- Способы и методы измерения шероховатости поверхности
- Вообще, принято выделять три вида шероховатости объекта:
- Оценка шероховатости может производиться двумя способами:
- Наиболее точным, на момент написания статьи, является поэлементный способ, который может быть осуществлен различными методами определения шероховатости:
- Контроль шероховатости поверхности
- Применяемые методы контроля
- Параметры шероховатости
- Методы и средства оценки показателя
- Рейтинг лучших профилометров 2022 года
- Виды тестеров
- Рейтинг качественных профилометров на 2022 год
- Контактные

Профилометр – это специальный прибор для измерения шероховатости поверхности отдельных деталей, механизмов и элементов, изготовленных из материалов различной плотности. Он помогает определить качество продукции и необходимость ее дополнительной обработки. Использование, и особенно выбор аппарата являются важными этапами практически любого производственного процесса. Поэтому прежде чем приобрести и приступить к эксплуатации измерителя, следует подробно изучить, какие бывают виды профилометров, их функционал и технологические особенности.

Показатель шероховатости поверхности – это одна из главных технических характеристик качества изделия, предназначенного для работы в жестких условиях, которые предполагают сильный износ материала изготовления.
От уровня шероховатости будет зависеть как общее качество работы продукции – ее эксплуатационные параметры, так и продолжительность использования.
Показатель шероховатости очень важен, например, для двигателей внутреннего сгорания, других аналогичных узлов и механизмов с большим количеством движущихся деталей и элементов.


Во время эксплуатации на рабочих поверхностях таких механизмов происходят непрерывные процессы, оказывающие негативное влияние на структуру и целостность материала:
- образование сколов, трещин и заусенцев различной величины;
- механический износ материала;
- эрозия металла, его частичное смятие.
Повысить же технические и эксплуатационные характеристики изделия, улучшить качество его работы, а также продлить срок годности существенно помогает дополнительная технологическая обработка – шлифование. От нее будет зависеть уровень шероховатости поверхности, который и измеряется профилометром.
Подобные возникающие дефекты могут оказывать на качество работы механизма даже большее влияние, чем сильный перегрев или удары, и, соответственно, быстрее вызывать его деформацию. Да и сам перегрев металла чаще всего возникает из-за чрезмерного трения, причиной которого становится излишняя шероховатость поверхности отдельного элемента.
Поэтому именно шероховатость в значительной степени влияет на такие технические показатели материалов, как:
- стойкость к образованию коррозии;
- общая износоустойчивость;
- допустимый коэффициент трения.


Этот прибор позволяет определить точное состояние поверхности материала, а главное, необходимость его дальнейшей обработки (зачистки или шлифовки).
По принципу работы профилометры разделяются на контактные и бесконтактные устройства. Контактные приборы оснащены специальным стальным щупом с твердым наконечником. Он определяет уровень шероховатости, перемещаясь по поверхности изделия, и выдает показатели на экран, установленный в корпусе прибора.
Бесконтактные или оптические профилометры определяют уровень шероховатости детали при помощи оптического датчика и лазера, который также, исследуя поверхность, выводит полученные данные на специальный миниатюрный монитор. Рассмотрим подробнее обе разновидности профилометров, особенности их работы и главные технические характеристики.


Для наглядного примера рассмотрим один из наиболее распространенных контактных профилометров – прибор с цифровым отсчетом 296 модели.
Он является типовым представителем устройств в этом классе измерительной техники, работа которых основана на индуктивном преобразовании сигнала.
Этот измеритель предназначен для определения уровня шероховатости только плоских поверхностей. Конструктивно контактный профилометр состоит из таких элементов:
- стальной щуп с твердым, как правило, алмазным наконечником;
- приспособление для перемещения щупа;
- преобразователь уровня шероховатости;
- цифровой преобразователь и усилитель электросигнала;
- дисплей или миниатюрный монитор;
- обратные датчики для управления щупом, направления его движения;
- переключатель режимов измерения;
- реле установки временного интервала.

Профилометр модели 296, как и приборы подобной модификации, например, профилометр 130 модели, считаются стационарной измерительной техникой. Эти аппараты в основном используются для определения шероховатости поверхностей лишь в лабораторных, цеховых условиях.
