- Способы рубки металла
- Применяемое оборудование и инструменты
- Ручной метод рубки металла
- Рубка металла гильотиной
- Возможные дефекты
- Методы заточки металлорежущего инструмента
- Когда необходима заточка резца
- Заточка деревообрабатывающего инструмента
- Инструмент для заточки
- Порядок и особенности
- Угол заточки рабочей части зубил для стали, чугуна и цветных металлов
- Доводка инструмента
- Заточка зубил на станке вручную
- ПОИСК
- Рубка металла: от зубила до станка
- Похожие виды инструментов
- Зубило. Виды и работа. Применение и заточка. Особенности
- Сфера применения
- Инструмент предназначен для механического воздействия с разрушающей силой. Сфера его использования довольно обширная, но в большинстве случаев ограничивается:
- Разновидности зубил и их предназначение
- Существуют следующие виды зубил:
- Пика представляет собой практически обыкновенное зубило, хвостовая часть которого сужена. В его конструкции вместо ударной шляпки стержень сточен под меньший диаметр, что позволяет проводить крепление в зажимной патрон перфоратора. Форма режущей кромки может быть точечной, узкой или широкой, как у слесарного зубила
- Как отличить зубило для металла от инструмента для камня
- Заточка инструмента
- Устройство крейцмейселя
- Общая технология работы
- Работа крейцмейселем
- Виды наждачной бумаги и ее маркировка
- Пистолет для монтажной пены — правильный выбор, разбор и ремонт
- Виды топоров — колуны, туристические топоры, их особенности и фото
- Выбираем пульверизатора для краски или делаем распылитель своими руками
- Техника безопасности
- Делаем рубку металла безопасной
Одним из методов подготовки детали к чистовой обработке является рубка металла. Она относится к слесарным операциям. Её применение позволяет решить следующие задачи:
- удалить оставшийся слой или части металла с поверхности заготовки;
- устранить образовавшиеся кромки на краях детали после ковки и литья;
- разделить металлический прокат на более мелкие части;
- вырубить отверстия в металлических изделиях;
- прорубить канавки различного назначения.

В справочной литературе описывающей слесарное дело подробно приводятся задачи, решаемые этой операцией и способы её проведения. Большое назначение слесарной рубки определяет её широкое применение в металлообработке и машиностроении. Она позволяет быстро и качественно разделить заготовки по заданным размерам.
Способы рубки металла
Технология слесарной рубки металла подразделяется на следующие виды:
- по характеру решаемых задач (вырубка деталей по заданной форме, отделение части металла необходимого размера, вырубание канавок);
- способу операции (ручную или механизированную);
- методу фиксации;
- направлению рубочного действия (вертикальное или горизонтальное).
Все виды рубки металла могут осуществляться как вручную, так и механически. Это определяется требуемым качеством получаемого изделия, количеством (производительностью), техническими возможностями (наличием ручного или механического инструмента).
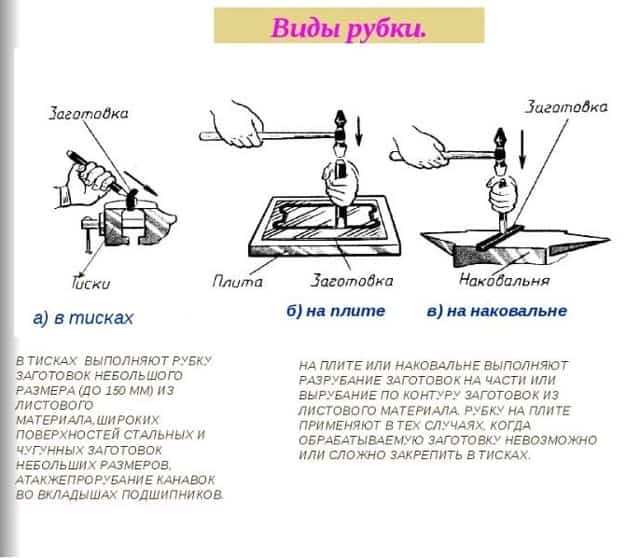
При ручной рубке используются следующие способы: вертикальный или горизонтальный. Выбор способа зависит от возможности закрепления металла.
Она может зажиматься в тисках (если позволяют размеры и масса). Если это невозможно, заготовку располагают на наковальне или металлической плите. Горизонтальную операцию целесообразно производить с использованием слесарных тисков.
При ручной рубке выделяют три способа нанесения удара молотком. Это — кистевой, локтевой и плечевой удар. От силы удара зависит скорость проведения операции и качество получаемого края детали. На силу удара влияет масса ударной части молотка, длины ручки.
В оборудованных мастерских и на металлообрабатывающих предприятиях применяют различные виды механизированных способов рубки и резки металлических заготовок. К этим способам относятся:
- вырубка с помощью пресса или молота;
- рубка и резка с помощью гильотины;
- применения специальных станков.
В основу механизированных видов положены, механические, гидравлические или электрические принципы приведения в действие режущего инструмента.
Применяемое оборудование и инструменты
Этот перечень зависит от способа проведения работ. Ручная рубка осуществляется с применением:
Слесарное зубило конструктивно состоит из трёх основных частей: ударной, средней (держателя) и режущей (рабочей). Форма режущей части у каждого разная и зависит от решаемой задачи. Зубилом производят стандартную операцию рубки. Крейцмейсель обладает более узкой режущей кромкой.
Канавочник предназначен для вырубания канавок, поэтому его режущая часть выполнена в форме полукруга. Бородок изготавливают из круглого металлического стержня, и имеет рабочую часть в форме окружности заточенной по периметру. С его помощью производят вырубку отверстий в листовом металле.
Все ударные инструменты изготавливаются из прочной инструментальной стали.
Основными параметрами этих инструментов являются геометрические размеры, углы заточки режущей части. Для нанесения удара по верхней (ударной) части зубила применяется слесарный молоток. Они отличаются формой бойка (круглая или квадратная), методом крепления ручки, общим весом.
Вырубка небольших деталей, отверстий, отдельных частей производится с помощью крепёжного оборудования или на стальных подложках. Для надёжности крепления эта операция производится в тисках.
В качестве инструмента для разметки применяют различные слесарные линейки, угольники, разметочные штангенциркули, малки. Для нанесения отметок применяют: керны (различной модификации), чертилки с разной формой наконечников, карандаши. Применяемые инструменты изготовлены по разработанным стандартам


На промышленных предприятиях инструментом для рубки металла являются специальные станки. К ним относятся:
- гильотины;
- прессы (гидравлические и механические);
- пресс-ножницы;
- угловысечные станки.
Они обладают высокой производительностью и позволяют проводить рубку даже очень толстого металла.
