Разметкой называется нанесение на подлежащие обработке материалы или на обрабатываемое изделие точек и линий, обозначающих оси и контуры детали согласно чертежу, а также мест, подлежащих обработке.
Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Разность между размерами заготовки до и после обработки называется припуском на обработку. Однако в целях экономии времени простые заготовки часто обрабатывают без предварительной разметки (например, опиливают по размерам, указанным на чертеже).
Иногда наносятся две риски: одна для обозначения границы обработки, другая на некотором расстоянии от нее — для контроля.
Различают плоскостную и пространственную разметку. С помощью плоскостной разметки размечают плоские детали или отдельные плоскости деталей в том случае, если они не должны увязываться с другими их плоскостями. Приемы плоскостной разметки весьма схожи с приемами технического черчения и выполняются инструментами, подобными чертежным.
Пространственная разметка заключается в том, что разметки отдельных поверхностей детали, расположенных в разных плоскостях и под различными углами друг к другу, увязываются между собой. Для пространственной разметки деталь устанавливается на специальной разметочной плите, причем правильность ее установки тщательно проверяется.
При разметке применяется следующий инструмент (рис. 4.2): линейки, окладной метр, чертилка, кернер, стальной угольник, транспортир, разметочный циркуль, штангенциркуль, рейсмус и др.
Разметка детали может осуществляться по чертежу и по шаблону.
Разметка по чертежу требует от рабочего определенных навыков: четкого понимания чертежа или эскиза, правильного выбора базы, от которой откладываются размеры детали, точной установки размеров по масштабной линейке и перенесению их на размечаемую деталь.
Шаблоны обычно применяются при разметке большого количества плоских деталей и позволяют значительно упростить и ускорить сам процесс разметки. Шаблоны изготовляются из листовой стали, алюминиевых сплавов или фанеры.
Для разметки детали этим способом шаблон укладывают на размечаемый лист, прижимают к нему и обчерчивают по кромкам с помощью чертилки.
При этом необходимо держать чертилку под постоянным углом к листу, не наклоняя в сторону шаблона (или линейки), так как от этого искажаются размеры детали.
Обычно при прочерчивании рисок чертилку держат с двойным уклоном: один на 15—20° от вертикали в сторону от линейки (или шаблона), другой в-сторону перемещения чертилки так, чтобы угол между ней и заготовкой (деталью) составлял 45-70°.
Риску следует проводить только один раз, а чтобы она была как можно тоньше, острие чертилки должно быть всегда хорошо заточено.
Чтобы нанесенные при разметке линии не стерлись при транспортировке и обработке детали, их прокернивают через 50—100 мм, а на закруглениях — через 5—10 мм. Кернер ставят на отмечаемой точке сначала наклонно, а в момент удара его выводят в вертикальное положение (рис. 4.3). Пальцы руки держащей кернер, не должны касаться размечаемой детали. Удар молотком наносят легко.
Накернивание следует производить после того, как вся разметка будет окончена. Следует помнить, что разметка является одной из наиболее ответственных операций, обеспечивающих правильное изготовление детали.
Поэтому рабочий, производя разметку, должен быть внимателен, особенно при определении размеров по чертежу, нанесении их на заготовку, а также при установке детали на разметочной плите.
Разметка должна выполняться только исправным и точным инструментом.
РАЗМЕТКА и РАСКРОЙ МАТЕРИАЛА
Л.7
Читать также: Cd4060be применение в зарядке шуруповерта
Правка круглого проката и труб
Правка труб и прутков круглого сечения можно производить на роликоправильных станках. Правильное устройство таких станков состоит из вращающегося корпуса, в котором на вилкообразных кронштейнах установлено 7-9 шт. параболистических роликов. Ролики первой и последней пары служат для подачи материала, с помощью средних роликов производится правка. Правку производят в холодном состоянии.
- Трубы из мягких металлов часто выпрямляют вручную при помощи ударов на мягком (асфальтовом) основании.
- Трубы больших диаметров исправляют на правильных прессах.
- Разметкой называется операция, состоящая в переносе на поверхность заготовки с чертежа или образца размерных точек или линий с учетом припусков, необходимых для последующей обработки.
- Различают припуски следующих видов:
- а) припуски на обработку;
- б) припуски на деформацию;
- в) конструктивные припуски.
Припуски на обработку учитывают глубину обработки резанием, т.е. тот слой материала, который необходимо снять для получения необходимого размера и чистоты поверхности.
В целях экономии металла и снижения трудоемкости процесса механической обработки всегда следует стремиться к минимальному припуску.
Припуски на деформацию должны учитывать изменение формы заготовки при обработке давлением (вальцовка, гибка, вытяжка и т.п.).
- Конструктивные припуски необходимы при сварке, пайке внахлест, при склеивании или при образовании гибочного замка и фальца.
- Разметку различают поверхностную и пространственную.
- Поверхностную разметку выполняют: методом геометрических построений; по шаблону; оптическим методом; с помощью специальных приспособлений.
- Пространственную разметку выполняют: по пространственным шаблонам; с помощью специальных приспособлений и устройств; комбинированным способом.
- При индивидуальном и мелкосерийном производстве в аппаратостроении наиболее распространена поверхностная разметка методом геометрических построений.
- Более прогрессивным методом разметки является оптическая или фотокоррекционная, которую совмещают с резкой, например фотоэлектрическое слежение с автоматической газовой резкой.