Но, кроме них, также существуют и мобильные или портативные профилометры контактного действия, имеющие небольшие габариты. Например, измерительный прибор российского производства модели TR-100 с пьезоэлектрическим преобразователем.
Несмотря на то что этот профилометр работает по такому же принципу, как и предыдущие модели, его функционал позволяет определять уровень шероховатости не только на плоских, но и на выпуклых и вогнутых поверхностях.
Подстройка показаний выходной величины или индикации в модели TR-100 осуществляется за счет специального узла, дополнительно встроенного в основную рабочую схему устройства.
Кроме того, профилометр TR-100 имеет и более широкий диапазон измерения – от 0,05 до 50 микрометров (мкм).
Его же существенный минус по сравнению с лабораторными или цеховыми аппаратами – более низкая точность определения (разница между моделями составляет примерно 10-12%).
В отличие от контактных моделей бесконтактные профилометры имеют более широкие возможности. Поэтому сегодня они получили гораздо большее распространение, чаще используются на производстве.
Их главные преимущества – возможность дистанционного сканирования, а также функция оперативной передачи данных и автоматический вывод информации на монитор компьютера или принтер для последующей распечатки.
Допустимая же удаленность или дистанция от исследуемой поверхности будет зависеть от конкретной модели измерителя. Как и в случае с контактными моделями, бесконтактные аппараты также бывают двух основных видов – стационарные и портативные.
Бесконтактный стационарный профилометр с функцией записи полученного результата включает в себя такие элементы:
- посадочная плита со специальными пазами, в которых фиксируется исследуемый материал или изделие;
- специальная лазерная головка для сканирования поверхности;
- оптическое устройство с первичными измерительными преобразователями – особый датчик или сенсор;
- направляющий канал для передачи волны – волновод;
- компьютеризированный узел с соответствующим пользовательским интерфейсом для управления прибором и подключения к нему дополнительных регистрирующих устройств.
Продуманный функционал бесконтактного оптического профилометра позволяет определять и выводить на монитор очень большой, а в большинстве случаев исчерпывающий объем необходимой информации.
Подробные данные помогают максимально точно установить уровень шероховатости поверхности и необходимость ее дальнейшей обработки.
Получаемые сведения включают в себя такие важные показатели, как:
- профиль участка сканирования – продольный и поперечный;
- максимально допустимая точность измерения конкретной поверхности;
- дискретность (прерывистость) измерительного шага прибора;
- погрешность отсчета в момент сканирования, а также возможная общая суммарная погрешность.
Кроме основного функционала, в таких профилометрах предусмотрена возможность производить запись полученных результатов на специальную термопечатную рулонную бумагу.
Сама запись выполняется в виде профилограммы, благодаря чему прибор можно также использовать как полноценный профилограф.
Управление же и контроль сканирования осуществляется в отдельном диалоговом режиме, это позволяет проводить повторное измерение уровня шероховатости не на всем изделии, а только на необходимых участках.
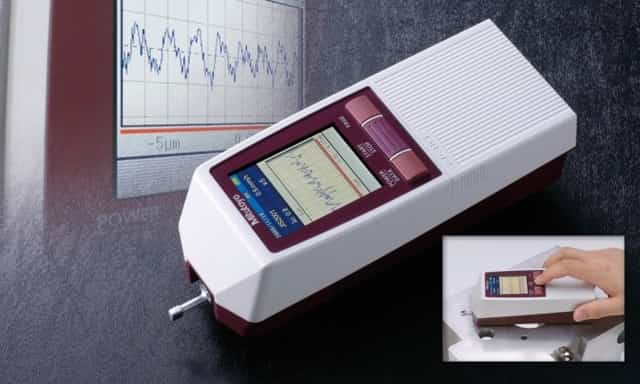
В качестве примера портативного или мобильного бесконтактного профилометра рассмотрим одну из самых популярных моделей такого типа устройств – измеритель немецкого производства Mahr MarSurf PS1.
В этом компактном аппарате управляющий сигнал передается в соответствующую схему при помощи специального оптического датчика.
Случайные же непроизвольные колебания (периодические частичные изменения) дистанции между исследуемой поверхностью и считывающим приемником аппарата компенсируются за счет автоматической системы калибровки шага измерения.
Профилометр оснащен удобным цифровым дисплеем и специальным выдвижным стилусом бесконтактного действия. Диапазон измерения уровня шероховатости в переносной модели Mahr MarSurf PS1 колеблется от 5 до 15 микрометров.
