- Способы полировки нержавеющей стали
- Механическая полировка
- Электрохимический способ
- Электролитно-плазменное полирование
- Средства для полировки
- Простой способ полировки нержавейки в домашних условиях
- Периодичность и способы ухода за нержавеющей сталью
- Статьи
- Полировка нержавеющей стали: матовая, зеркальная, шлифованная
- Механический способ получения нержавеющей поверхности
- Химическая и электролитическая обработка поверхности
- Метод электролитно-плазменного полирования
- Шлифовка нержавеющей стали
- Этапы шлифовки нержавеющей стали
- Основные отличия полированного и шлифованного нержавеющего металлопроката
- ВСЕ, ЧТО НУЖНО ЗНАТЬ ПРО СТРОИТЕЛЬСТВО И РЕМОНТ
- Согласно Европейскому стандарту (EN) различают следующие виды поверхности нержавеющей стали:
- Полировка нержавеющей стали бывает нескольких видов:
- Шлифованная и полированная поверхности могут быть различных видов
- Особенности полированного листа нержавейки
- Способы полировки листовых стальные изделия и нержавеющей полированной полосы
- Производство и характеристики полированной нержавеющей стали
- Где купить нержавеющий шлифованный уголок, зеркальный стальной лист?
- Шлифованный лист нержавейка
- НЕРЖАВЕЙКА ЛИСТ ШЛИФОВАННЫЙ ФОТО
- Смотрите также
- Степень полировки нержавейки. Шлифованная или полированная нержавейка – какая лучше? Как выбрать марку нержавеющей стали?
- Как происходит обработка труб из нержавеющей стали
- Степень полировки нержавейки
Полировка изделий из нержавейки делает их абсолютно гладкими и придает зеркальный блеск. Этот вид обработки металлов относится к финишным операциям и выполняется только после устранения всех мелких царапин, вмятин и других видимых дефектов.
В процессе полирования с поверхности нержавеющей стали срезаются мельчайшие неровности, оставшиеся после предшествующего ей шлифования. При этом геометрические размеры детали практически не изменяются, т. к.
удаляемый слой металла имеет толщину менее микрона.
Нержавеющая сталь — один из самых распространенных конструкционных материалов. При этом ее, как правило, используют без антикоррозионных или декоративных покрытий — просто шлифуют или полируют.
Зеркальные панели кабин лифтов, блестящие конструкции ограждений лестниц, каркасы стеклянных витражей, металлические детали эскалаторов, сверкающее медицинское оборудование, кухонная посуда и корпуса бытовой техники — все это отполированная «до зеркала» нержавейка.

Способы полировки нержавеющей стали
Существует несколько технологий полирования нержавейки, среди которых самые распространенные — это механическая, химическая и их разновидности.
Механическая используется при восстановлении зеркальности нержавеющей стали непосредственно на местах, а также при цеховом ремонте и обработке небольших партий изделий. При поточной обработке деталей из нержавейки на промышленных предприятиях, как правило, применяется метод электрополирования в химических растворах.
Довести до блеска нержавейку можно и в домашних условиях доступными каждому способами и средствами.
При небольших повреждениях или окислении поверхность изделия из нержавеющей стали легко доводится до блеска с помощью полировальной пасты или реагентов для химической полировки. Если же царапины и выбоины на нержавейке имеют значительный размер, то вначале необходимо выполнить механическую шлифовку.

Механическая полировка
При механической полировке нержавеющей стали производится срезание микровыступов металла с помощью абразивных зерен.
В качестве инструмента в этом случае выступают круги, диски, валики и ленты, а в роли абразивных материалов выступают полировочные пасты и суспензии.
В состав некоторых из них добавляют химические компоненты, которые вместе с абразивом воздействуют на микронеровности. Такой вид обработки называется химико-механической полировкой нержавеющей стали.
После механообработки или прокатки на поверхности изделий из нержавеющей стали остаются продольные полосы и канавки. Эти неровности в самом лучшем случае имеют 6–7 класс шероховатости, поэтому шлифовка нержавейки до 8–10 класса является обязательным условием подготовки к операции полирования, т. к. этому виду обработки соответствуют 11–14 классы.
Механическая полировка нержавейки может выполняться вручную, без применения приводного инструмента и специальных приспособлений. Такая обработка наиболее распространена в быту и при небольших объемах ремонтно-восстановительных работ. На производственных предприятиях для полирования нержавеющей стали используют следующие виды производственного оборудования:
- ручной электро- и пневмоинструмент;
- полировальные станки;
- барабанные и вибрационные аппараты;
- магнитно-абразивные установки.

ПОСМОТРЕТЬ Палировочные машины на AliExpress →
Самые распространенные абразивные материалы для полировки нержавеющей стали — это различные жидкие полироли, суспензии и пасты, которые позволяют добиться наилучших результатов по шероховатости. У большинства из них основой являются технические масла, жиры и вещества типа парафина и стеарина, которые приходится удалять с поверхности нержавейки с помощью органических растворителей.
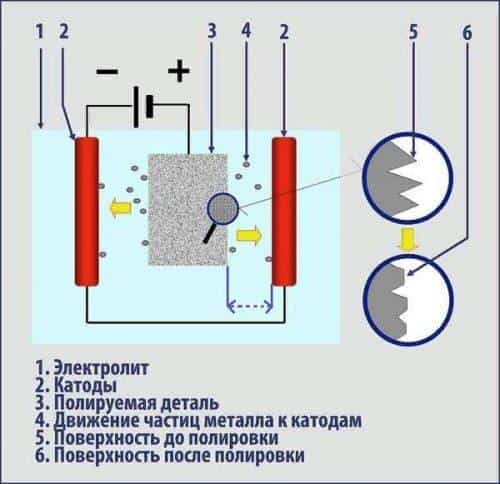
Электрохимический способ
В основе технологии электрохимической полировки (ЭХП) нержавеющей стали лежит процесс движения ионов металла от анода к катоду. В общем виде такая установка состоит из металлической ванны с электролитом, подключенной к отрицательному полюсу источника постоянного тока (катоду).