Гидравлическая гильотина управляется электронным блоком. С его помощью задают параметры будущей операции. Устанавливают вид металла, угол среза, величину давления на нож, скорость резания. Кроме гильотины для решения этих задач применяют так называемые комбинированные агрегаты.
К ним относятся режущие станки (пресс-ножницы) и узкоспециальные (угловысечные станки, прессы и штампы). Пресс-ножницы применяются для рубки листов и полос металла, фасонного и сортового проката. Они хорошо справляются с профильным металлом, например, швеллер, двутавровый прокат, квадрат.
С их помощью получают ровные отверстия и различной формы пазы.
Угловысечные станки позволяют проводить угловую вырубку металлических изделий практически любой толщины. Высокой точности рубки добиваются благодаря наличию шкалы, позволяющей точно опускать инструмент в требуемое место и правильно заточенного набора зубил.
Прессы и штампы решают аналогичные задачи. В них применяют механические, гидравлические, пневматические и электрические приводы.
Ручной метод рубки металла
Приёмы слесарной рубки определяют последовательность действий :
- закрепление заготовки в тисках, если это невозможно её укладывают на наковальню;
- зубило устанавливают в начало линии разметки;
- сначала молотком наносят предварительные не сильные удары для выделения контура намеченной линии отсечения;
- затем вдоль этой линии перемещают режущий инструмент, по которому наносятся сильные удары;
- после завершения наполовину прорубленную заготовку переворачивают;
- с обратной стороны повторяют такие действия, до полного отсечения.
При работе с полосовым металлом используют горизонтальный способ. Правила работ заключаются в следующем:
- режущей кромке зубила при затачивании задают определённую кривизну;
- начинают проводить операцию с дальней кромки постепенно приближаясь к передней отметке;
- при вырубании заготовок по установленному шаблону, следует предусмотреть припуск.

Во время ручной операции высока вероятность порчи заготовки или появления различных дефектов. Чтобы избежать этого, необходимо:
- обеспечить прочную фиксацию заготовки;
- соблюдать угол наклона зубила (оно должно быть равно 30 градусов);
- аккуратно размечать линию отреза (выруба);
- рекомендуется перед началом работы снять фаски у заготовки;
- частота наносимых уларов должна быть равномерной с одинаковым усилием.
Эти рекомендации особенно необходимо соблюдать, когда производится рубка металлов профиля ПЗО.
Рубка металла гильотиной
На металлообрабатывающих, машиностроительных предприятиях, крупных мастерских применяется механизированная рубка металла. Наиболее распространённой является рубка с применением различных гильотин. Механизация рубки позволяет повысить качество рубленого края, осуществлять вырубку более толстого металла, увеличить скорость получения готовой заготовки.

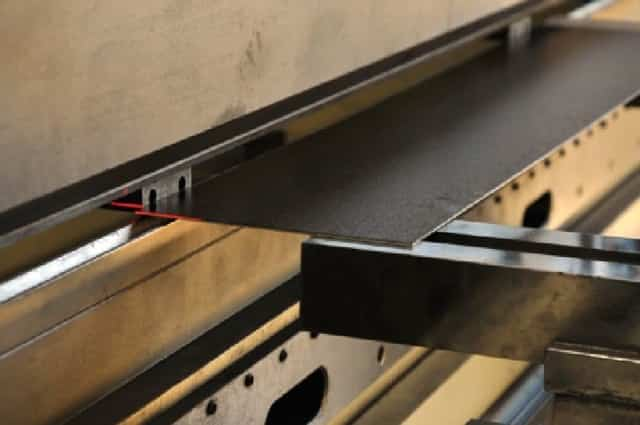
Гильотины применяются для рубки листового металла различной толщины. Техника рубки достаточно проста. Гильотина имеет специальный нож, который под давлением опускается на лист металла, разрубая его по нанесённой разметке. Для создания требуемого усилия применяют механическую, гидравлическую или электромеханическую системы.
В этом случае металлическая полоса стальная подвергается воздействию ножа, который реализует вертикальный способ рубки. В этом случае специальное устройство — рольганг — подаёт металлическую заготовку на заданную длину. Фиксирующее устройство осуществляет захват и удержание заготовки в требуемом положении.
На место рубки под давлением опускается нож, который осуществляет эту операцию ровно по линии разметки.
Создание необходимого краткосрочного давления на лист металла позволяет произвести точную рубку по сделанной отметке и обеспечить высокое качество результата. Гильотинная резка обладает следующими преимуществами:
- получить ровный край на срезе;
- отсутствуют зазубрины и заусенцы;
- не происходит серповидных откосов на протяжении всей длины кромки;
- не бывает неравномерных скосов.
- Кроме технических преимуществ, применение гильотины позволяет снизить себестоимость каждой детали и повысить производительность труда на этой операции.
- Особенно важным является обстоятельство, что при такой резке удаётся повысить безопасность проведения операции.
Современные гильотины – это станки, оснащённые современными электронными блоками управления. Они способны задавать необходимые параметры перед проведением операции рубки.
Поэтому можно выбрать марку металла, требуемый угол среза, параметры проводимой операции (мощность, скорость, периодичность).
Возможные дефекты
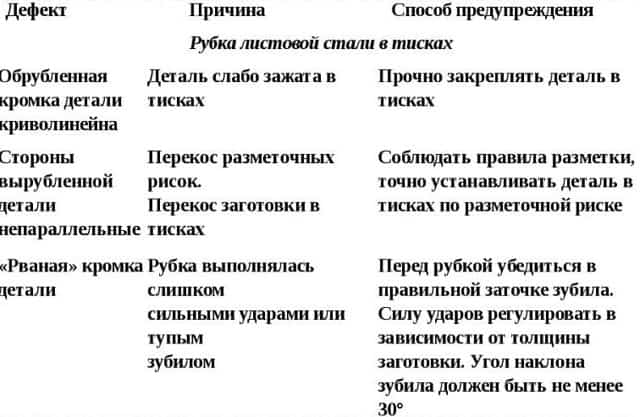
При проведении этой операции всегда проявляются определённые дефекты. К основным дефектам относятся:
- обрубленная кромка получается не прямолинейной;
- не сохраняется параллельность обеих кромок детали;
- край детали получается рваным с заусенцами и большой шероховатостью.
Каждый из проявившихся дефектов имеет свои индивидуальные причины. Первый дефект всегда проявляется при слабой фиксации обрабатываемой детали. Особенно этот дефект проявляется, если проводится процесс рубки на металлической станине без фиксации детали. Проявление этих дефектов вызвано следующими причинами:
- деталь не достаточно надёжно закреплена;
- произошло смещение нанесённой маркировки;
- процесс производился ударами, превышающими необходимую силу;
Для их устранения необходимо выполнять не сложные правила:
- Проверить прочность закрепления заготовки;
- Соблюдать точность расположения детали относительно нанесённой маркировки;
- Проверить параметры заточки инструмента.