- При разметке применяют следующий инструмент: керны, чертилки, циркули, линейки, рулетки, кронциркули, штангенциркули, угольники, отвесы, рейсмасы, центроискатели, центровочные линейки и др.
| Индикаторные центроискатели Выпускаются с хвостовиками всех известных стандартов. Применяются в основном для выставки деталей на станках с ручным управлением. В связи с увеличением доли новых станков, оснащенных системами цифровой индикации (с расширенными функциональными возможностями) и с ЧПУ, выпуск индикаторных центроискателей резко сократился. Этот центроискатель обеспечивает выставку деталей диаметром до 300 мм (длина балки — 200 мм). В комплект поставки центроискателя модели 599 040-01 входит индикатор часового типа с ценой деления 0,01 мм. Центроискатель модели 599 040-01 комплектуется переходной оправкой с конусом Морзе КМ №2, или КМ №3 (по выбору заказчика). |
Разметку небольших деталей чаще всего производят на разметочных чугунных плитах, а разметку обечаек, днищ и других крупногабаритных деталей выполняют на ровных бетонных или асфальтовых площадках.
При разметке небольших деталей сложной конфигурации поверхность материала рекомендуется покрывать тонким слоем мелового раствора, смешанного с льняным маслом, клеем или водным раствором медного купороса.
Для улучшения видимости разметочных линий, в центрах отверстий, в углах, пересечениях и т.п. следует производить кернение. Глубина и ширина линий и точек должны быть не более 0,3 мм, расстояние между точками (кернами) » 20 мм, в вырезах – 5-10 мм.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Для студента самое главное не сдать экзамен, а вовремя вспомнить про него. 9755 – | 7376 – или читать все.
Читать также: Как открутить заржавевший саморез
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock! и обновите страницу (F5)очень нужно
В своем блоге буду описывать основы технологии судоремонта, методы дефектоскопии, восстановления и упрочнения деталей, виды и методы ремонта судов и механизмов.Будет приведена технологическая документация на ремонт и изготовление деталей.
Оглавление
Разметка листов и профилей
Разметка состоит в нанесении контуров деталей, осей их симметрии и центров отверстий согласно чертежу с учетом размера и расположения припусков и технологии обработки различных деталей. Контуры деталей фиксируют кернением. Общие правила разметки.
Приступая к ,разметке деталей корпуса следует внимательно ознакомиться с эскизами, рабочими чертежами и с технологическим процессом их обработки. Нужно учесть наличие и расположение припусков, необходимость применения шаблонов или других плазовых данных. Листы и профили укладывают на разметочные столы маркой вверх.
Это позволяет проверить толщину листов или размер профилей. К разметке не допускаются листы или профили, имеющие поверхностные дефекты, такие как расслоения, раковины и др. Инструменты для разметки. При выполнении разметки деталей корпуса пользуются измерительными и разметочными инструментами.
К измерительным инструментам относятся: рулетки 5-, 10- и 20-метровой длины; металлические линейки с миллиметровыми делениями длиной до одного метра; складной стальной метр с миллиметровыми делениями;
кронциркуль, штангенциркуль и микрометр для измерения и проверки толщины материала (рис. 21).
Раскрой металла: что это, виды раскроя
Дата: 13.04.2020 МОП «Комплекс 1»
Просмотров: 461

Раскрой металла — разметка деталей на металлическом листе, причём не просто разметка, а размещение их с наибольшей экономией, чтобы использовать лист с минимальным количеством отходов.
Чем меньше отходов, тем дешевле получается деталь.
Совсем избежать их получается только с изделиями правильной геометрической формы, фасонные заготовки, как правило, имеют большое количество неровных линий и кривых.
Грамотный раскрой металла — один из основных способов снизить стоимость изготовления металлического изделия.
Технологии бывают разными, они зависят от:
- толщины листа,
- состава металла,
- бюджета, выделенного на процедуру,
- скорости, с которой раскрой необходимо провести.
В зависимости от всех этих переменных используются разные типы резки-раскроя:
- рубка с использованием инструмента «гильотина» (перейти к услуге), электрического либо механического, во втором случае даже не нужно подпитывать станок электроэнергией. Пожалуй, самый дешёвый и быстрый способ, но с существенными ограничениями: во-первых, лист толще 6 мм не возьмёт, во-вторых, нож гильотины имеет постоянную форму и «заточен» либо под прямую рубку, либо под вырезание конкретных заготовок,
- раскрой с использованием лазера позволяет вырезать из сплошного металла изделия разных форм, включая сложные. Непосредственно технология представляет из себя прямое воздействие лазером на поверхность. Ширина луча может быть достаточно тонкой, чтобы экономно обращаться с металлом, сам лазерный резак имеет высокий КПД, он легко справляется с практически любыми сплавами. Есть недостатки: чем теплопроводнее материал, тем выше риск расплавить больше, чем нужно, кроме того, лазер необходимо отдельно подбирать под каждый тип металла,
- плазменный раскрой — ещё один универсальный метод сродни лазерному раскрою, похож на него и по общему принципу действия. На материал направляется сфокусированный поток раскалённой плазмы с температурой порядка 6000°C. Метод позволяет выполнять любую резку практически без риска деформировать материал. Недостаток — производство с применением плазменных резчиков довольно вредное и шумное, оборудование — дорогое, так что могут быть амортизационные наценки,
- раскрой с использованием гидроабразивной методики — резка смешанной с абразивом водой, которая подаётся под таким давлением, что разрезает даже металлические листы. Идеальна для легированных сплавов, поскольку не способствует их выгоранию, подходит для толщины листа более 150 мм. Недостатки — сравнительно медленная технология, оборудование быстро изнашивается и дорого стоит.
