- Что такое ТИГ сварка?
- История появления
- Преимущества и недостатки
- Применение
- Режимы
- Постоянный ток
- Переменный ток
- Оборудование
- Алгоритм сборки сварочного аппарата
- Техника сваривания
- Тиг сварка в среде аргона: технология аргонодуговой сварки неплавящимся электродом
- Что это за метод в принципе
- Применение и преимущества технологии TIG
- Порядок работы и ее параметры
- Особенности и недостатки метода TIG
- Сварка методом TIG
- Преимущества и недостатки аргонодуговой сварки
- Состав оборудования и область применения сварки TIG
- Режимы работы и технология сварки TIG
- Заключение
- TIG сварка: что это такое, как работает, где применяется, ее преимущества и недостатки
- Что из себя представляет эта технология
- Где требуется сварка tig?
- ДОСТОИНСТВА
- НЕДОСТАТКИ
- Нюансы tig сварки
- ПОДВЕДЁМ ИТОГИ
- TIG-сварка: описание этого метода, особенности, плюсы и минусы такого способа соединения
- Общие данные
- Особенности сварки
- Распространённые ошибки при работе
- Области применения
- Особенности и преимущества технологии TIG сварки
- Общая информация
- Применение на производстве
- Преимущества и минусы
- Технология выполнения
- Как варить TIG сваркой
- Особенности комплектации
- Правильное использование инвертора
- Делаем аппарат в домашних условиях
- Функциональные режимы
- Постоянный ток
- Переменный ток
- Электроды и их характеристики
- Виды заточки
- Распространенные ошибки
- Техника безопасности
- Выводы
Сварка металлических деталей известна человечеству давно. Однако с развитием металлургии, появлением новых сплавов, соединений технология начала улучшаться, чтобы отвечать всем требованиям складывающихся реалий. Любому начинающему сварщику нужно узнать побольше информации о ТИГ сварке: что это такое, как пользоваться оборудованием, какими сильными и слабыми сторонами она обладает.

Что такое ТИГ сварка?
Прежде чем переходить к описанию оборудования, разбору преимуществ и недостатков, необходимо разобраться с принципами технологии, особенностями ТИГ сварки.
TIG сварка — это способ соединения металлов, при котором используется вольфрамовый электрод с защитным газом. Стержень считается «неплавящимся».
Сварщик должен затачивать его перед применением, чтобы дуга была стабильной, а шов получался ровным.
Вольфрамовый электрод закрепляется в горелке по центру сопла. По краям горелки находятся отверстия, через которые подаётся защитный газ. Для этого применяется аргон. Он защищает место сваривания от образования оксидной плёнки. Дополнительно нужно использовать присадочную проволоку. Желательно, чтобы она была изготовлена из того материала, который нужно сварить.
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
Преимущества и недостатки
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой TIG сварки:
- Благодаря использованию защитного газа шов получается равномерным, без поров, трещин, пустот. Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом.
- Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудованием 2–3 раза, чтобы освоить навык создания качественных, красивых швов.
Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, ухудшают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки. Это осложняет рабочий процесс.
- На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно будет счистить.
Учитывая недостатки ТИГ оборудования, можно подготовиться к возможным сложностям во время эксплуатации сварки.

Применение
Поскольку ТИГ технология позволяет соединять множество металлов и сплавов на их основе, её используют в различных направлениях промышленности:
- Автомобилестроение, изготовление деталей для промышленного оборудования.
- Космическая промышленность.
- Строение кораблей, самолётов.
- Изготовление медицинских инструментов.
- Строительство, создание электроинструментов.
Часто ТИГ технология применяется в домашних условиях. С помощью аппаратов с вольфрамовыми электродами заваривают детали от кузова автомобилей, чинят радиаторы.
Режимы
ТИГ оборудование работает с помощью однополярного или переменного тока. Каждый из отдельных режимов ТИГ сварки применяется для разных материалов.

Постоянный ток
Оборудование, работающее на постоянном токе, обладает определёнными преимуществами. К ним относятся:
- Увеличивается экономичность рабочего процесса.
- Можно проваривать детали на большую глубину. Шов получается узки, но глубоким.
- Возрастает скорость сварочного процесса.
Минус подаётся на вольфрамовый электрод, плюс идёт на обрабатываемую деталь. Оборудование, работающее на постоянном токе, подходит для соединения легирующих сталей, нержавейки.
Переменный ток
Оборудование, во время работы которого происходит автоматическая смена минуса и плюса. При увеличении обратной полярности поверхность эффективнее очищается от оксидной пленки.
Оборудование
Проводить сварочный процесс с защитным газом, неплавящимся вольфрамовым электродом можно с помощью обычного инвертора с горелкой, которая может подавать газ. Однако существует два вида специализированного инструмента:
- Инвертор TIG. Дополняется блоком, который может вырабатывать прямой или переменный ток. Благодаря этому увеличивается функционал аппарата. Даёт возможность работать со сталями, алюминием, сплавами.
- Сварочные выпрямители. Аппарат преобразует переменный ток в постоянный. Является профессиональным аппаратом.
Оборудование и расходные материалы нужно выбирать зависимо от того, какой металл или сплав будет обрабатываться.

Алгоритм сборки сварочного аппарата
После покупки установки, расходных материалов, соединительных элементов нужно собрать отдельные детали и механизмы вместе. Этапы сборки:
- Соединить осциллятор с инвертором.
- Провод, отвечающий за массу, закрепить на клемме, отмеченной значком плюса.
- Провод, который соединён с горелкой, нужно подключить к клемме со значком минуса.
