успел слишком остыть.
Сварка стыковая. Это достаточно сложный метод, легче сваривать внахлест. Однако, если вы решили сваривать этим методом, облегчить задачу может проволока, проложенная между свариваемыми листами.
Сварочную дугу надо вести по проволоке, она будет принимать всю температурную нагрузку на себя, и листы не будут перегреваться. Заменой проволоке могут быть пластины из меди.
Их необходимо уложить под свариваемые поверхности. Медь обладает высокой теплопроводностью, нагреваясь быстрее металла, она не даст ему перегреться.
Работа с оцинкованной сталью
Сварка тонкостенной оцинкованной стали, или, как ее называют, оцинковки, вызывает трудности при сваривании. Что такое оцинкованная сталь? Обычная сталь, как правило, листовая, с цинковым покрытием, которое и создает трудности при сваривании.
Цинковое покрытие не позволяет сделать качественный шов, поэтому его необходимо предварительно удалить с кромок.
Делается это при помощи наждачной бумаги, шлифовальной машины, болгарки, металлической щетки.
Важное условие при таких работах — зачистку надо производить на открытом воздухе либо в хорошо вентилируемом помещении. При зачистке цинк может испаряться, а его пары ядовиты.
Выполнение всех перечисленных условий – правильный подбор оборудования и компонентов, оптимально настроенный аппарат, удачный выбор способа сваривания, соблюдение правил безопасной сварки – все это поможет вам добиться желаемого результата.
В заключение
Сварка тонких металлических листов широко распространена, и любой сварщик, рано или поздно, с ней столкнется.
Опыт и навыки важны в таких работах, однако не менее важны теоретические знания.
Используйте данные из наших таблиц, прислушайтесь к нашим советам, и у вас все получится. Желаем вам успехов в работе!