Способы раскроя металла непосредственно зависят от вида станка, на котором будет осуществляться резка (перейти к услуге). Например, лазерная (перейти к услуге) и плазменная резки (перейти к услуге) допускают практически любое размещение заготовок на материале, однако «гильотина» требует возможности осуществлять прямолинейные сквозные разрезы поперёк и вдоль, а также под углом.
Часто, если речь идёт об изготовлении большой партии, каждая заготовка предварительно «вписывается» в трапецию или прямоугольник, которые затем технологично и грамотно размещаются на листе материала. Обычно размещение происходит от более крупных заготовок к более мелким.
Обязательно составление раскройной карты, когда из бумаги вырезаются шаблоны заготовок, затем накладываются на чертёж листа, который предстоит раскраивать. Следом шаблоны перемещают, сдвигают и переставляют, пока они не занимают пространство таким образом, чтобы после раскроя осталось минимальное количество остатков.
Видео
Ваш браузер не поддерживает HTML5 видео. Используйте ссылку на Youtube.
Плазменная резка листового металла на станке с ЧПУВсе видео
Увидели незнакомый термин? Посмотрите его значение в словаре.
Рекомендуемые статьи



Основная зона обслуживания в ЮФО: Ростовская областьАзовБатайскВолгодонскКаменск-ШахтинскийНовочеркасскНовошахтинскРостов-на-ДонуТаганрогШахты, АдыгеяМайкоп, Астраханская областьАстрахань, Волгоградская областьВолгоградВолжскийКамышин, КалмыкияЭлиста, Краснодарский крайАнапаАрмавирЕйскКраснодарНовороссийскСочи, КрымЕвпаторияКерчьСимферополь, Севастополь
Pereosnastka.ru
- Слесарная разметка
- Категория:
- Разметка
Слесарная разметка
Разметкой называют процесс перенесения формы и размеров детали или ее части с чертежа на заготовку. Основная цель разметки — обозначить на заготовке места и границы обработки.
Места обработки указываются центрами отверстий, получаемых последующим сверлением, или линиями гибки. Границами обработки отделяют тот материал, который должен быть удален, от того материала, который остается и образует деталь.
Кроме того, разметку применяют в целях проверки размеров заготовки и ее пригодности для изготовления данной детали, а также для контроля правильности установки заготовки на станке.
Обработку заготовок можно производить и без разметки, используя кондукторы, упоры и другие приспособления. Однако затраты на изготовление таких приспособлений окупаются только при производстве серийных и массовых деталей.
Разметку (которая по сути близка техническому черчению) выполняют, используя при этом специальные инструменты и приспособления, на поверхностях заготовок деталей. Разметочные риски, т. е.
линии, нанесенные на поверхность заготовки, обозначают границы обработки, а их пересечения — положения центров отверстий или положение центров дуг окружностей сопряженных поверхностей.
По разметочным рискам производят всю последующую обработку заготовки.
Разметка бывает механизированная и ручная. Механизированную разметку, выполняемую на координатно-расточных станках или других устройствах, обеспечивающих точные перемещения заготовки относительно разметочного инструмента, применяют для крупногабаритных, сложных и дорогих заготовок. Ручную разметку выполняют слесари-инструментальщики.
Различают разметку поверхностную и пространственную. Поверхностную разметку выполняют на одной поверхности заготовки, без увязки ее отдельных точек и линий с точками и линиями, лежащими на другой поверхности этой заготовки.
При этом используют следующие методы: геометрические построения; по шаблону или по образцу детали; с помощью приспособлений; на станке.
Наиболее распространенным видом поверхностной разметки является плоскостная, применяемая при изготовлении плоских калибров, кондукторных плит, деталей штампов и т. д.
Пространственную разметку выполняют, увязывая размеры между точками и линиями, лежащими на различных поверхностях заготовки. При этом используют следующие методы: за одну установку; с поворотом и установкой заготовки в нескольких положениях; комбинированный. Пространственную разметку применяют при изготовлении деталей сложной формы.
Инструменты и приспособления для разметки. По своему назначению разметочный инструмент делится на следующие виды: 1) для проведения рисок и нанесения углублений (чертилки, рейсмасы, циркули, кернеры); 2) для измерения и контроля линейных и угловых величин (металлические линейки, штангенциркули, угольники, микрометры, прецизионные угольники, угломеры и др.);
3) комбинированный, позволяющий производить измерения и проводить риски (разметочные штангенциркули, штангенрейсмасы и др.).
Чертилки служат для нанесения рисок на поверхности заготовок. Для разметки необработанных или предварительно обработанных поверхностей заготовок применяют стальные чертилки, для разметки шлифованных и полированных поверхностей — латунные чертилки, для разметки точных и окончательно обработанных поверхностей заготовок из цветных сплавов — мягкие заостренные карандаши.