Как и все современные мобильные профилометры, прибор работает не только от электрической сети, но и от встроенных аккумуляторов. Существуют также модели со съемными батареями.
Выбор измерителя будет напрямую зависеть от типа исследуемой поверхности и предназначения, сложности проверяемого изделия.
Стационарные контактные и бесконтактные профилометры позволяют получать более точную и детализированную оценку уровня шероховатости материала.
Шероховатость твердых поверхностей, например, деталей из высокоуглеродистой стали, лучше измерять аппаратами с алмазным щупом. Производить оперативную или частичную оценку качества обработки материала удобнее портативным переносным прибором.
Оптические бесконтактные измерители рассчитаны только на сканирование очищенных материалов – пыль и загрязнения могут существенно исказить результат.
В специфических производственных условиях для проверки таких поверхностей рекомендуется использовать контактные профилометры с твердыми алмазными наконечниками, иначе показатель шероховатости будет неверным.
Способы и методы измерения шероховатости поверхности
Любая, обработанная даже тщательнейшим образом поверхность детали, не может быть полностью идеально ровной. Значение гладкости и ровности поверхности детали в любом случае будет отличаться от заданного чертежом значения, т.е. от номинального значения.
При этом, отклонение может быть либо макрогеометрическим, либо микрогеометрическим. Макро геометрические отклонения могут быть охарактеризованы волнистостью детали и несоответствием форме.
Микрогеометрические отклонения, в свою очередь, определяются не чем иным, кроме шероховатости поверхности.

Шерховатость — это совокупность микронеровностей появляющихся на поверхностях готовых изделий или деталей. При этом, шаг неровности, принимаемый в качестве шероховатости, должен быть очень мал, относительно базовой длины всей поверхности.
Вообще, принято выделять три вида шероховатости объекта:
- — Исходная шероховатость — возникающая в результате технологической обработки изделия различными абразивами.
- — Эксплуатационная шероховатость — это приобретаемая в процессе эксплуатации шероховатость в результате износа и рабочего трения.
- — Равновесная шероховатость — это вид эксплуатационной шероховатости, который можно воспроизвести в стационарных условиях трения.
Параметры шероховатости определены в ГОСТ 2789-73 «Шероховатость поверхности. Параметры, характеристики и обозначения».
Согласно этому документу, выделяют такие показатели шероховатости, как:
- Ra — это среднее арифметическое значение отклонения профиля.
- Rz — это высота неровностей профиля, снятая в 10 точках.
- S — это средний шаг местных выступов профиля;
- Sm — это среднее арифметическое значение шага неровности;
- Rmax — это максимальная высота профиля;
- tp — это относительная длина профиля (опорная), р — это уровень сечения профиля.
При задании шероховатости, как правило, используется параметр ср. арифм-го. отклонения профиля (Ra).
Стоит отметить, что именно шероховатость, оказывает наиболее сильное влияние на эксплуатационные характеристики двигателей машин, а также деталей и узлов различного оборудования. Возможно, именно поэтому, точное определение значения шероховатости — одна из самых важных задач метрологии.
Оценка шероховатости может производиться двумя способами:
либо поэлементно, путем сравнения отдельных параметров, либо в комплексе, используя сравнительный анализ исследуемого образца с эталоном. 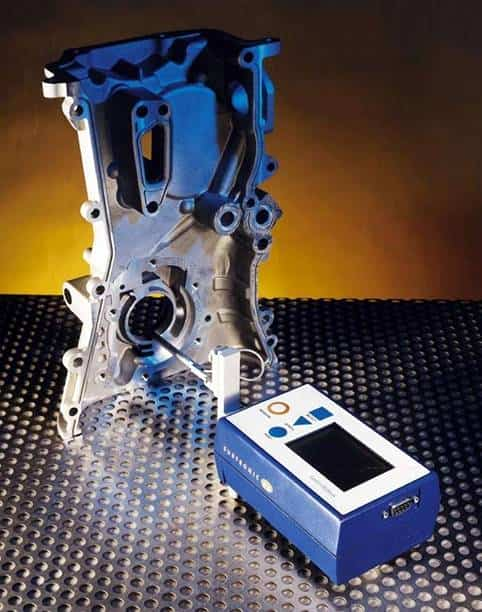
Наиболее точным, на момент написания статьи, является поэлементный способ, который может быть осуществлен различными методами определения шероховатости:
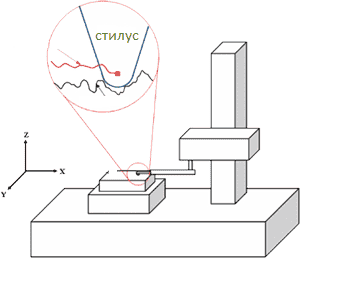
1) Щуповой метод измерения шероховатости поверхности — это контактный метод, измерения при котором производятся при помощи профилометра. Профилометр представляет собой чувствительный датчик, оборудованный тонкой, остро заточенной алмазной иглой, с так называемой, ощупывающей головкой.