В нее погружается изделие из нержавеющей стали, на которое подается положительный потенциал, т. е. оно является анодом. При пропускании через электролит постоянного тока с поверхности нержавейки начинается отрыв положительных ионов металла.
В большей степени это происходит с вершин микровыступов, которые таким образом сглаживаются (см. рис. ниже). Глубина удаления металла при такой химической полировке нержавеющей стали в электролите регулируется величиной тока и продолжительностью процесса.
ЭХП позволяет обрабатывать любые труднодоступные полости и сложные фигурные элементы со снятием одинакового слоя металла по всей поверхности изделия. Установки, на которых выполняется химическая электрополировка нержавейки, работают при температуре электролита 70÷90 °C и плотности токов от 0.3 до 0.5 А/см².
В качестве электролитов в них используют растворы на основе смеси неорганических кислот. По этой причине ЭХП иногда путают с химическим травлением металлов и даже упоминают в статьях о них азотную кислоту, хотя основные компоненты электролита для нержавеющей стали — это ортофосфорная и серная кислоты.
Электролитно-плазменное полирование
Электролитно-плазменное полирование (ЭПП) нержавеющей стали также основано на процессе перемещения положительных ионов металла от анода к катоду.
Но в этом случае используется другое физическое явление — образование вокруг анода (изделия из нержавеющей стали) парогазовой плазменной рубашки, в которой и происходит процесс выравнивания микровыступов на ее поверхности.
Электролитно-плазменные установки функционируют на постоянном токе напряжением до 400 В и с температурой электролита от 60 до 90 °C. Несмотря на высокое напряжение они работают на тех же плотностях токов, что и при электрохимическом полировании.
При этом обработку деталей из нержавейки они выполняют в несколько раз быстрее: на промышленной установке удаление слоя нержавеющей стали происходит со скоростью 3 мкм/мин.

Еще одним достоинством этой технологии является дешевизна и экологическая безопасность химических веществ, применяемых для приготовления электролитов. В частности, при электролитно-плазменном полировании изделий из нержавейки используются безопасные растворы солей аммония с концентрацией 3÷6%.
Средства для полировки
Большинство работ по полированию штучных изделий и металлоконструкций из нержавеющей стали выполняются либо вручную, либо с применением разнообразного электроинструмента. При этом применяется большое количество полировальных приспособлений, среди которых самые распространенные — это:
- салфетки, диски и круги из нетканого полотна, войлока и фетра;
- валики и пакеты дисков;
- веерные круги;
- полировальные абразивные листы и диски на бумажной и полимерной основе;
- нетканые материалы с абразивом;
- полировальные ленты.

ПОСМОТРЕТЬ Диски, круги, ленты и др. на AliExpress →
Ручной электроинструмент для полировки нержавейки, кроме обычных полировочных насадок, оснащается приспособлениями для обработки труднодоступных мест и криволинейных поверхностей. Основные виды инструмента с электрическим приводом, применяемого при обработке нержавеющей стали:
- орбитальные шлифовальные машинки;
- болгарки с различными насадками и приспособлениями;
- ленточные шлифмашинки;
- прямошлифовальный электроинструмент;
- переносные ленточно-шлифовальные станки;
- ленточные напильники с поворотными насадками.
В качестве полирующего материала для нержавейки чаще всего используют различные виды паст, которые в общем случае делятся на материалы для черновой и финишной полировки. По составу своей основы они делятся на водные и жировые. Последние лучше удерживают абразивный материал, но их сложнее удалять с нержавеющей стали.
К вспомогательным материалам относятся микрофибровые салфетки, которые применяют для очистки поверхности нержавейки после полировки.
Простой способ полировки нержавейки в домашних условиях
Отполировать нержавейку в домашних условиях несложно. Все зависит от того, насколько поврежден и окислен полируемый предмет, а также от наличия у него труднодоступных мест.
В случае, если поверхность нержавейки просто потеряла блеск от окисления, можно использовать химическое полирование уксусом, оливковым маслом или специальными фирменными средствами. Для этого нужно просто нанести одно из этих веществ на салфетку из микрофибры, после чего плавными круговыми движениями обработать ее со всех сторон.
Таким образом можно восстановить блеск кухонного оборудования, посуды, а также нержавеющих труб в ванной комнате.
Для полировки изделий из нержавейки до зеркального блеска в домашних условиях обычно используют пасту ГОИ. Полирование выполняется с помощью войлока или фетра. После его окончания все поверхности необходимо очистить с помощью салфетки из микрофибры, смоченной небольшим количеством растворителя.
Оба эти метода пригодны в тех случаях, когда нержавеющая сталь не имеет значительных повреждений. При наличии царапин, выбоин и большого количества налета перед полированием придется произвести механическую шлифовку нержавейки (вручную или с использованием электроинструмента).
Периодичность и способы ухода за нержавеющей сталью
- Для того чтобы поверхность изделий из нержавеющей стали как можно дольше оставалась ровной и глянцевой, при ее очистке необходимо избегать использования абразивных паст, металлических мочалок, жестких губок и щеток, а также хлорсодержащих веществ.