Разметочные циркули по устройству и назначению соответствуют чертежным и служат для проведения окружностей и деления их на части, перенесения линейных размеров и т. п.
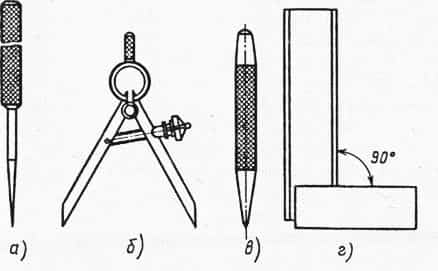
Рис. 1. Разметочный инструмент: а — чертилка, б — циркуль, в — кернер, г — угольник
Стальные ножки чертилок и циркулей изготовляют из сталей У7 и У8 (рабочие концы закаливают до 52— 56 HRC3) и из твердых сплавов ВК.6 и ВК8. Рабочие концы чертилок и циркулей остро затачивают. Чем тоньше и тверже острия этих инструментов, тем тоньше получаются риски и тем точнее будет изготовлена деталь.
Кернер (рис. 1, в) служит для нанесения углублений (кернов) на разметочных рисках. Это необходимо для того, чтобы в процессе обработки разметочные риски, даже стираясь, были заметны.
Кернер — стальной круглый стержень, изготовленный из легированной (7ХФ, 8ХФ) или углеродистой (У7А, У8А) стали. Его рабочая часть закалена и заточена под углом 609.
Головку кернера, по которой наносят удары молотком, делают скругленной или с фаской и тоже закаливают.
Рейсмас, используемый при пространственной разметке для проведения горизонтальных рисок на размечаемой поверхности и для проверки положения заготовки на разметочной плите, выполнен в виде стойки, на которой можно перемещать по высоте и закреплять в требуемом положении чертилку.
В самом простом по конструкции рейсмасе чертилку на требуемую высоту устанавливают по вертикальной масштабной линейке или с помощью концевых мер.
В инструментальном производстве в основном применяют штангенрейсмасы , а иногда (при необходимости) и рейсмасы специальной конструкции (например, многошильный рейсмас, имеющий на стойке несколько чертилок, независимо устанавливаемых по высоте на заданный размер).
Применяют также комбинированные рейсмасы, т. е. обычные рейсмасы, оснащенные дополнительно различными приспособлениями и инструментом (например, рейсмас с центро-искателем).
Угольник используют для нанесения линий, построения углов и их проверки.
Разметочный штангенциркуль служит для измерения размеров наружных и внутренних поверхностей и для проведения разметочных рисок. От обычного штангенциркуля он отличается наличием на его губках твердосплавных острозаточенных наконечников.
К приспособлениям, применяемым при разметке и служащим для установки, выверки и закрепле-, ния заготовок, относятся регулируемые клинья, призмы, подкладки, домкратики, патроны, цанги, прямоугольные магнитные плиты, поворотные столы, синусные столы, делительные головки и многие другие.
Для подготовки поверхностей заготовки под разметку используют вспомогательные материалы. От пыли, грязи, ржавчины, окалины и масла заготовки очищают стальными щетками, напильниками, шлифовальной шкуркой, обтирочными концами, салфетками, кистями и т. д.
Для того чтобы при последующей обработке разметочные риски были хорошо видны, очищенную поверхность обычно окрашивают ровным и тонким слоем. Краска должна хорошо приставать к поверхности, быстро сохнуть и хорошо сниматься.
Необработанные или грубо обработанные поверхности стальных и чугунных заготовок красят мелом, растворенным в воде с добавлением столярного клея и скипидара (или льняного масла и сиккатива). Предварительно обработанные поверхности покрывают раствором медного купороса.
Обработанные поверхности больших размеров и алюминиевые сплавы покрывают специальным разметочным лаком. Для этой цели можно использовать раствор шеллака в спирте, окрашенный фуксином. Окрашивание небольших поверхностей производят перекрестными движениями кисточки. Большие поверхности окрашивают пульверизатором. Окрашенную поверхность просушивают.
Последовательность выполнения работ при разметке. Разметка включает в себя три этапа: подготовку заготовок под разметку; собственно разметку и контроль качества разметки.
Подготовку заготовки под разметку выполняют следующим образом:
1. Тщательно изучают и проверяют чертеж детали.
2.
Предварительно осматривают заготовку, выявляют дефекты (трещины, царапины, раковины), контролируют ее размеры (они должны быть достаточными для изготовления детали требуемого качества, но не излишними).
3.
Очищают заготовку от грязи, масла, следов коррозии; окрашивают и сушат те поверхности заготовки, на которых будет производиться разметка.
4. Выбирают базовые поверхности, от которых будут откладывать размеры, и производят их подготовку.
Если базой выбрана кромка заготовки — ее предварительно выравнивают, если две взаимно перпендикулярные поверхности — их обрабатывают под прямым углом. Базовые линии наносят уже в процессе разметки.
Расположение баз должно обеспечивать вписывание детали в контур заготовки с наименьшим и равномерным припуском.
Собственно разметку выполняют в последовательности, определяемой способом разметки. При разметке по шаблону последний устанавливают на заготовку, правильно сориентировав его относительно баз, и закрепляют. Шаблон должен плотно прилегать к заготовке по всему контуру. Затем обводят чертилкой контур шаблона на заготовке и открепляют шаблон.