При прорубании канавок, кроме перечисленных дефектов, могут появляться и другие. К ним относятся:
- рваные кромки канавки;
- глубина канавки разная по длине;
- сколы на конце канавки;
Чтобы предотвратить появление перечисленных дефектов необходимо соблюдать методики установленные инструкциями по применению конкретного оборудования и принятыми стандартами. Перед проведением операции осуществляется подготовка рубке самой заготовки, режущего инструмента и используемого станка.
При соблюдении правил подготовки и проведении операций рубки и вырубки получается ровный край, без дефектов и сколов.
Методы заточки металлорежущего инструмента
Когда необходима заточка резца
В процессе точения происходит трение стружки о переднюю поверхность инструмента и обрабатываемой детали о заднюю в зоне реза. При одновременном значительном повышении температуры происходит постепенный износ детали.
При превышении максимально допустимой величины износа резец не может быть использован для дальнейшего проведения работ и требует заточки и доводки по передней и задней поверхности.
Допустимая величина износа указана в таблице ниже
Настройка столов фуговального станка
Заточка деревообрабатывающего инструмента
Для работы с деревом важна острота резцов столярных и плотницких принадлежностей. Заточка деревообрабатывающего инструмента требует наличия в арсенале мастера как ручных, так и автоматических точильных принадлежностей. Все режущие приспособления по дереву «обновляются» с помощью точильных кругов, камней, напильников и оселков.
Рассмотрим несколько вариантов работы с самыми популярными столярными инструментами
Заточка столярного инструмента № 1׃ пила
Сложность данной процедуры заключается в миниатюрности и многочисленности резцов инструмента. Поступает пила в продажу не достаточно подточенной (чаще вообще тупой), но это еще не все.
Пилящий инструмент еще следует развести׃ отогнуть зубцы инструмента через один в противоположные оси стороны.
Для этого используют специальное приспособление – разводку или же обходятся простыми подручными инструментами (клещи).
Перед началом заточки пилу следует полностью «обездвижить»׃ для этого инструмент фиксируют в тисках, предварительно заключив его в деревянные «объятия» досками во избежание получения «травм». Для заточки используют трехгранный (или ромбовидный) напильник, а саму процедуру выполняют двумя способами׃
- Прямая заточка – применяется для продольных пил. Напильник располагают перпендикулярно полотну пилы и выполняют поступательные движения в оба направления.
- Косая заточка – применяется для поперечных пил. Напильник повернут на 50 0 – 80 0 к полотну пилы и выполняет свою функцию только в одном направлении.
Заточка столярного ножа
Классические инструменты для заточки ножей – точильный камень и оселок, которые используются скорее для поддержания его «рабочей» формы. Если инвентарь сильно изношен (очень тупой, появились выщерблины), то с его заточкой справится лишь профессионал.
Любой нож состоит из фаски, лезвия и граней (передней и задней). Угол между передней гранью и фаской называют углом заточки. Чем он острее, тем легче работать мастеру-заточнику. Для столярных работ этот показатель равен 30 0.
Для обработки потребуется несколько видов абразивов. Первый «черновой» инструмент для заточки ножей – мелкозернистый точильный камень, зафиксированный колодкой, с помощью которого на поверхности фаски появляется четко выраженная заусеница, которая в процессе работы удаляется.
Весь процесс проходит в такой последовательности׃
- К смоченному водой бруску прижимают нож всей фаской и поступательными движениями добиваются появления «дефекта»
- Нож переворачивают и полностью прижимают к бруску передней гранью, шлифуют до «перехода» заусеницы на фаску
- Нож снова переворачивают и прижимают фаской к бруску. Шлифуют поверхность до перехода заусеницы на переднюю грань ножа.
- Нож переворачивают и повторяют весь процесс до тех пора, пока «дефект» не исчезнет с поверхности фаски.
- Нож правят на смоченном водой оселке круговыми движениями по фаске и передней грани инструмента
Заточка сверл
Инструмент для заточки сверл по дереву тот же, что и для ножа (точильный брусок и оселок). А вот если геометрия поверхности не позволяет ими воспользоваться, то в ход идут напильники разной формы.
Но, если сверла сделаны из твердоплавких материалов или снабжены алмазными пайками, то инструменты для заточки принципиально иные.
Инструмент для заточки
Для абразивной заточки резца может быть использован заточной или токарный станок. Для твердосплавного инструмента используется зеленый карборунд средней твердости. Для первичной обработки абразив круга должен составлять 36-46, при завершении процесса – 60-80. Для высокого качества заточки необходим целый круг, без дефектов и нарушения геометрии.
Для заточки токарных резцов широко применяются и алмазные круги, что обеспечивает высокую чистоту режущих поверхностей. В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ.
Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм.
При большем значении рекомендует предварительная заточка карборундовым кругом.
Порядок и особенности
В зависимости от характера износа и конструкции оснастки производится заточка по передней, задней или обеим поверхностям. На рисунке ниже указаны все поверхности токарного резца
Эффективная чудо лопата своими руками
Для стандартных резцов, как правило, применяется заточка по всем режущим поверхностям. При незначительном износе восстанавливается геометрия только задней поверхности. Оснастка для многорезцовых станков восстанавливается только по задней поверхности, фасонная – только по передней.
Стандартный порядок заточки:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления конца.
Параметры заточки задней поверхности указаны на рисунке ниже
На рисунке (а) указана задняя поверхность с одной плоскостью заточки, на рисунке (б) – с несколькими. При напайке твердосплавных пластин задняя поверхность имеет три плоскости:
- по фаске высотой не меньше чем 1,5 мм под углом а;
- по оставшейся высоте под углом а+3°;
- по державке под углом а+5°.
Заточка передней поверхности твердосплавных резцов имеет гораздо большее количество разновидностей (см. рис. ниже).
Основные формы:
- Плоская с положительным передним углом (а).
- Плоская с отрицательным углом (б).
- Криволинейная с отрицательным углом (в).
- Плоская с отрицательным углом для черновой обработки (г).
- Криволинейные с отрицательным углом для нержавеющих сталей (д), и других материалов (е)
В процессе заточки необходимо чтобы режущая кромка обрабатываемого инструмента располагалась на линии центра заточного станка или ниже не более чем на 3-5 мм.
Направление вращения круга должно обеспечить прижим пластинки к державке, т. е. идти на пластинку. В процессе работы желательна непрерывная подача охлаждающей жидкости.