Алмазная игла прижимается и перемещается параллельно исследуемой поверхности. В местах возникновения микронеровностей (выступов и впадин), возникают механические колебания измерительной головки иглы.
Эти колебания передаются в датчик, преобразующий механическую энергию колебания в электрический сигнал, который усиливается преобразователем и измеряется.
Записанные параметры этого сигнала в точности повторяют неровности на шероховатой поверхности детали.
Профилометры, по признаку типа преобразователя сигналов, разделяют на пьезоэлектрические, электронные, индукционные и индуктивные. Наиболее распространены приборы, использующие индуктивные преобразователи.
- В качестве примера профилометра можно привести приборы моделей «СЕЙТРОНИК-ПШ8» (модели СЕЙТРОНИК-ПШ8-1, СЕЙТРОНИК-ПШ8-2, СЕЙТРОНИК-ПШ8-3 и СЕЙТРОНИК-ПШ8-4) а также старый-добрый «профилометр модели 130».
- Помимо профилометров существуют также профилографы, которые позволяют не просто измерить, но и записать параметры шероховатого профиля в заранее выбранном масштабе.
- Исследование поверхностней щуповым методом производится в несколько этапов: так, сначала профиль исследуемого объекта «ощупывается» несколько раз, а только затем, на основании серии измерений вычисляется усредненное значение параметра, характеризующегося как количественное выражение неровности относительно длины участка.

- Профилограф — профилометр СЕЙТРОНИК-ПШ8-1
- 2) Оптический метод — это бесконтактный метод измерения шероховатости, который состоит из целой группы методов. Самые распространенные из них — это:
- — метод светового свечения и теневой метод,
- — микроинтерференционный метод,
- — растровый метод.
Итак, растровый метод предполагает следующую последовательность действий: на исследуемую поверхность кладется стеклянная пластинка, с нанесенной на неё растровой сеткой (т.е. системой равноудаленных параллельных линий), с маленьким шагом. Затем, на пластинку подаются световые лучи под наклоном.
При падении световых лучей под наклоном в местах микроскопических неровностей, штрихи отраженной растровой сетки накладываются на штрихи реально нарисованной сетки, в результате чего возникают муаровые полосы, которые и свидетельствуют о наличии выступов или впадин на поверхности изучаемого объекта.
При помощи растрового микроскопа и определяют параметры неровности. Точную методику определения параметров можно посмотреть в соответствующем ГОСТе.
Отметим, что растровый метод применим для обследования поверхностей, следы неровностей на которых имеют преимущественно одинаковое направление (например, царапины в цилиндрах двигателей внутреннего сгорания).
Метод светового и теневого свечения — это наиболее часто применяемые методы измерения параметров неровностей. Метод светового свечения сводится к тому, что: световой поток от источника света, проходя сквозь узкую щель, превращается в тонкий, узкий пучок.
Затем, при помощи объектива, он направляется на исследуемую поверхность под определенным углом. Отражаясь, луч опять проходит через объектив и формирует изображение щели в окуляре.
При этом, абсолютно ровная поверхность будет иметь идеально прямой световой пучок (линия), а шероховатая поверхность — искривленный.
Теневой метод — это усовершенствованный и продолженный метод светового свечения. Состоит он в том, что: недалеко от изучаемой поверхности приспосабливается линейка со скошенным ребром.
Пучок света преодолевает тоже самое расстояние, однако, будто ножом, срезается ребром линейки. При этом, на измеряемой поверхности можно наблюдать тень, верхняя часть которой в точности повторяет изучаемый профиль.