Разметку методом геометрических построений проводят следующим образом. Сначала проводят (относительно базы) все горизонтальные, а затем все вертикальные разметочные риски; далее выполняют все скругления, окружности и соединяют их прямыми или наклонными линиями.
При разметке стойку рейсмаса берут за основание и перемещают по разметочной плите относительно поверхности заготовки, не допуская при этом перекоса. Чертилка рейсмаса касается вертикальной поверхности заготовки и оставляет на ней горизонтальную риску.
Чертилка должна располагаться под острым углом к направлению движения, а нажим на нее должен быть небольшим и равномерным. Риски проводят параллельно рабочей поверхности разметочной плиты.
Для того чтобы риски были строго линейны и горизонтальны, опорные поверхности рейсмаса и разметочной плиты должны быть обработаны с большой точностью. Качество разметки повышается, если в рейсмасе применяют плоскую чертилку.
Контроль качества разметки и керне н и е — это заключительный этап разметки. Центры кернов должны располагаться точно по разметочным рискам, керны не должны быть слишком глубокими и отличаться друг от друга по размеру.
На прямых рисках керны пробивают на расстояниях 10—20 мм, на криволинейных — 5—10 мм. Расстояния между кернами выполняют одинаковыми. С увеличением размеров заготовки расстояние между кернами также увеличивают. Точки сопряжения и пересечения разметочных рисок обязательно кернят.
На обработанных поверхностях точных изделий разметочные риски не кернят.
Брак при разметке может привести к значительным материальным потерям. Наиболее частыми его причинами являются: неправильный выбор баз и их плохая подготовка; ошибки при чтении чертежа, при откладывании размеров и в расчетах; неправильный выбор разметочных инструментов, приспособлений, их неисправность; неправильные способы и приемы разметки.
Широкое использование механизированных разметочных инструментов и приспособлений повышает качество и производительность разметки. Поэтому следует широко применять механические, электрические и пневматические кернеры, штангенциркули и штангенрейсмасы с электронной индикацией, механизированные приспособления для установки, выверки и закрепления заготовок.
Значительно ускоряет работу и уменьшает число ошибок применение для расчетов микрокалькуляторов. Следует создавать более универсальные и удобные в работе разметочные инструменты и приспособления.
Там, где это экономически оправдано, следует использовать для разметки координатные станки, координатно-измерительные машины или вообще исключить разметку путем обработки заготовок на станках с ЧПУ.
Реклама:
Теоретические сведения
РАЗМЕТКА МЕТАЛЛА
Учебник Слесарное дело Б.С.Покровский, В.А. Скакун стр. 51- 67
- Назначение и виды разметки
- Разметка металла – операция нанесения на заготовку линий (рисок), определяющих согласно чертежу контуры детали и места, подлежащие обработке.
- Разметочные линии могут быть контурными, контрольными или вспомогательными.
- Контурные риски определяют контур будущей детали и показывают границы обработки.
Контрольные риски проводят параллельно контурным «в тело» детали. Они служат для проверки правильности обработки.
Вспомогательными рисками намечают оси симметрии, центры радиусов закруглений и т. д.
Разметка заготовок создает условия для удаления с заготовок припуска металла до заданных границ, получения детали определенной формы, требуемых размеров и для максимальной экономии материалов.
Разметку подразделяют на линейную (одномерную), плоскостную (двумерную) и пространственную, или объемную (трехмерную).
Линейная разметка применяется при раскрое фасонного проката, подготовке заготовок для изделий из проволоки, прутка, полосовой стали и т. д., т. е. тогда, когда границы, например, разрезания или изгиба, указывают только одним размером — длиной.
Плоскостная разметка – это нанесение на поверхности плоских заготовок на листовом и полосовом металле, а также на поверхностях литых и кованых деталей различных линий.
Плоскостная разметка используется обычно при обработке деталей, изготавливаемых из листового металла. К плоскостной разметке относят и разметку отдельных плоскостей деталей сложной формы, если при этом не учитывается взаимное расположение размечаемых плоскостей.
При пространственной разметке разметочные линии наносят в нескольких плоскостях или на нескольких поверхностях.
Пространственная разметка наиболее сложная из всех видов разметки. Ее особенность заключается в том, что размечаются не только отдельные поверхности заготовки, расположенные в различных плоскостях и под различными углами друг к другу, но и производится взаимная увязка расположения этих поверхностей между собой.
Применяют различные способы разметки: по чертежу, шаблону, образцу и по месту. Выбор способа разметки определяется формой заготовки, требуемой точностью и количеством изделий. При многократном повторении разметки какой-либо детали применяют шаблон. При использовании станков с ЧПУ надобность в разметке отпадает.
При разметке по чертежу сначала наносят осевые линии, затем – горизонтальные и вертикальные, а в последнюю очередь – наклонные линии, окружности и дуги. После этого контуры детали накернивают.
Кроме рассмотренной разметки по чертежу, применяют разметку по шаблону.
Шаблон используют при изготовлении деталей или проверке их после обработки. Разметку по шаблону производят при изготовлении больших партий одинаковых деталей.
Она целесообразна потому, что позволяет избежать повторения трудоемкой и требующей много времени разметки по чертежу, если выполнить ее один раз при изготовлении шаблона.
Все последующие операции разметки заготовок заключаются в копировании очертаний шаблона. Кроме того, шаблоны могут использоваться для контроля детали после обработки заготовки.
