- Температура электрической дуги, ее воздействие
- Возникновение электрической дуги
- Длина дуги, кратер, провар
- Выплавка стали в электродуговых печах – описание и особенности данного процесса
- Особенности применения дуговых печей для плавки сталей
- Производство стали в электродуговых печах
- Особенности процесса плавки в дуговых печах
- Достоинства электрических дуговых печей
- Что такое сварочная дуга
- Что такое сварочная дуга, определение
- Природа и строение
- Виды сварочной дуги
- Условия горения
- Как возникает электрическая сварочная дуга
- Чем определяется мощность сварочной дуги
- Вольт-амперная характеристика
- Особенности дуги
- Плавка стали в основной дуговой электропечи
- Электрическая дуга
- Влияние на дугу магнитных полей
Вольтова дуга характеризуется двумя свойствами:
- выделением большого количества теплоты
- сильным лучеиспусканием.
- И то и другое свойство электрической дуги использовано в технике.
- Для сварочной техники первое свойство является положительным фактором, второе — отрицательным.
В качестве электропроводов для электрического разряда могут служить любые электропроводные материалы. Чаще всего в качестве проводников употребляют угольные и графитные стержни круглого сечения (дуговые фонари).
Типичный вариант между двумя углями изображена на рисунке.
Верхний электрод присоединен к положительному полюсу машины (анод). Второй уголь соединен с отрицательным полюсом (катод).
Температура электрической дуги, ее воздействие
Выделение теплоты неодинаково в различных точках дуги. У положительного электрода выделяется 43% всего количества, у отрицательного 36% и в самой дуге (между электродами) остальные 21%.
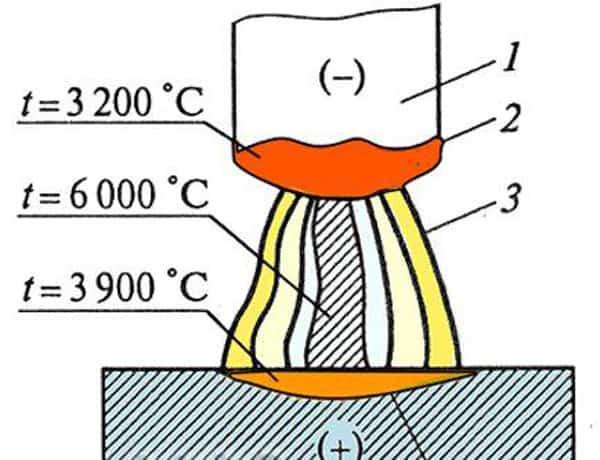
Схема зон и их температуры в сварочной дуге
В связи с этим и температура на электродах неодинакова. Анод имеет около 4000° С, а катод 3400°. В среднем считают температуру электрической дуги 3500° С.
Благодаря различной температуре на полюсах вольтовой дуги угольные проводники берутся различной толщины. Положительный уголь берется толще, отрицательный — тоньше.
Стержень дуги (средняя часть) состоит из потока электронов, выбрасываемых катодом, которые с огромной скоростью несутся к аноду.
Обладая большой кинетической энергией, они ударяются о поверхность анода, преобразуя кинетическую энергию в тепловую.
Окружающий его зеленоватый ореол является местом химических реакций, происходящих между парами вещества электродов и атмосферой, в которой горит вольтова дуга.
 Процесс возникновения сварочной дуги
Процесс возникновения сварочной дуги
Возникновение электрической дуги
Процесс образования вольтовой дуги представляется в следующем виде. В момент соприкосновения электродов проходящий ток выделяет большое количество тепла в месте стыка, так как здесь имеется большое электрическое сопротивление (закон Джоуля).
- Благодаря этому концы проводников раскаляются до светлого накала, и после разъединения электродов катод начинает испускать электроны, которые, пролетая через воздушный промежуток между электродами, расщепляют молекулы воздуха на положительно и отрицательно заряженные частички (катионы и анионы).
- Вследствие этого воздух становится электропроводным.
- В сварочной технике наибольшее применение имеет разряд между металлическими электродами, причем одним электродом являйся металлический стержень, который в то же время служит и присадочным материалом, а вторым электродом является сама свариваемая деталь.
Процесс остается тот же, что и в случае угольных электродов, но здесь появляется новый фактор. Если в угольной дуге проводники постепенно испарялись (сгорали), то в металлической дуге электроды весьма интенсивно плавятся и частично испаряются. Благодаря наличию металлических паров между электродами сопротивление (электрическое) металлической дуги ниже, чем угольной.
Угольный разряд горит при напряжении в среднем 40—60 в, тогда как напряжение металлической дуги в среднем 18—22 в (при длине 3 мм).
Длина дуги, кратер, провар
Сам процесс дуговой электросварки протекает следующим образом.
Как только мы коснемся находящимся под напряжением электродом изделия и тотчас же отведем его на некоторое расстояние, образуется вольтова дуга и сейчас же начинается плавление основного металла и металла проводника.
Следовательно, конец электрода все время находится в расплавленном состоянии, и жидкий металл с него в виде капель переходит на свариваемый шов, где металл электрода смешивается с расплавленным металлом свариваемого изделия.
Исследования показали, что таких капель переходит, с электрода около 20—30 в секунду, т. е. процесс этот совершается очень быстро.
Хотя вольтова дуга и развивает очень высокую температуру, выделение тепла ею производится на очень небольшом пространстве как раз под дугой.
