- Ацетиленовая сварка: особенности и технология
- Ацетиленовая сварка
- Применение
- Ацетиленовая сварка: технология работы
- Подготовка к сварке
- Работа с горелкой
- Виды пламени
- Способы ведения горелки и введение присадочной проволоки
- Завершающий этап ацетиленовой сварки: как закрывать горелку и баллоны
- Оборудование и средства защиты
- Горелки
- Средства защиты
- Взрывоопасность
- Плюсы и минусы сварки ацетиленом
- Заключение
- Технология газовой сварки металлов: материалы, техника
- Плюсы и минусы газовой сварки
- Материалы для выполнения сварки с использованием газа
- Проволока и флюс для выполнения сварки
- Оборудование для газовой сварки
- Особенности выполнения газовой сварки
- Как выполняется газовая сварка в полуавтоматическом режиме
- Строение сварочного пламени
- Химические свойства
- 35.Структура ацетилено-кислородного пламени. Виды пламени
- Нормальный (восстановительный) вид сварочного пламени
- Температура ацетилено кислородного пламени
- Окислительный вид сварочного пламени
- Характеристики сварочного пламени
- Регулировка сварочного пламени
- Науглероживающий вид сварочного пламени
Билет № 9
Вопрос 1. Сварочное пламя (способы получения, виды, основные характеристики, строение).Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя при резке нагревает основной металл до температуры его горения.Наибольшее применение при газовой сварке и резке нашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру (3150°С) и обеспечивает концентрированный нагрев. Однако в связи с дефицитностью ацетилена в настоящее время получили широкое распространение (особенно при резке металлов) газы — заменители ацетилена: пропан — бутан, метан, природный и городской газы.Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет ярко различимые зоны:• ядро;• восстановительную зону;• факел.Размеры ядра зависят от состава горючей смеси, ее расхода и скорости истечения.Диаметр канала мундштука горелки определяет диаметр ядра пламени, а скорость истечения газовой смеси — его длину.Восстановительная (средняя) зона располагается за ядром и по своему более темному цвету заметно отличается от него. Длина ее зависит от вида пламени и достигает 20 мм. Этой зоной пламени выполняют сварку. Она имеет наиболее высокую температуру — 3140ºС в точке, отстающей на 3-6 мм от конца ядра.От состава горючей смеси, т. е. от соотношения кислорода и горючего газа, зависят внешний вид, температура и влияние сварочного пламени на расплавленный металл.Изменяя состав горючей смеси, сварщик или газорезчик тем самым изменяет основные параметры сварочного пламени.В зависимости от соотношения между кислородом и ацетиленом получают три основных вида сварочного пламени (рис. 26):
• нормальное (на один объем ацетилена подают несколько больше — от 1,1 до 1,3 объема кислорода);
• окислительное (получают при избытке кислорода, на один объем ацетилена более 1,3 объема кислорода);• науглероживающее (получают при избытке ацетилена, когда на один объем ацетилена подается 0,95 и менее объема кислорода).Рис. 26. Виды сварочного пламени:
а — нормальное; б — окислительное; в — науглероживающее
Вопрос 2. Технология и техника выполнения швов в нижнем положении.Нижние швы являются наиболее удобными для сварки, так как в этом случае капли электродного металла под действием собственного веса легко переходят в сварочную ванну, и жидкий металл не вытекает из нее. Кроме того, наблюдение за сваркой при нижнем положении шва более удобно.Стыковые швы применяют для получения стыковых соединений.При выполнении стыковых швов сварку ведут в четырех направлениях: слева направо, справа налево, на себя, от себя.Наклон электрода 15-25° от вертикали.Угловые швы применяют для получения угловых, тавровых и нахлесточных соединений.Сварка угловых швов может производиться наклонным электродом и в «лодочку».При сварке углового шва, нижняя плоскость которого расположена горизонтально, возможен непровар вершины угла или одной из кромок. Непровар может образоваться на нижнем листе, если начинать сварку с вертикального листа, так как в этом случае расплавленный металл стечет на недостаточно нагретую поверхность нижнего листа. На вертикальной же полке возможно образование подрезов.Поэтому сварку таких швов начинают, зажигая дугу на нижней плоскости в точке А, отступив от границы катета 3-4 мм. Затем дугу перемещают к вершине шва, задерживают для лучшего провара корня шва, поднимают вверх, проваривая вертикальную полку (рис. 27).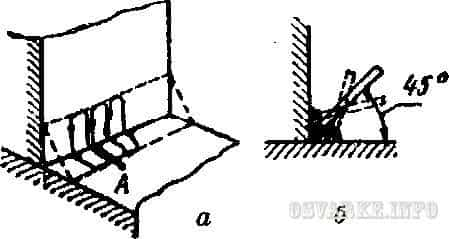 Рис. 27. Выполнение углового шваЭлектрод держат под углом 45° к поверхности свариваемых деталей, слегка наклоняя его в процессе сварки то к одной, то к другой плоскости.При сварке угловым швом в «лодочку» (рис. 28) наплавленный металл располагается в желобе, образуемом двумя полками. Это обеспечивает правильное формирование шва и хороший провар кромок металла.Рис. 28. Выполнение углового шва в «лодочку»3. Задача. Объясните назначение покрытия на плавящихся электродах.1. Защита расплавленного металла от кислорода и азота воздуха при сварке. Это достигается газами, которые образуются из покрытия в зоне дуги.2. Теплоизоляция расплавленного металла шва. Этим достигается пластичность шва.3. Обеспечение устойчивого горения дуги, за счет введения в покрытие ионизирующих добавок.4. Легирование металла шва.