- На рукав, через который будет проводиться поток газа, закрепить горелку.
- Подготовить баллон с аргоном. Накрутить редуктор.
- Рукав, подающий газ, закрепить на редукторе.
- Инвертор подключить к общей сети — 220 В. Осциллятор должен питаться от блока питания, вырабатывающего 6 В.
Чтобы не ошибиться при подключении элементов, можно посмотреть схемы и обучающее видео. После сборки необходимо провести настройку аппарата. От этого будет зависеть качество проводимых работ.
Техника сваривания
Процесс сварки своими руками требует предварительной настройки аппарата. Для этого сварщику нужно выполнить ряд действий:
- При использовании неплавящихся вольфрамовых электродов их необходимо заранее подготовить. Рабочий стержень нужно заточить с помощью надфиля.
- После заточки электрода его нужно установить на горелку. Для этого используется цанговый зажим.
- Открыть вентиль на баллоне с аргоном. С помощью редуктора установить рабочий расход газа. Оптимальный показатель — 13 л/мин.
- Массу закрепить на обрабатываемой заготовке или металлическом рабочем столе.
- Включить осциллятор. Горелку поднести к поверхности металла.
- После нажатия на кнопку включения появится искра. Открыть подачу газа на горелке.
Расстояние между окончанием электрода и рабочей поверхностью должно быть не менее 3 мм. Вести заострённую часть можно по-разному.
Если увеличивать расстояние между вольфрамовым наконечником и металлом, шов будет получаться широким, а глубина проварки уменьшится. При соединении тонких заготовок нужно делать движения горелкой справа налево.
Чтобы сделать корневой шов, нужно вести электрод ровно. Угловые стыки соединяются под углом 45 градусов.
ТИГ сварка используется для соединения металлов и сплавов на их основе. Защитный газ, применяемый во время проведения работ, не даёт появляться оксидной плёнке. Важно правильно настраивать оборудование, затачивать неплавящийся электрод перед работой, удерживать дугу на одном расстоянии от заготовки.
Тиг сварка для начинающих Что такое ТИГ сварка и где она применяется? Ссылка на основную публикацию 

Источник: https://metalloy.ru/obrabotka/svarka/tig
Тиг сварка в среде аргона: технология аргонодуговой сварки неплавящимся электродом

В мире современной сварки множество самых разнообразных методов – как старых, так и самых новых. Но среди всех технологий выделяется одна – TIG или тиг сварка. Область ее применения самая широкая: от кустарных сервисных мастерских для ремонта автомобилей до крупных производственных объектов со сложнейшими технологическими циклами.
Данный способ годится и для производства тонких швов, и для работы с массивными деталями с толстыми кромками. Предлагаем разобраться с методом TIG с его особенностями, оборудованием, преимуществами и недостатками.
Что это за метод в принципе
Для начала разберемся с аббревиатурой TIG, которая как раз и описывает суть метода: в переводе с английского это не что иное как «вольфрам и инертный газ». Иными словами, это горение электрической дуги в инертном газе.
Уход за ним заключается в периодической заточке кончика для сохранения точности и тонкости образования сварочного шва. Вольфрамовый наконечник зафиксирован в специальной горелке и расположен в цанге. Если электрод длиннее, чем нужно, лишняя длина размещается в специальном корпусе, чтобы не произошло короткое замыкание.
Технология сварки с использованием инертного газа.
В роли инертного газа чаще всего используется аргон, поэтому вся сварка называется аргонодуговая сварка плавящимся электродом. Аргон подается по окружности, в центре которой находится электрод, расположенный в керамическом сопле на конце горелки.
Без инертного газа ничего хорошего не выйдет, в этом случае в сварочную ванну попадает кислород с выделением водорода, что приводит к высокой пористости сварочного шва и кристаллизации металла при затвердевании. Аргон как инертный газ защищает процесс от данных нежелательных явлений. Подача газа запускается кнопкой на горелке.
Как и во всех видах сварки с использованием дуги кромки соединяемых металлических заготовок начинают плавиться при зажженной дуге. Если между поверхностями есть зазор, нужно использовать дополнительную присадочную проволоку, которую сварщик подает просто свободной рукой.
Если же соединяемые детали соприкасаются поверхностями вплотную, для формирования качественного шва вполне достаточно самого металла.
Применение и преимущества технологии TIG
Cварка в среде аргона применяется чрезвычайно широко благодаря высокой температуре горения электрической дуги. Данный факт делает этот метод приемлемым как для работ с углеродистой сталью, так и для работ с различными и весьма капризными цветными металлами: алюминием, медью, титаном и другими металлами.
Нержавеющая сталь также отлично варится методом TIG: швы формируются очень качественными и эстетичными. Метод тиг не требует очистки шва от шлака после рабочего процесса.
Работа с алюминием заслуживает отдельного упоминания. Этот чрезвычайно капризный металл без аргона варить практически невозможно. Проблема в оксидной пленке, которая мгновенно образуется и не дает сформироваться сварочной ванне и, соответственно, сварочному шву.
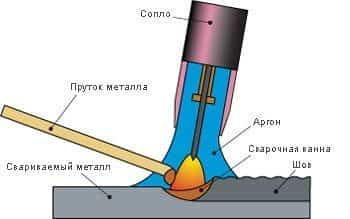 Схема сварки в среде инертного газа.
Схема сварки в среде инертного газа.
Благодаря аргону, создающему защитную среду, алюминий плавится очень равномерно, и шов формируется правильно и ровно. Если используется дополнительная присадочная проволока, то она должна быть из того же металла, что и соединяемые детали.
