- Слесарные работы. Опиливание металла
- Напильники и их конструкция
- Классификация напильников и их применение
- Обращение с напильниками и уход за ними
- Отделка обработанной поверхности
- 2.9. Ручное и механическое опиливание
- Виды и характеристики напильников по металлу
- Что такое напильник и для чего предназначен?
- Технические характеристики инструмента
- Классификация напильников
- Особенности
- Виды насечек
- Типы напильников
- Форма напильников
- Как выбрать инструмент?
- Применение напильников
- Опиливание металла. Обработка металла напильником
- Что такое опиливание металла?!
- Названия напильников.
- Формы напильников.
- Хранение напильников.
- Как насадить ручку на напильник?!
- Техника опиливания.
- Опиливание металла — простейшая операция металлообработки
Опиливанием называется слесарная операция, при которой снимают тонкие слои материала с поверхности заготовки с помощью напильника.
Напильник — это многолезвийный режущий инструмент, обеспечивающий сравнительно высокую точность и малую шероховатость обрабатываемой поверхности заготовки (детали).Материалом для напильников всех видов является углеродистая инструментальная сталь, начиная с марок У7 или У7А и кончая марками У13 или У13А.
Опиливанием придают детали требуемую форму и размеры, пригоняют детали друг к другу при сборке и выполняют другие работы. С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия различной формы, поверхности, расположенные под разными углами ,и т. д.
Для того чтобы удобнее держать напильники при работе, на его хвостовик насаживают деревянную ручку (рукоятку), изготовленную из клена, ясеня, березы, липы или прессованной бумаги; последние лучше, так как не раскалываются.
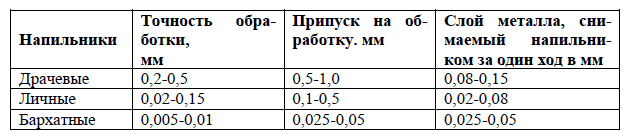
Припуски на опиливание оставляют небольшие — от 0,5 до 0,025 мм. Погрешность при обработке может быть от 0,2 до 0,05 мм и в отдельных случаях — до 0,005 мм.
Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеется насечка (нарезка). Насечка образует мелкие и остро-заточенные зубья, имеющие в сечении форму клина. Для напильников с насеченным зубом угол заострения обычно равен 70°, передний угол (у) — до 16°, задний угол (а) — от 32 до 40°.
В зависимости от величины насечек и шага между ними, все напильники делятся на шесть номеров:
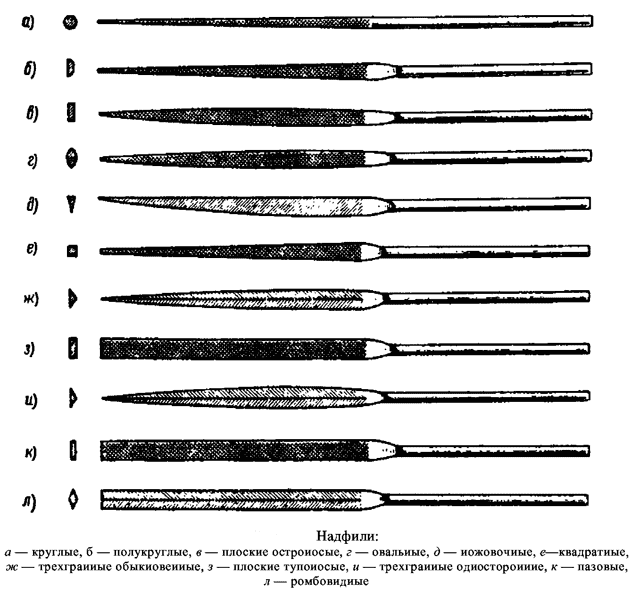
Для точных специальных работ применяются напильники с очень мелкой насечкой – надфили. С их помощью выполняют лекальные, граверные, ювелирные работы, зачистку в труднодоступных местах матриц, мелких отверстий, профильных участков изделия и т. п.
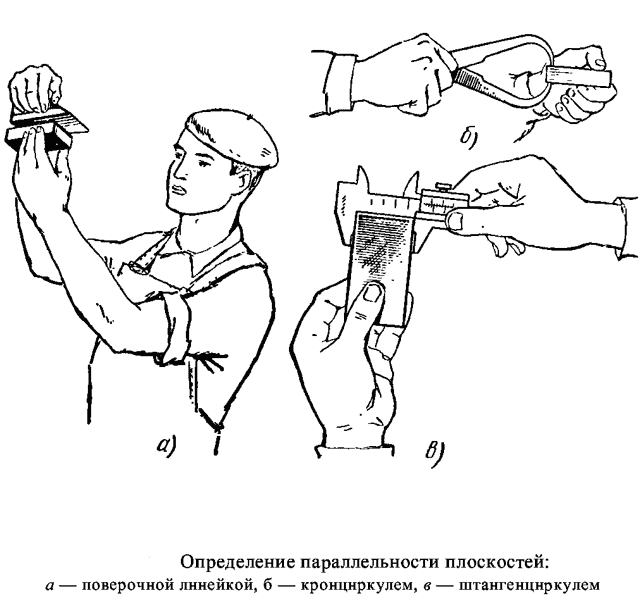
Качество опиливания контролируют самыми различными инструментами. Правильность опиливаемой плоскости проверяют поверочной линейкой «на просвет».
Если плоская поверхность должна быть опилена особенно точно, ее проверяют с помощью поверочной плиты «на краску».
В том случае, если плоскость должна быть опилена под определенным углом к другой смежной плоскости, контроль осуществляется с помощью угольника или угломера. Для проверки параллельности двух плоскостей пользуются штангенциркулем или кронциркулем.
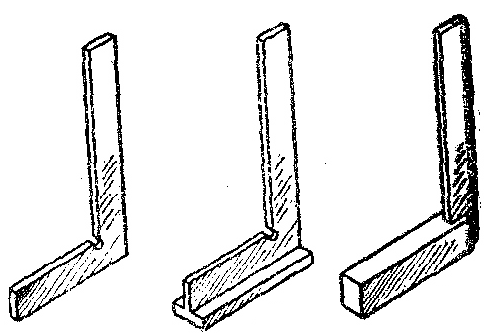
- Слесарные угольники
- Расстояние между параллельными плоскостями в любом месте должно быть одинаковым.
- Контроль криволинейных обрабатываемых поверхностей производят по линиям разметки или с помощью специальных шаблонов.
Напильник — очень хрупкий инструмент и быстро портится, если с ним небрежно обращаются. Одним из основных условий при работе напильником является надлежащий уход за ним.
Мельчайшие стружки (опилки), срезаемые зубьями напильника, застревают в углублениях, вследствие чего напильник начинает скользить по обрабатываемой поверхности и перестает снимать стружку, как говорят «не берет».