- При отсутствии значительных повреждений на поверхности нержавейки образуется ровная матовая пленка из оксида хрома, которая защищает основной металл от коррозии и не дает налипать на него накипи.
- Потребность в периодической полировке возникает по мере износа и появления наружных повреждений на нержавейке, а ее необходимость определяется методом визуального осмотра.
В Интернете встречаются статьи о чистке изделий из нержавейки (в частности термосов, посуды и пр.) с помощью кока-колы.
Известно, что в состав этого напитка входит ортофосфорная кислота. Но ее в кока-коле настолько мизерное количество, что сама возможность такой обработки нержавеющей стали вызывает закономерные сомнения.
А что вы думаете по этому поводу? Приходилось ли вам чистить изделия из нержавейки кока-колой или чем-либо подобным? Поделитесь, пожалуйста, своим мнением и опытом в х к этой статье.
Статьи
При производстве изделий из листов нержавеющей стали и цветных металлов – торгового оборудования, пожарных и электротехнических шкафов, металлической и медицинской мебели, декоративных панелей – задача равномерного шлифования поверхности часто заставляет крепко призадуматься технологов и мастеров. Мы рассмотрим популярные решения и предложим незаслуженно обойдённый в нашей стране вниманием вариант, который за рубежом используется регулярно и успешно (спойлер – это ШлПС, который прекрасно знаком всем «деревянщикам»).
Если изделия из чермета не требуют особой тщательности при обработке, так как всё равно идут под покраску, то нержавейка и цветные металлы требуют совсем другого подхода. Как правило, речь идёт сталях 200, 300 и 400 серий, а также о сплавах меди и латуни.
Чаще всего в обработку попадают следующие марки нержавеющей стали:
- AISI 304 (08Х18Н10) – «пищевая» сталь;
- AISI 201 (12Х15Г9НД) – медицинские и пищевые изделия, перила, поручни и ограждения;
- AISI 316 (10Х17Н13М2) – химическая, нефтегазовая, судостроительная промышленность;
- AISI 316T (10Х17Н13М2Т) – пищёвка, химия, лопасти газовых турбин;
- AISI 430 (12Х17) – нефтегазовая промышленность, декоративные панели для отделки зданий и помещений.
Очень популярна технология финишной обработки изделий из листового металла при помощи шлифовальных колец и валиков, однако она имеет свои ограничения. Максимальная ширина барабана для шлифовальных колец и шлифовального валика составляет 100 мм.
Какие бы ни были золотые руки у мастера, на изделии шире 100 мм всегда будут видны границы между проходами абразива. Кстати, для того, чтобы они были менее заметны, при обработке листового металла кольцами лучше использовать разрезной, а не надувной барабан – об этом у нас есть отдельная статья «Выбор шлифовального барабана.
Особенности работы«.
Если поток изделий небольшой, то такое решение может стать выходом – щёточно-шлифовальная машина для работы шлифовальными кольцами и валиками доступна по деньгам, а возможность ставить на барабан любой абразив позволяет и зачистить шов, и подготовить поверхность металла к полировке (и даже отполировать с применением специальных полировальных паст), и нанести декоративную риску при помощи колец из нетканого абразива или валиков.

Если говорить только о сатинировании поверхности – нанесении направленной риски, как в интерьере лифтов OTIS – то здесь самое ходовое решение – наборная щётка для сатинирования. Переходы между проходами щётки почти незаметны, можно сатинировать изделие в сборе и даже «освежить» поверхность изделия прямо на объекте.
Шлифовальные модули для щётки бывают разных зернистостей от Р60 до Р400 (кстати, «классический сатин от OTIS» – это Р180, а самый популярный по зерну шлифовальный модуль – Р80), их хватает очень надолго, и цена у них более чем доступная.
При этом использование наборной щётки для сатинирования потребует приобретения специального привода – ведь щётка весит 1,5 кг и должна работать на скорости 2000 об./мин. Мы рекомендуем использовать для этой задачи мощные низкооборотистые прямые шлифовальные машин или щёточные шлифовальные машины (например, METABO SE 17-200 RT).
Разумеется, идеальным, но дорогим решением для работы наборной щёткой для сатинирования будет шлифовальная машина с гибким валом мощностью от 1,5 кВт.

Suhner USK 3-R с наборной щёткой для сатинирования
Очень дёшево и очень сердито – пожалуй, так можно описать шлифование листового металла и изделий из него при помощи шлифовальных кругов на липучке. Можно использовать обычную болгарку с опорной тарелкой для шлифовальных кругов, или специальную эксцентриковую машинку.
Так как система аспирации в случае шлифования металла, деликатно выражаясь, не очень эффективна, имеет смысл приобретать круги на липучке без отверстий. Для шлифования нержавейки мы рекомендуем синие кружочки с цирконием.
Для мелких работ это отличный способ, но если посчитать, сколько человеко-часов займёт выведение поверхности одного квадратного метра листового металла под полировку, у любого технолога начнётся нервный тик.

Интересное решение для поточного шлифования изделий из нержавейки после вырубного пресса – калибровально-шлифовальный ленточный станок. Он обеспечивает идеально равномерное качество поверхности.
Но такое решение больно бьёт по карману – сам станок довольно дорогой, и широкие шлифовальные ленты по металлу стоят совсем недёшево. С учётом конструкционных особенностей станка, на нём невозможно шлифовать готовые изделия – например, сварной металлический короб.