Области применения аргоновой сварки следующие:
- все виды машиностроения;
- автомастерские;
- пищевая промышленность;
- нефтеперерабатывающая и химическая промышленности и многие другие.
Тиг сварки имеют немало преимуществ в сравнении с другими видами:
- точная компактная локализация прогрева заготовки, что минимизирует риск деформации;
- полная свобода сварочной ванны от кислорода в результате вытеснения его аргоном, который тяжелее кислорода;
- отличная скорость сварки тиг;
- простота в исполнении и несложное обучение методу;
- шов высокого качества;
- широкая палитра металлов для работ;
- грамотная экология: меньше выбросов в атмосферу.
Порядок работы и ее параметры
Прежде всего следует хорошенько очистить свариваемые кромки от ржавчины, грязи, следов масла или краски. Затем нужно обдумать и рассчитать следующие параметры: величину сварочного тока, давление аргона при его подаче, толщину электрода.
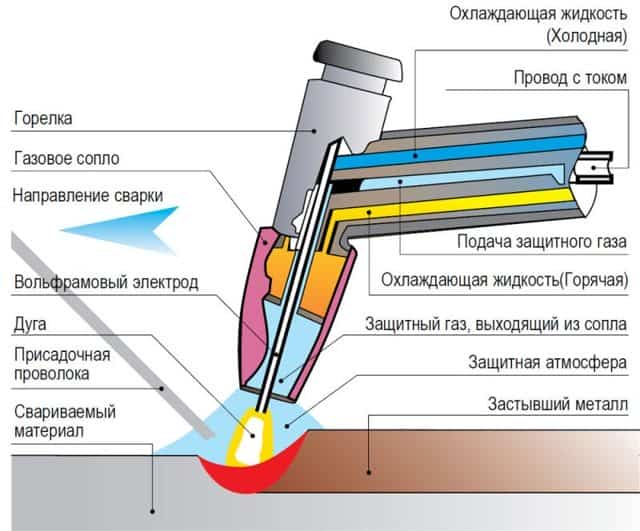
 Устройство горелки для аргонодуговой сварки.
Устройство горелки для аргонодуговой сварки.
Сила сварочного тока влияет на параметры шва и глубину проплавки. Розжиг электрической дуги можно произвести тремя способами:
- Провести иглой по металлу: данный способ не очень популярный, потому что часто происходит прилипание электрода в дополнение к его быстрому стачиванию.
- Точечно коснуться, это называется Lift TIG и используется в аппаратах средней ценовой категории.
- Бесконтактный розжиг – самый удобный способ, применяется в дорогом оборудовании.
Дуга также ведет себя по-разному, в зависимости от планируемого результата. Для того, чтобы сварочный шов был высокого качества, следует держать и контролировать точный зазор между свариваемой поверхностью и иглой наконечника в три миллиметра.
Если зазор будет шире, степень проплавки снизится из-за расширения сварочной ванны. Направление формирования шва всегда идет справа налево без каких-либо колебаний. Такие правила работают при работах с тонкими краями металлов.
Если вы планируете варить толстые заготовки, сначала нужно произвести разделку кромок с углом в 45°. Швы выполняются по-разному: корневой шов – ровно, а заполняющий и накладной швы – с помощью колебательных движений с дополнительной присадочной проволокой.
Если соединение имеет стыковую форму, вылет иглы должен составлять 5 мм. Ну а если соединение имеет угловой формат, размеры устанавливаются индивидуально в зависимости от размера выходного отверстия сопла и степени доступности в рабочей зоне.
Особенности и недостатки метода TIG
Ручная аргонодуговая сварка относится к универсальным технологиям со множеством преимуществ. Тем не менее недостатки имеются, и о них нужно знать и помнить.
 Как выполняется TIG сварка?
Как выполняется TIG сварка?
Минусы аргонодуговой сварки следующие:
- Работать с аргоном практически невозможно на улице при ветреной погоде: аргон полностью вытесняется ветром. Можно, конечно, выставлять защитные щиты с одновременным увеличением подачи аргона, но такое решение нельзя назвать эффективным и экономным.
- Работа с плавящимся электродом в облаке аргона имеет жесткое требование по предварительной подготовке рабочих поверхностей – тщательной зачистке кромок от ржавчины, масла и краски. Если этого не сделать, в сварочных швах окажутся здоровенные поры.
- Структура горелки с колпачком и соплом могут привести к затруднениям в ведении шва в местах с трудным доступом. Чаще всего такое встречается при угловых соединениях или во время работы в малом пространстве. Решениями являются либо увеличение расстояния вылета иглы, либо перестановка колпачка с обрезкой вольфрамового электрода.
- Вариант способа TIG Lift включает риск следа на поверхности из-за розжига шва вне рабочей зоны. В этом случае понадобится специальная зачистка.
Для выполнения тиг метода необходимо определенное оборудование.
Сборка горелки для TIG сварки.
Комплект нужных вещей включает в себя следующее:
- сварочный аппарат с поддержкой разных режимов;
- баллон с аргоном или другим инертным газом;
- редуктор и кабель;
- газовая горелка в одной из двух версий: №1 для работ с металлами с тонкой кромкой, а №2 для работ с металлами с большей толщиной.
Источник: https://tutsvarka.ru/vidy/tig-svarka-v-srede-argona
Сварка методом TIG
Без сварочных работ трудно себе представить авиацию, космос, машиностроение и строительство, востребована сварка и в быту.
Самые разнообразные способы соединения металлов и их сплавов широко используются в настоящее время, и отдельное место здесь занимает недорогой, но эффективный метод TIG-сварки. Мы проведём обзор способов работы, технологий и металлов, которые свариваются этим методом.