Шаблоны изготовляются из листового материала толщиной 1,5-3 мм.
Разметкапо меступроизводится в тех случаях, когда детали являются сопрягаемыми, и одна из них соединяется с другой в определенном положении. В этом случае одна из деталей выполняет роль шаблона.
- Процесс перенесения контура детали, линий ее перегибов, вырезов и других разметок с шаблона на металл называется наметкой.
- В зависимости от формы размечаемых заготовок и деталей разметка бывает плоскостная и пространственная (объемная).
- При пространственной разметке очень важно правильно выдержать взаимное расположение плоскостей, на которых ведут разметку.
При разметке учитывают припуски на последующую обработку и сборку. Если детали соединяются внахлестку, то необходимо размеры деталей увеличить на величину этой нахлестки.
Припуск на обработку кромок после обрезки их на ножницах принимают 2 – 3 мм, а при газовой резке – 4 мм. Цилиндрические и конусные детали размечают с учетом толщины металла.
Разметка должна обеспечить раскрой металла с наименьшими отходами.
Точность выполнения разметки в значительной мере влияет на качество обработки. Степень точности разметки колеблется в пределах 0,25 – 0,5 мм.
- Ошибки, допущенные при разметке, приводят к браку.
- Технические требования
- К техническим требованиям разметки относится, прежде всего, качество ее выполнения, от которого во многом зависит точность изготовления деталей.
- Разметка должна отвечать следующим основным требованиям:
- 1) точно соответствовать размерам, указанным на чертеже;
- 2) разметочные линии (риски) должны быть хорошо видны и не стираться в процессе обработки детали;
3) не портить внешний вид и качество детали, т. е. глубина рисок и керновых углублений должна соответствовать техническим требованиям, предъявляемымк детали.
Разметка. Назначение и виды разметки
Главная Избранные Случайная статья Познавательные Новые добавления Обратная связь FAQ
При обработке металла или поковок одни их поверхности оставляют в черном виде, а с других снимают слой металла определенной толщины, чтобы обработанные поверхности имели форму и размеры, указанные на чертеже. Поэтому до начала обработки необходимо выполнить разметку деталей.
Разметкойназывают операцию перенесения необходимых контурных размеров с чертежа на плоскости материала или заготовки, с тем, чтобы произвести необходимые слесарные процессы для окончательного изготовления изделий. Различают плоскостную и пространственную разметки.
Плоскостная разметка– это нанесение контурных размеров на плоскости материала, из которого будет изготавливаться деталь. Например, разметка кроя воздуховодов из листового материала, разметка фланцев, прокладок.
Пространственная разметка – это нанесение контурных линий на плоскости заготовок, сопряженных под различными углами. Например, нанесение требуемых контуров на объемную заготовку детали, выполненную с излишними припусками.
Для того чтобы линии контуров, нанесенные на размечаемые поверхности заготовки, были хорошо видны, эти поверхности необходимо предварительно окрасить.
Как расплавить медь и ее сплавы в домашних условиях
Необработанные или грубо обработанные плоскости литых деталей поковок предварительно очищают от грязи, остатков формовочной земли, песка, окалины, обрубают заусенцы и приливы, а затем окрашивают мелом, быстро сохнущей краской или покрывают лаком.
Для окраски толченный мел растворяют в воде (на 1л воды 125гр мела) до густоты молока, кипятят, а затем добавляют немного льняного масла, чтобы мел не осыпался, и сиккатива, ускоряющегося высыхания краски.
Раствором медного купороса (на один стакан воды три чайные ложки купороса) или кусковым медным купоросом окрашивают чисто обработанные плоскости. Жидкие растворы наносят на поверхность заготовки кисточкой тонким слоем. Кусковым купоросом натирают смоченную водой поверхность заготовки. Разметку производят после того, как краска высохнет.
При производстве заготовок заранее предусматривают припуск на обработку.
Припуск– это увеличение размеров заготовки по сравнению с контурными линиями (рисками), нанесенными точно по чертежу.
Припуск должен быть наименьшим в целях экономии материала, уменьшения затрат времени на обработку детали и повышения производительности труда рабочего. Разметка необходима для обеспечения правильности размеров заготовки и припусков.
- Плоскостная разметка
- Разметочные работы в слесарном деле являются вспомогательной технологической операцией заключающейся в перенесении контурных построений по размерам чертежа на заготовку.
- Разметка– это операция по нанесению на поверхность заготовки линий (рисок), определяющих контуры изготавливаемой детали, являющаяся частью некоторых технологических операций.
- Плоскостную разметкуприменяют при обработке листового материала и профильного проката, а также деталей, на которые разметочные риски наносят в одной плоскости.
Плоскостная разметка заключается в нанесении на материал или заготовку контурных линий: параллельных и перпендикулярных, окружностей, дуг, углов, различных геометрических фигур по заданным размерам или контуров по шаблонам. Контурные линии наносят в виде сплошных рисок.
Чтобы следы рисок сохранились до конца обработки, на риски наносят с помощью кернера небольшие углубления, близко расположенные одно от другого, или рядом с разметочной риской наносят контрольную риску. Риски должны быть тонкими и четкими.
Пространственная разметка– это нанесение рисок на поверхностях заготовки, связанных между собой взаимным расположением.