Таким образом, на КШС можно получить отличное качество поверхности, но видов изделий, которые на нём можно обрабатывать, совсем немного.

Калибровально-шлифовальный станок Buldog 5
Наконец, мы дошли до той самой недооценённой технологии. Мы горячо рекомендуем рассмотреть вариант шлифования листового металла и готовых изделий из него при помощи ШлПС – шлифовального станка с подвижным столом. Такой станок есть практически на каждом деревообрабатывающем предприятии, он доступен по цене и прост в использовании.

ШлПС – шлифовальный станок с подвижным столом
Шлифование осуществляется при помощи бесконечной шлифовальной ленты шириной 150 – 300 мм и длиной, как правило, 6-8 метров. Шлифовальную ленту можно поставить любую как по зернистости, так и по абразиву.
А значит, на этом станке можно шлифовать, готовить к покраске или к полировке, наносить направленную риску – и делать всё это равномерно и незатратно с точки зрения усилий оператора.
В отличие от калибровально-шлифовального станка, на ШлПС можно шлифовать не только плоские заготовки, но и готовые, собранные изделия из нержавеющей стали и цветных металлов.
УЗНАТЬ ЦЕНЫ НА ЛЕНТЫ ДЛЯ ШЛПС и ЗАКАЗАТЬ
Принцип работы прост: шлифовальная лента движется вдоль изделия, оператор прижимает её к поверхности при помощи специального «башмака», а для перемещения изделия в поперечном направлении используется подвижный стол. «Башмак» может быть как ручной в совсем простом варианте, так и механизированный.
В случае механического прижима кроме обычного башмака могут применяться также резиновые контактные валы различной жёсткости, как на видео ниже.
Для того, чтобы обеспечить скольжение башмака по обратной стороне бесконечной шлифовальной ленты, на его поверхности закрепляется специальное графитовое полотно.
Плюсы использования ШлПС для шлифовки металла:
- Невысокая стоимость станка;
- Огромное разнообразие вариантов бесконечной шлифовальной ленты по зернистости и абразиву;
- Отличное соотношение цены шлифовальной ленты и количества обрабатываемых изделий – за счёт большой длины лента не перегревается и служит долго;
- Равномерное качество поверхности без переходов;
- Снижение влияния человеческого фактора на качество изделия;
- Более комфортные условия работы оператора, чем при использовании абразивов на ручных приводах;
- Возможность обрабатывать поверхность готовых изделий, а не только плоских заготовок.
Мы будем рады ответить на Ваши вопросы по обработке листового металла и готовых изделий из него, и подобрать вариант, оптимально подходящий для Вашей задачи.
Валерия Румянцева.
Мы надеемся, что изложенная в статье информация была Вам полезна, однако для точного подбора инструментов под Ваши задачи в зависимости от материалов и серийности изделий мы рекомендуем обратиться за консультацией к нашим технологам. При использовании материалов сайта ссылка на источник обязательна.
Полировка нержавеющей стали: матовая, зеркальная, шлифованная
Финишная обработка поверхности металла и сварных швов позволяет производить качественную модификацию поверхности проката с получением разной степени шероховатости, упрочнением поверхностного слоя, в эстетическо-декоративных целях, для удобства ухода за металлоизделиями. Компания АРЕХ METAL предлагает всевозможные виды проката из нержавеющих сталей и сплавов, для которых применяются разные способы отделки поверхности.
Механический способ получения нержавеющей поверхности
- Механические способы очистки, полирования и шлифования поверхности связаны с применением абразивных материалов с разной фракцией зерна, тканых и сетчатых материалов и используется для толстостенных изделий несложной формы.
- Так, шлифованная нержавеющая сталь и матовая нержавеющая полосовая холоднокатаная сталь получается при обработке грубыми абразивами, с последующей полировкой сеткой.
- Зеркальная нержавеющая сталь обрабатывается абразивом мелкой фракции и полируется хлопком.
- Производство шлифованной и зеркальной нержавейки от APEX METAL:
- Мелкие изделия с пазами и углублениями — короткие муфты, декоративных заготовки обрабатывают на станках путем их погружения в быстротекущий абразивный материал. Современные материалы для сухого шлифования с эффектом самозатачивания обеспечивают превосходное качество поверхности нержавеющего проката и используются на полировальных станках, станках для чистой обработки методом волочения.
- Для шлифования деталей сложной формы с труднодоступными поверхностями применяют методы импульсной обработки, основанный на взаимном сочетании движений абразивного материала и заготовки.
- Для виброшлифования используют энергию вращения помещенного в барабан шлифстанка вихревого потока абразива, образующего форму тора, метод применим для закругления кромочных поверхностей, снятия заусенцев, уменьшения первоначальной шероховатости.
- Для получения улучшенного качества поверхности используют влажное шлифование и сухое полирование.

Химическая и электролитическая обработка поверхности
При химических и электролитических способах обработки поверхности используют концентрированные многокомпонентные электролиты, базу которых составляют агрессивные и токсичные серная, ортофосфорная, соляная кислоты.
Так, стали 18-10 (12Х18Н10Т) подвергают э/х полированию в двухкомпонентных фосфорно-серных электролитах. Данные методы применимы для любых марок нержавеющей стали, в том числе для тонкостенного проката и изделий сложной формы.
Метод электролитно-плазменного полирования
Более «чистым» с точки зрения экологии (по сравнению с травлением и э/х обработкой) является метод электролитно-плазменного полирования (ЭПП). Он подходит для ответственных изделий, тонкостенной продукции, деталей со сложной геометрией.