Рис. 27. Выполнение углового шваЭлектрод держат под углом 45° к поверхности свариваемых деталей, слегка наклоняя его в процессе сварки то к одной, то к другой плоскости.При сварке угловым швом в «лодочку» (рис. 28) наплавленный металл располагается в желобе, образуемом двумя полками. Это обеспечивает правильное формирование шва и хороший провар кромок металла.Рис. 28. Выполнение углового шва в «лодочку»3. Задача. Объясните назначение покрытия на плавящихся электродах.1. Защита расплавленного металла от кислорода и азота воздуха при сварке. Это достигается газами, которые образуются из покрытия в зоне дуги.2. Теплоизоляция расплавленного металла шва. Этим достигается пластичность шва.3. Обеспечение устойчивого горения дуги, за счет введения в покрытие ионизирующих добавок.4. Легирование металла шва.
Уважаемый посетитель, Вы прочитали статью «Билет № 9», которая опубликована в категории «Итоговая аттестация». Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Ацетиленовая сварка: особенности и технология

1 / 1
Помните, как в юном возрасте мы собирали на стройках или за гаражами куски карбида, дополняли находку пластиковой бутылкой с водой и играли в подрывников? Весёлое было детство и опасное. Теперь мы выросли и знаем, что такие вещи надо использовать строго по назначению с соблюдением всех мер безопасности.
Вспомним уроки химии: ацетилен – бесцветный горючий газ, с резким запахом. Непредельный углерод класса алкинов с формулой С2Н2.
Вещество взрывоопасно и способно к самовоспламенению в определённых условиях. При горении пламя достигает температуры 3150 °С. Этого хватает, чтобы перевести в жидкое состояние даже тугоплавкие металлы.
Поэтому газ ацетилен идеально подходит для сварки и резки металлоконструкций.

Ацетиленовая сварка
Для начала небольшой экскурс в историю. Патент на ацетилено-кислородную сварочную горелку датируется 1903 годом. Интересно, что её конструкция принципиально не изменилась и в наше время.
В промышленности ацетиленовая сварка начала применяться в 1906 году, после того как появились генераторы ацетилена достаточной надёжности.
В то время уже был известен электродуговой способ соединения металлов, но сварка ацетиленом уверенно завоевала свои позиции и активно применяется до сих пор.
Раньше сварщикам приходилось самостоятельно получать ацетилен. Карбид кальция засыпали в бак-генератор, наполненный водой. В результате реакции выделялся газ, который по шлангу поступал в горелку.
Сюда же подводился из отдельного баллона кислород, выполняющий функцию катализатора. Процесс подготовки занимал много времени, зато оставшийся карбид можно было использовать повторно. В наше время всё проще.
Достаточно купить баллон, уже наполненный ацетиленовым газом.
Применение
Ацетилено-кислородную смесь применяют для сваривания практически всех металлов, включая чёрные, цветные и их сплавы. Но есть исключения, к которым относятся стали:
- хромистая и высокохромистая;
- хромоникелевая;
- молибденовая;
- хромомолибденовая;
- высокоуглеродистая.
Ацетиленовая газовая сварка активно применяется в строительно-монтажных процессах, но особое распространение она получила при прокладке труб. Регулируя мощность пламени, можно соединять, резать или проводить газопламенную чистку металла.
Ацетиленовая сварка: технология работы
Во время сварочного процесса расплавляются и перемешиваются кромки соединяемых деталей. Дополнительно вводится присадочный материал. После застывания образуется прочный шов.
Чтобы ацетилен сгорал полностью и не дымил, необходим катализатор – кислород. Оба газа из отдельных баллонов подводятся по шлангам к горелке и смешиваются. Оптимальная пропорция смеси – 45% ацетиленового газа и 55% кислорода.
Без кислорода ацетилен сгорает не полностью, пламя будет дымить.
Подготовка к сварке
Прежде всего, очистите своё рабочее пространство от всего лишнего. Уберите на безопасное расстояние или надёжно защитите легковоспламеняющиеся материалы. Свариваемые поверхности должны быть очищены от грязи, ржавчины и окислов. При необходимости заранее проведите их правку, разметку, гибку и сборку.
Качество соединения металлов зависит от трёх основных факторов:
- Мощность пламени – подбирают в зависимости от свойств (теплопроводности и температуры плавления) и толщины металла. С увеличением мощности возрастает расход горючего газа. Регулируют режим подбором горелок (от Г1 до Г4) и наконечников к ним разной величины.
- Диаметр присадочной проволоки – измеряется в миллиметрах и рассчитывается так: померьте толщину свариваемого металла, поделите на два, к получившемуся значению прибавьте 1 мм.
- Угол сварки – зависит от толщины. Чем больше, тем тупее угол и наоборот. Рабочий диапазон наклона горелки относительно детали от 10 до 80 градусов. Прогрев поверхности осуществляют всегда под прямым углом. А завершающий этап, на котором формируется кратер, делают с минимальным углом – это исключает риск прожечь металл.
Работа с горелкой
Оба газовых баллона оснащены редукторами, которыми регулируется давление на выходе. Оптимально выставлять значения до двух атмосфер. Большие показатели осложняют регулировку пламени.