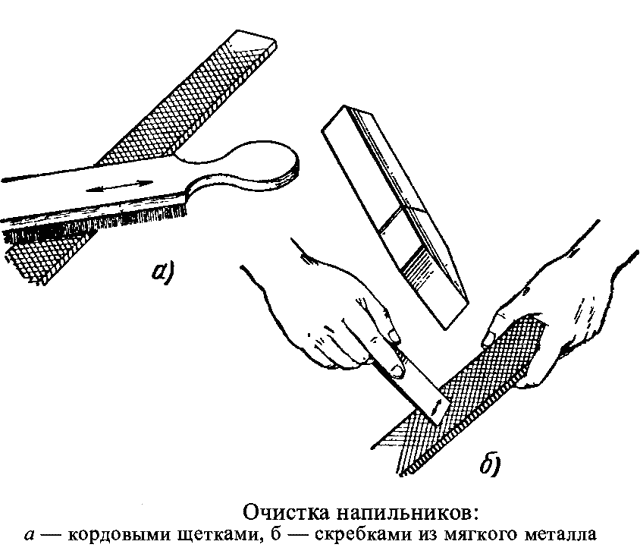
Чтобы восстановить его работоспособность, необходимо удалить все застрявшие частицы металла, т. е. очистить зубья напильника.
Для очистки драчевых напильников с крупной насечкой применяют специально заостренную лопатку из мягкого железа, а для очистки личных и бархатных напильников — жесткие щетки из стальной проволоки. Очистку ведут только в направлении верхней насечки, так как в противном случае происходит затупление зубьев напильника в результате воздействия на них твердой проволочной щетки.
Техника безопасности при опиливании металла:
1.Проверить исправность ручек, насаженных на напильниках; не допускается пользование напильником без ручек, с плохо насаженными или треснувшими и расколотыми ручками. 2. Необходимо правильно насаживать ручку, чтобы избежать ранения ладони хвостовиком напильника.
3. Занимать правильное рабочее положение за тисками при опиливании.
4. Следить за правильной хваткой напильника. Пальцы левой руки должны быть полусогнуты, а не поджаты, иначе при обратном ходе напильника их можно легко поранить об острые края1 опиливаемых изделий.
5. Металлическую стружку и опилки с поверхности изделия или тисков нельзя удалять руками или сдувать ртом. При выдувании опилок ртом можно легко засорить глаза, загрязнить волосы. Опилки и стружки следует сметать волосяной щеткой.
6. При опиливании изделий, особенно из чугуна, рекомендуется прикрывать голову от металлической пыли и опилок; удобно работать, например, в беретах. Девочкам обязательно надевать косынки, так как в длинные волосы легче забивается стружка.
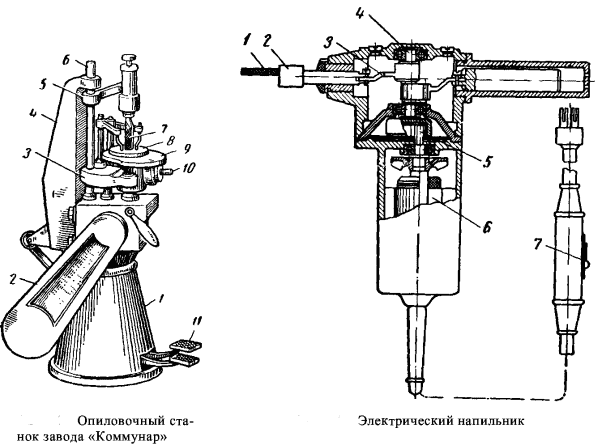
Улучшение условий и повышение производительности труда при опиливании металла достигается путем применения механизированных (электрических и пневматических) напильников.
Слесарные работы. Опиливание металла
Опиливание производится, как правило, после операций рубки или резки для отделки поверхности обрабатываемого изделия и придания ему более точных размеров. В слесарном деле основными видами опиловочных работ являются:
- опиливание плоских наружных и криволинейных поверхностей;
- опиливание наружных и внутренних углов, а также сложных или фасонных поверхностей;
- опиливание углублений и отверстий, пазов и выступов, пригонка их к друг к другу.
Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемое различными напильниками. Напильник подбирают в зависимости от заданной точности обработки и величины припуска, оставляемого на опиливание; данные в таблице дают представление об этой зависимости.
Напильники и их конструкция
Напильники представляют собой режущие инструменты в виде стальных закаленных брусков различного профиля с насеченными на рабочих поверхностях зубьями. Этими зубьями напильник срезает небольшие слои металла в виде стружки (опилок). Напильники бывают различной длины (за длину принимается насеченная часть напильника).
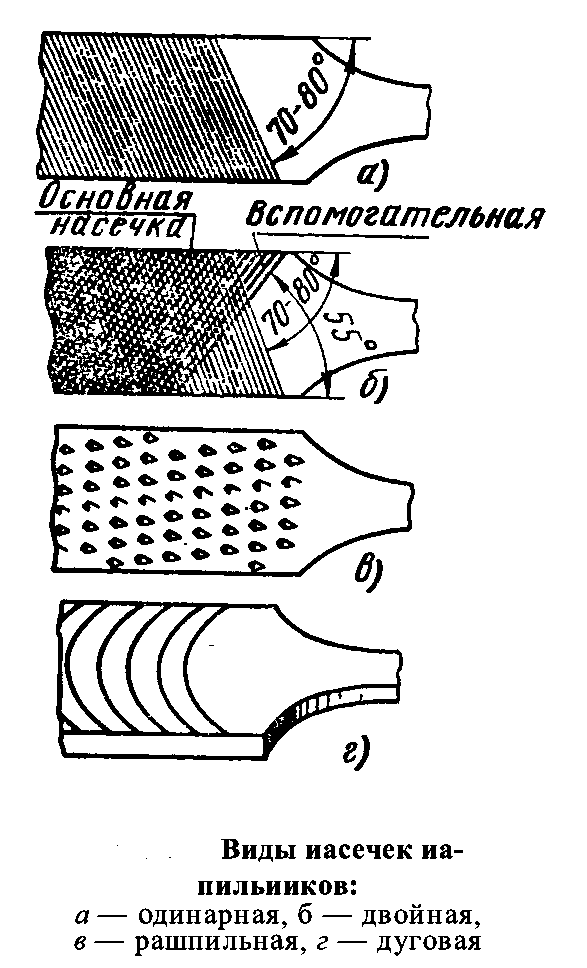
Виды насечек напильников. Насечка напильников бывает одинарной (простой) и двойной (перекрестной). Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий.