ЭПП производится механизированным способом или на автоматизированных линиях. Электроплазменная обработка проходит при напряжении в диапазоне 100 — 600 В. Обрабатываемая деталь становится анодом, вокруг которого начинается интенсивное газоотделение за счет протекающих процессов электролиза и закипания раствора.
В результате вокруг обрабатываемого изделия из нержавеющей стали создается парогазовая оболочка (толщиной от 50 — 100 мкм до 1 — 2 мм) с микроплазменно-электролитическими разрядами.
На линиях электроплазменной обработки производят: нагрев и закалку изделий в электролите, химико-термическую обработку, оксидирование, очистку поверхности проката от загрязнения, удаление дефектов, полирование.
Способ подходит для обработки нержавеющих хромистых сталей типа 20Х13, жаропрочных сплавов на железоникелевой основе. Обозначение видов поверхности проката указывается в стандартах на нержавеющую сталь, например, в ГОСТ Р 54908-2012 – модифицированном по отношению к ИСО 4955 «Жаростойкие стали»:
| Лист из полированной матовой нержавеющей стали | 2B | Холодная прокатка, термообработка, травление, пропуск в дрессировочной клети с правкой на полированных валках |
| Лист из нержавейки шлифованной | 1G | Поверхность спецотделки с текстурой одного направления, без сильного отражения поверхности с поверхностью заданной шероховатости |
| Длинномерная продукция, зеркальная нержавеющая | катанка — 3P проволока — 4P | Гладкая и блестящая полированная поверхность (спецотделка) |
Шлифовка нержавеющей стали
Нержавейка обладает широким набором преимуществ, одно из которых — визуальная привлекательность. Но если устойчивость листа к коррозии и агрессивной внешней среде определяется свойствами сплава и входящих в него примесей, то эстетичность во многом зависит от качества последующей обработки. Именно для этого и выполняют шлифование нержавеющей стали.
Эта процедура позволяет получать матовую поверхность с заданным интервалом значений шероховатости. Это достигается путем снятия слоя металла толщиной от 1/100,0 до 3/100,0 мм, в результате чего удаляются поверхностные дефекты (неровности, царапины, заусенцы). В итоге нержавейка приобретает определенную отражающую способность.
Шлифовка нержавеющей стали выполняется с одной или двух сторон в зависимости от специфики будущей эксплуатации.
В большинстве случаев используется абразивный метод, когда для обработки наружной или внутренней плоскости листа применяют специальные вещества и ленты.
Изменение фракции зерна позволяет добиваться нужной степени шероховатости. Если требуется, выполняется полировка — более тонкая обработка с помощью войлочных валиков.
Нержавеющая сталь, прошедшая шлифовку, используется в разных хозяйственных отраслях. С ее помощью делают:
- детали автомобилей;
- бытовую технику;
- декоративные и архитектурные конструкции в строительстве;
- системы вентиляции;
- оборудование для пищевых производств;
- элементы мебели и многое другое.
| Основные параметры | |
| Шлифование листов | 0,4 – 3,0 × 1 550 мм |
| Шлифование плит | 2,0 – 50,0 × 2 100 мм |
| Максимальная длина | 12 000 мм |
| Шлифование с заданным размером зерна | от Р 24 до Р 1 200 |
| Финишная шероховатость | |
| Палермо | 0,10 < Ra ≤ 0,24 мкм |
| Парма | 0,32 < Ra ≤ 0,63 мкм |
| Милан | 0,63 < Ra ≤ 1,60 мкм |
| Навара | 1,60 < Ra ≤ 3,50 мкм |
| Отражающая способность | |
| Палермо | 90 – 130 ед. |
| Парма | 50 – 90 ед. |
| Милан | 35 – 70 ед. |
| Навара | 30 – 45 ед. |
Этапы шлифовки нержавеющей стали
Мы используем для шлифовки нержавеющей стали специальное промышленное оборудование. Станочный парк включает:
- линию рулонного шлифования;
- 2 производственные линии полистного шлифования тонколистового проката толщиной 0,4 – 3,0 мм;
- линию шлифования плит из нержавеющей стали с расширенными возможностями обработки материалов (максимальная толщина — 50,0 мм).
Процесс осуществляется поэтапно:
- Нержавейка помещается в зону погрузки с вакуумными захватами.
- Материал подается на шлифовальные модули с помощью роликового транспортного конвейера.
- Идет процесс шлифования.
- Нержавеющая сталь направляется к аппарату для нанесения защитной пленки.
- Готовая продукция перемещается в зону выгрузки.
Наши ключевые преимущества:
- разные типы защитной пленки;
- одно- и двухстороннее шлифование с размером абразивного зерна от Р 24 до Р 1200;
- подбор типа обработки под требования клиента;
- несколько видов поверхности на выбор;
- точное измерение параметров шероховатости и отражающей способности;
- уменьшение толщины листа до заданных значений.
| 0,4-0,6 мм | 0,8-1,0 мм | 1,2-1,5 мм | 2,0-3,0 мм | 3,0-12,0 мм | 14,0-50,0 мм |
| Навара 1,60 |
Основные отличия полированного и шлифованного нержавеющего металлопроката
Шлифованный материал стоит дешевле, чем полированный аналог, так как полировка является дополнительной обработкой, проводится после шлифовки. В обработке нержавеющей стали используется несколько абразивов с разной зернистостью. Шлифование осуществляется в несколько этапов.
Сначала поверхность обрабатывается материалами с крупными абразивами, в каждой последующей операции данный показатель уменьшается. Нормативы зернистости отражены в ГОСТ Р 523852-2005. Показатель варьируется в диапазоне 100-2500. Число обозначает количество проволок, расположенных на 1 дюйме сито, сквозь которое отсеивается абразив.