Открыв вентили на баллонах, выставите нужное давление, затем можно поджигать горелку. Первым открывают вентиль подачи ацетилена и поджигают вырывающийся из сопла газ.
Затем плавно откручивают второй вентиль, пуская кислород, и регулируют пламя.
Виды пламени
Горящий факел состоит из нескольких частей, которые можно различить визуально. Самая короткая и ближайшая к горелке – ядро. Дальше идёт восстановительная (рабочая) зона. Внешняя наибольшая часть – факел, отвечающий за нагрев металла.
В зависимости от соотношения количества ацетилена и кислорода пламя делится на три вида:
- Нормальное – пропорции газов 1:1 или 1:1,1. Все три зоны чётко видны, ядро имеет ровный округлый конец. Это самый распространённый вид. Применяется при работе с различными сталями и цветными металлами.
- С избытком ацетилена – над ядром появляется зелёный ореол, рабочая зона пламени плохо различима, а сам факел жёлтого цвета. Применимо для работы с чугуном.
- Избыток кислорода – все зоны укорачиваются, ядро бледнеет, становится конусообразным. Пламя шумит сильнее обычного и приобретает синевато-фиолетовый оттенок. Применимо для сварки латуни.
Способы ведения горелки и введение присадочной проволоки
Чтобы образовалась сварочная ванна, заготовку необходимо прогреть. Пламя направляется под прямым углом так, чтобы ядро находилось в 1-3 мм от поверхности. Когда металл приобретёт светло-жёлтый цвет – ванна готова, можно приступать к формированию шва.
Технология ацетиленовой сварки подразумевает ведение горелки двумя способами: справа налево (на себя) и слева направо (от себя).
В первом случае пламя направлено вперёд от шва, присадка расположена перед горелкой. Работая таким способом, удобно визуально контролировать шов. Применимо для тонкостенных деталей (до 5 мм).
Второй способ (от себя) используют при работе с металлом толщиной более 5 мм. Пламя горелки направлено в сторону шва. Это позволяет замедлить его остывание и повышает качество. Однако из-за того, что визуальный контроль осложняется, такое соединение будет выглядеть не слишком аккуратным.
Присадку подают либо непосредственно в сварочную ванну, либо ведут над швом. Горелку медленно продвигают вдоль соединения с поперечными дугообразными движениями. Ядро не должно касаться сварочной ванны.
Завершающий этап ацетиленовой сварки: как закрывать горелку и баллоны
Первым на горелке перекрывается ацетилен и только затем – кислород. Далее необходимо удалить из рукавов оставшийся газ. Перекройте баллоны, а вентили на горелке приоткройте. Дождитесь, когда прекратится шипение и стрелка на манометре покажет ноль. Затем обязательно закройте все вентили.
Оборудование и средства защиты
Для сварки ацетиленом потребуется минимум оборудования, которое стоит относительно недорого:
- Баллоны с газом. Баллоны с ацетиленовым газом обычно окрашиваются в белый цвет, с кислородом – в голубой.
- Редукторы для регулировки давления с обратными клапанами для защиты от обратного удара.
- Два рукава для подачи газов в горелку.
- Газовая горелка с мундштуком необходимой величины.
Горелки
Ацетиленовые горелки различаются по мощности, которая зависит от сменного наконечника. Размер подбирается в зависимости от толщины свариваемого металла. Минимальный размер – нулевой, максимальный – пятый. Чем больше диаметр сопла, тем больше газовой смеси подаётся в сварочную ванну, а значит сильнее и глубже прогревается металл.
Никогда не покупайте газосварочный инструмент от малоизвестных фирм. От его качества зависит ваша безопасность.
Хорошим выбором для ручной ацетиленовой сварки в домашних условиях станет горелка КЕДР Г-2 Малютка с наконечниками размером от 0 до 3 или горелка малой мощности КЕДР Г-2А-02 Малютка.
Обе снабжены сменными наконечниками для регулировки мощности и позволяют выполнять все виды газопламенной обработки металла – от нагрева и пайки до сварки и резки.
Средства защиты
Во время сварочного процесса есть риск повредить кожу или глаза. Отлетающие расплавленные частички металла способны привести к серьёзным травмам.
Во избежание этого всегда работайте в сварочном костюме из толстой ткани. Большое количество брызг попадает на руки. Их необходимо защитить в первую очередь.
Обычные рабочие перчатки здесь не подойдут, они легко прожигаются и не способны противостоять даже мелким искрам.
Сварочные краги должны надёжно защищать руки от температурного и абразивного воздействия, но при этом не сковывать движения и обеспечивать чувствительность. Перчатки сварщика (краги) производства российской компании Кедр максимально соответствуют этим качествам. Они долговечны и удобны.
Во время газовой сварки вспышки отсутствует УФ-излучение. Но варить в обычных сварочных затемнённых очках не рекомендуется. Такая защита становится модной, особенно среди сварщиков-блогеров.
Но вам станет плевать на модные тенденции после того как первая капля расплавленного металла попадёт вам на лицо. Присмотритесь к полноценным маскам сварщика от производителя КЕДР. Они удобны и надёжны.
Да и те, кому важен дизайн, смогут среди предлагаемого на сайте разнообразия подобрать для себя подходящий вариант. При этом можно заказать доставку не только по Москве, но и во все регионы страны.