Отдельное внимание следует уделить аппаратуре, оборудованию и расходным материалам, а также принципам работы в среде защитного инертного газа.
Преимущества и недостатки аргонодуговой сварки
Одним из методов сварки металлов является ММА, при котором работа производится плавящимися покрытыми электродами, переменным или постоянным (AC/DC) выходным током. Кроме того, широко используется полуавтоматическая сварка MIG/MAG в среде защитного или активного газа.
Следующей, промежуточной по ценовой категории, является TIG сварка, которую иначе называют аргонодуговым методом.
В нём процесс сварки металлов дугой короткого замыкания производится неплавким вольфрамовым электродом в среде защитного газа, препятствующего окислению на открытом воздухе.
В качестве источника АС/DC-тока используется сварочный инвертор, оснащённый евроразъёмом, через который подаётся газ и выходной ток к горелке, а также проходят управляющие сигналы.
В отличие от метода MIG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Через горелку с сеткой подаётся газ, а затем с задержкой в 1 секунду — напряжение.
Это делается для того, чтобы сварка начиналась в среде защитного газа, который подаётся под давлением и будучи тяжелее воздуха препятствует окислению заготовок.
Лучше понять, что такое TIG-сварка, поможет оценка достоинств и недостатков данного способа соединения металлов, особенно в сравнении с методами MMA и MIG. К преимуществам аргонодуговой сварки относятся следующие параметры:
- возможность работать как с тонкостенными деталями, так и с заготовками значительной толщины;
- работа в AC/DC-режимах;
- широкие диапазоны регулировки параметров сварочного тока;
- использование негорючих газов, что повышает безопасность работ;
- тугоплавкие электроды многоразового использования;
- надёжный, цанговый зажим горелки для сменных электродов различной толщины;
- наличие осциллятора для улучшенного розжига дуги;
- возможность работы с прямой и обратной полярностью.
У этого метода есть и определённые недостатки, которые не оказывают существенного влияния на рабочий процесс. Они заключаются в следующем:
- невысокая скорость сварки по сравнению с другими методами;
- необходимость работы в закрытых помещениях, чтобы исключить перерасход газа;
- малая мобильность;
- ручная подача сварочной проволоки.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.

Режимы работы и технология сварки TIG
Металлы и сплавы в зависимости от физико-химических свойств свариваются в разных режимах работы источника тока. Причиной этому является тугоплавкость окисной плёнки или толщина заготовок. На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретной задаче и определённому металлу. Методу ТИГ доступны следующие режимы работ:
- способ с применением постоянного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с использованием различных вольтамперных характеристик для щадящего воздействия на детали;
- способ бесконтактного высоковольтного розжига дуги с помощью осциллятора, формирующего разряд.
Постоянный ток используется при сварке сплавов алюминия и магния с обратной полярностью, что обеспечивает хорошие прочностные характеристики сварочного шва и позволяет разрушить тугоплавкую оксидную плёнку на поверхности заготовок.
Кроме того, используется соответствующие сварочные прутки, которые подаются в зону плавления вручную поступательными движениями.
Остальные виды металлов свариваются постоянным током прямой полярности с присадочной проволокой и подбором силы тока.
Работа с использованием переменного тока называется импульсной сваркой, поскольку разогрев металла происходит на пиковых значениях высокочастотных колебаний.
При базовых показаниях силы тока нагрев заготовок снижается, что не допускает перегрева (особенно тонкостенного) металла.
Тугоплавкий электрод необходимо держать под углом, близким к 90о, но с наклоном в сторону направления сварочного процесса без поперечных движений, а пруток подавать лёгкими поступательными колебаниями в сварочную ванночку.
Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения позволяет осуществить розжиг дуги бесконтактным способом, что предотвращает загрязнение рабочей поверхности электрода.
Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смеси с гелием.
Это сочетание позволяет достигать наилучшего результата, но иногда аргон используется в смеси с углекислым газом для экономии.
Заключение
Мы постарались максимально подробно рассказать о ТИГ-сварке и её применении при работе с различными металлами и в режимах постоянного и переменного тока. Метод требует затрат и определённой квалификации, но овладев им, вы получите универсальный способ соединения самых разнообразных деталей и возможности ремонта металлоизделий разной толщины.
Источник: https://electrod.biz/vidy/svarka-metodom-tig.html
TIG сварка: что это такое, как работает, где применяется, ее преимущества и недостатки
Одним из самых распространенных видов сварки является аргонодуговая, иначе TIG, сварка. Любимая профессионалами сварочного дела, она применяется как на крупных, так и на малых производствах (к примеру, в автосервисах).
Причиной тому – многофункциональность данного способа. Представляется возможным как сформировать качественный сварочный шов, так и хорошо сплавить детали большой толщины.
Аргонодуговая сварка легко справляется с алюминием, медью и нержавейкой. Однако есть особенности, на которые надо обращать внимание при работе с этой методикой.
Плюсы и минусы TIG сварки, точная технология выполнения процесса сварки, необходимое оснащение – все эти аспекты мы раскроем в этой статье для вас.
Что из себя представляет эта технология
Аббревиатура TIG происходит от Tungsten-Inertgasschweißen и примерно переводится как «вольфрам-защитный инертный газ» (tungsten – англ. «вольфрам», Inertgasschweißen – нем. «инертный газ»).
Название определяет основу технологии, при которой используется вольфрам и защитные газы.