С ростом данного показателя снижается размер фракций. Материалы с мелкими абразивами выполняют тонкую обработку, обеспечивают максимальную гладкость.
ВСЕ, ЧТО НУЖНО ЗНАТЬ ПРО СТРОИТЕЛЬСТВО И РЕМОНТ
Некоторые клиенты затрудняются с ответом какая должна быть поверхность: шлифованная или полированная. В этой статье мы попробуем объяснить в чем разница между этими видами обработки.
Стоит отметить, что шлифованная и полированная поверхности могут быть разных видов. Различие заключается в степени шероховатости поверхности (Ra). Существуют различные стандарты регламентирующие степень обработки поверхности: EN (Евросоюз), ASTM (США), JIS (Япония), ГОСТ (Россия), DIN (Германия).
Согласно Европейскому стандарту (EN) различают следующие виды поверхности нержавеющей стали:
- 1D — Горячекатаная сталь, термообработанная, отожжённая,
- 1Q — Горячекатаная сталь, после отпуска и травления,
- 1G — Горячекатаная сталь, шлифованная,
- 2C — Холоднокатаная, термообработанная, без снятия окалины,
- 2H — Холоднокатаная, упрочненная,
- 2E — Холоднокатаная, термообработанная, механически очищена от окалины с последующим травлением,
- 2G — Шлифованная (поверхность обрабатывается абразивом с grit = 120),
- 2J — Холоднокатаная, шлифовка с чистотой (поверхность обрабатывается абразивом с grit = 150-240), Ra: 0,6-0,9 мкм,
- 2K — Брашированная поверхность (поверхность обрабатывается абразивом с grit = 320), Ra: 0,5 мкм,
- 2D — Холоднокатаная, термообработанная, шлифованная, травленая,
- 2B — Холоднокатаная, термообработанная, травленая, шлифованная (в защитной пленке), Ra: 0,2 мкм,
- BA — Холоднокатаная, термообработанная, зеркало (в защитной пленке),
- 2R — Холоднокатаная, светлоотожженная, с зеркальной поверхностью,
- 3N, 4N — Холоднокатаная, термообработанная, зеркало (в защитной пленке),
- N8 — Полировка — суперзеркало.
Операция полировки всегда следует за шлифовкой. Шлифовка металла осуществляется с помощью абразивов с различной степенью зернистости. В зависимости от начальной шероховатости поверхности ее обрабатывают абразивами для первичной шлифовки: Р100, Р180, Р280, постепенно уменьшая размер зерна. Согласно стандарту FEPA (ГОСТ Р 52381-2005) числа от Р100 до Р2500 обозначают число проволок сита(через которое просеивают абразивный материал) на дюйм. После шлифовки абразивом Р300 и мельче поверхность начинает становиться зеркальной.
Технические характеристики мотор-редуктора: Обзор +Видео
Далее целесообразно производить операцию полирования.
Полировка нержавеющей стали бывает нескольких видов:
- Механическая,
- Химическая,
- Электролитическое полирование,
- Электролитно-плазменный способ. Достигаемая шероховатость до Ra 0,01 мкм
Механическая полировка может осуществляться как с помощью ручного инструмента, так и с помощью специального оборудования.
Ручной способ применяется при небольших объемах работ или при обработке локальных мест, где производилась сварка.
Химическая полировка происходит при обработке поверхности растворами серной, азотной и соляной кислот. При этом на поверхности металла образуется оксидная пленка, которая сглаживает микронеровности.
Химическое полирование не позволяет избавиться от глубоких рисок, оставшихся после шлифовки. Преимущество такого вида обработки заключается в том, что таким образом можно полировать детали сложного профиля.
Недостатком является вредность для окружающей среды.
Электролитическая полировка это метод, который позволяет избавиться от более глубоких рисок и дефектов поверхности, чем при химической полировке. При таком виде обработки изделие погружается в гальваническую ванну в раствор электролита.
Далее на него подается постоянный ток. В результате наиболее значительные шероховатости растворяются (улучшается параметр Ra).
Также на поверхности изделия образуется оксидная пленка, причяем более толстая, чем при химической полировке.
Электро-плазменная полировка нержавейки это один из самых современных способов. Изделие погружается в ванну с электролитом и на него подается ток высокого напряжения.
В результате на поверхности металла образуется пароплазменная оболочка. Данный вид полировки позволяет достигать шероховатости (Ra) до 0,01 мкм.
Недостатком этого метода являются ограниченные размеры обрабатываемых изделий.
В заключении стоит еще раз отметить, что качество полировки всегда зависит от качества шлифовки поверхности, то есть плохо отшлифованную поверхность невозможно сделать зеркальной.
Шлифованная и полированная поверхности могут быть различных видов
Например, шлифованная поверхность может быть матовая, сатинированная, брашированная (от англ. brush – щетка). Шлифованная поверхность также отличается по глубине и направлению рисок от абразива. При изготовлении интерьерных изделий из шлифованной нержавейки практически всегда приходится дополнительно шлифовать поверхность для придания ей декоративного внешнего вида.
Полированную нержавейку иногда называют зеркальной из-за ее свойства давать отражение. Существует поверхность так называемое «суперзеркало» когда степень шероховатости Ra поверхности менее 0,02 мкм. В местах сварки такие поверхности приходится полировать в ручную. Это очень трудоемкий процесс. Не всегда возможно достичь изначальной шероховатости поверхности.