Взрывоопасность
Опасная особенность ацетилена – склонность к самовоспламенению. Это может произойти при температуре от 300 °С и давлении 150-200 кПа (1,5-2 атмосферы). При хранении и транспортировке ацетилена соблюдайте технику безопасности:
- Храните и используйте баллоны с ацетиленом только в вертикальном положении. Держите их вдали от отопительных приборов и защищайте от прямых солнечных лучей.
- Применяйте только специально предназначенные для ацетилена клапаны и регуляторы давления.
- Отслеживайте содержание ацетилена в воздухе. Концентрация выше 0,5 % взрывоопасна.
- Открывайте баллон только неискрящимся ключом.
- Не допускайте долгого контакта с медью или серебром.
Если произошло возгорание, постарайтесь удалить из опасной зоны баллоны с газом, которые ещё не успели нагреться. Оставшиеся охлаждайте, поливая водой. Если загорелся газ, выходящий из баллона, перекройте вентиль и остудите водой. При сильном возгорании находиться рядом с баллонами опасно, тушить огонь лучше с безопасного расстояния.
Плюсы и минусы сварки ацетиленом
Первое и неоспоримое преимущество – это мобильность. Варить можно хоть в чистом поле без привязки к электричеству, причём практически все виды металлов.
Нет необходимости в операционных стыках, даже если выполняется поворотный шов с большим расстоянием до стены. Можно сваривать между собой детали из разных металлов.
Температура пламени регулируется – это позволяет уменьшить деформацию и точно подобрать режимы. Отсутствует сильное разбрызгивание металла.
К недостаткам можно отнести тот факт, что тепло от пламени распространяется на большую площадь детали и может изменить её свойства. Нельзя варить ацетиленом высокоуглеродистые стали. Детали толщиной более 5 мм тоже лучше доверить электросварке. При варке внахлёст образуется напряжение металла, из-за чего впоследствии возможна деформация. Ну и естественно – взрывоопасность.

Заключение
Сварка ацетилено-кислородной смесью практически незаменима, когда необходимо соединить тонкостенные трубы. С её помощью легко варить изделия из чугуна, цветных металлов и конструкционных сплавов.
Сварка ацетиленом с успехом используется для ремонтных работ и пайки, а также для восстановления своими руками изношенных деталей.
Например, на выработанную поверхность коленчатого вала можно наплавить новый слой металла, а затем точением и шлифовкой довести его до нужного размера и класса шероховатости.
Однако скорость работы небольшая и напрямую зависит от толщины металла. Так 1-миллиметровую листовую сталь сварщик может варить ацетиленом со скоростью 10-15 метров в час. При увеличении толщины до 5 мм, скорость работы упадёт в 3-4 раза. Это стоит учитывать, при планировании сроков предстоящей работы.
Начинающим сварщикам освоить ацетиленовую сварку не составит труда. Но делать это желательно под руководством опытных мастеров, соблюдая технику безопасности.
Технология газовой сварки металлов: материалы, техника
Такому способу соединения металлических деталей, как газовая сварка, уже более сотни лет. На протяжении этого времени данная технология продолжает успешно совершенствоваться, хотя другие методы сварки, в которых используется электрическая дуга, развиваются более активно и вытесняют сварку, в которой используется газовая горелка.
Плюсы и минусы газовой сварки
Такой метод соединения металлов, как газовая сварка, предполагает плавление соединяемых материалов, в результате чего формируется гомогенная структура. Горение газа, за счет которого и осуществляется нагрев и расплав металла, обеспечивается за счет введения в газовую смесь чистого кислорода. Такой метод соединения металлов отличается целым рядом преимуществ.
- Этот способ сварки не требует использования сложного оборудования (сварочного инвертора или полуавтоматического аппарата).
- Все расходные материалы для осуществления такой сварки несложно приобрести.
- Газовая сварка (соответственно, и газовая сварка труб) может выполняться даже без мощного источника энергии и порой без специальных защитных средств.
- Процесс такой сварки хорошо поддается регулированию: можно устанавливать требуемую мощность пламени горелки, контролировать степень нагрева металла.
У данного метода есть и недостатки.
- Металл нагревается очень медленно, в отличие от использования электрической дуги.
- Зона тепла, которая формируется газовой горелкой, является очень широкой.
- Очень сложно концентрировать тепло, создаваемое газовой горелкой, оно является более рассеянным, по сравнению с электродуговым способом.
- Газовую сварку можно отнести к достаточно дорогостоящим методам соединения металлов, если сравнивать ее с электродуговой сваркой. Стоимость затраченного кислорода и ацетилена значительно перекрывает цену электричества, затрачиваемого для сварки однотипных деталей.
- При сварке толстых металлических деталей значительно снижается скорость выполнения соединения. Обусловлено это тем, что концентрация тепла при использовании газовой горелки очень низкая.
- Газовая сварка плохо поддается автоматизации. Механизировать можно лишь процесс газовой сварки тонкостенных труб или резервуаров, который выполняется с использованием многопламенной горелкой.
Газовая сварка трубы из нижнего положения
Материалы для выполнения сварки с использованием газа
Технология газовой сварки предполагает использование различных типов газов, выбор которых зависит от целого ряда факторов.
Одним из газов, используемых для сварки, является кислород. Характеризуется этот газ отсутствием цвета и запаха, он выступает в качестве катализатора, активизируя процессы плавления соединяемого или разрезаемого материала.