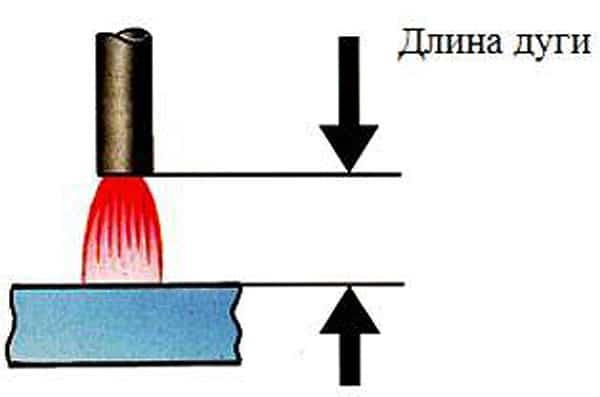
Схема длины дуги
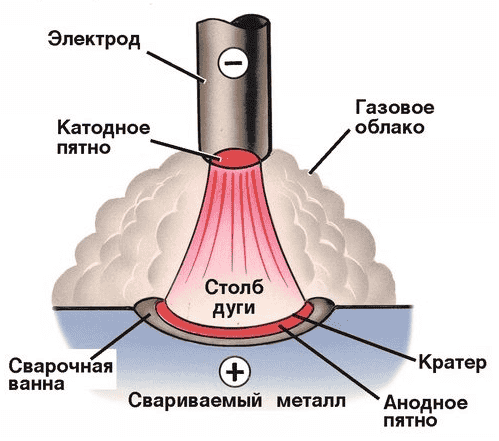
Если мы будем рассматривать через темные стекла дугу, возбужденную металлическим электродом, то убедимся, что в месте образования дуги между электродом и основным металлом на основном металле выделяется добела нагретая поверхность, которая непосредственно под дутой имеет вид углубления, заполненного жидким металлом.
Получается такое впечатление, что это углубление образовано как бы выдуванием жидкого металла дугой. Это углубление называется сварочной ванной.
Она окружена металлом, нагретым до белого каления, причем температура нагрева области, прилегающей, быстро падает до красного цвета и уже на небольшом расстоянии, величина которой колеблется в зависимости от диаметра электрода и силы тока, температура сравнивается с температурой самого свариваемого предмета.
Выплавка стали в электродуговых печах – описание и особенности данного процесса
Плавильные электропечи, по сравнению с другими типами печей для плавки металлов, имеют множество преимуществ.
Особенности конструкции печей данного типа позволяют получать высокую температуру плавки металла, создавать вакуум, атмосферу различного типа в рабочей камере.
Всё это позволяет работать с широким спектром различных металлов, получать сплавы высокого качества с минимальным содержанием неметаллических включений. Электропечи бывают индукционными и дуговыми.
Особенности применения дуговых печей для плавки сталей

Электродуговые печи используются для получения следующих типов сталей:
- Высоколегированных;
- Инструментальных;
- Конструкционных;
- Специальных оружейных и прочих сплавов.
Благодаря возможности поддерживать высокую температуру плавки, дуговые печи способны плавить практически любые стали и сплавы. Главной особенностью дуговых электропечей является их способ преобразования электрической энергии в тепловую. Он осуществляется за счёт электрической дуги. Именно за счёт дуги появляется возможность достигать таких высоких температурных режимов.
Именно дуговые электропечи постоянного тока являются наиболее популярным оборудованием на современных сталелитейных предприятиях. Особенности конструкции дуговых электропечей позволяет получать однородные сплавы с минимальным количеством неметаллических вкраплений.
Кроме сталелитейных предприятий, электродуговые печи используются в специализированных лабораториях. Лабораторные модели отличаются компактными размерами, но по своей конструкции – это полноценные дуговые печи.
Они применяются для различного рода физико-химических исследований.
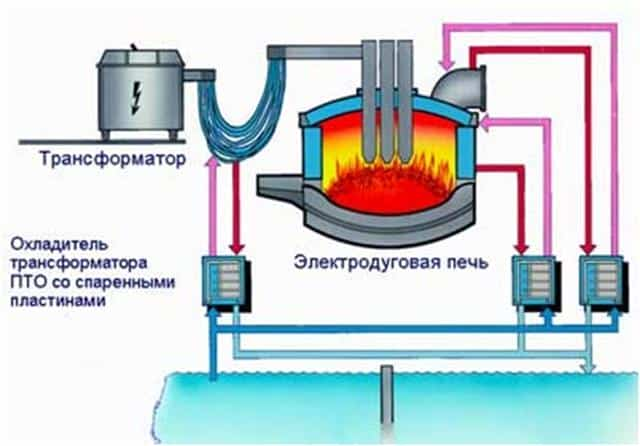
Производство стали в электродуговых печах

Особенности работы дуговой печи для производства стали заключаются в следующем:
- В качестве источника питания дуговая электропечь использует трёхфазный переменный ток;
- Стандартная печь имеет три электрода из специальной графитизированной массы;
- Электрический ток проводится от трансформатора к электрододержателям за счёт специального кабеля. Через электрододержатель ток подводится к электродам и ванне металла;
- Между электрической шихтой и электродами при запуске печи возникает электрическая дуга. За счёт электродуги электрическая энергия превращается в тепловую, которая и передаётся металлу, который при этом плавится.
Рабочее напряжение в дуговых печах при выплавке стали может колебаться в пределах 160-600 В. Длина дуги автоматически регулируется за счёт перемещения электродов.
Для того чтобы следить и управлять процессом плавки, предусмотрено специальное рабочее окно.