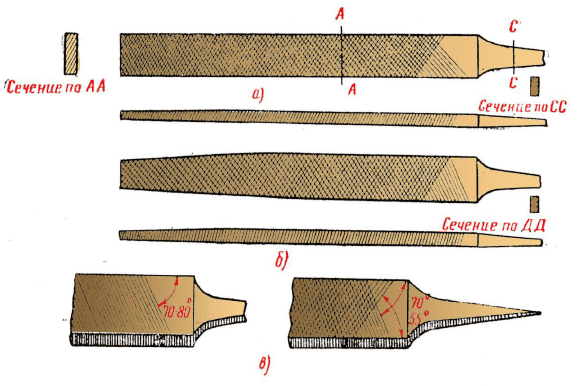 Рис. 1. Напильники.а — плоский тупоносый, б — плоский остроносый, в — виды насечек (слева одинарная, справа двойная, или перекрестная)
Рис. 1. Напильники.а — плоский тупоносый, б — плоский остроносый, в — виды насечек (слева одинарная, справа двойная, или перекрестная)
Такими напильниками опиливают мягкие металлы (медь, бронзу, латунь, баббит, алюминий). Одинарная насечка наносится под углом 70-800 к ребру напильника.
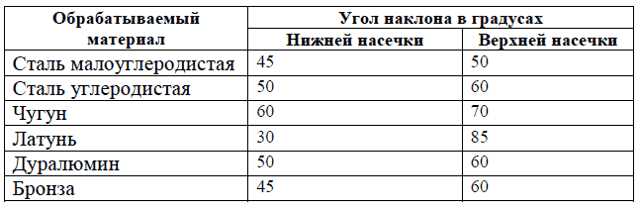
В напильниках с двойной насечкой одна насечка называется основной, или нижней, а другая — верхней. Перекрестная насечка раздробляет стружку, что облегчает работу. У напильников с перекрестной насечкой нижняя обычно выполняется под углом 550, а верхняя — под углом 700. Наиболее целесообразными углами наклона насечек при обработке различных металлов являются углы, указанные в таблице:
Шаг, т.е. расстояние между двумя соседними зубьями, делают у нижней насечки большим, чем у верхней.
В результате зубья располагаются друг за другом по прямой, составляющей некоторый угол с осью напильника (рис. 2), при движении напильника следы зубьев частично перекрывают друг друга.
Благодаря этому на обрабатываемой поверхности не остаются глубокие канавки и она получается более чистой и гладкой.
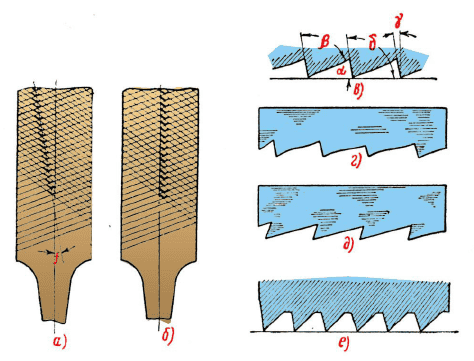 Рис. 2. Насечка и зубья напильников.а — правильная насечка, б — неправильная, в — углы зубьев, г — насеченный зуб, д — фрезерованный или шлифованный зуб, е — зуб, полученный протягиванием
Рис. 2. Насечка и зубья напильников.а — правильная насечка, б — неправильная, в — углы зубьев, г — насеченный зуб, д — фрезерованный или шлифованный зуб, е — зуб, полученный протягиванием
Классификация напильников и их применение
Напильники делятся на обыкновенные, специальные, рашпили и надфили. К обыкновенным относятся напильники плоские (тупоносые и остроносые), квадратные, трехгранные, полукруглые и круглые.
 Рис. 3. Специальные напильники.а — ножовочный, б — ромбический, в — овальный, г — напильник-брусовка
Рис. 3. Специальные напильники.а — ножовочный, б — ромбический, в — овальный, г — напильник-брусовка
К специальным напильникам относятся:
— ножовочные, ромбические (мечевидные), плоские с овальными ребрами, овальные, а также напильники- брусовки (рис. 3) и др.;
— напильники в виде круглых дисков с насечками, нанесенными по окружности и на боковых сторонах (рис. 4).
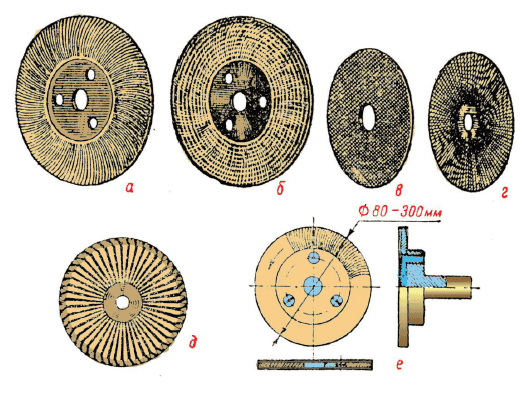 Рис. 4. Напильники-диски.а — д — виды дисковых напильников; е — приспособление, в котором закрепляется дисковый напильник для работы.
Рис. 4. Напильники-диски.а — д — виды дисковых напильников; е — приспособление, в котором закрепляется дисковый напильник для работы.
Рашпили — напильники с особым видом насечки, называемой рашпильной (рис. 5). Подразделяются они на плоские тупоносые, плоские остроносые, полукруглые, круглые.
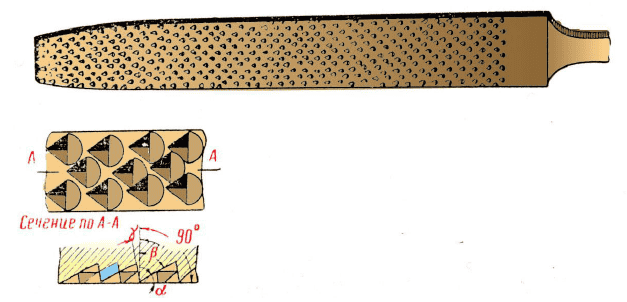 Рис. 5. Рашпиль и рашпильная насечка.
Рис. 5. Рашпиль и рашпильная насечка.
Надфили (мелкие напильники) делятся на плоские тупоносые, плоские остроносые, трехгранные, квадратные, полукруглые, круглые, овальные, ромбические, ножовочные (рис. 6).
 Рис. 6. Надфили.
Рис. 6. Надфили.
Классы напильников. По числу насечек, приходящихся на 1см длины, напильники делятся на шесть классов:
- 1-й класс — напильники драчевые (крупная насечка); применяются для грубого чернового опиливания;
- 2-й класс — напильники личные (мелкая насечка); применяются для чистовой обработки поверхностей;
- 3-й, 4-й, 5-й и 6-й классы — напильники бархатные с мелкой и очень мелкой насечкой; применяются для подгонки деталей, для отделки, доводки и шлифования поверхностей.
Напильники-брусовки имеют всего один класс. Это драчевые с очень крупной насечкой напильники, применяемые для самого грубого опиливания.
Рашпили применяются для грубого опиливания баббитов, свинца, цинка и других материалов; они делятся на два класса.