Главный элемент аргонодуговой сварки – это вольфрам, а точнее, вольфрамовый электрод. Применимый ко всем металлам: это позволяет его температура плавления около 3500 C.
«Плавление» в этом случае является номинальным. Вольфрамовый электрод причисляют к таким, что не плавятся, то есть время от времени его нужно затачивать для стабильности и легкого ведения дуги.
Вы можете не переживать о длине используемого электрода, так как остальная длина расположена под специальным футляром.
К горелке прикреплено сопло (коническая трубка), где закреплен электрод. Посредством нажатия кнопки со всех сторон горелки подается защитный газ.
Как правило, таким газом является аргон, поскольку при использовании другого газа кислород проникает в сварочную ванну. В итоге выйдет низкокачественный шов: сплав получится пористый и ненадежный, возможно появление расколов и трещин.
Аргон же средством предотвращения подобных проблем.
В начале работы сначала нужно зажечь дугу, которая расплавит заранее разделенные детали. Поставьте края настолько близко друг к другу, насколько это возможно. Это позволит сформировать устойчивый, непроницаемый шов.
Если нужен надежный шов, предназначенный для тяжелых нагрузок, воспользуйтесь присадочной проволокой при tig сваривании.
Берите присадочную проволоку и детали, которые вы будете приваривать, из одинакового материала. Новичкам это дает легко справиться с проблемной сваркой алюминия.
Высокая температура способствует образованию на поверхности этого металла окисной пленки, что мешает качественному свариванию. Иногда это просто не позволяет сформироваться сварочной ванне и шву.
Во время аргонодуговой сварки таких трудностей не возникает, потому что пленка не появляется из-за защитного газа.
Где требуется сварка tig?
Еще одна причина популярности аргоновой сварки заключается в высокой температуре горения дуги. TIG разрешает сваривать углеродистую сталь и цветной металл, сохраняя качество шва.
Для этого подходят чугун, титан, алюминий, остальные металлы. Очень хорошо сваривается нержавеющая сталь – формируется высокопробный шов. При этом не требуется его очистка.
Предприятия больших автоконцернов, пищевкусовые фабрики, химическая и нефтеперерабатывающая сфера, автосервисы – производства всех этих отраслей нуждаются сварке TIG.
ДОСТОИНСТВА
Кроме тех, что мы уже назвали, имеются еще некоторые плюсы TIG, о которых важно сказать. Они существуют за счет ключевых компонентов технологии — вольфрамового стержня и инертного газа.
- Получение небольшой деформации деталей при высоких температурах из-за узкой области прогрева.
- Невозможность попадания воздуха в сварочную зону, поскольку аргон имеет больший вес, чем кислород.
- Нетрудоемкий процесс, которому легко обучиться. Такой сваркой может заниматься любитель или даже новичок.
- Сварочный шов в результате выходит аккуратный, ровный и не нуждается очистке и другом механическом вмешательстве.
- Возможность иметь дело трудными металлами, например, с алюминием.
- Производит менее пагубное воздействие на окружающую среду.
НЕДОСТАТКИ
Также своим долгом считаем рассказать вам и о минусах TIG технологии.
- Ветреная погода может разрушить все ваши планы на сварку, ведь газ будет выдуваться из сварной зоны (вы можете установить щиты для защиты, однако будет тратиться больше газа).
- Необходима скрупулезная подготовка металлических поверхностей перед сваркой. Детали должны быть очищены, не иметь масляных, грязных и жирных следов. Без этого обязательного этапа существенно снизится качество сварочного шва.
- Механизм горелки не дает легко сварить детали в малодоступных зонах. Вы можете сделать больше вылет стержня или уменьшить электрод, однако может произойти перегрев или другие проблемы.
- Если вы не опытны в деле сварки TIG, поджигание дуги вне сварной области может привести к образованию следов, которые затем надо убирать.
Нюансы tig сварки
Большое значение для TIG сварки имеет правильный подобранный режим. Это напрямую связано с тем, какой электрод вы будете использовать. Об этих нюансах мы расскажем позже, а сейчас поговорим о подготовке металла.
Сперва необходима очистка краев от пятен масла, краски, от грязи или ржавчины. Не стоит пренебрегать этим, даже если вы думаете, что очистка не нужна. Следующий этап – это выбор силы тока. Значение этого показателя влияет на то, степень плавления металла.
Для вас мы подобрали таблицу с рекомендованными значениями силы тока для разных толщин металла и диаметров электрода.
После этого выбирается тип полярности. Для сварки постоянным током берется прямая полярность, а для переменного – обратная.
Важно приступать к работе с хорошо заточенным, отполированным электродом. Для сварки тонких деталей, используйте остро заточенный электрод. В других случаях угол заточенности электрода может изменяться в зависимости от толщины металла.
Есть пара способов поджигания дуги. Вы можете словно спичкой по коробку, чиркнуть электродом по детали, воспользоваться опцией TIG lift, которая облегчает этот процесс или вовсе применить способ бесконтактного зажигания.
- Мы советуем вам прибегать к использованию последнего метода, хотя он имеется только в профессиональных дорогих инструментах.
- Когда вы захотите освоить навыки сварки на уровне мастера или профессионала, будет необходимо иметь специальное оборудование.
- Узнайте, какие режимы имеются в сварочном инструменте,что у вас имеется, есть ли кабель для крепления на массу, газовый баллон, редуктор.
Выясните тип горелки вашего аппарата. Их всего два: для металлов до 3 мм и для всех других. Первый удобен тем, что из-за своей небольшой мощностью, может быстро охладевать.
Горелки для металлов толще 3 мм требуют наличия вспомогательных систем охлаждения. Как, к примеру, система жидкостного охлаждения.