В зависимости от потребностей конкретного металлургического производства, вместимость дуговых печей для производства стали может составлять от 0,5 до 400 тонн. Лабораторные модели значительно меньше.
С помощью дуговых электропечей можно производить два типа плавки. Первый тип заключается в переплавке шихты из легированных отходов. Для второго типа плавки используется углеродистая шихта.
Особенности процесса плавки в дуговых печах
Плавка металлов или сплавов с использованием шихты из легированных отходов проводят без окисления примесей. При этом шихта, которая используется в процессе, не должна иметь больше примесей фосфора, марганца и кремния, чем выплавляемая в процессе сталь.
В процессе плавки большинство примесей окисляются, да и сама шихта может содержать большое количество оксидов. Обязательной процедурой, которую следует проводить после того, как шихта расплавится, является удаление серы. Для этого нужно навести основной шлак.
При необходимости, получаемый сплав нужно науглероживать, доводя его тем самым до нужного химического состава.
После науглевоживания получаемого сплава нужно провести диффузионное раскисление. Для этой процедуры на шлак нужно подавать молотый кокс, алюминий и ферросилиций. Именно таким образом происходит выплавка высококачественных легированных сталей из различных отходов машиностроительных предприятий.
Для того чтобы выплавить конструкционную сталь, нельзя применять шихту из легированных отходов. Для этого используют только углеродистую шихту. Состав шихты, которая используется для производства конструкционной стали в электродуговых печах, должен быть следующим:
- 90% стального лома;
- До 10% передельного чушкового чугуна;
- Кокс или электродный бой, который понадобится для науглероживания металла;
- Известь в количестве 2-3% от общего состава шихты.
После того, как шихта будет загружена, нужно опустить электроды и включить ток. Под воздействием электрической дуги шихта начнёт плавиться. Расплавленный металл начнёт собираться на подине печи. Во время плавления железо, кремний, фосфор, марганец и часть углерода начнёт окисляться. Начнёт образовываться шлак железистый, за счёт которого из сплава будет удаляться фосфор.
После того, как сплав будет нагрет до температуры 1500-1540 градусов Цельсия, в него загружают руду и известь, после чего металл доводят до так называемого периода «кипения». За счёт этого будет производиться дальнейшее окисление углерода. После этого происходит процедура удаления серы и раскисления металла.
Железистый шлак удаляется, после чего в расплав подаётся силикомарганец и силикокальций. Они нужны в качестве раскислителей. После этого в расплав добавляется раскислительная смесь. Она состоит из плавикового шпата, извести, молотого кокса и ферросилиция. В процессе раскисления шлак приобретает белый цвет.
Данный процесс раскисления под белым шлаком должен продолжаться от 30 до 60 минут.
Достоинства электрических дуговых печей

Дуговые печи пользуются огромной популярностью на крупных сталелитейных предприятиях. Выплавка сталей в дуговых печах популярна из-за следующих преимуществ:
- Имеется возможность получать ряд тугоплавких и высококачественных сталей, которые имеют минимальное количество различных примесей неметаллического происхождения;
- Можно работать в различных режимах, используя как жидкую, так и твёрдую завалку;
- В процессе производства получается минимальный угар металла;
- Дуговые печи имеют простую конструкцию, относительно компактны, их обслуживание не отнимает много времени.
Кроме ряда достоинств, у дуговых печей имеется один существенный недостаток – нет возможности выплавлять металлы и сплавы с очень низким содержанием углерода. Больше существенных недостатков у дуговых печей нет.
Что такое сварочная дуга
Сварочная дуга используется человечеством для неразъемного, герметичного соединения металлов более века назад. Ее изучением занимался физик Вольт. Затем появились устройства для сварки.
Электрический разряд возникает в момент короткого замыкания между электродом и свариваемой деталью. Электрическая энергия преобразуется в тепловую, образуется ванна расплава.
Создается диффузный однородный слой металла на месте свариваемого стыка.
Изучив вольт-амперные характеристики процесса, ученые усовершенствовали процесс сварки, создали сварочные аппараты, поддерживающие стабильное горение дуги.

Что такое сварочная дуга, определение
Что можно назвать сварочной дугой – это, по сути, длительный проводник, состоящий из ионизированных частиц, существующий во времени благодаря поддерживающему электрическому полю. Дуговой разряд характеризуется непрерывной формой, высокой температурой, возникает в газовой среде, способной к ионизации.
В учебниках сварщика определение сварочной электродуги звучит следующим образом: это длительный электрический разряд в плазме, состоящей из смеси ионизированных воздушных или защитных газов, а также испарившихся компонентов присадочного и основного металла.
Природа и строение
За короткое время разогреть металл до температуры плавления можно мощной сварочной дугой. Ее свойства характеризуются плотностью тока, вольтамперными показателями.
С точки зрения электротехники, дуговой столб – ионизированный газовый проводник между катодом и анодом с большим сопротивлением, способностью к свечению.
Детальное рассмотрение строения сварочной дуги поможет понять сущность температурного воздействия. Длина электродуги в среднем составляет 5 мм, она делится на основные зоны:
- анодную, она не более 10 микрон;
- катодную, она в 10 раз меньше анодной;
- столб – видимая светящаяся полоска.
За температуру сварочной дуги отвечает поток свободных электронов. Они образуются на катодном пятне. Оно разогревается до 38% температуры плазмы.
В дуговом столбе электроны двигаются к аноду, а положительные частицы – к катоду. У столба нет собственного заряда, он остается нейтральным.