Рашпили 2-го класса имеют более мелкую насечку, чем рашпили 1-го класса, поэтому ими можно пользоваться и для чистовой обработки (там, где не требуется высокое качество чистоты поверхности).
Насечки подразделяются на шесть номеров. Первый номер имеет 22 насечки, шестой 80 насечек на 1см длины. Надфили применяются при опиливании очень точных и мелких изделий, при опиливании изделий в местах, не доступных для обычных напильников, при изготовлении инструментов и обработке штампов.
Обращение с напильниками и уход за ними
Напильники во время работы изнашиваются. Износ напильника сопровождается потерей его режущих способностей. Преждевременный износ напильника является обычно результатом неумелой работой или небрежного обращения с ним. Очень быстро, практически мгновенно, изнашивается напильник в случае опиливания поверхности, не очищенной от окалины и корки, или закаленной поверхности.
На продолжительность службы напильника влияют твердость обрабатываемого металла, острота насечки и качество закалки напильника, умение пользоваться им. Для удлинения срока службы напильников нужно соблюдать определенные правила.
Зубья нового напильника имеют заусенцы. При обработке твердого металла эти заусенцы быстро обламываются, а напильник тупится раньше срока. Следовательно, нельзя употреблять им, нужно опиливать мягкую сталь, бронзу, латунь. Лишь когда заусенцы на зубьях окончательно сработаются, можно перейти к обработке более твердых металлов.
Новыми напильниками нельзя опиливать поверхности с окалиной или литейной коркой, а также твердые, стальные неотожженные детали. Корку и окалину нужно срубить зубилом или снять на обдирочном наждачном точиле или, в крайнем случае, опилить старым напильником.
Личный напильник нельзя употреблять для опиливания мягких металлов (свинца, олова и т.п.), так как стружка этих металлов быстро забивает впадины между зубьями, и напильник будет только скользить по обрабатываемой поверхности. Забитые стружкой напильники очищают вдоль зуба стальной щеткой или пластинкой.
Всегда следует пользоваться только одной стороной напильника, вторую нужно пускать в дело лишь после затупления первой стороны или же в том случае, когда обработка обязательно должна производиться острыми зубьями, как при работе, так и при хранении нельзя укладывать напильники один на другой, бросать их в кучу с другими инструментами и предметами.
Надо беречь напильники от ржавления, следить, чтобы на них не попала вода. Не следует также допускать попадания на напильники наждачной пыли, так как при опиливании она затупляет зубья инструмента. Затупившиеся и изношенные напильники надо сдавать на восстановление.
Отделка обработанной поверхности
Опиливание поверхности обычно заканчивается ее отделкой, которая производится различными способами. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкуркой, абразивными брусками.
Отделка напильниками производится поперечным, продольным и круговым штрихами (рис. 7)
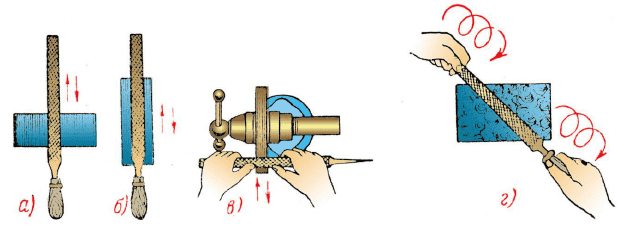 Рис. 7. Отделка поверхности напильником.а — поперечным штрихом, б и в — продольным штрихом, г — круговым штрихом.
Рис. 7. Отделка поверхности напильником.а — поперечным штрихом, б и в — продольным штрихом, г — круговым штрихом.
Чтобы получить в результате отделки гладкую и чистую поверхность, очень важно не допускать на ней глубоких царапин при доотделочном опиливании.
Так как царапины получаются от опилок, застрявших в насечке напильника, необходимо во время работы насечку чаще прочищать и натирать мелом или минеральным маслом.
Еще более тщательно надо прочищать и натирать мелом или маслом (а при опиливании алюминия — стеарином) насечку отделочных напильников, особенно при работе по вязким металлам.
После отделки напильником поверхность обрабатывают абразивными брусками или абразивной шкуркой (мелкими номерами) всухую или с маслом. В первом случае получают блестящую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку следует натирать стеарином.
Обработка плоской поверхности шкуркой требует умения; неправильная работа шкуркой может привести к порче изделия. Для отделки поверхностей пользуются также деревянными брусками с наклеенной на них абразивной шкуркой. Иногда шкурку навертывают на плоский напильник (в один слой) или же натягивают на напильник полоску шкурки, придерживая ее при работе.
При отделке криволинейной поверхности, а также в тех случаях отделки прямолинейной поверхности, когда возможный небольшой завал краев не будет считаться браком, шкурку навертывают на напильник в несколько слоев.
Измерение и контроль при опиливании. Чтобы убедиться в правильном опиливании плоскости, необходимо время от времени проверять ее проверочной линейкой на просвет. Если линейка ложится на плоскость плотно, без просвета, это значит, что плоскость опилена чисто и правильно.
Если обозначается ровный по всей длине линейки просвет — плоскость опилена правильно, но грубо. Такой просвет образуется от того, что насечка напильника оставляет на поверхности металла тонкие бороздки и линейка опирается на их вершинки. На неправильно опиленной плоскости при наложении линейки обнаружатся неровные просветы.
Проверка на просвет производится по всем направлениям контролируемой плоскости: вдоль и поперек и с угла на угол, т.е. по диагонали. Линейку надо держать тремя пальцами правой руки — большим, указательным и средним. Нельзя передвигать линейку по проверяемой плоскости: она от этого изнашивается и теряет прямолинейность.
Чтобы переместить линейку, ее надо приподнять и осторожно наложить на новое место.
При проверке угольником его осторожно и плотно прикладывают длинной стороной к широкой плоскости детали; короткую сторону подводят к проверяемой боковой стороне и смотрят на свет.
Если деталь с этой стороны опилена правильно, короткая сторона угольника плотно ляжет поперек боковой стороны детали.
В случае неправильного опиливания угольник коснется либо только середины боковой стороны (если эта сторона выпуклая), либо какого-нибудь края (если боковая сторона косая).
Для проверки параллельности двух плоскостей пользуются кронциркулем. Расстояние между параллельными плоскостями в любом месте должно быть одинаковым. Кронциркуль держат правой рукой за шайбу шарнирного соединения. Установка раствора ножек кронциркуля на определенный размер производится легким постукиванием одной из ножек по какому-нибудь твердому предмету.
Ножки кронциркуля надо устанавливать на детали так, чтобы их концы находились друг против друга. При косо установленных ножках, смещениях и наклонах при проверке будут получены неверные результаты.
Для проверки устанавливают раствор ножек кронциркуля точно по расстоянию между плоскостями в каком-либо одном месте и перемещают кронциркуль по всей поверхности.