При помощи микроскопа, такое изображение рассматривают, анализируют и делают выводы о параметрах и характере шероховатости.
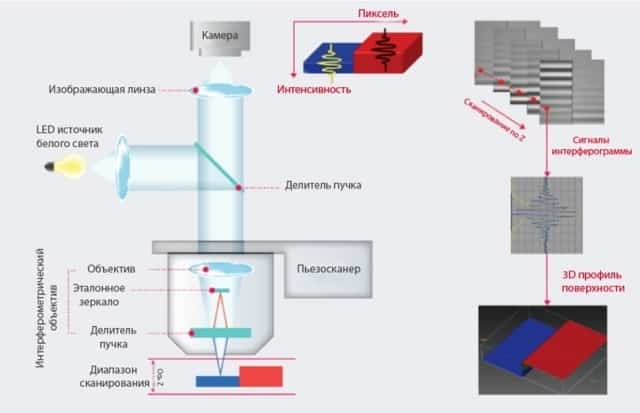
Микроинтерференционный метод — реализуется при помощи специального измерительного прибора, который состоит из измерительного микроскопа и интерферометра. Используя интерферометр, получают интерференционную картину поверхности исследуемого объекта с искривлениями полос в местах неровностей. Параметры шероховатости измеряют, затем, при помощи микроскопа.
Также, следует выделить отдельно метод слепков, который применяется для оценки шероховатости различных труднодоступных поверхностей, а также поверхностей, обладающих сложным строением.
Метод слепков, представляет собой снятие негативных копий поверхности при помощи воска, парафина или гипса, а также последующее их изучение щуповым или оптическим методом. Таким образом, метод слепков — это не самостоятельный метод, а лишь метод связанный с подготовкой к измерению.
Он применим только совместно с одним из способов измерения шероховатости.
Контроль шероховатости поверхности
При рассмотрении качеств поверхности следует уделить внимание шероховатости. Этот параметр измеряется на момент производства различной продукции различными методами, предусматривающие применение специальных инструментов контроля. Контроль шероховатости поверхности – часть технологического процесса, предусматривающий применение различных методов оценки параметра шероховатости.
Применяемые методы контроля
Шероховатость поверхности может оцениваться самыми различными методами. Контроль может проводится на различных этапах, в некоторых случаях он визуальный, в других предусматривает применение специальных инструментов. Наиболее распространенными методами контроля шероховатости поверхности можно назвать:
- Компараторы.
- Электронные приборы.
- Микроскопы.
- Метод реплик согласно стандартам ISO.
- Профилометр.
- Профилометр Mahr Marsurf PS1
компаратор СА507 + СА3600A
Шероховатость поверхности контролируют в процессе обработки материала или после выпуска продукции при определении его качества. Наиболее доступный метод оценки визуальный, но он не позволяет определить шероховатость поверхности с высокой точность.
Визуальный метод не является разновидностью контроля, а только позволяет определить наличие или отсутствие дефектов. Наиболее доступный метод контроля шероховатости поверхности заключается в применении компараторов ISO, технические показатели которого соответствуют установленному стандарту ИСО 8503-1.
Для контроля могут использоваться два типа рассматриваемого измерительного инструмента, которые применимы на различных производствах.
Параметры шероховатости
Для того чтобы проводить измерения шероховатости поверхности следует учитывать то, какой параметр при этом учитывается. Проводимый контроль предусматривает проверку совокупности неровностей, которые образуют рельеф на определенном участке.
Рассматривая поверхность определяется шероховатость, которая обозначается Rz или Ra. Шероховатость Rz – показатель 5-ти наиболее возвышенных точек, с которых берутся усредненные значения.
Контроль проводят в пределе линии АВ.
Шероховатость Ra представляет собой средний показатель арифметических абсолютных значение, которые касаются отклонения профиля поверхности от средней линии в пределах измеряемой базы.

Профилометр ПМ-80 МИКРОТЕХ.
Поверхность оценить визуально для определения всех вышеприведенных показателей практически не возможно. Визуальный способ неприменим в промышленности или в другой производственной деятельности, следует рассматривать особенности инструментального метода определения шероховатости, так как он позволяет определить нужные показатели с высокой точностью.
Методы и средства оценки показателя
Поверхность может иметь самые различные показатели, шероховатость один из наиболее сложных в измерении. Оценивать поверхность, а точнее, рассматриваемый показатель можно двумя наиболее распространенными методами, которые получили название качественный и количественный.