Внутри частицы разогреваются до 10 000°С, металл при этом в среднем нагревается до 2350°С, стандартная температура ванны расплава составляет 1700°С.
Место входа и нейтрализации электронов называют анодным пятном. Его температура выше, чем катодного на 4–6%.
Напряжение в анодной и катодной зонах существенно снижается, свечения не возникает. Видима только плазма, излучающая ультрафиолетовые, инфракрасные и световые волны. Они вредны для органов зрения, кожи. Поэтому сварщики используют индивидуальные средства защиты.
Виды сварочной дуги
Существует несколько критериев классификации сварочной дуги. По типу сварочного тока и положению электрода относительно свариваемых элементов выделяют следующие разновидности:
- прямого действия, разряд перпендикулярен заготовке, параллелен электроду;
- косвенного действия, разряд возникает между двух электродов, наклоненных друг к другу под углом от 40 до 60°, и металлом.
Классификация состава плазмы столба:
- открытого типа возникает в воздушной атмосфере благодаря испаряемым из обмазки и металла компонентам;
- закрытая, возникающая под слоем флюса за счет газообразной фазы, образовавшейся из частиц электрода, металла, компонентов флюса при прохождении разряда;
- с подачей газовой смеси или однокомпонентного защитного газа.
Карбид кальция для сварки: что это такое?
Классифицируют дуговую сварку по материалу разжигающего электрода. Используют электроды:
- вольфрамовые тугоплавкие
- угольные или графитовые;
- стальные с различным типом обмазки, в состав которой входят ионизирующие компоненты.
По длительности воздействия различают стационарную (постоянную) электродугу и импульсную, применяемую при контактной сварке.
Условия горения
Сущность сварочного процесса заключается в преобразовании электрической энергии в тепловую.
Для поддержания сварочного столба необходимо создать условия для быстрой ионизации газа: детали прогревают, чтобы воздух вокруг них был теплым, или подают в рабочую зону газ, способный ионизироваться. Легче всего ионизируются частицы щелочных и щелочноземельных металлов. При пропускании тока через стержень их частицы становятся активными.
Чтобы дуговой столб не угасал, важно поддерживать постоянную температуру в катодной области. Она напрямую зависит от химического состава катода, его площади. Нужная температура поддерживается источником тока, в промышленных условиях она достигает 7 тысяч градусов.
Как возникает электрическая сварочная дуга
Как и любой электрический разряд, сварочная электродуга появляется при замыкании цепи. Возникновение тока при касании электрода к свариваемому металлу приводит к выработке большого количества тепла.
В точке замыкания появляется расплав, он тянется за кончиком электрода, образуется шейка, которая мгновенно распыляется из-за сильного тока.
Происходит ионизация молекул воздуха и защитного облака, они переносят поток электронов.
Направленность потока зависит от рода тока. Дуга разжигается на постоянном токе обратной и прямой полярности, на переменном. Частота угасания и розжига электродуги зависит от параметров рабочего тока.
Чем определяется мощность сварочной дуги
На мощностные параметры электродуги влияют несколько факторов:
- напряжение, возрастание приводит к увеличению мощности только в небольшом диапазоне, существуют ограничения по размеру электрода;
- сила тока, большой ампераж обеспечивает стабильное горение;
- величина напряжения плазмы, пропорциональна мощности.
Длиной сварочной дуги называют расстояние от сварного кратера до кончика электрода. От этой величины зависит объем выделившегося тепла.
По мощности сварочной дуги определяют скорость плавления металла. От этой характеристики зависит время выполнения сварочных работ. Регулировка силы тока производится для корректировки температуры в рабочей зоне, даже на длинном столбе электродуга не будет затухать при большом ампераже. Напряжение редко изменяют в процессе сварки.
Вольт-амперная характеристика
ВАХ описывает зависимость токовых параметров. С помощью этого графика определяют:
- мощность дуги;
- время горения,
- условия гашения.
Динамическая ВАХ описывает неустановившееся состояние электродуги, когда ее длина колеблется. Статическая вольт-амперная характеристика отражает зависимость вольтажа от ампеража при постоянной дуговой длине. График делится на три области:
- падающая – при подъеме силы тока напряжение резко спадает, это связано с формированием столба: площадь сечения плазменного потока возрастает, электропроводность плазмы изменяется;
- жесткая, это участок стабильной плотности тока и падения напряжения, с ростом ампеража от 100 до 1000 А пропорционально увеличивается диаметр дугового столба (анодное и катодное пятна, соответственно, изменяются);
- возрастающая, характеризуется постоянным размером катодного пятна, она ограничена диаметром электрода, при увеличении ампеража по закону Ома увеличивается U, R дугового столба.
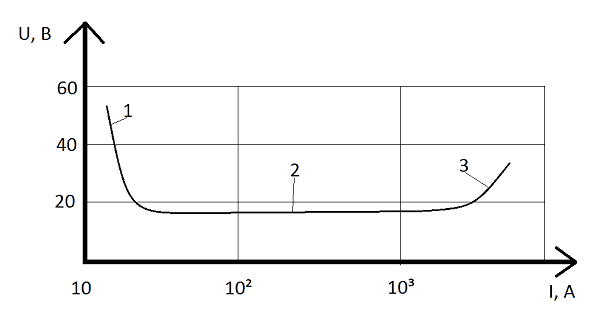 Статическая вольт-амперная харакетиристика сварочной дуги: 1 — падающая; 2 — жесткая; 3 — возрастающая.
Статическая вольт-амперная харакетиристика сварочной дуги: 1 — падающая; 2 — жесткая; 3 — возрастающая.