Если при перемещении кронциркуля между его ножками ощущается качка, это значит, что в данном месте расстояние между плоскостями меньше; если же кронциркуль перемещается туго (без качки), это значит, что расстояние между плоскостями в данном месте больше, чем в другом.
Две плоскости могут считаться параллельными между собой, если ножки перемещаемого кронциркуля скользят по ним с легким трением равномерно.
2.9. Ручное и механическое опиливание
2.9. Ручное и механическое опиливание
Опиливание – это процесс снятия припуска напильниками, надфилями или рашпилями. Оно основано на ручном или механическом снятии с обрабатываемой поверхности тонкого слоя материала. Опиливание относится к основным и наиболее распространенным операциям. Оно дает возможность получить окончательные размеры и необходимую шероховатость поверхности изделия.
Опиливание может производиться напильниками, надфилями или рашпилями. Напильники подразделяются на следующие виды: слесарные общего назначения, слесарные для специальных работ, машинные, для затачивания инструмента и для контроля твердости.
Напильники изготавливают из инструментальной высокоуглеродистой стали У12А, У13А, а также из стали марок Р9, Р7Т, ШХ9, 111X15.
Зубья напильника могут быть образованы насеканием, фрезерованием, нарезанием, протягиванием и точением методом обкатывания. Наиболее распространен способ насекания.
Насечка напильников общего назначения двойная перекрестная, а у напильников для специальных работ – двойная и одинарная. Благодаря перекрестной насечке на опиливаемой поверхности не получается рисок от следов движения зубьев.
Насекание зубьев производится на заготовках до их термической обработки. После насекания напильники закаливаются до твердости не ниже HRC 54.
При ремонте износившихся напильников перед нанесением насечки производится отпуск и шлифовка поверхности напильников. Все напильники должны быть тестированы.
В зависимости от формы различают следующие типы напильников (рис.
19): а – слесарные плоские тупоносые; б – круглые; в – полукруглые, г – квадратные; д – трехгранные; е – плоские остроносые; ж – ножовочные; з – овальные; и – линзовые; к – ромбические; л – полукруглые широкие; ж – рашпили, н – для опиловочных станков; о – для мягких металлов, а также выгнутые напильники. Размеры напильников даны в табл. 2.
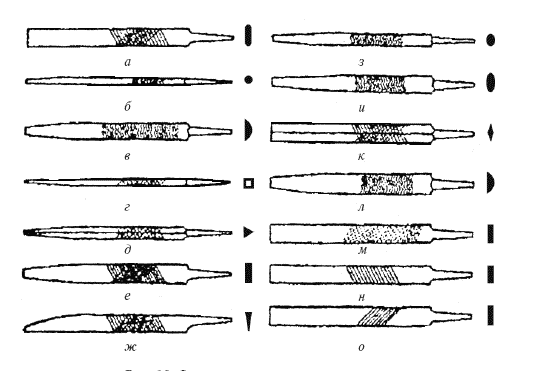
Рис. 19. Формы слесарных напильников
Таблица 2
Формы и размеры напильников, мм
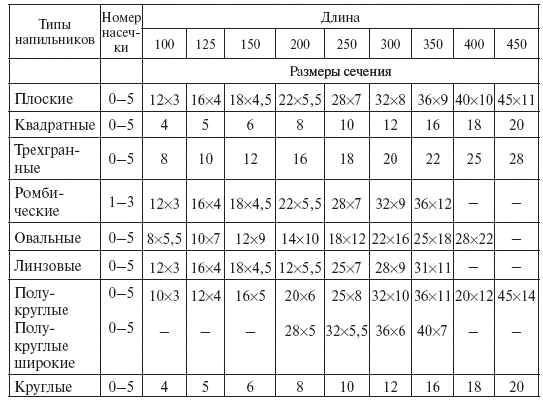
По величине и густоте насечек в зависимости от числа насечек на 10 мм длины напильники разделяются на драчевые № 0, и 1, личны?е № 2 и 3 и бархатные № 4 и 5. Драчевый № 0 имеет самую грубую насечку.
При длине драчевого напильника 100 мм число насечек на длине 10 мм составляет 14, в то время как бархатный № 5 имеет очень мелкую насечку – 56 насечек на 10 мм при той же длине напильника (табл. 3–5).
Таблица 3
Величина припуска и точность обработки напильниками различных классов, мм
Таблица 4
Количество насечек на 10 мм длины напильника
Таблица 5
Количество вспомогательных насечек на 10 мм длины напильника
Напильники бывают с единичной и двойной насечкой (рис. 20). Единичная насечка может быть с наклоном в одну сторону, наклонная с промежутками, волнистая, рашпильная.
При опиливании поверхностей мягких металлов используют напильники с единичной насечкой.
Двойная насечка характеризуется тем, что шаг (расстояние между вершинами двух соседних зубьев) не составляет целой величины, что предотвращает появление борозд на спиливаемой поверхности.
Рис. 20. Виды насечек напильников:
а – единичная с наклоном в одну сторону; б – единичная наклонная с промежутками; в – волнистая; г – рашпильная; д – двойная
Различают следующие виды опиливания: плоских и криволинейных поверхностей; угловых поверхностей; параллельных поверхностей; сложных и фасонных поверхностей.
Выбор напильника зависит от вида материала, вида опиливания, величины снимаемого слоя и величины обрабатываемой детали. Например, при окончательной обработке куба, выполненного из стали с длиной грани 30 мм, нужно использовать напильник с двойной насечкой № 5 (бархатный) длиной 160 мм.
Форму напильников выбирают в зависимости от конфигурации обрабатываемого места.
Плоские напильники используют для опиливания плоских, криволинейных выпуклых и наружных сферических поверхностей; квадратные напильники – для опиливания квадратных и прямоугольных отверстий; трехгранные – для обработки трехгранных поверхностей, для заточки пил, а также для опиливания плоских поверхностей, расположенных под острым углом; ножовочные – для опиливания кромок острых углов, а также для выполнения узких канавок; ромбические – для обработки очень сложных контуров изделий; круглые – для выполнения полукруглых и круглых отверстий; овальные – для опиливания овальных отверстий; полукруглые и линзовые – для обработки криволинейных и вогнутых поверхностей.
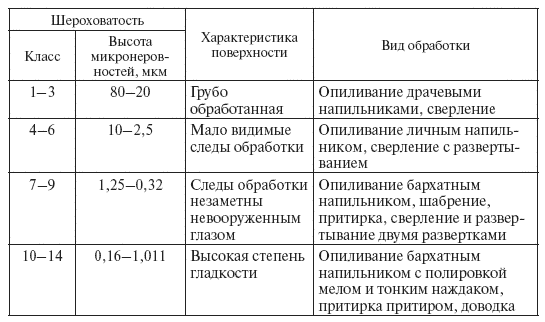
В табл. 6 даны классы шероховатости и соответствующие им величины высот микронеровностей поверхности, получаемые при разных видах слесарной обработки.