При периодическом охлаждении возможно перенапряжение структуры материала и появление микротрещин.
При заточке необходим легкий нажим и постоянное перемещение вдоль поверхности круга для формирования ровной поверхности. После завершения заточки геометрия инструмента проверяется с помощью шаблонов или специальных приборов.
Угол заточки рабочей части зубил для стали, чугуна и цветных металлов
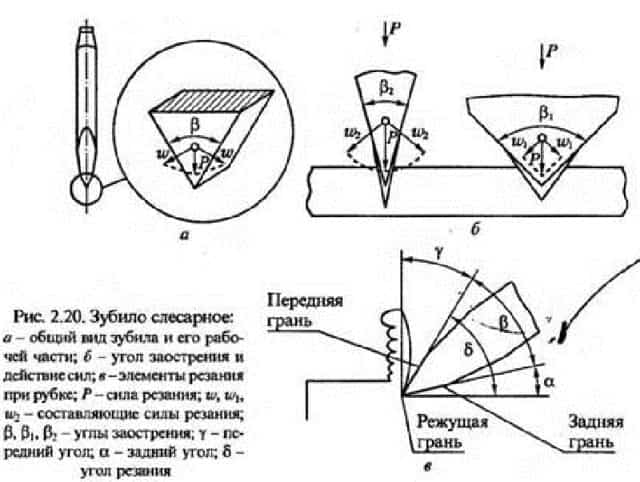
Этот инструмент представляет собой металлический стержень, один конец которого (боек) имеет форму усеченного конуса с полукруглым основанием, а второй (лезвие) – клина. Оба конца закалены и отпущены.
Зубило используют для обработки металла. Его длина составляет примерно 100–200 мм, ширина лезвия – 5–52 мм.
Лезвие инструмента должно быть хорошо заточено, так как от этого зависит сила удара (чем острее лезвие, тем меньшее усилие прилагают при ударе).
Угол заточки лезвия зубила различен. Лезвием с тупым углом заточки работают с твердыми металлами. При этом следует учитывать, что сталь средней жесткости обрабатывают лезвием с углом заточки не менее 60°; чугун, бронзу, твердую сталь – 70°.
Меньшего угла заточки лезвия зубила требует работа с мягкими металлами – такими, как медь и латунь. Угол заточки лезвия при этом должен составлять примерно 45°. Цинк и алюминий обрабатывают зубилом, угол заточки лезвия которого составляет 35°.Заточку лезвия инструмента производят на точильном станке. Зернистость электрокорундных кругов при этом должна быть 40, 50 или 63.
Для контроля угла заточки зубила используют специальный шаблон, представляющий собой брусок из металла, на котором вырезаны 4 паза с углами разной величины.
Основные виды и причины дефектов при гибке.
При изучении различных приемов гибки рассматривались причины возможного появления дефектов в поковках. К основным дефектам, возникающим в процессе гибки, относятся: утяжина в месте изгиба, трещины, складки, неточности размеров и формы.
Образование у т я ж и н ы, подробно рассмотренное ранее, приводит не только к искажению формы поковки, но и к уменьшению прочности детали. Утяжину ликвидируют как предварительным набором металла в месте изгиба, так и высадкой заготовки в процессе гибки.
Появление трещин на внешней поверхности заготовки на участке гибки чаще всего возможно, если изгибают металл с низкой пластичностью, т. е. в холодном или подстывшем состоянии.
Гибка, например, заготовки из дюралюминия в холодном состоянии сопровождается не только образованием трещин, но и полным разрушением металла. Высокие требования к режиму гибки предъявляются при обработке высокоуглеродистых и легированных сталей и других сплавов.
Выбор рационального режима гибки заключается в правильном выборе температуры обработки, схемы гибки, оптимального минимального радиуса изгиба, последовательности переходов и др.
При гибке заготовок на большие углы необходимо, чтобы с внутренней стороны угла поковки не образовывались складки, так как они являются концентраторами напряжений и снижают прочность детали.
Дефект в виде неточности размеров появляется чаще всего при неточном определении длины (объема) исходной заготовки. Если при расчете допущена ошибка, поковка получается либо длиннее требуемой, либо короче.
Неточность формы является следствием неправильно выбранных переходов гибки, некачественной подготовки исходной заготовки, неправильного подбора необходимого инструмента или способа гибки, а также недостаточного опыта кузнеца.
Резка. Назначение и виды резки. Устройство ручных и рычажных ножниц для резки листового металла, ручной ножовки. Способы резки металла ножовкой, ножницами. Приводные ножницы; рычажные, эксцентриковые, роликовые, вибрационные, область их применения, устройство и принцип действия.
Разрезкой называется операция разделения материала (предмета) на две отдельные части с помощью ручных ножниц, зубила или специальных механических ножниц. Распиловкой называется операция разделения материала (предмета) с помощью ручной либо механической ножовки или круглой пилы.
Назначение и виды резки.
Качество металлоизделий в различных отраслях экономики (промышленном производстве, строительстве, легкой промышленности и др.) напрямую влияет на степень безопасности конечного применения изделия (строительный крепеж, перекрытие в ангаре, металлическая дверь, трубопровод).
Таким образом, задача обеспечения высокого качества металлоконструкций является ключевой, одним решением которой является надежное производственное оборудование.
Гильотины и другие станки для резки металла предназначены для резания или рубки листового металла, а также заготовок металлических. В настоящее время подобное оборудование используется в различных сферах промышленной деятельности предприятий.
Широкое распространение станки получили благодаря своей высокой эффективности, что способствует оптимизации производственного процесса, повышает качество выпускаемой продукции и минимизирует издержки.
В соответствии с различными потребностями процессов и целей производства выделяют следующие виды оборудования, представленные в каталоге нашей компании: станки для лазерной и плазменной резки, гильотины, пресс-ножницы, координатно-просечные пресса. Современные производственные установки позволяют осуществлять резку металла с высокой точностью, необходимой для клиента.
- Главной характеристикой любого оборудования для рубки металла является точность выполнения операций.
- Выделяют несколько классов оборудования для резки металла:
- — А – оборудование особо высокой точности;
- — В – высокоточное оборудование;
- — С – обычные станки для резки металла;
- — П – станки для резки повышенной точности;
- — Н – станки нормальной точности.
Самое элементарное оборудование для резания находит свое применение в транспортировки металла, тогда как станки для лазерной резки применяют при производстве нестандартных деталей.
Гильотинное оборудование и различные пресса применяют для рубки труб различных диаметров, металлопроката, обеспечивая, тем самым, их качественную резку (отсутствие заусенцев, наплывов, смятия кромок).