ВАХ процесса обычной ручной сварки с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ограничена двумя первыми областями, до третьей ампераж не доходит. Механизированной сварки с использованием флюсов соответствует графику II и III областей, сварка плавящимся электродом в облаке защитной атмосферы – III.
Что такое термитная сварка. Виды и область применения
При использовании оборудования, генерирующего переменный ток, возбуждение сварочной дуги происходит в каждом полупериоде, на пике зажигания. При переходе через ноль электродуга затухает, нагрев активных пятен прекращается.
Покрытия электродов, содержащие активные щелочные металлы, повышают устойчивость ионизации. Защитное облако затрудняет розжиг на переменном токе, но поддерживают горение на постоянном.
Между полюсами возникает ионизация молекул газа.
При выборе оборудования необходимо это учитывать, что вольт-амперная характеристика электродуги зависит от внешней ВАХ. Работу сварочного аппарата рассматривают как наложение графиков.
Для ручной сварки необходимы источники питания с падающими областями ВАХ (повышенным напряжением холостого хода), чтобы была возможность изменять длину дуги, регулируя ампераж. Сила тока короткого замыкания во время падения капли с плавящегося электрода на свариваемый металл на 20–50% выше дугового тока.
Для сварки плавящимся электродом используют дугу размыкания. Для розжига дуги вольфрамовым или угольным электродом желателен вспомогательный разряд.
При высоких значениях тока короткого замыкания возрастает риск прожогов металла.
При падении капли происходит замыкание, затем резко возрастает до первоначальных значений – ампераж возрастает до величины тока короткого замыкания, образовавшийся мостик перегорает, дуга возбуждается снова.
Изменения тока и напряжения в столбе происходят моментально, за доли секунды. Сварочное оборудование должно быстро реагировать на колебания, стабилизировать напряжение.
Особенности дуги
Благодаря особым свойствам, электрическая дуга используется при сварке с тугоплавкими и плавящимися электродами. Она быстро разогревает металл, образуя ванну расплава. Электрический ток эффективно преобразуется в тепловую энергию с минимальными потерями.
По природе происхождения электрическую сварочную дугу можно сравнить с другими видами электрических зарядов. Основные отличительные характеристики дуги:
- высокая температура, создаваемая плотным током (ампераж зависит от длины столба, достигает тысяч А на см2);
- небольшие значения анодного и катодного падения напряжения, слабо зависящие от первоначально заданного вольтажа;
- неравномерность распределения напряжения электрического поля между полюсами;
- пространственная устойчивость;
- саморегулирование мощности, ВАХ;
- четко очерченные границы, ясно видимые в окружающей среде.
Зажигание производится двумя способами:
- коротким касанием (электрод подводится впритык, повышается риск залипания);
- чирканьем (невозможен в труднодоступных местах).
Плавка стали в основной дуговой электропечи
Дуговая плавильная печь(рис. 5.2): время плавки τпл = 4 …8 час., угар 5…8 % от веса металлической шихты, рабочее напряжение Uраб. = 160 … 600 В., ток I = 1 … 10 кА, ёмкость печей 0,5 … 400 т. 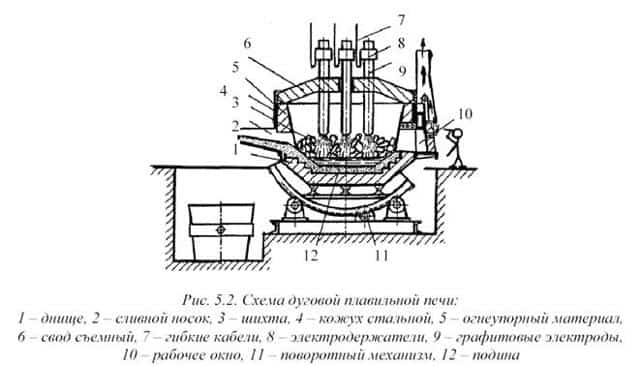
Процесс плавки разделяется на два существенно различающихся периода: окислительный (расплавление и кипение) и восстановительный (рафинирование).
1. Окислительный период. Главная задача окислительного процесса – довести химический состав до требуемого по содержанию углерода, обеспечить выравнивание температуры и химсостава по объему металла. После загрузки шихты опускаются электроды и включается электрический ток. Расплавление шихты происходит под действием дугового разряда.
Дуга горит между электродами, на которые подаётся трёхфазный ток, и металлом. Недостатком электродуговых печей является сильный перегрев металла в зоне горения дуги. Температура в этой зоне почти вдвое превышает температуру плавления металла.
Это приводит к сильному окислению металла (угару), причём значительное количество оксидов железа теряется в виде бурого дыма, что приводит к загрязнению атмосферного воздуха. После расплавления и в жидком сплаве происходят процессы окисления, но интенсивность этих процессов много меньше, чем на воздухе.
Окисляется прежде всего железо, а затем и примеси. FeO распределяется между металлом и шлаком, растворяясь в них. Таким образом, FeO играет роль передатчика кислорода:
- 2Fe + O2 = 2FeO + Q,
- Mn + FeO = MnO + Fe + Q,
- Si + 2FeO = SiO2 + 2Fe + Q.
В конце окислительного периода при t > 1400 °С начинается окисление С. При использовании для выплавки стали чугуна (передельного и (или) литейного), углерода после расплавления обычно выделяется значительно больше, чем требуется.