Таблица 6
Шероховатость поверхности, получаемая при разных видах слесарной обработки
Правильное и надежное закрепление материала в тисках или приспособлении при опиливании обеспечивает точную обработку материала, минимальное усилие работника и безопасность труда.
Во избежание повреждения поверхностей неметаллических материалов и изделий, закрепленных в тисках, следует использовать накладки. Накладки из мягких металлов (медь, цинк, свинец, алюминий, латунь), из дерева, искусственного материала, фетра или резины накладываются на щеки тисков. Изделие или материал вкладывают между накладками, а затем закрепляют.
Высоту установки тисков при опиливании следует подбирать в соответствии с ростом работника. На практике высоту установки тисков определяют, опираясь локтями на щеки тисков (кулак при вертикальном положении руки должен доставать до подбородка стоящего прямо работника).
Если тиски установлены ниже данного положения, то подкладывают прокладки, а если высота установки тисков велика, то прокладки вынимаются или под ноги слесарю укладывается подставка или трап.
Работающий у тисков должен занять такое положение, чтобы стопы ног были под углом 45° друг к другу, причем левая нога должна быть выставлена вперед на расстояние 25–30 см от оси стопы правой ноги.
Ось левой стопы по отношению к рабочей оси напильника должна находиться под углом около 30°. Такое положение гарантирует производительную и безопасную работу слесаря и уменьшает его усталость.
Восстановление режущих способностей напильника после износа обеспечивается путем снятия затупившихся зубьев и нанесения на напильник новой насечки.
Восстановление производится путем отжига напильника, сошлифования старой насечки и выполнения новой (вручную или механически) с последующей закалкой.
Восстановление напильника можно производить несколько раз, но с каждым разом он становится тоньше и более подвержен трещинам.
Напильники необходимо предохранять от воздействия влаги для предупреждения коррозии; во избежание порчи насечки не следует их бросать или класть на другие напильники, инструменты или металлы. Поверхность напильников оберегают от попадания масла или смазки, а также от попадания пыли со шлифовальных кругов.
Новый напильник следует использовать сначала с одной стороны, а после ее затупления – с другой. Не следует использовать личны?е и бархатные напильники для опиливания мягких металлов (олова, свинца, меди, цинка, алюминия, а также латуни). Опилки этих металлов забивают канавки насечки напильника и не дают возможности обрабатывать поверхности других металлов.
Напильник во время работы и после работы следует очищать стальной щеткой. После окончания работы его убирают в ящик или шкаф.
Следует обращать особое внимание на состояние рукоятки и правильную насадку ее на напильник (рукоятку насаживают по оси напильника). При насадке рукоятки нельзя поднимать напильник вверх.
Не следует использовать напильники без рукоятки. Особенно осторожно нужно работать маленькими напильниками. Конец длинного напильника не следует держать пальцами.
Материал для опиливания должен быть закреплен правильно и крепко.
Данный текст является ознакомительным фрагментом.
Виды и характеристики напильников по металлу
Ручных инструментов для обработки металлических деталей огромное множество. С их помощью можно проводить работы без подключения к сети, доставать до труднодоступных мест. Чтобы зачищать металлические поверхности, используется напильник по металлу.
 Работа напильником по металлу
Работа напильником по металлу
Что такое напильник и для чего предназначен?
Напильник — это универсальный инструмент, который применяют для обработки металлических поверхностей. Конструкция представляет собой брусок, изготовленный из стали особой марки, на котором присутствует множество насечек. На конце рабочей части присутствует хвостовик, с помощью которого она соединяется с деревянной или пластиковой ручкой.
Назначение приспособления:
- стачивание граней заготовки, чтобы довести её до требуемых размеров;
- очистка поверхностей от ржавчины, декоративных покрытий, грязи;
- заточка режущих частей оборудования, оснастки;
- шлифовка деталей.
Принцип работы приспособления для шлифовки металла прост. Мастер передаёт усилие на рабочую часть инструмента. Зубья, расположенные на бруске из металла, цепляются за обрабатываемую поверхность, счищая с неё слой материала.
Напильники изготавливаются согласно ГОСТ 1465–59. Государственными стандартами устанавливается ряд сталей, которые могут использоваться при создании инструмента. К ним относятся ШХ15, 13Х, У10А, У13А.
Технические характеристики инструмента
При выборе напильника необходимо учитывать несколько критериев:
- Размеры инструмента.
- Материал ручки. Удобство её удержания в ладони.
- Сталь, используемую при изготовлении рабочей части.
- Вид насечек, их расположение.
От этих показателей будет зависеть долговечность, эффективность, комфорт при работе.
Классификация напильников
Существуют разные типы напильников. Эти приспособления разделяются по нескольким факторам:
- виду насечек;
- форме приспособления для работы с заготовками;
- предназначению.
О каждой из представленных групп следует поговорить более подробно.
 Типы напильников по металлу
Типы напильников по металлу
Особенности
В понимании людей, не связанных с металлообработкой, приспособление, предназначенное для шлифовки металлических заготовок — это инструмент, состоящий из рабочей прямоугольной части, которая соединена с ручкой. На прямоугольнике из металла находятся зазубрины. Они снимают часть металла при передаче усилий. Однако бывают разные формы рабочей части.
Напильник не может изготавливаться из мягких материалов. Сталь, используемая для них, должна быть тверже обрабатываемых поверхностей.
Виды насечек
Насечки напильника играют прямую роль при работе с разными материалами. Чтобы нанести их на рабочую поверхность инструмента, применяется несколько технологических операций — точение, фрезерование, насекание, протягивание, нарезание.
Разновидности насечек напильника:
- Одинарные — предназначены для работы с мягкими материалами: сплавами цветных металлов, деревом пластиком.
- Двойные — представляют собой дополнительную и основную насечки. Дополнительная прилегает к основной под углом. Такая конструкция позволяет работать с твердыми материалами. Связано это с тем, что две насечки снимают слой материала при этом измельчая появляющуюся стружку.
Инструменты классифицируются по размеру зубьев. Это показатель зависит от того, сколько насечек присутствует на рабочей части. Чем их меньше, тем больше изготавливается зуб. Существует 5 номеров размеров зубьев:
- Номера 0, 1 — применяются для грубой обработки металлических поверхностей. Зубья самые большие, позволяют быстро снимать много материала за малый промежуток времени. Недостаток таких приспособлений — низкая точность обработки.
- Размеры 2,3 — используются, когда нужно очистить слой до 0.06 мм.
- Размеры 4, 5 — применяются для финишной обработки деталей. Снимают малый слой материла, что позволяет проводить точные операции, доводить заготовку до требуемых габаритов.
Желательно иметь все номера, чтобы постепенно обрабатывать рабочую поверхность.
Типы напильников
По предназначению выделяются такие виды напильников:
- Ручной инструмент общего назначения. Используются при проведении слесарных работ. Насечка двойного вида. Размер зубьев выбирается зависимо от требуемого качества обработки.