Материалы любезно предоставлены ЯРУС»
Особенности полированного листа нержавейки
Материал с высокими прочностными качествами и техническими характеристиками производится из сплава стали с хромом, никелем, титана. Поверхностная обработка определяет его декоративное назначение.
Полированная сталь имеет другое название — зеркальная. Современные технологии металлопроката способствуют изготовлению гладких материалов, ведь суперзеркальная поверхность стала новым видом стали. Степень шершавости составляет меньше 0,02 мкм, а для изготовления суперзеркала процесс производства является трудоемким.
Способы полировки листовых стальные изделия и нержавеющей полированной полосы
Могут использоваться такие способы полировочных работ:
- механическая, применяется с использованием специальных инструментов ручного управления или автоматического оборудования;
- электролитическая;
- химполировка, предусматривает поверхностную обработку с применением серной кислоты, соляной, азотной;
- плазменно-электролитная, нейтрализуют глубокие неровности;
- ручная, осуществляется с применением паст, войлочно-фетрового круга.
20 лет на рынке
Индивидуальный подход
Плоскорез Фокина — обработка почвы без физических усилий
Быстрая доставка
Производство и характеристики полированной нержавеющей стали
Современная полированная нержавейка стала популярным отделочным материалом. Различают шлифованные, зеркальные листы, характеристики, область использования которых весьма схожи, однако имеют ряд отличительных особенностей.
Нержавейка шлифованная производится способом влажной шлифовки до получения поверхности, напоминающей сатиновую. Во время работы над материалом его постоянно охлаждают с помощью масла, что позволяет добиться идеально ровной поверхности, четкого края.
Зеркальная нержавейка может быть горячекатаной, декоративной или холоднокатаной. Для ее производства используют марки AISI 430 и 304.
Где купить нержавеющий шлифованный уголок, зеркальный стальной лист?
«Орис Групп»реализует качественных стальных изделий. Цена профиля зависит от его размеров. На нашем сайте указаны все возможные форматы материала.
- Декоративный нержавеющий лист
- Лист зеркальный нержавеющий
- Нержавейка полированная
- Лист нержавеющий рифленый
- Нержавеющий лист шлифованный
- Нержавеющий перфорированный лист
Шлифованный лист нержавейка
НЕРЖАВЕЙКА ЛИСТ ШЛИФОВАННЫЙ ФОТО
Для обработки поверхности применяется как влажная, так и сухая шлифовка. Такие свойства определяют сферу его применения. Материал продолжает демонстрировать высокие качественные характеристики при резких перепадах температур, а также обладает высокой теплопроводностью.
Шлифованный лист из нержавеющей стали обладает гладкой матовой поверхностью, которую в OООских «ТРАСТ МЕТАЛЛ» получают с помощью абразивов. Перед поэтапным шлифованием абразивными лентами разной зернистости на рабочем материале удаляются любые дефекты, появившиеся на стадии плавки и проката.
Производство шлифованного нержавеющего листа. Виды шлифовки нержавейки. Нержавейка лист шлифованный фото Шлифованная нержавейка, лист которой имеет обозначение – марка AISI 304, также обладает высокой сопротивляемостью к окислению, коррозии.
Сталь не подвержена межкристаллитному распаду в высокотемпературной среде. Листы этой марки отличаются универсальностью. Стальные листы этой марки выдерживают влияние самых агрессивных сред. Применение и характеристики — AISI 430.
Облегченная свариваемость материала достигается с помощью сниженного процента содержания титана. Процесс шлифования осуществляется под давлением, за счет чего достигается высокоточная обработка.
Лист нержавеющий шлифованный. В том числе с двухсторонней шлифовкой. Это качество позволило широко использовать AISI 430 в химической, нефтеперерабатывающей промышленности.
Лист нержавеющий шлифованный изготавливается на современном технологичном оборудовании – шлифовальном станке с программным управлением. Материал отличается невысокой стоимостью, хорошими показателями в обработке (свариваемость).
У нас вы всегда сможете заказать как крупную оптовую поставку, так и продукцию в розницу.
Растяжение, ротационная вытяжка, изгибы и формовка, — со сталью данной марки можно производить практически любую механическую обработку. У данной марки есть зарубежный аналог – 12*17.
Однако в отличие от него, отечественная сталь имеет пониженную концентрацию углерода, которая увеличивает сопротивление коррозии в условиях высоких температур. Прайс-лист: Калькулятор шлифованного нержавеющего листа. Каталог шлифованного листового проката. Расчет доставки по РФ.
Для крупных заказов у нас действуют гибкие системы скидок и специальные условия, определяющиеся в индивидуальном порядке.
Продукция от зарубежных и отечественных производителей имеет высокое качество, а также соответствует всем производственным нормам и стандартами ГОСТ. Среди различных марок стали, которые применяются в различных сферах деятельности, стоит выделить марки AISI 304 и AISI 430.
Возможны любые варианты исполнения шлифовки: «Декорированная» поверхность листов применяется для отделки помещений и предметов, где повышена вероятность повреждений. Коммерческое предложение. У нас вы можете заказать листы с любой степенью шероховатости.
Сталь обладает повышенной жаропрочностью, за счет чего обрабатывается при очень высоких температурах: от 1000 градусов.
Данная марка стали применяется в пищевой промышленности, в производстве автотехники, на заводах, занимающихся переработкой нефти и газа, в областях, использующих системы теплообмена.
Наряду с тяжелой промышленностью, сталь применяется в архитектуре и дизайне интерьера, производстве бытовой техники. Шлифованный нержавеющий лист со склада в Москве. Мы стараемся предоставить выгодные условия покупки каждому заказчику.