В аппарате находится трубка, которая подает холодную воду и спирт. Спирт – чтобы вода не замерзала, если система какое-то время не приводится в действие.
ПОДВЕДЁМ ИТОГИ
TIG сварка – перспективна и актуальна, разрешает за счет наличию вольфрамового электрода и присадочной проволоки сваривать разные виды металлов.
Вы можете легко и добросовестно сваривать титан, алюминий, чугун, медь, не затрачивая время на трудности, обусловленные характеристиками каждого металла.
Аргоновой сварке отдают предпочтение многие мастера этого дела. Она существенно важна для многих отраслей человеческой деятельности, что приводит к нужде профессионалов сварочного производства.
Следуйте нашим советам и у вас преуспеть в этом деле. Однако желаем вам не останавливаться на достигнутом и ставить новые цели. Удачи вам в ваших начинаниях!
Источник: https://prosvarku.info/tehnika-svarki/tig-svarka
TIG-сварка: описание этого метода, особенности, плюсы и минусы такого способа соединения
Благодаря внедрению электрической дуги в инертный газ, появилась возможность соединять сложные металлы, например, магний с алюминием. При стандартной сварке, из-за воздействия кислорода, шов со временем приобретал пористую поверхность и начинал покрываться шлаком. В TIG-сварке этот недостаток отсутствует, поэтому данный метод получил огромную популярность в современном мире, но особенно, в аэрокосмической отрасли.
Общие данные
Аббревиатура TIG расшифровывается как аргонодуговая сварка. То есть это метод соединения объектов с применением вольфрамового неплавящегося электрода, помещённого в инертный газ, оберегающего свариваемые поверхности. Однако стоит сказать, что в ФРГ используют аббревиатуру WIG, а в Австрии — GTA. Тем не менее всё это аналоги TIG, поэтому не стоит задумываться, при встрече подобных обозначений.
Когда сварщик начинает работу, в ручном или автоматическом режиме подаётся присадочная проволока. Как было сказано выше, TIG — это аргонодуговой метод сварки. Но с тем же успехом, вместо аргона можно использовать гелий или азот. Просто именно такая расшифровка закрепилась в умах людей.
Использование в TIG-сварке газовой смеси обосновывается тем, что вес аргона больше массы кислорода, и при контакте этих элементов друг с другом не возникает взрывоопасной ситуации. Поэтому такой метод более безопасен и удобен. Исходя из вышесказанного, стоит выделить преимущества использования этого способа:
- Безопасность.
- Аккуратный шов.
- Отсутствие «брызг» во время работы.
- Простое управление параметрами дуги.
- Хорошее соединение узких деталей.
Но вместе с тем у TIG-сварки имеется и ряд недостатков:
- Требование наличия газового баллона.
- Невысокая производительность.
- Высокие требования к мастерству сварщика.
Особенности сварки
Как и в любой другой вид, TIG-сварка имеет свои особенности, которые следует учитывать до и во время работы. Для простоты восприятия наиболее важные моменты вынесены в отдельный список:
- Перед работой металл необходимо зачистить и обезжирить.
- При работе чаще всего используют подключение к «минусу».
- Сварка алюминия (в т. ч. и его сплавов) должна производиться переменным током.
- Чем больше диаметр электрода, тем выше должна быть сила тока. Однако не следует устанавливать запредельные значения, т. к. этот компонент вполне может расплавиться.
- Напряжение дуги должно соответствовать ей длине. Тем не менее новичкам рекомендуется работать на короткой дуге.
- Кончик электрода при TIG-сварки стыковых соединений должен выпирать на 3-5 мм. Однако если соединение производится тавровым (или угловым) методом, вылет должен быть равен 5-8 мм.
- Распределение газа по сечению сопла должно быть равномерным.
- Подаваемый газ (например, аргон или гелий) влияет на жёсткость струи.
- При TIG-сварке электрод должен двигаться справа налево вдоль оси шва.
Как видно, этот вид сварки имеет немало особенностей. По этой причине он не подходит для новичков.
Распространённые ошибки при работе
Несмотря на отличные характеристики, у многих пользователей возникают определённые проблемы во время работы. Сюда можно отнести следующие моменты:
- Быстрое сгорание электрода.
- Шов неправильного цвета или его поверхность слишком пористая.
- Нестабильность сварной дуги.
- Попадание в шов вольфрама.
- На поверхности сопла пыль или жёлтый дым.
Если при TIG-сварке электрод сгорает слишком быстро, возможно, причина в недостатке поступающего газа (стандартный расход — 7-10 л/мин). Кроме того, причины неисправности могут скрываться в неправильном подключении электрода, использования электрода без присадок или диаметр электрода не соответствует уровню тока.
Также случается, что при TIG-сварке шов имеет неправильный цвет или слишком пористую поверхность. Как правило, причины этих неисправностей следующие:
- Образование конденсата на металле (высушить изделие или протереть сухой тряпкой).
- Недостаток газа (расход должен быть от 7 до 10 л/мин).
- Неисправность шланга или неплотное его подключение к горелке.
- Загрязнение самого металла (почистить изделие от жира, грязи, масла и т. д.).
- Неподходящий присадочный материал.
Нестабильная сварная дуга. У этой проблемы также есть несколько причин:
- Загрязнение свариваемого металла (достаточно просто почистить его).
- Загрязнение электрода (этот элемент нужно очистить от грязи, а затем переточить).
- Нарушение полярности (подключать электрод необходимо к «минусу»).
- Отсутствие подготовки электрода к работе (необходимо затупить или закруглить этот компонент).