Таким образом, в зависимости от потребностей и задач производственного цикла существуют различные виды станков для резки металла в зависимости от назначения.
Доводка инструмента
После заточки необходима последовательная притирка рабочих поверхностей в том же порядка, как производилась заточка. При доводке необходимо удалить все шероховатости и отполировать поверхность до зеркального блеска. Чем чище поверхность, тем ниже трение при точении и выше стойкость инструмента.
Доводка осуществляется с помощью абразивных паст карбида бора на вращающемся чугунном диске (не более 2 м/с). Может использоваться паста ГОИ или другие специальные материалы для полировки. Для полировки паста наносится на диск.
Далее, при вращении диска, резец прижимается и зерна абразивной пасты сглаживают имеющиеся шероховатости.
Таким образом, полностью восстанавливается геометрия и первоначальная чистота рабочей поверхности резца, обеспечивается его пригодность к дальнейшей эксплуатации.
Заточка зубил на станке вручную
Заточка зубил на станке вручную
При выполнении операции рубки инструменты должны быть остро заточенными, так как применение тупого зубила приводит к соскальзыванию его с обрубаемой поверхности, при работе с таким инструментом человек устает и теряет правильность ударов.
Заточка зубил и крейцмейселей производится на заточном станке. Для этого зубило или крейцмейсель накладывают на передвижной подручник и с легким нажимом медленно передвигают по всей ширине шлифовального круга, периодически поворачивая инструмент то одной, то другой стороной.
- Не нужно сильно нажимать на затачиваемый инструмент, так как это приводит к перегреву режущей кромки, в результате чего лезвие теряет первоначальную прочность.
- Перед заточкой инструмента подручник устанавливают как можно ближе к заточному кругу.
- Зазор между подручником и заточным кругом должен быть не более 2 – 3 мм, чтобы затачиваемый инструмент не мог попасть между кругом и подручником.
- Заточку лучше всего вести с охлаждением водой, в которую добавлено 5 процентов соды, или на мокром круге.
Несоблюдение этого условия вызывает повышенный нагрев, отпуск и уменьшение твердости инструмента, а следовательно, и стойкости в работе. Боковые грани после заточки должны быть плоскими, одинаковыми по ширине и с одинаковыми углами наклона. После заточки зубила или крейцмейселя с режущих кромок снимают заусенцы.
Величина угла заострения проверяется шаблоном – пластинкой с угловыми вырезами 70, 60, 45, 35 градусов.
Слесарные молотки являются инструментом для ударных работ. Они бывают с круглыми и квадратными бойками. Основной характеристикой молотка является его масса.
Молоток состоит из ударника и рукоятки. Слесарные молотки с круглым бойком изготовляют шести номеров.
Молотки N 1 массой 200 г применяют для инструментальных работ, а также для разметки и правки. Молотки N 2 массой 400 г, N 3 – 500 г и N 4 – 600 г – для слесарных работ.
Молотки с квадратным бойком изготовляют восьми номеров. Молотки с круглым бойком не оставляют вмятин на обрабатываемой поверхности при нанесении наклонных ударов.
Противоположный бойку конец молотка называется носком. Носок имеет клинообразную форму, скругленную на конце. Носком пользуются при правке, расклеивании и т.д.
Бойком наносят удары по зубилу и крейцмейселю.
Изготовляют молотки из стали 50 и 40Х и инструментальной углеродистой стали У6 и У8. В средней части молотка имеется отверстие овальной формы для крепления рукоятки.
Боек и носок молотка специально обрабатывают термически. Рукоятку делают из твердых сортов дерева – кизила, рябины, дуба, клена, граба, ясеня, березы.
Рукоятки молотков должны быть проолифлены с предварительной тщательной прошлифовкой. Закрепляют молотки на рукоятках при помощи металлических или деревянных клиньев. Деревянные клинья должны быть изготовлены из твердых пород дерева. Перед насадкой их смазывают столярным клеем, а на металлических клиньях делают насечки. Толщина клиньев в узкой части 0,8 мм, в широкой – 2,5 – 6 мм.
Если отверстие молотка имеет только боковое расширение, забивают один продольный клин; если расширение идет вдоль отверстия, то забивают два клина, если расширение отверстия направлено во все стороны, забивают три стальных или три деревянных клина – два параллельно, а третий перпендикулярно к ним. Правильно насаженным считается молоток, у которого ось рукоятки образует прямой угол с осью молотка.
Кроме обычных стальных молотков в некоторых случаях применяют мягкие молотки со вставками из меди, свинца и алюминиевых сплавов. При ударах, наносимых мягким молотком, поверхность материала заготовки почти не повреждается. Иногда медные или свинцовые вставки заменяют резиновыми, менее дорогостоящими и более эффективными в работе.
Мягкие молотки применяют в точных сборочных работах, особенно когда приходится иметь дело с деталями невысокой твердости.
При изготовлении изделий из тонких листов железа или другого металла, применяют деревянные молотки – киянки, которые бывают с круглыми и прямоугольными ударниками.
Выбирая молоток необходимо учитывать физическую силу работника. Для подростков масса молотка может быть от 400 г до 600 г, для взрослых – от 600 до 800 г.
https://www.youtube.com/watch?v=OjTW232SgDEu0026t=71s
Удар молотком осуществляют не за счет излишних мускулистых усилий, а за счет ускоренного падения молотка. В момент нанесения удара рукоятку молотка прочно сжимают пальцами. Если молоток удерживать слабо, он может при неточном ударе отскочить и нанести травму.
Данный текст является ознакомительным фрагментом.
ПОИСК
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла.
Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали —60°, для рубки латуни, меди и цинка— 45°, для рубки очень мягких металлов (алюминия, свинца) — 35-45°.
[c.15]
Риг 101. Инструмент для рубки металла п заточка инструмента [c.191]
Рубку хрупких металлов и заточку инструментов производить в защитных очках.
[c.277]
Учебная цель темы научиться рациональной организации рабочего места и правильному положению при рубке приемам закрепления деталей и нанесению ударов правилам заточки инструмента приемам рубки.
[c.36]
При производстве монтажных работ абразивные инструменты выполняют вспомогательную роль и служат в основном для заточки инструментов, применяемых при рубке и резке металлов, а также для зачистки сварных швов. Номенклатура их весьма ограничена и содержит круги шлифовальные плоские прямого профиля и бруски шлифовальные.
[c.170]
ЗАТОЧКА ИНСТРУМЕНТА ДЛЯ РУБКИ
[c.186]
Зубило служит ударным режущим инструментом, применяемым при рубке металла. Зубило состоит из трех основных частей рабочей, средней и ударной.