Для того чтобы хранить и транспортировать кислород, используются специальные баллоны, в которых он содержится под постоянным давлением. При контакте с техническим маслом кислород может воспламениться, поэтому следует исключить саму возможность такого контакта. Баллоны, в которых содержится кислород, необходимо хранить в помещениях, защищенных от источников тепла и солнечного света.
Получают сварочный кислород путем его выделения из обычного воздуха, для чего используются специальные устройства. В зависимости от степени своей чистоты кислород бывает трех типов: высший (99,5%), первый (99,2%) и второй (98,5%) сорт.
Для различных манипуляций с металлами (сварки и резки) также применяется бесцветный газ ацетилен C2H2. При определенных условиях (давлении, превышающем 1,5 кг/см2 и температуре свыше 400 градусов) данный газ может самопроизвольно взорваться. Получают ацетилен при взаимодействии карбида кальция и воды.
Устройство ацетиленового редуктора
Преимущество использования ацетилена при сварке металлов заключается в том, что температура его горения позволяет без проблем осуществлять этот процесс. Между тем использование более дешевых газов (водород, метан, пропан, керосиновые пары) не дает возможности получить такую высокую температуру горения.
Проволока и флюс для выполнения сварки
Для осуществления сварки металлов, кроме газа, необходимы также проволока и флюс. Именно за счет этих материалов создается сварочный шов, формируются все его характеристики.
Проволока, которая используется для сварки, должна быть чистой, без признаков коррозии и краски на ее поверхности. В отдельных случаях в качестве такой проволоки можно использовать полоску того же металла, который подвергается свариванию.
Для того чтобы обеспечить защиту сварочной ванны от внешних факторов, необходимо использовать специальный флюс.
В качестве такого флюса часто используются борная кислота и бура, которые наносятся непосредственно на поверхность свариваемого металла или на используемую для сварки проволоку. Без флюса может выполняться газовая сварка углеродистой стали, а при соединении деталей из алюминия, меди, магния и их сплавов такая защита необходима.
Оборудование для газовой сварки
Технология газовой сварки предполагает использование определенного оборудования.
Оборудование необходимое для сварки
Водяной затвор
Водяной затвор необходим для обеспечения защиты всех элементов оборудования (генератор ацетилена, трубы) от обратной тяги огня из горелки. Такой затвор, вода в котором должна находиться на определенном уровне, размещается между газовой горелкой и генератором ацетилена.
Баллон, в котором содержится газ
Такие баллоны окрашиваются разной краской в зависимости от того, какой газ в них планируется хранить. Между тем верхняя часть баллона не красится, чтобы исключить контакт газа с компонентами краски. Следует также иметь в виду, что на баллоны, в которых хранится ацетилен, нельзя устанавливать вентили из меди, так как это может привести к взрыву газа.
Редуктор
Он используется для снижения давления газа, выходящего из баллона. Редукторы могут быть прямого или обратного действия, а для сжиженного газа используются модели с оребрением, которые исключают его вымерзание при выходе.
Специальные шланги
Газовую сварку невозможно выполнять без использования специальных шлангов, по которым может подаваться как газ, так и горючие жидкости. Такие шланги делятся на три категории, маркируемые 1) красной полосой (работают при давлении до 6 атмосфер), 2) желтой полосой (для подачи горючих жидкостей), 3) синей полосой (работают при давлении до 20 атм).
Устройство газосварочного резака
Горелка
Смешивание газов и их горение обеспечивается за счет использования горелки, которая может быть инжекторного и безинжекторного типа. Классифицируются горелки и по своей мощности, которая характеризует количество газа, пропускаемого в единицу времени. Так, бывают горелки большой, средней, малой и микромалой мощности.
Специальный стол
Газовую сварку осуществляют на специально обустроенном месте, которое называется постом. По сути, таким местом является стол, который может быть с поворотной или фиксированной столешницей. Этот стол, оснащенный вытяжной вентиляцией и всем необходимым для хранения вспомогательного инструмента, значительно облегчает труд сварщика.
Особенности выполнения газовой сварки
Регулировка параметров пламени осуществляется при помощи редуктора, который позволяет менять состав газовой смеси.
При помощи редуктора можно получать пламя трех основных типов: восстановительное (используемое для сварки практически всех металлов), окислительное и с повышенным количеством горючего газа.
При сварке металлов в расплавленной ванне протекают одновременно два процесса – окисление и восстановление. При этом при сварке алюминия и магния окислительные процессы протекают активнее.
Сам сварочный шов и участок, прилегающий к нему, характеризуется разными параметрами. Так, участок металла, прилегающий к шву, отличается минимальной прочностью, именно он наиболее склонен к разрушению. Прилегающий к данной зоне металл имеет структуру с крупными зернами.
Чтобы улучшить качество шва и зоны, которая к нему прилегает, выполняют дополнительный нагрев или так называемую термическую ковку металла.
Технологии сварки различных металлов имеют свои нюансы.
- Газовую сварку деталей из низкоуглеродистой стали выполняют с помощью любого газа. В качестве присадочного материала при сварке таких сталей используется проволока из стали, содержащей небольшое количество углерода.
- Методы сварки легированных сталей выбираются в зависимости от их состава. Так, нержавеющие жаропрочные стали варятся с использованием проволоки, содержащей хром и никель, а отдельные марки требуют применения присадочного материала, дополнительно содержащего молибден.
- Чугун варится науглероживающим пламенем, которое предотвращает пиролиз кремния и образование зерен хрупкого белого чугуна.