Особенностями качественного метода определения рассматриваемого показателя можно назвать нижеприведенные моменты:
- Визуальный осмотр проводится при наличии эталона. Подобный способ применяется на протяжении многих лет, но сегодня из-за невысокой эффективности встречается крайне редко.
- Поверхность может проверяться при использовании микроскоп или просто визуально. Специалист с высокой вероятностью может на ощупь определить то, к какому классу можно отнести поверхность.
Применение метода визуального осмотра возможно только в случае, есть тонкость обработки поверхности невысока. Контроль рассматриваемым методом определяет использование эталонов, которые должны иметь соответствующую шероховатость.
Контролировать показатель можно только в том случае, если эталон изготовлен из того же материала, что и контролируемой детали. При недостаточной эффективности метода контроля при визуальном осмотре используются специальные микроскопы.
Но зачастую визуального контроля недостаточно
Контролировать шероховатость можно и количественным методом. Он основан измерение параметра при помощи профилометра и профилографа. Контролировать параметры в данном случае приходится при контакте инструмента с поверхностью.
Профилографы – контактный инструмент, при помощи которого проводится измерение рассматриваемого показателя. Данная методика основана на измерении показателя путем получения изображения микронеровностей профиля. После получения изображения при измерении проводятся определенные расчеты.
Оценка этим прибором проводится следующим образом:
- Он контактный, поверхность ощупывается при помощи алмазной иглы.
- Этот прибор может относиться к оптико-механической группе оборудования. Подобные методики позволяют получить фотографию: деталь ощупывается и изображение наносится на ленту в увеличенном виде. При контактной методике проверка позволяет определить от 4-го до 11-го класс. Проверить подобным способом можно металл и другие материалы.

Профилометры: виды и применение
Профилометры – методика, предусматривающая использование инструмента, который не предусматривает получение изображений. Контактный метод позволяет провести точные расчеты для получения нужного результата. Этот инструмент может относиться к контактной группе, имеет следующие особенности:
- Относится оборудование к рассматриваемой группе по причине проверки путем ощупывания поверхности иглой.
- Оценка проводится за счет перемещения иглы вдоль своей оси. При этом оценивается частота и амплитуда колебания. Их определение позволяет определить класс шероховатости.
- Прибор относится к электрическим системам, имеет специальные датчики и процессор для обработки полученной информации. В данном случае для определения Ra или Rz не нужно проводить сложные расчеты. Способ подходит для случая, когда высота микронеровностей находится в пределе от 0,03 до 12 мкм. Можно проверять этим устройство металлы и другие материалы. Определять рассматриваемый показатель данным способом решил В.М. Киселев, который разработал это средство.
Есть довольно много методов определения степени шероховатости.
Некоторые средства и методы уже практически не применяются по причине появления более современных инструментов, которые позволяют повысить точность изменения и снизить вероятность ошибки.
Некоторое оборудование относится к контактному типу, другие к оптическому и смешанному типу. Выбор зависит от того, насколько высока должна быть точность проведенных измерений.
Рейтинг лучших профилометров 2022 года
Измерители шероховатости, также называемые профилометрами, представляют собой инструменты, измеряющие гладкость поверхности объекта. Основные типы тестеров производят вычисления при помощи зондов или лазеров.
В нашем обзоре мы предоставим рекомендации: на что обратить внимание, чтобы не совершить ошибку при выборе изделия, какой фирмы модель лучше купить. Познакомимся с популярными производителями, описанием их оборудования, сориентируем вас по средней цене.
Виды тестеров
Получение данных о степени неровности любой поверхности, вычисление коэффициента кривизны — это задачи инженеров-механиков, позволяющие создавать точные имитационные модели. Объект, кажущийся гладким человеческому глазу, может быть не столь идеальным вооруженному техникой специалисту.
Возможность определять напряжение трения, возникающее между двумя телами, позволяет точно прогнозировать жизненный цикл того или иного компонента.
Профилометры используются для определения шероховатости поверхности внутри тормозных систем, обеспечивая при этом максимальную безопасность транспортного средства.