- Приспособления специального назначения. Применяются на заводах, занимающихся металлообработкой. С их помощью исправляются дефекты, остающиеся после обработки заготовок станками. Выдерживают длительную активную эксплуатацию.
- Надфили — самая распространённая группа, которая состоит из 11 подгрупп моделей разной формы. Имеют насечки пятого номера, малый размер. Надфили используются для точной обработки деталей.
- Рашпили — модели большой длины, с крупными зубьями. Используются при грубой обработке металла.
Выбирать приспособление требуется исходя из его размера, формы, величины зубьев.
Форма напильников
Напильники по металлу классифицируются зависимо от формы. Существуют следующие виды инструментов:
- Плоские — классическая форма приспособлений для обработки металлических поверхностей.
- Трехгранные — с их помощью растачиваются пазы, канавки, отверстия.
- Квадратные — используются при работе с отверстиями сложной формы.
- Полукруглые инструменты — их помощью растачивают отверстия большого диаметра.
- Круглые — используются для расточки овальных круглых отверстий разного диаметра.
- Ромбовидные — обрабатывают зубья деталей, шестерни, оснастку.
 Формы напильников
Формы напильников
Как выбрать инструмент?
Чтобы не ошибиться с выбором, нужно учитывать ряд факторов:
- Сталь, из которой изготавливается рабочая часть. Есть приспособления с алмазным покрытием. С их помощью можно шлифовать твердые сплавы, легированные стали.
- Длину, ширину. Выбираются зависимо от того, какие заготовки нужно обрабатывать.
- Размер зубьев выбирается зависимо от требуемого типа обработки. Модель с крупными зубьями подойдёт для грубой работы, при которой не нужна точность.
- Форму нужно выбирать зависимо от вида деталей, проводимых операций.
Специалисты по металлообработке рекомендуют покупать продукцию российских компаний. Она стоит дешевле импортной, но превосходит её по качеству.
Применение напильников
Разные формы нужно использовать для определённых деталей. Классическая плоская модель применяется, когда нужно отшлифовать ровные поверхности. Трёхгранным обрабатывают пазы, канавки. Работы выполняются под углом. Квадратным — отверстия разной формы. Полукруглыми стачивают бугры, ровняют выемки.
Напильники по металлу считаются универсальным инструментом, которые используется для обработки деталей разной формы. Разнообразие форм, размеров приспособлений, величины зубьев позволяет расширить их область применения.
Опиливание металла. Обработка металла напильником
Что такое опиливание металла?!
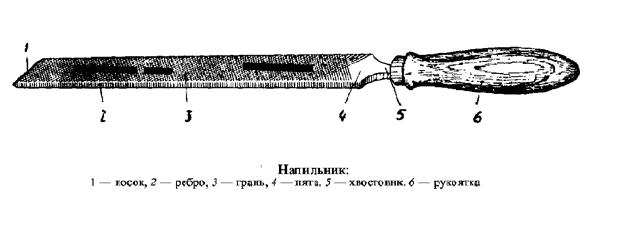
Опиливанием называется обработка поверхности вручную при помощи напильников. Напильником называют инструмент с большим количеством насечек или нарезок, образующих очень мелкие зубья, которые служат для снятия стружки при поступательном движении напильника (рис. 1).
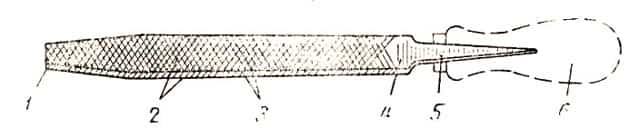
Рис. 1. Напильник:
1 – нос; 2 – грань (широкая и узкая); 3 – ребро; 4 – пятка; 5 – хвост; 6 – ручка.
Названия напильников.
Напильники можно разделить на обычные, надфили, рашпили и машинные напильники. Напильники изготовляются с однорядной и двухрядной насечкой. По величине шага насечки напильники с крупным шагом называют драчевыми, со средним шагом — личными, с небольшим шагом — бархатными.
Формы напильников.
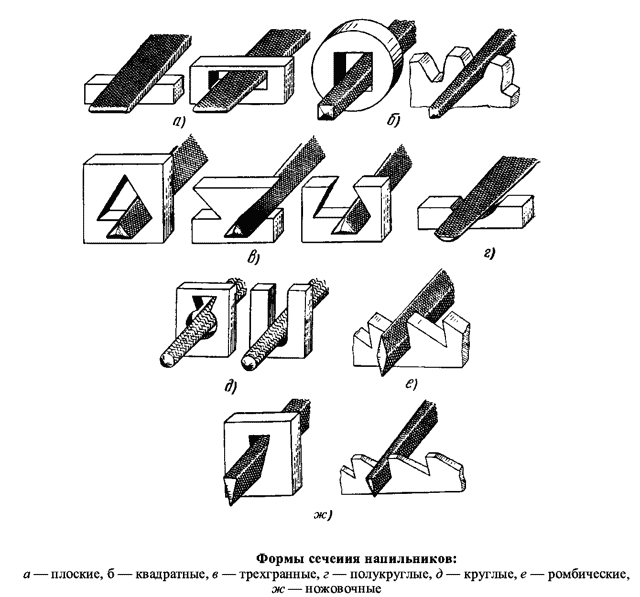
По форме напильники бывают: плоские тупоносые и остроносые с гладким или с насеченным ребром, полукруглые, квадратные трехгранные и круглые (рис. 2).
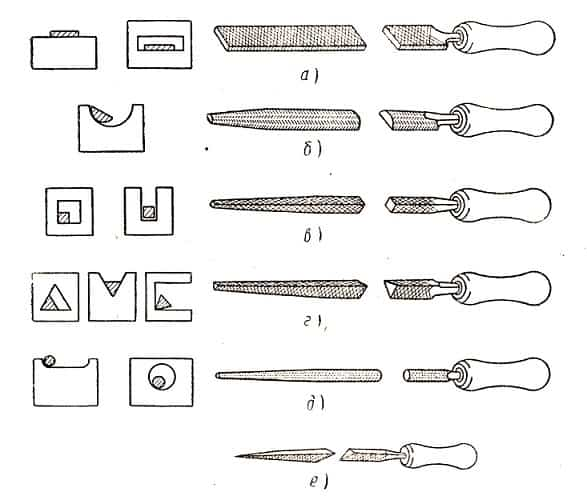
Рис. 2. Формы напильников:
- а – плоский; б – полукруглый; в – квадратный; г – трехгранный; д – круглый; е – надфиль.
- В котельном производстве опиловка применяется в редких случаях:
- — при небольших поделочных работах;
- — для особо тщательной пригонки деталей.
- Так как операция опиловки очень дорогая и малопроизводительна.
Хранение напильников.