Для удаления излишнего углерода добавляют руду, содержащую оксиды железа. В результате происходит окисление углерода по реакции С + FeO = Fe + CO↑ — Q (эндотермическая реакция).
Так как при этом выделяется угарный газ, то внешне это выглядит, как кипение стали. Хотя сталь имеет
температуру значительно меньше, чем температура её кипения. Основные шлаки позволяют в процессе плавления производить удаление вредных примесей (P, S). Дефосфоризация происходит по реакции 2P + 5FeO + 4CaO = (CaO)4P2O5 + 5Fe + Q – .
Соединения фосфора, растворяясь, распределяются между металлом и шлаком в определенном соотношении. После двух, трех скачиваний шлака можно обеспечить содержание Р < 0,015 %. В этот же период проводят десульфацию.
Наводят «белый» шлак СаО + С (кокс или электродный бой) + СаF2 (плавиковый _______шпат) в пропорции 12:1:2. FeS + CaO + C = CaS + Fe + CO↑ — Q.
Степень десульфации до 75 … 80 %. 2. Восстановительный период. Цель: восстановить Fe из FeO. Оксиды железа при затвердевании стали выпадают из раствора и резко ухудшают прочностные и пластические свойства стали. Поэтому восстановление оксидов является
очень важной частью процесса. Раскисление производят ферросплавами, которые могут вводиться в жидкий металл и непосредственно взаимодействовать с ним или погружаться на штанге в шлак. Первый способ называется осаждающим, второй – диффузионным.
Наиболее быстрым и потому более дешёвым способом раскисления является осаждающий, но при его длительном использовании ухудшается пластичность и ударная вязкость металла.
Это связано с накоплением оксидов в металле за счёт многократного использования при переплаве литниковых систем и литейного брака. Реакции при раскислении:
- FeO + Mn = MnO + Fe,
- 2FeO + Si = SiO2 + 2Fe,
- 3FeO + 2Al = Al2O3 + 3Fe.
При осаждающем раскислении оксиды Mn, Si, Al большей частью всплывают в шлак. Остающиеся в жидком металле оксиды представляют значительно меньшую опасность по сравнению с FeO, т. к.
в меньшей степени снижают пластичность и ударную вязкость, но при длительном использовании этого вида раскисления постепенно происходит ухудшение вязких свойств металла. При диффузионном раскислении реакции происходят в шлаке. В результате действия закона Нернста (см.
ниже) уменьшается содержание FeO в жидком металле. В зависимости от длительности второго периода и количества раскислителей
получают кипящие, полуспокойные и спокойные стали. Самый короткий восстановительный период у кипящих сталей. При их производстве используют для раскисления только марганец. Так получают низкоуглеродистые стали, которые обладают высокой пластичностью в результате очень малого содержания кремния. При разливке они кипят в изложнице.
Для получения легированных сталей производят легирование. Ферросплавы, содержащие Ni, Co, Mo, Cu, не окисляются, т. к. имеют меньшее сродство с O2, чем Fe. Поэтому их вводят в конце первого периода, чтобы обеспечить равномерное распределение в расплавленном металле. Более активные элементы Si, Mn, Al, Cr, V, Ti вводят в печь после раскисления или перед разливкой в ковш.
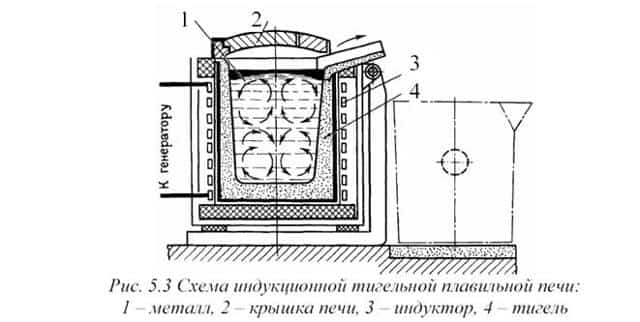
Индукционная тигельная плавильная печь(рис. 5.3) В таких печах можно выплавлять сталь с низким содержанием углерода, т. к. нет науглероживания от графитовых электродов.
По сравнению с электродуговыми печами, металл в них в меньшей степени насыщается газами. В основном применяются печи с кислой футеровкой.
Нагрев металла производится в результате того, что индуктор печи, представляющий собой водоохлаждаемую
катушку, наводит токи индукции в металле шихты или жидком металле. Частота переменного тока в индукторе ϕ = 500 … 2500 1/с. В индукционных печах отсутствует зона перегрева, поэтому угар металла значительно меньше, чем в электродуговых печах.
Кроме того, переменное магнитное поле способствует усиленному перемешиванию жидкого металла, что приводит к быстрому выравниванию химического состава жидкого металла. Высокая температура ванны позволяет легировать тугоплавкими элементами.
Однако низкая температура шлака затрудняет раскисление и рафинирование металла через шлак.
Шихтой является стальной лом, возврат литейного производства, брикетированная стружка. Для снижения концентрации углерода в жидком металле, по сравнению с его концентрацией в шихте, в качестве окислителей используются железная руда, окалина (FeO).
Для последующего удаления оксидов железа применяют раскислители. Флюсы используются для получения шлака заданного состава. Шлаки служат для защиты металла от окисления и удаления вредных примесей. Для легирования применяют легирующие добавки (ферросплавы и лиг аЦтеулрьы )п.
лавки заключается в получении расплавленного металла для отливок
требуемого химического состава, прежде всего по углероду и легирующим элементам, а также требуемого качества, прежде всего путем снижения содержания вредных примесей S, Р и газов. S и P образуют кислые соединения Р2О5, FeS, которые в процессе плавки
нейтрализуются основными окислами шлака, главным образом известью CaO.