Шероховатость поверхности классифицируется в соответствии со стандартом ISO 4287 от «N12» до «N1», их измерение начинается с максимальной разницы высот между микроскопическими уклонами, пиками и впадинами от 50 µm до 25 нм. Способность определять неровности объектов имеет ключевое значение для инженеров, которые разрабатывают высокоточные системы и хотят спрогнозировать их производительность, ожидаемый жизненный цикл:
- определение жесткости, возникающей между двумя контактирующими телами;
- вычисление напряжения трения;
- прогноз риска возникновения вибраций между соединенными деталями;
- на основе обнаруженной неровности подбирается правильный инструмент для обработки заготовок и других объектов;
- можно определять является ли смазываемый элемент достаточно шероховатым, чтобы удерживать молекулы масла.
- прогнозировать работу компонентов тормозной системы;
- измерять толщину пленки или материала покрытия;
- определять уровень отражательной способности поверхности;
- вычислять точность и производительность единиц «FDM» или инструментов с ЧПУ;
- прогнозировать жизненный цикл, максимальные пределы эффективности компонента на основе обнаруженных трещин или неровностей.
Разберем функционал эффективных моделей тестеров, популярность которых наиболее высока на рынке:
- Первые инструменты с алмазными стилусами – P 6 Stylus от «KLA» и Tencor. Это оригинальные изделия, которые были впервые представлены в 1940-х годах, их принцип действия похож на работу LP-плеера. Зонд, состоящий из щупа, удерживается на месте с помощью механизма обратной связи и движется по поверхности, которая находится под контролем, в то время как рычаг, соединенный с датчиком, следует перпендикулярно движению, помогая генерировать форму волны профиля. Зонды бывают нескольких типов:
a. механический;
b. индуктивный;
c. емкостной;
d. пьезоэлектрический;
e. механический конек.
Поскольку сигнал определяется аналоговым перемещением алмазного щупа, его размер, радиус, прижимная сила, скорость датчика являются определяющими факторами для точности и разрешения оборудования.
Профилометры с алмазной иглой предпочтительны для применений, где требуется вычисление шероховатости на уровне 10-20 нанометров, и где поверхность недостаточно чистая, поэтому контактные методы эффективнее, т. к. отражательная способность и окраска поверхности могут обмануть другие (оптические) устройства.
Недостатком оборудования с алмазным щупом является то, что его нельзя использовать на мягких объектах из-за образования на них царапин.
- Цифровые голографические микроскопы (с временным разрешением) — это оптические тестеры, они определяют шероховатость поверхности с использованием конфокальной хроматической аберрации, лазерной триангуляции, когерентной интерферометрии, структурного сканирования света, оптической разности, делительной призмы, опорного зеркала и других методов. Хотя эти аппараты не так хороши, как алмазные модели со стилусом, они очень точны вплоть до микрометра. Их преимущества заключаются в том, что они очень быстро дают результаты, не контактируют с объектом, поэтому зонд не может его повредить или поцарапать. С их помощью вычисляются неровности мягких материалов, таких как полимеры, гели и прочие.
- Волоконный тестер — это прибор, у которого датчик обнаружения и анализатор данных находятся на расстоянии друг от друга, но соединены оптоволокном. Использование кабеля улучшает качество сигнала, поэтому инженер может сделать замер шероховатости объектов, расположенных в местах, недоступных по какой-либо причине. Например, внутри радиоактивных камер, криогенных установках, емкостях токсичных газов, которые не предназначены для технического обслуживания в течение длительного времени.
Некоторые аппараты делают вычисления неровностей плоских, изогнутых поверхностей. Недавно появились тестеры, которые выдают трехмерное изображение на основе полученных данных, способные делать 3D рендеринг.
Такие вычисления используется как промышленным сектором, так и научным сообществом, обеспечивая успех критически важных исследовательских проектов, фундаментальных производств и управления процессами.
Показатели трехмерных измерений поверхности (S-параметры) были определены в 1991 году участниками первого семинара EC и с тех пор были разработаны в соответствии со стандартами ISO для дополнения традиционных 2D (двумерных) метрологических R-параметров.
Тестеры применяются для поверки на износ металлов, лакокрасочного покрытия. Поскольку все больше и больше электронных компонентов производится с использованием технологии обработки тонких пленок, некоторые измерители шероховатости стали делать вычисления с большой точностью, вплоть до нанометров.
Зонды обычно используют наконечник радиусом 2 µm. Однако для прецизионных изделий (группа сплавов с заданными физико-механическими свойствами) часто применяются щуп с острием в диапазоне от 0,1 до 0,5 µm.