Конец рабочей части имеет клиновидную форму, создаваемую заточкой под углом р двух симметричных поверхностей. Угол заострения Р зубила выбирается в зависимости от твердости обрабатываемого металла.
Для твердых металлов угол Р принимается 70°, для металлов средней твердости 60° и для мягких металлов 45° (ГОСТ 7211—54).
[c.63]
Инструменты для рубки. Зубило (рис. 35, а) изготовляется из инструментальной стали У7А, У8А и состоит из трех Частей рабочей, средней и головки.
Рабочая часть зубила имеет форму клина, который затачивается под определенным углом в зависимости от твердости обрабатываемого металла.
При рубке чугуна и бронзы угол заточки 70°, стали — 60°, латуни и меди — 45°, алюминия и цинка —
[c.65]
Рубкой разрезают металл, удаляют лишний металл или неровности заготовки, вырубают пазы, канавки или отверстия, разделывают трещины, сру ают заклепки и т. д. Инструментами для этих целей являются зубила (рис. 22). Угол заточки зубила зависит от разрубаемого металла- для чугуна и бронзы—75°, для стали и меди — 45…60°, а для цинка и алюминия — 35°.
[c.20]
Рубка. Инструменты зубила, подсечки, кувалда, клещи. Для рубки холодного металла — заточка под углом 60° горячего — 80°. В процессе рубки холодного металла в нем возникает структурное напряжение, в результате чего в заготовке могут появиться трещины.
Чтобы избежать этого, ее предварительно отжигают. При рубке горячей поковки зубило время от времени нужно охлаждать, причем желательно в масляной эмульсии, которая обволакивает лезвие зубила и препятствует его пригару к горячему металлу.
Рубка производится по предварительной разметке керном по холодной
[c.32]
Рубка и ее назначение. Инструмент для рубки. Режущие кромки и углы заточки зубил и крейцмейселей в 1ависимости от обрабатываемого материала. Правила заточки. Обрубка узких и широких плоскостей, вырубание отверстий и канавок. Правила безопасности прирубке. Гибка металла и труб.
[c.648]
Для облегчения и ускорения рубки ча1Сто применяют инструмент, называемый подсечкой (рис. 77). Подсечка имеет квадратный ХВОСТ, которым она вставляется в отверстие наковальни.
Верхняя часть подсечки заострена (как у зубил), угол заточки делается разным в зависимости от того, производится ли рубка металла в холодном или горячем со1стоянии.
Подсечку вставляют в наковальню, кладут на нее металл и, поставив зубило над
[c.149]
Кувалды, молотки, крейцмейсели и зубила слесарные применяются в том случае, если необходимо рубить металл ручным способом. Слесарные молотки бывают с круглыми или квадратными бойками. Молотки с круглыми бойками используют тогда, когда требуется большая сила и меткость удара, а с квадратными—для более легких работ. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
Слесарный инструмент затачивают на заточных станках с абразивными кругами, причем угол заточки зубил и крейцмейсе-лей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки должен быть равным 70°, для вредней и мягкой стали — 60°, для рубки латуни, меди и цинка — 45°, для рубки мягких металлов (алюминия, свинца и др.) —35—40°.
[c.
40]
Заточка зубила и крейцмейселя. Качество рубки. металла зависит от исправнос1и и правильной заточк режущего инструмента. Угол заострения выбирают в зависимости от вида обрабатываемого металла [c.33]
Рубка металла: от зубила до станка
Основные элементы зубила и крейцмейселя полностью совпадают. Оба стальных инструмента имеют ударную часть, воспринимающую силу от молотка или кувалды, рабочий заточенный участок и середину, за которую рабочий держит и направляет прибор.
https://www.youtube.com/watch?v=OjTW232SgDEu0026t=264s
При внимательном осмотре обоих инструментов, сразу становится понятно основное отличие крейцмейселя от зубила. Рабочая часть у него существенно сплюснута, за исключением кончика, где располагается рубящая грань.
Внешне устройство напоминает лопатку. Обработка металла осуществляется вдоль её боковых сторон.
Зубило – более грубый инструмент, в самом простом исполнении внешне представляет собой металлический брусок, сужающийся и заточенный с одного конца.
Такие параметры, как длина, угол заточки, материал напрямую зависят от более узкой специализации зубила и крейцмейселя и могут ощутимо варьироваться.
Похожие виды инструментов
К инструментам, которые часто принято объединять под общим названием «зубило», относятся несколько различных по конструкции и назначению устройств. Кроме уже затронутых в предыдущем пункте статьи собственно зубила и крейцмейселя, сюда входят кернер, боровок.
Бортовые редуктора своими руками
Собрав их воедино, и приняв во внимание специализации инструментов, можно получить следующую спецификацию:
- Зубило слесарное. Базовый ручной ударно-рубящий инструмент для обработки металлических изделий. Его длина составляет от 10 до 20 см, ширина – от 5 до 52 мм. Угол заточки рабочей кромки варьируется от 35 до 75º, определяющий фактор – мягкость металла, для работы с которым создан инструмент. Зависимость следующая: чем менее твёрдый материал, предстоит обрабатывать, тем более острым будет угол на рабочем конце зубила. Все зубила могут выполняться как из цельного куска стали, так и с включениями твердосплавных компонентов, для обработки более твёрдых металлов и продления срока эксплуатации. Сталь, особенно в рабочей зоне зубила, дополнительно закаливается.
- Зубило кузнечное. У этого типа имеется длинная деревянная ручка. Как можно догадаться из названия, применяется при обработке раскалённых деталей и относится к накладным кузнечным инструментам. По виду такое забило похоже на молоток. Типы лезвия различные, часто встречается инструмент с фасонными и закруглёнными кромками. Длина больше, чем у обычного слесарного, иногда доходит до 50 см. При работе важно, чтобы прибор был исправен, деревянная ручка не должна быть расклинена.
- Пика-зубило предназначено для работы с наиболее твёрдыми металлами и каменными материалами. Им оснащаются отбойные молотки и пневматические бетоноломы. Рабочий конец может быть как конусообразным, так и иметь четырёхгранную форму. Противоположная сторона оптимизирована для использования с электроинструментом.
- Зубило высечное обладает изогнутым рабочим концом. Его применяют, когда необходимо высечь фигурную борозду в листовом прокате. Нередко высечное зубило относят к подсечкам.
- Подсечки используются для ускорения рубки. Вместо ударного конца подсечки имеют паз, которым они фиксируются на наковальне. В процессе рубки давление на деталь происходит с двух сторон, сверху со стороны зубила и снизу со стороны подсечки.
- Бородок (пробойник) используется для пробивки отверстий в стальных листах. Форма рабочей части – цилиндрическая.