Плоскостная разметка производится на заготовке чертилкой. Точность при разметке достигается до 0,5мм. Разметочные риски чертилкой проводятся один раз.
Глубина кернового углубления составляет 0,5мм. При выполнении практического задания чертилку и разметочный циркуль можно держать на слесарном верстаке.
Виды тонкостенных и толстостенных труб из нержавеющей стали
По окончании работы необходимо удалить пыль и окалину с разметочной плиты с помощью щетки-сметки. При выполнении практического задания необходимо линейку прижимать к заготовке тремя пальцами левой руки так, чтобы между ней и заготовкой не было просвета.
При накернивании длинных рисок (более 150мм) расстояние между углублениями должно быть 25..30мм. При накернивании коротких рисок (менее 150мм) расстояние между углублениями должно быть 10..15мм. Прежде чем установить циркуль на размер радиуса дуги, центр будущей дуги необходимо накернить.
Чтобы установить циркуль на размер, нужно установить одну ножку циркуля острием на десятое деление линейки, а вторую – наделение, превышающее заданное на 10мм. Углы, меньше 90º, измеряют угломером с применением угольника. При плоскостной разметке параллельные риски наносят с помощью линейки и угольника.
При разметке на пластине окружности заданного диаметра, нужно установить циркуль на размер превышающий радиус окружности на 8..10мм.
Для разметки, измерения и проверки правильности изготовления изделий применяют следующие инструменты: линейка, угольник, циркуль, штангенциркуль, кронциркуль, нутромер, масштабная и лекальная линейки, транспортир, чертилка, кернер, разметочная плита. В качестве приспособлений, ускоряющих процесс разметки, используют шаблоны, лекала, трафареты.
Чертилкадолжна быть удобной для нанесения четких линий на размечаемой поверхности и, вместе с тем, не портить рабочих плоскостей линейки, угольника. Материал чертилки подбирают в зависимости от свойств размечаемых поверхностей.
Например, латунная чертилка оставляет хорошо видный след на поверхности стали. При разметке деталей из более мягких материалов целесообразно воспользоваться карандашом. Перед разметкой на плоскость лучше нанести тонкий слой водоэмульсионной краски.
Кернерыслужат для нанесения центров окружностей и отверстий на размечаемых поверхностях. Керны изготавливают из твердой стали. Длина кернера составляет от 90 до 150мм и диаметр от 8 до 13мм.
В качестве ударного инструмента при выполнении керновых углублений используют слесарный молоток, который должен иметь небольшой вес. В зависимости от того, насколько глубоко должно быть керновое углубление, применяют молотки массой от 50 до 200гр.
Транспортирстальной с угломером используют для разметки и проверки углов при изготовлении сопрягаемых трубных узлов, фасонных частей и других деталей воздуховодов.
Циркуль разметочныйприменяется для вычерчивания окружностей, дуг и различных геометрических построений, а также для перенесенияразмеров с линейки на разметочную заготовку или наоборот. Различают циркули реечные,рейсмусовые, кронциркули, нутромеровые, штангенциркули.
Разметочные плитыустанавливают на специальных подставках и тумбах с ящиками для храненияразметочных инструментов и приспособлений. Разметочные плиты небольшого размера располагают на столах. Рабочие поверхности разметочной плиты не должны иметь значительных отклонений от плоскости.
Различные геометрические фигуры наносят на плоскости тем же разметочным инструментом: линейкой, угольником, циркулем и транспортиром. Чтобы ускорить и упростить плоскостную разметку одинаковых изделий применяют шаблоны из листовой стали.
На заготовку или материал накладывают шаблон и плотно прижимают его, чтобы во время разметки он не сдвинулся с места. По контуру шаблона чертилкой прочерчивают линии, обозначающие контуры обрабатываемой детали.
Крупные детали размечают на плите, а мелкие – в тисках. Если изделие пустотелое, например фланец, то в отверстие заколачивают деревянную пробку и в центре пробки закрепляют металлическую пластинку, на которой кернером намечают центр для ножки циркуля.
Фланец размечают следующим образом. Поверхность заготовки окрашивают мелом, намечают центр и циркулем проводят окружности: наружный контур, контур отверстия и осевую линию по центрам отверстий для болтов. Часто фланцы размечают по шаблону, а отверстия сверлят по кондуктору без разметки.
Предыдущая9Следующая
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
- Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
- Нанесение взаимно перпендикулярных и параллельных рисок
- Нанесение рисок под углом друг к другу
- Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
- Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
В изготовлении предметов из дерева или металла часто приходится чертить разнообразные геометрические фигуры. Наиболее распространенными являются прямоугольники и окружности. Для формирования таких разметок придумано множество приспособлений.
Все, кто сталкивался со строительством, обязательно пользовались гаджетом, позволяющим сделать перпендикуляр. Если на больших поверхностях правильнее будет применять формулу «3, 4, 5», то маленькие детали удобно метить столярным углом. Изделие имеет опорную выступающую кромку и линейку с размерами от упора и внешней точки.
В металлообработке наряду с подобными моделями используются более точные приборы. При внешней простоте они дают возможность с очень маленькими погрешностями оценить близость граней к 90 градусам.
Даже хранение таких невзрачных «железок» предусмотрено в специальном пенале во избежание попадания на них осадков и механического воздействия.