- Для сварки меди необходимо использовать пламя большей мощности. Кроме того, по причине повышенной текучести меди детали из нее сваривают с минимальным зазором. В качестве присадочного материала используется проволока из меди, а также флюс, который способствует раскислению металла шва.
- При сварке латуни есть риск улетучивания цинка из ее состава, что может привести к повышенной пористости металла шва. Чтобы избежать этого, в пламя горелки подают больше кислорода, а в качестве присадки используют латунную проволоку.
- Сварка бронзы осуществляется восстановительным пламенем, которое не выжигает из этого сплава олово, алюминий и кремний. В качестве присадки применяется проволока из бронзы похожего состава, в которой дополнительно содержится кремний, способствующий раскислению металла шва.
Как выполняется газовая сварка в полуавтоматическом режиме
Для полуавтоматической технологии газовой сварки необходимо использование электрической дуги и защитного газа, что делает этот метод соединения металлов гибридным.
Данная технология, если ее разобрать подробнее, выглядит следующим образом:
- включение устройства;
- продевание проволоки через отверстие, расположенное в горелке;
- выставление при помощи редуктора требуемого давления газа;
- установка требуемой скорости подачи проволоки;
- выставление всех остальных параметров сварки (напряжения и силы тока);
- расположение горелки под требуемым углом перед началом сварки.
На каждый из параметров сварки, выполняемой полуавтоматическим способом, есть параметры, которые оговариваются соответствующими ГОСТами:
- давление, выдаваемое редуктором;
- параметры ацетиленового генератора;
- тип используемых шлангов;
- требования к баллонам для газа;
- тип используемых для сварки горелок;
- тип проволоки, используемой для сварки.
Строение сварочного пламени
Сварочное пламя Сварочное пламя образуется в результате сгорания горючих газов или паров горючих жидкостей в смеси с техническим кислородом. При этом пламя имеет сложную структуру и строение, которое показано на рис.1.
Качество газовой сварки во многом зависит от правильности регулировки пламени, которое сварщик выставляет «на глаз» по форме и цвету. Поэтому очень важно знать строение и структуру пламени газовой горелки, чтобы учитывать это в повседневной работе.
Форму, цвет и структуру пламени горелки меняют соотношением ацетилена и кислорода, подаваемых в зону горения. В качестве примера рассмотрим ацетилено-кислородное пламя.
Ядро пламени имеет форму цилиндра с заостренным концом, вокруг которого расположена ярко светящаяся оболочка. Длина ядра пламени регулируется скоростью подачи газовой смеси и ее качественным составом. Диаметр ядра зависит от размеров мундштука и расхода горючей смеси.
Строение пламени меняется при изменении соотношения смеси и может быть: нормальным, науглероженным и окислительным (рис.2).
Нормальное пламя получается, когда на один объем горючего газа подается один объем кислорода. Если в качестве горючего газа принят ацетилен, то процесс его нормального сгорания можно записать в следующем виде: С 2 Н 2 +О 2 = 2СО+ Н 2 .
Рис. 1. Составляющие ацетилено-кислородного пламени: 1 — ядро; 2 — восстановительная зона; 3 — факел пламени
Сварка металлоконструкций расценка в смете
Рис. 2. Разновидности ацетилено-кислородного пламени и зависимость температуры от вида пламени : А — нормальное; Б — науглераживающее; В — окислительное
При этом продукты неполного сгорания догорают за счет кислорода, присутствующего в атмосферном воздухе, по следующей реакции: 2СО +Н2 + 1,5О2 = 2С02 + Н2О.
Так как абсолютно чистых веществ в природе не бывает и кислород содержит в себе некоторое количество примесей, то нормальное пламя получается при некотором его повышенном значении, то есть при соотношении ацетилена и кислорода, равном 1,1 -1,2.
Ядро нормального пламени светлое со слегка затемненной восстановительной зоной и факелом. По форме ядро пламени напоминает цилиндр с четкими очертаниями и закругленным концом. Диаметр цилиндра зависит от размера мундштука сварочной горелки, а длина – определяется скоростью истечения газовой смеси.
Вокруг ядра пламени размещается светлая оболочка, в которой происходит сгорание раскаленных частиц углерода. При высокой скорости подачи газа пламя способствует сгоранию металла и выдуванию его из сварочной ванны. Малая скорость подачи газов чревата обратными ударами и хлопками.
Восстановительная зона пламени имеет более темный цвет и располагается в пространстве в пределах 20 мм от конца ядра. Температура пламени в этой зоне может достигать 3150°С (при сгорании ацетилена).
Размер восстановительной зоны зависит от номера сварочного мундштука. При помощи этой зоны пламени нагревают метал, плавят его и ведут сварку.
Остальная часть пламени, расположенная за восстановительной зоной, состоящая из углекислого газа, паров воды и азота, имеет значительно меньшую температуру.
Науглероженное пламя получается, когда соотношение ацетилена и кислорода превышает указанное соотношение, то есть становится больше значения 1,1. Теоретически науглероженное пламя получается, когда в горелку подается 0,95 объема кислорода и менее. В этом случае ядро пламени увеличивается в объеме и теряет свои очертания.
Недостаток кислорода в таком пламени приводит к неполному его сгоранию, и оно начинает коптить. Избыток ацетилена в науглероженном пламени приводит к его разложению на углерод и водород. Углерод из пламени переходит в металл, науглераживая его.