Таким образом, для удаления S и Р нужен основный шлак, а следовательно, и основная печь, т. е. с основной футеровкой.
В основных печах плавку конструкционной стали ведут на углеродистой шихте: стальной лом 90 %, электродный бой или кокс для науглероживания металла и известь (2–3 %). Основный шлак: CaO 40 … 45 %, SiO2 20 … 25 %, FeO 10 … 15 %.
В кислой печи удаление S и P практически невозможно, поэтому нужна чистая по S и P шихта, шлак кислый (55 – 58 % SiO2), условия для раскисления более благоприятные, кремнезем связывает FeO в FeO×SiO2: FeO + SiO2 → FeO × SiO2.
В кислых печах плавку ведут на шихте из легированных отходов без окисления примесей (переплав). Процесс плавки базируется на следующих законах: Закон действующих масс: скорость химических реакций пропорциональна концентрации реагирующих веществ.
Закон распределения Нернста: если вещество растворяется в двух соприкасающихся, но несмешивающихся жидкостях, например, металл и шлак, то распределение вещества между ними происходит до установления определенного соотношения – константы распределения, постоянного для данной температуры. Следовательно, изменяя состав шлака, можно направленно изменять распределение примесей в шлаке и металле. Периодически скачивая шлак, можно эффективно удалять примеси из жидкого металла. Принцип Ле Шателье: всякая система, находящаяся в состоянии равновесия, стремится сохранить это равновесие. При любом изменении извне факторов равновесия (температуры, давления, концентрации) внутри системы возникают процессы, противодействующие этому изменению. Следовательно, изменяя внешние факторы, в данном случае концентрацию компонентов и темпера-
туру, можно обеспечить развитие обратимых реакций в нужном направлении. Способы улучшения качества стали Вакуумная обработка (дегазация) стали в ковше. Разрежение до Р = 0,267 …0,667 кПа способствует удалению почти всех растворённых в металле газов.
Разливка в инертной атмосфере уменьшает окисляемость металла.
Выдержка и разливка под слоем специального основного шлака: 53 … 55 % СаО; 43 … 45 % Al2O3; < 3 % SiO2; < 1 % FeO. Она обеспечивает частичное удаление вредных примесей.
Электрическая дуга
- Электрическая сварочная дуга – это длительный электрический разряд в плазме, которая представляет собой смесь ионизированных газов и паров компонентов защитной атмосферы, присадочного и основного металла.
- Дуга получила свое название от характерной формы, которую она принимает при горении между двумя горизонтально расположенными электродами; нагретые газы стремятся подняться вверх и этот электрический разряд изгибается, принимая форму арки или дуги.
С практической точки зрения дугу можно рассматривать как газовый проводник, который преобразует электрическую энергию в тепловую. Она обеспечивает высокую интенсивность нагрева и легко управляема посредством электрических параметров.
Общей характеристикой газов является то, что они в нормальных условиях не являются проводниками электрического тока. Однако, при благоприятных условиях (высокая температура и наличие внешнего электрического поля высокой напряженности) газы могут ионизироваться, т.е.
их атомы или молекулы могут освобождать или, для электроотрицательных элементов наоборот, захватывать электроны, превращаясь соответственно в положительные или отрицательные ионы.
Благодаря этим изменениям газы переходят в четвертое состояние вещества называемого плазмой, которая является электропроводной.
Возбуждение сварочной дуги происходит в несколько этапов.
Например, при сварке МИГ/МАГ, при соприкосновении конца электрода и свариваемой детали возникает контакт между микро выступами их поверхностей.
Высокая плотность тока способствует быстрому расплавлению этих выступов и образованию прослойки жидкого металла, которая постоянно увеличивается в сторону электрода, и в конце концов разрывается.
В момент разрыва перемычки происходит быстрое испарение металла, и разрядный промежуток заполняется ионами и электронами возникающими при этом.
Благодаря тому, что к электроду и изделию приложено напряжение электроны и ионы начинают двигаться: электроны и отрицательно заряженные ионы — к аноду, а положительно заряженные ионы – к катоду, и таким образом возбуждается сварочная дуга.
После возбуждения дуги концентрация свободных электронов и положительных ионов в дуговом промежутке продолжает увеличиваться, так как электроны на своем пути сталкиваются с атомами и молекулами и «выбивают» из них еще больше электронов (при этом атомы, потерявшие один и более электронов, становятся положительно заряженными ионами). Происходит интенсивная ионизация газа дугового промежутка и дуга приобретает характер устойчивого дугового разряда.
Через несколько долей секунды после возбуждения дуги на основном металле начинает формироваться сварочная ванна, а на торце электрода – капля металла.
И спустя еще примерно 50 – 100 миллисекунд устанавливается устойчивый перенос металла с торца электродной проволоки в сварочную ванну.
Он может осуществляться либо каплями, свободно перелетающими дуговой промежуток, либо каплями, которые сначала образуют короткое замыкание, а затем перетекают в сварочную ванну.
Электрические свойства дуги определяются процессами, протекающими в ее трех характерных зонах – столбе, а также в приэлектродных областях дуги (катодной и анодной), которые находятся между столбом дуги с одной стороны и электродом и изделием с другой.
Для поддержания плазмы дуги при сварке плавящимся электродом достаточно обеспечить ток от 10 до 1000 ампер и приложить между электродом и изделием электрическое напряжение порядка 15 – 40 вольт. При этом падение напряжения на собственно столбе дуги не превысит нескольких вольт.