Правило геометрии, гласящее, что центр окружности к которой приложен угол, будет находиться на биссектрисе, положено в основу этого прибора. Чтобы найти середину, используют угольник с двумя опорными поверхностями и жестко выставленной средней линией. Пересечение 2 рисок дает точку вращения.
Еще одна задача – поиск равноудаленного расстояния от края доски. Для этого применяется линейка с центральной отметкой и двумя ограничителями по кромкам. Перекрашивая устройство автоматически находится нужная середина.
2.5. Разметка
2.5. Разметка
Разметкой называется операция нанесения линий и точек на заготовку, предназначенную для обработки. Линии и точки обозначают границы обработки.
Существуют два вида разметки: плоская и пространственная. Разметка называется плоской, когда линии и точки наносятся на плоскость, пространственной – когда разметочные линии и точки наносятся на геометрическое тело любой конфигурации.
Пространственная разметка может быть выполнена на разметочной плите с помощью разметочного ящика, призм и угольников. При пространственной разметке для поворота размечаемой заготовки используются призмы.
- Для плоской и пространственной разметки требуются чертеж детали и заготовки для нее, разметочная плита, разметочный инструмент и универсальные разметочные приспособления, измерительный инструмент и вспомогательные материалы.
- К разметочному инструменту относятся: чертилка (с одним острием, с кольцом, двухсторонняя с изогнутым концом), маркер (несколько видов), разметочный циркуль, кернеры (обычные, автоматические для трафарета, для круга), кронциркуль с конусной оправкой, молоток, циркуль центровой, прямоугольник, маркер с призмой.
- К приспособлениям для разметки относятся: разметочная плита, разметочный ящик, разметочные угольники и бруски, подставка, рейсмус с чертилкой, рейсмус с подвижной шкалой, прибор для центрирования, делительная головка и универсальный разметочный захват, поворотная магнитная плита, струбцины сдвоенные, регулируемые клинья, призмы, винтовые подпорки.
- Измерительными инструментами для разметки являются: линейка с делениями, штангенрейсмус, рейсмус с подвижной шкалой, штангенциркуль, угольник, угломер, кронциркуль, уровень, контрольная линейка для поверхностей, щуп и эталонные плитки.
- К вспомогательным материалам для разметки относятся: мел, белая краска (смесь разведенного в воде мела с льняным маслом и добавлением состава, препятствующего высыханию масла), красная краска (смесь шеллака со спиртом с добавлением красителя), смазка, моющие и травящие материалы, деревянные бруски и рейки, небольшая жестяная посуда для красок и кисть.
- Простыми разметочными и измерительными инструментами, используемыми при слесарных работах, являются: молоток, чертилка, маркер, кернер обыкновенный, угольник, циркуль, разметочная плита, линейка с делениями, штангенциркуль и кронциркуль.
- Плоскую или пространственную разметку детали проводят на основании чертежа.
- До разметки заготовка должна пройти обязательную подготовку, которая включает в себя следующие операции: очистка детали от грязи и коррозии (не производить на разметочной плите); обезжиривание детали (не производить на разметочной плите); осмотр детали с целью обнаружения дефектов (трещин, раковин, искривлений); проверка габаритных размеров, а также припусков на обработку; определение разметочной базы; покрытие белой краской поверхностей, подлежащих разметке и нанесению на них линий и точек; определение оси симметрии.
- Если за разметочную базу принято отверстие, то в него следует вставить деревянную пробку.
- Разметочная база – это конкретная точка, ось симметрии или плоскость, от которой отмеряются, как правило, все размеры на детали.
Накерниванием называется операция нанесения мелких точек-углублений на поверхности детали. Они определяют осевые линии и центры отверстий, необходимые для обработки, определенные прямые или кривые линии на изделии.
Накернивание делают с целью обозначения на детали стойких и заметных знаков, определяющих базу, границы обработки или место сверления. Операция накернивания выполняется с использованием чертилки, кернера и молотка.
Разметка с использованием шаблона применяется при изготовлении значительного количества одинаковых деталей. Шаблон, выполненный из жести толщиной 0,5–2 мм (иногда придается жесткость уголком или деревянной рейкой), накладывается на плоскую поверхность детали и обводится чертилкой по контуру.
Точность нанесенного контура на детали зависит от степени точности шаблона, симметрии острия чертилки, а также от способа продвижения острия чертилки (острие должно двигаться перпендикулярно к поверхности детали).
Шаблон является зеркальным отображением конфигурации деталей, линий и точек, которые должны быть нанесены на поверхность детали.
Точность разметки (точность перенесения размеров с чертежа на деталь) зависит от степени точности разметочной плиты, вспомогательных приспособлений (угольников и разметочных ящиков), мерительных инструментов, инструмента, используемого для перенесения размеров, от степени точности метода разметки, а также от квалификации разметчика. Точность разметки обычно составляет от 0,5 до 0,08 мм; при использовании эталонных плиток – от 0,05 до 0,02 мм.
При разметке следует осторожно обращаться с заостренными чертилками. Для предохранения рук работника до начала разметки на острие чертилки необходимо надевать пробку, деревянный или пластмассовый чехол.
- Для установки на разметочную плиту тяжелых деталей следует пользоваться талями, тельферами или кранами.
- Разлитые на полу или разметочной плите масло или другая жидкость могут послужить причиной несчастного случая.
- Данный текст является ознакомительным фрагментом.