- Кернер нужен для нанесения центровых отметок для последующего просверливания отверстий и иной разметки на детали. Представляет собой стальной стержень с заострённым концом. Помимо простых стандартных кернеров, в производстве применяются кернеры-самострелы с пружинным механизмом, позволяющие наносить разметку одной рукой без применения молотка.
- Крейцмейсель. С его помощью в металле вырезаются канавки, прорубаются пазы и углубления. По форме рабочего конца различают прямоугольный, круглый и специальный крейцмейсели. У всех видов этого инструмента рабочая часть заужена для выполнения им своих функций. Крейцмейсель слесарный изготавливают из инструментальных сталей У7А и У8А с последующей закалкой.
Зубило. Виды и работа. Применение и заточка. Особенности
Зубило – это ударно-режущий инструмент, предназначенный для рубки или скалывания металла и камня. Он представляет собой стальной стержень с двухсторонней заточкой и плоским обухом, предназначенным для нанесения ударов молотком.
Конструкция зубила может позиционировать его как ручной инструмент или как насадку для закрепления в перфораторе. Сечение стержня может иметь форму круга, прямоугольника, овала или многогранника.
Для снижения риска травмирования на ударной части инструмента может устанавливаться расширяющий грибок из резины или другого металла, обеспечивающий более комфортное попадание молотом и гасящий отдачу.
Сфера применения
Инструмент предназначен для механического воздействия с разрушающей силой. Сфера его использования довольно обширная, но в большинстве случаев ограничивается:
- Скалыванием камней.
- Рубкой металла.
- Сбиванием керамической плитки.
- Отбиванием шляпок заклепок.
- Раскручиванием болтов и гаек с сорванными гранями.
Для работы необходимо прислонить острую часть зубила к поверхности, которую необходимо отбить, отколоть или разрубить, после чего нанести сильный удар молотком по обуху инструмента.
Если необходимо раскрутить болт или гайку, с сорванными гранями, то острая кромка прислоняется под углом, после чего наносится несколько легких постукиваний, для получения насечки.
После того как на поверхности металла образовывается канавка, делается несколько мощных ударов по обуху зубила. При этом направление силы толчка должно соответствовать движению резьбы для раскручивания. После применения зубила гайка или болт окончательно приходит в негодность.
Разновидности зубил и их предназначение
Несмотря на то, что инструмент имеет простейшую конструкцию, существует несколько его разновидностей, предназначенных для выполнения специфических задач.
Существуют следующие виды зубил:
- Слесарное.
- Крейцмейсель.
- Канавочник.
- Пика.
- Кузнечное.
- Скарпель.
Слесарное зубило предназначено для рубки незакаленных металлов.
Оно является довольно острым и может применяться как для разметки по листовому материалу, так и для раскручивания болтовых соединений, сбивания заклепок и прочих импровизированных задач. Режущий наконечник инструмента является немного шире стержня.
Двусторонние спуски плавно сужаются. Иногда на зубиле можно встретить микрофаску.
Крейцмейсель довольно узнаваемый инструмент с зауженной режущей кромкой, которая позволяет проводить вырубку паза и различных канавок.
Такое орудие является более узкоспециализированным, чем слесарное, поэтому встречается не столь часто.
Тем не менее, им можно вполне обойтись при сбивании керамической плитки или шляпок у заклепок, если под рукой нет более подходящего инструмента.
Канавочник – это еще более узконаправленный инструмент, предназначенный для вырубания фигурных каналов. Обычно его используют при необходимости ручного вырезания прокладок для ГБЦ из жесткого листового материала, а также других специфических задач, когда обойтись другим инструментом невозможно. Форма режущей кромки может быть волнистой, полукруглой, овальной и П-образной.
Пика представляет собой практически обыкновенное зубило, хвостовая часть которого сужена. В его конструкции вместо ударной шляпки стержень сточен под меньший диаметр, что позволяет проводить крепление в зажимной патрон перфоратора. Форма режущей кромки может быть точечной, узкой или широкой, как у слесарного зубила
Кузнечное зубило может иметь самую разнообразную форму режущей части. Его главным отличием является наличие специальной проточки в хвостовой части для возможности крепления в деревянную или металлическую рукоять.
В собранном виде оно немного напоминает острый молоток. Инструмент применяется для рубки или пробивания отверстий в разогретом докрасна металле. Наличие удлиненной боковой рукояти позволяет защитить руки кузнеца от жара и разлетающихся искр.
Также встречаются инструменты, рукоять которых приварена с помощью электросварки.
Скарпель – это более острый инструмент, предназначенный для работы с камнем. Зачастую его рабочая часть напоминает лопатку.
Орудие предназначено для гладкой обработки камня и в большинстве случаев применяется скульпторами.
Обычно в ударной части инструмента предусмотрен широкий резиновый грибок, который не только предназначен для защиты руки удерживающий стержень, но и блокирования разлета мелких камушков.
Как отличить зубило для металла от инструмента для камня
Отдельные конструкции инструмента различного предназначение могут быть очень похожими, поэтому бывает трудно разобраться, какой из них предназначен для металла, а который для камня. Если режущая кромка очень широкая в форме лопатки, то это несомненно орудие для работы с камнем. Инструмент для металла всегда является цельнолитым из одного материала.
Он проходит особенную закалку, в результате чего режущая кромка более твердая чем стержень у хвостовика, по которому осуществляются удары молотком. Это препятствует растрескиванию в случае мощного воздействия. У большинства зубил для камня, имеются твердосплавные напайки вместо режущей кромки, что можно легко заметить.
Они обеспечивают более легкое скалывание, но совершенно непригодны для металла, где нужна рубка.
Заточка инструмента
Угол заточки зубила обычно составляет 35, 45, 60 и 70 градусов, в зависимости от его предназначения. В большинстве случаев режущая кромка инструмента не имеет микрофаски, поэтому не отличается бритвенной остротой.
Для предотвращения скалывание лезвия оно всегда немного притупленное, но такая предосторожность все равно не может полностью защитить инструмент от полной потери рубящих свойств.
Со временем режущая кромка может сильно испортится, поэтому потребует заточки. Это можно сделать на наждаке.
https://www.youtube.com/watch?v=OjTW232SgDEu0026t=626s
Перед началом работы следует подготовить небольшую емкость с чистой водой, в которую необходимо будет окунать разогретый инструмент, для предотвращения смягчения его заводской закалки. Заточка инструмента осуществляется по торцевой части наждачного круга. Лезвие зубила выставляется против направления вращения наждачного станка.
В результате искры должны уходить в пол. Переворачивание ударной части от себя не допускается. В зависимости от мощности наждака, а также температуры окружающей среды, охлаждение инструмента в воде должно проводиться с периодичностью от 30 секунд до 1 минуты.