Прямые долгосрочные договора с OООами- предложить нашим клиентам оптимальные сроки поставки и цену на продукцию. Толщина может варьироваться в пределах от 0,6 мм до 10 мм.
Популярная марка, известная своей высокой прочностью, практичными механическими качествами, повышенной устойчивостью к коррозии. Продажа шлифованного нержавеющего листа. Наша OОО «ТРАСТ МЕТАЛЛ» широкий ассортимент шлифованных нержавеющих листов по приемлемым ценам.
Главные отличия листа AISI 304 от других марок в его пластичности, упругости. Эти виды шлифовок маскируют царапины и легкие дефекты поверхности отделочных листов. Характеристика и применение стали AISI 304.
Для изготовления данных листов применяется ступенчатая ленточная обработка абразивами крупных, средних и мелких размеров, а также специальными щетками для финальной шлифовки. Нержавейка лист шлифованный
Сталь легко обрабатывается и, благодаря малому содержанию никеля, имеет невысокую стоимость. Мы занимаемся поставкой шлифованного нержавеющего листа из стали марки AISI 304 и AISI 430.
Смотрите также
- НЕРЖАВЕЙКА ЛИСТ ШЛИФОВАННАЯ ФОТОДостоинства шлифованной стали Не боится царапин и разводов, Устойчива к коррозии в самой кислой и влажной среде, Устойчива к перепадам температур, Срок…
- ШЛИФОВАННАЯ НЕРЖАВЕЙКА ЛИСТ КУПИТЬОбработка продукции проходит в три этапа, вследствие чего стоимость его гораздо выше необработанного: Грубым абразивом удаляют дефекты проката –…
- НЕРЖАВЕЙКА ШЛИФОВАННАЯ ЛИСТПредлагаемые нами шлифованные нержавеющие листы имеют гладкую и блестящую поверхность, а также высокие эксплуатационные характеристики. Это…
- НЕРЖАВЕЙКА ЛИСТ ШЛИФОВАННЫЙШлифованная нержавеющая сталь применяется в следующих отраслях: пищевой и химической промышленности, в которых востребованы антикоррозионные качества…
- ЛИСТ НЕРЖАВЕЙКА ШЛИФОВАННАЯ ЦЕНАЗеркальный лист изготавливают из холодного проката. Затем для предохранения от царапин лист покрывают полимерной пленкой. Также без нержавеющего листа…
by SEO
Степень полировки нержавейки. Шлифованная или полированная нержавейка – какая лучше? Как выбрать марку нержавеющей стали?
Какой должна быть поверхность у продукции из нержавейки — полированная или матовая. В этой статье мы постараемся объяснить разницу.
- Нержавеющая сталь различается по степени обработки поверхности:
- 1. матовые;
- 2. полированные (зеркальные);
3. декоративные:текстурированные, с вытравленным рисуноком; цветные.
Чем отличаются матовые и полированные поверхности? Разница заключается в степени шероховатости поверхности. Существует несколько стандартов, определяющих степень обработки поверхности:
- ГОСТы России,
- ASTM США,
- DIN Германии,
- и европейский EN.
Как происходит обработка труб из нержавеющей стали
Нержавейка сначала подвергается грубой абразивной обработке для удаления грязи и неровностей с поверхности. Шлифование проводится с постепенным уменьшением зернистости абразива.
Все зависит от степени шероховатости материала. Абразивы маркируются от P100 до P2500, где цифра означает количество нитей на дюйм.
Как правило, абразивов P100, P180 и P300 достаточно для шлифовки стали, после чего поверхность становится зеркальной.
Степень полировки нержавейки
Полировка может осуществляться следующими способами: 1. Для механической полировки используется ручное или специальное оборудование. Шлифовальный диск покрывается полировальной пастой и работает машина на высокой скорости. 2.
При химической полировки на поверхности металла образуется оксидная пленка, которая может сгладить небольшие неровности. В процессе обработки используются растворы азотной и серной кислоты. Данный метод лучше использовать для обработки сложных конструкций, так как вышеуказанные растворы вредны. 3.
Более тщательной обработкой является электролитическая полировка, при которой заготовка помещается в гальваническую ванну, наполненную раствором электролита. При подаче постоянного тока неровности исчезают. 4.
Наиболее современным методом полировки является плазменная полировка, при которой ток высокого напряжения подается на изделие, погруженное в электролит. Шероховатость очень хорошая, около 0,01 мкм.
При полировке необходимо помнить, что качество работы в значительной степени зависит от степени предварительной шлифовки заготовки.
Матовые трубы по своим свойствам более прочные, устойчивы к нагреву, к химическому и электролитическому воздействию. Они подвергаются простой обработке. В качестве материала используется крупнозернистый абразив. Данные трубы обладают свойствами, позволяющими использовать их вне помещений. Часто используют:
- в инженерных сетях (водопровод и газопровод),
- в возведении бетонных конструкций,
- в деталях у машин.
Под требуемые характеристики подбирается определенная марка стали. Все о марках нержавейки читайте тут.
- Полированные трубы имеют привлекательный внешний вид, поэтому их используют в местах, где они видны: в изготовлении декоративных конструкций (заборы, перила, навесы), в изготовлении мебели, в фармацевтической отрасли,
- в пищевой промышленности.
Компания ИноксНао предлагает нержавеющие трубы оптом и в розницу с доставкой в Самаре. Успей купить трубы из нержавейки: круглые, профильные, квадратные, прямоугольные выгодно!