В зависимости от используемого датчика могут возникать погрешности измерений, поэтому важно заранее проверить, подходит ли тот или иной наконечник.
Важно сказать несколько слов о том, как правильно выбрать тот или иной алгоритм проведения измерений:
- С помощью аппарата контактного типа неровности находятся путем соприкосновения зонда с поверхностью. В отличие от этого, датчик на основе лазера излучает пучок света на исследуемый объект и благодаря волновым свойствам производит нужные манипуляции.
- Правильная методика является ключом к достижению успешного результата. Например, шлифованная металлическая деталь обычно измеряется перпендикулярно направлению обработки, чтобы тестер мог надежнее фиксировать характеристики объекта.
- Скорость также является ключевым элементом точных вычислений. Сначала они выполняются медленно, затем интенсивность увеличивается до тех пор, пока не начнутся значительные колебания от заданных значений. Важно заметить, что для получения качественных показателей требуется периодическая калибровка оборудования.
Существует множество других областей научных исследований и промышленного контроля, в которых можно получить прибыль от использования оптического профилографа. Устройства с низким пространственным разрешением, но большим обзором можно использовать для измерения площадей.
Все аппараты состоят как минимум из двух частей. Детектор определяет, где находятся исследуемые точки на образце, а предметный столик удерживает объект. В одних системах во время вычислений перемещается только одна из частей, в других обе.
Где купить? Бюджетные новинки приобретаются в специализированных маркетах. Менеджеры подскажут интересующие вас моменты: сколько стоит необходимая модель, какие они бывают. Изделие возможно присмотреть в интернет-магазине, заказав онлайн.
Рейтинг качественных профилометров на 2022 год
Наш список составлен по реальным отзывам, в нем учитывается мнение покупателей знакомых с товаром, его функциями. Здесь вы найдете сравнительные таблицы.
Контактные
Этот портативный прибор является новым продуктом. Он использует самые распространенные процессорные чипы, высокие технологии. Изделие обладает 2.7-дюймовым OLED-экраном, Bluetooth, SD-картой, беспроводным дистанционным управлением измерениями, портом MICRO-USB, что значительно улучшает качество инструмента.
TMR 360 подходит для применения как на производственных площадках, так и мобильных измерений. Агрегат прост в эксплуатации, способен выполнять комплексные функции, быстро и точно вычисляет, удобен для переноски, соответствует международным стандартам.
Этот продукт имеет несколько дополнительных аксессуаров, подключается к ПК и беспроводному принтеру Bluetooth.
Чтобы измерить шероховатость детали, поместите датчик на поверхность заготовки, затем запустите тестер. Прецизионное программное обеспечение управляет щупом.
Он двигается с равномерной линейной скоростью по объекту, изменяя величину индуктивности катушки датчика, генерирующей выходной аналоговый сигнал фазы чувствительности детектора, пропорционально шероховатости поверхности. Этот сигнал усиливается, преобразуется, затем происходит его перенос на ПК.
Собранные параметры фильтруются, вычисляются через чип ARM, отображаясь на OLED, они могут быть распечатаны. Этот тестер способен выполнять расширенный математический анализ с использованием программного обеспечения.
Технические показатели:
| Измеряемые параметры шероховатости | Ra, Rz, Ry, Rq, Rt, Rp, Rv, R3z, Rmax, RSk, RSm, Rmr |
| Диапазон измерения | Rа, Rq: 0,005-16 µm, Rz, R3z, Ry, Rt, Rp, Rm: 0,02-160 µm, Sk: 0-100%, S, Sm: 1 mm, tp: 0-100% |
| Разрешение | 0,01 µm |
| Max длина оценки | 19 mm / 0,748 inch |
| Базовая длина / Диапазон измерений (автоматический) | 0,25 mm, 0,8 мм, 2,5 mm / ±20μm, ±40μm, ±80μm, |
| Длина оценки | 0,25; 0,8; 2,5 mm опция, 1L-5L |
| Соответствие стандартам | ISO, DIN, ANSI, JIS, FCC, CE |
| Методы фильтрации | RC, PC-RC, GAUSS, D-P, |
| Допускаемая основная погрешность | ≤ ± 10 % |
| Повторяемость (разброс) результатов измерений |