Обычно науглероженное пламя применяют для сварки высокоуглеродистых сталей, чугуна, цветных металлов и при наплавке твердых сплавов.
Восстановительная зона науглероженного пламени светлая и практически сливается с ядром. Температура такого пламени ниже, поэтому работать с ним более тяжело. Для перевода пламени в нормальное состояние увеличивают подачу кислорода или снижают подачу ацетилена.
Окислительное пламя получается при недостатке ацетилена, то есть соотношение ацетилен: кислород становится меньше 1,1. Практически окислительное пламя получается при объеме кислорода, превышающем в 1,3 объем ацетилена.
Ядро такого пламени укорачивается и заостряется, а его края становятся расплывчатыми, цвет бледнеет. Температура такого пламени выше температуры нормального.
Избыточный кислород окисляет железо и примеси, находящиеся в стали, что в конечном итоге приводит к хрупкости сварочного шва, пористости его структуры, обедненной марганцем и кремнием.
Поэтому при сварке сталей окислительным пламенем пользуются присадочной проволокой с повышенным содержанием этих элементов, являющихся раскислителями. Самая высокая температура нормального пламени достигается в восстановительной зоне. Окислительное пламя можно применять при сварке латуни и пайке твердым припоем.
Примерный химический состав нормального ацетилено-кислородного пламени приведен в таблице 1. Нужно отметить, что ацетилено-кислородная смесь дает самую высокую температуру пламени.
Изменение горючих газов несколько снижает температуру пламени и распределение ее по объему.
Графическая зависимость изменения температур метан-кислородного и пропан-бутан-кислородного пламени представлена на рис.3.
- Таблица 1. Химический состав нормального ацетилено-кислородного пламени
- Часть пламени
- Содержание по объему %
- СО
- Н 2
- CО 2
Химические свойства
Ацетилено-кислородное пламя (температура «ядра» 2621 °C)
Для ацетилена (этина) характерны реакции присоединения:
HC≡CH + Cl2 -> ClCH=СНСl
Ацетилен с водой, в присутствии солей ртути и других катализаторов, образует уксусный альдегид (реакция Кучерова). В силу наличия тройной связи, молекула высокоэнергетична и обладает большой удельной теплотой сгорания — 14000 ккал/м³ (50,4 МДж/кг).
При сгорании в кислороде температура пламени достигает 3150 °C. Ацетилен может полимеризироваться в бензол и другие органические соединения (полиацетилен, винилацетилен). Для полимеризации в бензол необходим графит и температура в ~500 °C.
В присутствии катализаторов, например, трикарбонил(трифенилфосфин)никеля, температуру реакции циклизации можно снизить до 60-70 °C.
Кроме того, атомы водорода ацетилена относительно легко отщепляются в виде протонов, то есть он проявляет кислотные свойства. Так, ацетилен вытесняет метан из эфирного раствора метилмагнийбромида (образуется содержащий ацетиленид-ион раствор), образует нерастворимые взрывчатые осадки с солями серебра и одновалентной меди.
- Основные химические реакции ацетилена (реакции присоединения, сводная таблица 1.)
- :
- Основные химические реакции ацетилена (реакции присоединения, димеризации, полимеризации, цикломеризации, сводная таблица 2.)
- :
- Ацетилен обесцвечивает бромную воду и раствор перманганата калия.
- Реагирует с аммиачными растворами солей Cu(I) и Ag(I) с образованием малорастворимых, взрывчатых ацетиленидов — эта реакция используется для качественного определения ацетилена и его отличия от алкенов (которые тоже обесцвечивают бромную воду и раствор перманганата калия).
35.Структура ацетилено-кислородного пламени. Виды пламени
Строение, температура и влияние сварочного пламени на расплавленный металл зависят от соотношения кислорода и ацетилена в горючей смеси.
Горение ацетилена может быть представлено следующей реакцией, протекающей в две стадии: С2Н2+2,5О2=2СО2+Н2Опар В первой стадии в горелку подают один объем ацетилена и один объем кислорода(С2Н2+О2=2СО+Н2).
Во второй стадии за счет кислорода окружающего воздуха протекает реакция 2СО+Н2+1,5О2=2СО2+Н2О. В зависимости от соотношения кислорода и ацетилена в исходной горючей смеси различают три вида кислородно-ацетиленового пламени:
1)Нейтральное , или нормальное восстановительное, пламя при соотношении О2 :С2Н2=1:1,2;таким пламенем сваривают большинство металлов и сплавов;2)
науглероживающее
пламя при соотношении О2:С2Н2 1,2, т.е. при избытке кислорода. Пламя при этом приобретает голубоватый оттенок, размеры ядра пламени уменьшаются; применяют при сварке латуней.
Нормальный (восстановительный) вид сварочного пламени
Нормальным считается сварочное пламя, при сгорании ацетилена в кислороде в соотношении О2/С2Н2=1. Но на практике кислород подаётся с примесями, не чистый. Поэтому, нормальным получается пламя, при соотношении кислорода и ацетилена в пределах 1-1,3. Такой вид пламени положительно влияет на раскисление расплавленного металла и достижение высокого качества сварки.
Сварка большинства металлов и сплавов выполняется нормальным пламенем, особенно часто при сварке низкоуглеродистых сталей. При газовой сварке алюминия применяют нормальное сварочное пламя с небольшим избытком ацетилена.