Напильники следует хранить в инструментальном ящике, разложенными в один ряд, с промежутками между ними, предохранять от попадания на них грязи, масла, воды и особенно наждачной пыли. После работы напильники нужно очищать стальными щетками от грязи и частиц металла.
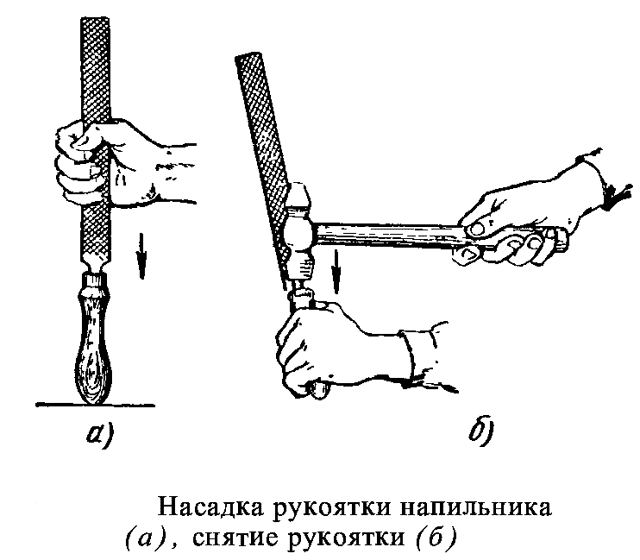
Как насадить ручку на напильник?!
Напильники имеют деревянные ручки с металлическим кольцом на шейке. Во избежание появления трещины насадку ручки нужно производить осторожно. Хвост напильника постепенно вращательным движением вводится в небольшое отверстие, высверленное в торце шейки ручки. Заостренные кромки хвоста напильника рассверливают отверстие.
Одновременно с этим постукивают головкой ручки по верстаку. После некоторого углубления ручку снимают и очищают хвост напильника от древесной стружки. Затем операцию повторяют, пока ручка не сядет плотно до нижних краев напильника.
Иногда вместо рассверливания применяют прожигание отверстия в ручке нагретым докрасна тонким стальным стержнем.
Техника опиливания.
Успех и точность опиловки зависят от правильного нажима на напильник и поддержания напильника при работе в положении, параллельном опиливаемой поверхности.
Опиливание происходит скорее, если темп движений незначительный, а сила нажима на напильник большая. При опиливании широких поверхностей работа проходит легче и правильнее, так как сама плоскость является хорошей направляющей.
Опиливание металла — простейшая операция металлообработки
Опиливание – это слесарная металлообработка , во время которой происходит снятие материала с поверхности детали с помощью напильника. Напильник – это инструмент, который служит для обработки металлов , состоит из многолезвийных режущих элементов, он обеспечивает высокую точность проделываемых работ, а также не значительную шероховатость обрабатываемой поверхности детали. Сама резка металла , проводится качественно и с малой погрешностью.
С помощью опиливание, детали придается нужный размер и форма, подгоняют деталь друг под друга и проводят множество других работ.
Напильниками обрабатывают металлы различной формы: криволинейные поверхности, плоскости, пазы, отверстия различных форм, канавки, различного рода поверхности и т.д. Припуски во время опиливания оставляют небольшого размера — от 0.55 до 0.015 мм.
А погрешность после проведенной работы может составляет от 0.1 до 0.05, а в определенных случаях еще меньше – до 0.005 мм., что обеспечивает качественную металлообработку /
Инструмент напильник – это брусок из стали определенной длины и профиля, у которого на поверхности стоит нарезка. Нарезка ( насечка) формирует маленькие и острые зубья, которые определяют в сечении форму клина.
Угол сечения напильника с сеченым зубом обычно равен 65-70 градусов, задний угол от 35 до 50 градусов, передний угол – 16 градусов. Инструменты с одинарной нарезкой убирают с металла широкую стружку, по всей насечке. Они применяются при металлообработке мягких металлов.
Напильник с двойной нарезкой используются при опиливании чугуна, стали и других твердых металлов, из-за того, что перекрестная нарезка измельчает стружку, в связи с чем – облегчает работу.
Насечку рашпилем получают с помощью вдавливания металла специальными зубцами состоящими из трехгранника. Обработка металлов рашпилем производится только на мягких металлах и неметаллических материалах. Также можно получить другую насечку с помощью фрезерования.
У нее дугообразная форма и большие выемки между зубьями – это обеспечивает хорошее качество поверхностей и высокую производительность при металлообработке Напильники производятся из стали У13А и У13, а еще из хромистой стали ШХ 15. Когда заканчивается насечка зубьев напильники термически обрабатываются.
Ручки напильников изготавливаются из древесины ( клен, береза и другие).
По своему назначению резки металла напильники делятся на следующие группы:
- Общего назначения.
- Надфили.
- Специального назначения.
- Машинные напильники.
- Рашпили.
Для общих слесарных работы, чаще всего применяются напильники общего назначения.
По количеству насечек на 1 см. напильники разделяют на 6 разных номеров:
- Напильники с нарезкой от номер 0 до 1 (драчевые), применяются для более грубого опиливания, так как состоят из крупных зубьев. При обработке металлов погрешность составляет от 0.6- 0.3 мм.
- Напильники с нарезкой № 2-3, применяются для чистого опиливания деталей. Погрешность при металлообработке составляет 0.2-0.005 мм.
- Напильники с нарезкой номером 4-5, служат окончательным обрабатываемым процессом. Погрешности при этом процессе составляет 0.1- 0.004 мм.
По своей длине напильники изготавливаются от 150 до 400 мм. По форме сечения их делят на квадратные, плоские, круглые, трехгранные, ромбические, ножничные и полукруглые. Для обработки металлов небольших форм используются малогабаритные напильники — надфили. Обработка твердых и закаленных сталей производится специальными надфилями, а на стальных стержнях закрепляются зерна алмаза. Улучшение производительности и условий труда при металлообработке опиливанием достигается путем использования механизированных ( пневматических и электрических) напильников. Сменяемые угловые и прямые головки при помощи круглых фасонных инструментов способствуют опиливанию под разными углами и в труднодоступных местах.
Качество работы контролируется различного рода инструментами. Качество опиливаемой плоскости проверяется проверочной линейкой. Если плоскость должны быть опилена достаточно точно, ее подвергают проверке на проверочной плите.
Если нужно опилить плоскость под определенным углом, ее проверяют с помощью угломера или угольника. Для контроля параллельности двух плоскостей используют штангенциркуль, где расстояние между плоскостями должно быть одинаковым.
Если контроль нужно провести по криволинейным поверхностям, его производят с помощью линий разметки и специальных шаблонов.
Опиливание служит для разрезания и обработки поверхности и значительно отличается от процесса плазменной резки металла , которая в свою очередь используется для полного разрезания изделия, а также для обработки его.