Довольно часто при выполнении TIG-сварки происходит загрязнение шва вольфрамом. В большинстве случаев это происходит из-за касания электродом сварочной ванны. В таком случае его необходимо держать выше. Ещё одна причина — плавление электрода в сварочную ванну. Если это случилось, рекомендуется применять легитированный электрод.
Иногда во время TIG-сварки образуется жёлтый дым и электрод меняет цвет. Причина кроется в слишком быстром отключении газа. Поступление газа при TIG-сварке следует прекращать лишь спустя 10 секунд после гашения дуги.
Области применения
Как было сказано выше, этот вид сварки получил огромное признание в аэрокосмической отрасли. Помимо вышеперечисленных преимуществ, популярность также объясняется тем, что с помощью TIG-сварки можно соединить самые разнообразные металлы. Например, углеродистые или нержавеющие виды стали, различные титановые сплавы, медные, латунные изделия и т. д.
Помимо данной отрасли, эта разновидность соединения металлов также используется при изготовлении велосипедов. Дело в том, что она отлично подходит для соединения тонких деталей из алюминиевых металлов. Поэтому её применяют для соединения тонкостенных трубок, которые устанавливаются на велосипеды.
Несмотря на сложность сварки, её довольно часто используют в бытовых условиях. Например, для монтажа нестандартного кондиционера в автомобиль, заделывания трещин и дыр в радиаторе и т. д. Высокую распространённость данного метода обеспечили самодельные сварочные установки, которые изготавливаются буквально из подручных средств.
Вообще, TIG-сварка — очень примечательный метод соединения деталей. Хорошее качество шва, устойчивость к негативным воздействиям и высокая безопасность при работе, придают ему огромную популярность. Однако несмотря на плюсы, для использования TIG-сварки потребуются определённые навыки.
- Фёдор Ильич Артёмов
- Распечатать
Источник: https://stanok.guru/metalloobrabotka/svarka/chto-takoe-tig-svarka-i-kakovy-osobennosti-etogo-metoda.html
Особенности и преимущества технологии TIG сварки
Среди современных видов надежного соединения металлических конструкций выделяется метод сварки TIG, который применяется в машиностроении, при ремонте автомобилей на СТО, а также на многих других предприятиях, когда нужно сварить детали разной конфигурации. После такого воздействия остаются аккуратные швы, которые не портят внешний облик изделия, но сохраняют его прочность.
Общая информация
TIG сварка — это ручной вид сваривания деталей, при котором применяется неплавящийся электрод из вольфрама, защиту выполняет чистый аргон.
Аббревиатура расшифровывается просто вольфрам плюс защитный инертный газ, а вот что это такое тиг сварка, надо объяснить более подробно.
Главную роль играет электрод из вольфрама с большой температурой плавления, поэтому во время работы он практически не изменяет свой конфигурации.
Вольфрамовый стержень закрепляется в центре сопла, из которого под давлением выходит аргон, защищающий место сварки от окисления. Сварочная дуга оплавляет металл кромок деталей, присадочную проволоку, формируя прочный шов. Применяя такой вид сварки, новички успешно соединяют детали из алюминия, который трудно поддается такому виду обработки из-за особого строения поверхности.
Изучив на практике, что это такое tig сварка, исполнители, не имеющие опыта в соединении цветных металлов, будут уверенно работать на производстве, потому что инертный газ надежно защитит расплавленный металл от возможного окисления.
Применение на производстве
Такой прогрессивный вид сварки получил широкое использование из-за большой температуры дуги, позволяющей качественное соединение углеродистых сталей и цветных металлов.
Исполнитель может с одинаковой уверенностью обрабатывать изделия из чугуна, алюминия и их сплавы, варить тугоплавкие металлы.
При сварке конструкций из нержавеющей стали получаются эстетичного вида шовные соединения, которые не требуют дополнительной обработки.
Автомобильные концерны, производители ракетно-авиационной техники, пищевая и нефтеперерабатывающая промышленности — все заинтересованы в приобретении аналогичного оборудования из-за его надежности и качества сварки.
Преимущества и минусы
ТИГ сварка имеет в своем арсенале множество достоинств:
- При нагревании металл деформируется минимально.
- Аргон намного тяжелее молекул кислорода, содержащихся в воздухе, поэтому он вытесняет их из сварочной ванны, не допуская окисления.
- Все виды работ выполнить нетрудно, исполнитель, даже не имея большого опыта, быстро справляется с поставленной задачей.
- Шов получается ровным и аккуратным, не требуется последующая обработка.
- Легко соединяются тугоплавкие металлы и алюминиевые конструкции, считающиеся на производстве проблемными.
- Минимальное негативное воздействие на экологию окружающей среды.
Welding TIG имеет и ряд негативных свойств:
- на открытом воздухе при порывах ветра ее невозможно применить, так как инертный газ выдувается из сварочной ванны;
- требуется тщательная предварительная подготовка кромок деталей;
- проблемы сварки в труднодоступных местах из-за конструкции горелки.
Новички часто задают вопрос — что это за название TIG lift, эта функция поджога дуги, когда электрод касается металла, а затем отводится на нужное для качественной сварки расстояние. В момент отведения возбуждается сварочная дуга, но на поверхности остается след, который нужно зачистить после окончания работ.
Технология выполнения
Перед началом работы надо тщательно зачистить свариваемые стыки, так как посторонние примеси могут нарушить целостность шва, негативно влияя на качество.