Температура ацетилено кислородного пламени
Сварочное пламя используется в процессах газовой сварки и резки. От кислорода и ацетилена (состав горючей смеси) зависит внешний вид, температура и влияние сварочного пламени на расплавленный металл. Для того чтобы изменить свойства сварочного пламени, нужно изменять состав горючей смеси.
Во время сгорания ацетилена в воздухе без добавления кислорода, пламя будет иметь желтоватый цвет и длинный факел без светлого ядра. Естественно данное пламя будет не пригодно для сварки потому, что имеет низкую температуру и сильно коптит, в тоже время выделяя много сажи несгоревшего углерода.
Если же в данное пламя добавить кислород (открыть кислородный вентиль горелки), то цвет и форма пламени резко изменится и повысится температура.
Во время изменения соотношения кислорода и ацетилена в горючей смеси, можно получить 3 основных вида сварочного пламени:
- науглероживающее (ацетилен в избытке);
- нормальное (восстановительное);
- окислительное (кислород в избытке).
Для большинства металлов при сварке применяют нормальное пламя. Из теории оно получается, когда в смесь на один объем ацетилена подается один объем кислорода, т.е. 1:1. За счет кислорода смеси, сгорает ацетилен по реакции: C2H2+O2=2CO+H2 – 1 фаза горения
Чем станок с ЧПУ отличается от универсального?
Окислительный вид сварочного пламени
Окислительное сварочное пламя получается при избытке кислорода. Т.е. когда соотношение кислорода к ацетилену больше чем 1,3. Ядро окислительного пламени короче, чем у восстановительного. У него более резкий контур и оно менее яркое. Восстановительная зона и факел также короче по длине, чем у нормального пламени.
Температура окислительного пламени немного выше, чем у нормального. Такой вид пламени не подходит для сварки сталей, т.к. избыток кислорода способствует окислению металла, в результате чего образуются множественные дефекты в сварном шве в виде пор. Сам шов получается хрупким. Окислительное пламя часто используют при сварке латуни.
Характеристики сварочного пламени
К тепловым характеристикам сварочного пламени относятся температура, эффективная тепловая мощность, зона распределения нагрева свариваемого металла. Эти показатели определяются от того, какой газ используется при сварке, от чистоты подаваемого кислорода и от соотношения объема кислорода к объёму горючего газа в горелке.
Температура газового пламени различна в разных зонах. Максимума она достигает в конце первой зоны (ядра), 3200°C для ацетилена. Эффективной тепловой мощностью сварочного пламени называется количество теплоты, которое пламя способно передать металлу в единицу времени. Этот показатель повышается, если возрастает расход газа.
Тепловая мощность — важная характеристика пламени, измеряемая в л/ч. Кроме тепловой мощности есть мощность удельная. Удельная тепловая мощность это расход горючего газа (в л/ч), приходящийся на миллиметр свариваемого металла.
Необходимая мощность сварочного пламени определяется, исходя из теплопроводности свариваемого металла и его толщины. При сварке низколегированных сталей, углеродистых сталей, сварки чугуна, алюминия, а также при сварке медных сплавов удельная мощность составляет 100-120л/ч.
При сварке меди удельная мощность выше из-за её теплопроводности и составляет 150-200л/ч.
У газосварочного пламени довольно большая область нагрева свариваемого металла. Тепловой поток при газовой сварке рассредоточен. Наибольший поток тепла получается по центру пламени и он, примерно, в 10 раз меньше, чем у электрической сварочной дуги при их одинаковой тепловой мощности. Поэтому, при газовой сварке нагрев металла происходит медленнее, чем при ручной дуговой сварке.
Регулировка сварочного пламени
Для регулировки сварочного пламени большое значение имеет выбор давления кислорода.
Давление кислорода необходимо подбирать в соответствии номеру наконечника, руководствуясь паспортом на сварочную горелку.
Если выбрано слишком большое давление, газовая смесь вытекает очень быстро и пламя отрывается от мундштука. При этом пламя начинает выдувать и разбрызгивать жидкий металл за пределы сварочной ванны.
При давлении кислорода ниже требуемого, скорость подачи газовой смеси падает, сварочное пламя становится короче и возникает опасность возникновения обратного удара, который может привести к взрыву ацетиленового генератора, если газосварочный пост не оборудован водяным предохранительным затвором.
Из короткого окислительного пламени можно получить нормальное. Для этого необходимо медленно и постепенно увеличивать подачу ацетилена до появления яркого пламени и чёткого его ядра.
Из науглероживающего пламени можно получить нормальное, если постепенно перекрывать подачу ацетилена то тех пор, пока не исчезнет зеленоватый цвет пламени на вершине ядра.
Науглероживающий вид сварочного пламени
Если в сварочной горелке соотношение кислорода к ацетилену меньше 1, формируется науглероживающее сварочное пламя. Ядро такого пламени не имеет резкого контура, а вершина ядра окрашивается в зелёный цвет, который свидетельствует об избыточном количестве ацетилена.
Восстановительная зона в таком пламени светлее, чем в нормальном пламени, а факел имеет жёлтую окраску. Не видно чёткой границы между зонами. Излишки ацетилена распадаются на углерод и водород.
Углерод легко переходит в сварочную ванну, поэтому, науглероживающее пламя используют, если есть необходимость науглероживания металла сварного шва или для восполнения углерода, если при сварке происходит его угар.
Такое пламя хорошо подходит для газовой сварки чугуна.
( 1 оценка, среднее 4 из 5 )