Если передержать кромку, то она чрезмерно разогреется и потеряет свою твердость, после чего не сможет рубить твердые металлы.
Устройство крейцмейселя
Итак, время обобщить информацию по устройству крейцмейселя. Как и остальные разновидности зубил крейцмейсели состоят из трёх основных частей: рабочей, ударной и средней.
Рабочей считается передняя часть инструмента, где, собственно, и располагается режущая кромка. Противоположный конец крейцмейселя имеет фронтальную поверхность для удара молотком или другим похожим инструментом.
Средняя часть предназначается для хвата мастера.
Конструкция слесарных крейцмейселей подробно описывается в ГОСТ 7212-74. Согласно этому документу, общая длина прибора составляет от 125 до 200 мм. Углы заточки указываются следующие: 45º, 60º, 70º.
Крейцмейсели имеют уширенный и более тонкий рабочий конец, что и даёт возможность резать канавки и создавать пазы. Они должны изготавливаться из инструментальных сталей У7А и У8А (ГОСТ 1435) и 8ХФ (ГОСТ 5950).
Крейцмейсели обязаны иметь защитное покрытие, в качестве такового может выступать хромовое, цинковое, кадмиевое и окисловое.
Скачать ГОСТ 1435-99
Скачать ГОСТ 5950-2000
Скачать ГОСТ 7212-74
Общая технология работы
Как уже говорилось, крейцмейсель применяется для операций, требующих более тонкой работы, например создания пазов или фигурных бороздок на поверхности детали. Для работы крейцмейселем необходим ударный инструмент.
Оптимальным вариантом является слесарный молоток или кувалда массой от 0,5 до 1 кг. Заготовка обязательно фиксируется в нужной позиции при помощи тисков или, при невозможности это сделать, другим способом. Зубило держат левой рукой под углом 45 к обрабатываемой заготовке детали.
Правой в это время бьют молотком по его тыльному концу. Удары должны быть короткими и точными.
При этом слишком сильно сжимать крейцмейсель в руке не надо. Для левшей предпочтительны противоположные роли рук.
Работа крейцмейселем
Как уже было отмечено, крейцмейсель относится к ударно-режущим инструментам. Для его работы необходимо наличие второго инструмента – слесарного молотка массой 0,5 – 0,7 кг. или небольшой кувалды с массой бойка до 1 кг.
Обрабатываемая деталь при рубке обязательно должна надежно фиксироваться в каком-либо зажимном приспособлении, например, в слесарных тисках. Крейцмейсель держат в нерабочей руке под углом около 45о, направляя его, а рабочая рука выполняет периодические удары посредством ударного инструмента.
Во избежание травмирования глаз осколками обрабатываемого металла все работы рекомендуют выполнять в защитных очках. В связи с небольшой площадью ударной части при отсутствии опыта работы с инструментом неизбежны промахи, что может привести к травмированию руки, держащей крейцмейсель.
Во избежание этого многие ответственные современные производители реализуют ударно-режущие инструменты, оснащенные защитными резиновыми шайбами, защищающими руку работающего.
При отсутствии такого удобного защитного приспособления его несложно изготовить самостоятельно. Разметьте и вырежьте из плотной листовой резины толщиной 8-10 мм. круглую деталь диаметром около 70 мм.
и просверлите в центре нее два соседних отверстия диаметром 10 мм. каждое. Затем острым ножом аккуратно прорежьте перемычку и установите полученную защиту на среднюю часть крейцмейселя.
Диаметр шайбы должен не только обеспечивать защиту руки от удара, но и не должен препятствовать свободному обзору зоны работы инструмента.
Рекомендуем другие статьи по теме
Виды наждачной бумаги и ее маркировка
Порошковая окраска металлических изделий своими руками
Пистолет для монтажной пены — правильный выбор, разбор и ремонт
Виды топоров — колуны, туристические топоры, их особенности и фото
Выбираем пульверизатора для краски или делаем распылитель своими руками
Техника безопасности
Сделать работу крейцмейселем более безопасной поможет соблюдение следующих несложных рекомендаций:
- Начинать работать следует в защитных очках. Это убережёт глаза от попадания в них металлических осколков.
- Если заготовка хрупкая, потребует установить защитную сетку слева от себя, т.е. со стороны руки, держащей крейцмейсель.
- Перед началом работы следует проверить инструмент. Наконечник зубила не должен иметь заусенцев и трещин. Боёк молотка тоже должен быть чистым.
- Заготовку требуется надёжно зафиксировать до начала работы в зажимном приспособлении.
- В процессе чётко соблюдать технологию работы зубилом. Удары молотком должны приходиться точно по тыльному концу инструмента. Бить надо коротко, без размаха.
- Так как травмы при такой работе практически неизбежны, рекомендуется применять специальный защитный «грибок», который надевается на крейцмейсель. Он сконструирован таким образом, чтобы уберегать руку и при этом не закрывать мастеру обзор.
Если к крейцмейселю не полагалась защитная резиновая шайба от производителя, изготовить её можно самостоятельно. Из листа резины толщиной примерно в 1 см вырезается круг диаметром примерно 70 мм.
В центре резинового блинчика просверливаются два отверстия по 10 мм, перемычка между ними перерезается. После этого защита готова к использованию.
Шайба будет закрывать кисть и не будет препятствовать обзору работы инструмента.
Делаем рубку металла безопасной
Перед работой с крейцмейселем или зубилом на металле намечают место, которое требуется разрубить. Держа инструмент вертикально, устанавливаем его на отметку. Даже если элемент, который находится в работе, небольшого размера, лучше воспользоваться тисками, чтобы под ударом он не сдвинулся с рабочего места.
Далее, оперев зубило режущей частью, надо нанести точный удар слесарным молотком. Важно, чтобы удары были короткими и точными, и главное – четко по тыльной части. Рука во время работы не должна крепко сжимать зубило, нужно лишь слегка поддерживать инструмент. Обычно с первого раза работа не заканчивается.
Нужно выполнить несколько таких приемов.
Чтобы уберечь себя от осколков металла или соскальзывания молотка или зубила с заготовки, следует соблюдать несколько несложных правил.
Рукоятка молотка должна хорошо держаться, самому работнику следует надеть защитные очки, а если заготовка хрупкая, потребуется еще и оградительная сетка. Если опыта маловато, лучше защитить и руки, надев на них специальный щиток.
Сам инструмент, вернее его наконечник, не должен иметь трещин и заусенцев, собственно, таким же чистым должен быть и боек молотка. В остальном, лишь посоветуем не спешить и делать удары четко и коротко.
- Михаил Малофеев
- Распечатать