Остальное напряжение падает на катодной и анодной областях дуги. Длина столба дуги в среднем достигает 10 мм, что соответствует примерно 99% длины дуги. Таким образом, напряженность электрического поля в столбе дуги лежит в пределах от0,1 до 1,0 В/мм.
Катодная и анодная области, напротив, характеризуются очень короткой протяженностью (около 0.0001 мм для катодной области, что соответствует длине свободного пробега иона, и 0.001 мм для анодной, что соответствует длине свободного пробега электрона).
Соответственно, эти области имеют очень высокую напряженность электрического поля (до 104 В/мм для катодной области и до 103 В/мм для анодной).
Экспериментально установлено, что для случая сварки плавящимся электродом падение напряжения в катодной области превышает падение напряжения в анодной области: 12 – 20 В и 2 – 8 В соответственно.
Учитывая то, что выделение тепла на объектах электрической цепи зависит от тока и напряжения, то становится понятным, что при сварке плавящимся электродом больше тепла выделяется, в той области, на которой падает больше напряжения, т.е. в катодной.
Поэтому при сварке плавящимся электродом используется, в основном, обратная полярность подключения тока сварки, когда катодом служит изделие для обеспечения глубокого проплавления основного металла (при этом положительный полюс источника питания подключают к электроду).
Прямую полярность используют иногда при выполнении наплавок (когда проплавление основного металла, напротив, желательно чтобы было минимальным).
В условиях сварки ТИГ (сварка неплавящимся электродом) катодное падение напряжения, напротив, значительно ниже анодного падения напряжения и, соответственно, в этих условиях больше тепла выделяется уже на аноде.
Поэтому при сварке неплавящимся электродом для обеспечения глубокого проплавления основного металла изделие подключают к положительной клемме источника питания (и оно становится анодом), а электрод подключают к отрицательной клемме (таким образом, обеспечивая еще и защиту электрода от перегрева).
При этом, независимо от типа электрода (плавящийся или неплавящийся) тепло выделяется, в основном, в активных областях дуги (катодной и анодной), а не в столбе дуги. Это свойство дуги используется для того, чтобы плавить только те участки основного металла, на которые направляется дуга.
Те части электродов, через которые проходит ток дуги, называют активными пятнами (на положительном электроде – анодным, а на отрицательном – катодным пятном).
Катодное пятно является источником свободных электронов, которые способствуют ионизации дугового промежутка. В то же время к катоду устремляются потоки положительных ионов, которые его бомбардируют и передают ему свою кинетическую энергию.
Температура на поверхности катода в области активного пятна при сварке плавящимся электродом достигает 2500 … 3000 °С.
Строение дуги Lк — катодная область; Lа — анодная область (Lа = Lк = 10-5-10-3см); Lст — столб дуги; Lд — длина дуги; Lд = Lк + Lа + Lст
К анодному пятну устремляются потоки электронов и отрицательно заряженных ионов, которые передают ему свою кинетическую энергию.
Температура на поверхности анода в области активного пятна при сварке плавящимся электродом достигает 2500 … 4000°С.
Температура столба дуги при сварке плавящимся электродом составляет от 7 000 до 18 000°С (для сравнения: температура плавления стали равна примерно 1500°С).
Влияние на дугу магнитных полей
- При выполнении сварки на постоянном токе часто наблюдается такое явление как магнитное.
Оно характеризуется следующими признаками:
- — столб сварочной дуги резко откланяется от нормального положения; — дуга горит неустойчиво, часто обрывается;
- — изменяется звук горения дуги — появляются хлопки.
Магнитное дутье нарушает формирование шва и может способствовать появлению в шве таких дефектов как непровары и несплавления. Причиной возникновения магнитного дутья является взаимодействие магнитного поля сварочной дуги с другими расположенными близко магнитными полями или ферромагнитными массами.
- Столб сварочной дуги можно рассматривать как часть сварочной цепи в виде гибкого проводника, вокруг которого существует магнитное поле.
- В результате взаимодействия магнитного поля дуги и магнитного поля, возникающего в свариваемой детали при прохождении тока, сварочная дуга отклоняется в сторону противоположную месту подключению токопровода.
- Влияние ферромагнитных масс на отклонение дуги обусловлено тем, что вследствие большой разницы в сопротивлении прохождению магнитных силовых линий поля дуги через воздух и через ферромагнитные материалы (железо и его сплавы) магнитное поле оказывается более сгущенным со стороны противоположной расположению массы, поэтому столб дуги смещается в сторону ферромагнитного тела.
Магнитное поле сварочной дуги увеличивается с увеличением сварочного тока. Поэтому действие магнитного дутья чаще проявляется при сварке на повышенных режимах.
- Уменьшить влияние магнитного дутья на сварочный процесс можно:
- — выполнением сварки короткой дугой; — наклоном электрода таким образом, чтобы его торец был направлен в сторону действия магнитного дутья;
- — подведением токоподвода ближе к дуге.
Уменьшить эффект магнитного дутья можно также заменой постоянного сварочного тока на переменный, при котором магнитное дутье проявляется значительно меньше.
Однако необходимо помнить, что дуга переменного тока менее стабильна, так как из-за смены полярности она погасает и зажигается вновь 100 раз в секунду.
Для того, чтобы дуга переменного тока горела стабильно необходимо использовать стабилизаторы дуги (легкоионизируемые элементы), которые вводят, например, в покрытие электродов или во флюс.