Для выбора силы тока существуют специальные таблицы, которые для удобства использования размещают на лицевой стороне аппаратов. Оптимальная длина сварочной дуги не более трех и не менее полутора миллиметров. При сварке методом встык ее выход не более 5 мм, а при соединении угловых конструкций — до 8 мм.
Как варить TIG сваркой
Выбирая правильный режим, сварщик уже имеет 50% успеха в прочном соединении конструкции. В таблице приведены варианты подборки диаметра электрода и силы тока, которые напрямую зависят от толщины соединяемых деталей.
| Толщина заготовки, мм | Величина тока, ампер | Размер электрода, мм |
| 1 | 44—56 | 1,5 |
| 2 | 79—91 | 2,0 |
| 3 | 121—150 | 3,2 |
| 4 | 165—190 | 5,0 |
Затем устанавливают вариант полярности: прямую при постоянном токе и обратную при переменном его значении. На качество и скорость сварки влияет острота заточки, а ее угол меняется для соединения толстых металлов.
Чтобы активировать дугу сварщик проводит прутком по поверхности конструкции (принцип зажигания спичек) или используется TIG lift. Бесконтактный вариант возбуждения возможен только при эксплуатации профессионального аналогичного типа оборудования.
Особенности комплектации
Она довольно простая: нужен аппарат, для подсоединения массы и горелки — прочные шланги, редуктор, обеспечивающий регулировку давления защитного газа установливается на газовый баллон. Горелки используются двух видов:
- №1 — металлы толщиной не более 3 мм.
- №2 — для более толстых конструкций.
Величина тока при первом варианте не столь большая, поэтому корпус быстро остывает естественным способом, второй вариант — применяется водяное охлаждение: смесь спирта-этанола и дистиллированной воды циркулирует от аппарата к горелке, охлаждая шланг и корпус, а также защищая их в минусовую погоду от переохлаждения.
Правильное использование инвертора
При аргонной сварке из инвертора своими руками, новичкам полезно узнать некоторые нюансы: вначале настроить аппарат на необходимую силу тока, подключить шланги. Значение имеет вид подключаемого тока, после этого надо отрегулировать подачу газа, сверяясь с таблицей, представленной ниже.
| Расход газа, л/мин | Металлы |
| 15—20 | алюминий |
| 10—12 | медь |
| 6—8 | низколегированная сталь |
| 12—14 | сплавы магния |
| 10—12 | никелевые сплавы |
Теперь можно активировать дугу и начинать сварку, добавляя присадочную проволоку для улучшения качества сварки.
Делаем аппарат в домашних условиях
Простой способ — это использовать уже обычный инвертор MMA с подходящими для сварки параметрами, но надо его доработать и перенастроить. В результате вы получаете инверторный агрегат, который позволяет сварку металла с подключением любого вида тока. Потребуется комплект шлангов для подключения горелки заводского изготовления, осциллятор и блок задержки подачи тока.
Второй вариант предусматривает изготовление всех компонентов схемы собственноручно — это снижает денежные затраты, но от исполнителя требуются знания и высокие навыки в сборке, изготовлении сложных плат и деталей, а также много свободного времени.
Функциональные режимы
Постоянный ток
К электроду подключают минус, а к конструкции плюс, это позволяет:
- увеличить скорость процесса;
- сварочная ванна получается узкая и глубокая;
- повышать срок эксплуатации неплавящихся электродов.
Аналогичный режим применяют для сварки нержавеющих и высоколегированных сталей.
Переменный ток
Такое подключение позволяет менять полярность в процессе соединения металлов, тем самым разрушая окисную пленку. При этом производят такие регулировки:
- повышая величину обратной полярности, исполнитель улучшает очистку поверхности металла от окисления;
- подача минуса на электрод увеличивает проплавку металла и оптимальную глубину сварочной ванны.
Процесс используется для тугоплавких сплавов и цветных металлов.
Электроды и их характеристики
При TIG сварке применяются стержни, состоящие до 99% из прочного вольфрама, разные добавки способствуют улучшению шовного соединения. Например, WC-20 содержат оксиды церия, эксплуатируются на малых значениях постоянного тока, дуга легко активируется, такие электроды используются для сварки небольших деталей.
WL-20 из-за оксида лантана, не так сильно нагреваются при эксплуатации, поэтому срок службы — наиболее продолжительный.
Электроды марки WZ-8 с содержанием оксида циркония, работают только при подключении переменного тока, отличаются стабильностью дуги.
А стержни с маркировкой WY-20 устойчивы к большим величинам тока из-за наличия оксида иттрия, применяются для сварки особо важных конструкций.
Виды заточки
Качество шва зависит от формы обработки: постоянный ток — электроды заточены на конус с плоской площадкой на контактной части, переменный — окончание закругляется. Периодически пруток полируется, чтобы удалить мелкие повреждения и наплывы. Если длина конуса небольшая, то ширина шва аналогичная, для оптимальной проварки металла используют длину заточки равную двум диаметрам электрода.
Распространенные ошибки
Уменьшение объема электрода происходит при неправильной регулировке силы тока и недостаточном давлении газа, подача которого продолжается не менее 10 секунд после деактивации дуги. Если же газ отключается сразу, то происходит окисление разогретого стержня.
Электрод изменяет цвет из-за небольшой скорости подачи защитного газа, а некачественный шов получается при попадании водяных паров, вследствие неплотного резьбового соединения шлангов, где происходит циркуляция охлаждения.
Техника безопасности
Нарушения правил безопасности ведет к профзаболеваниям исполнителей, возникновению предпосылок к несчастным случаям и травматизму на производстве. При больших объемах сварочных работ они должны проводиться в специальных помещениях или отгороженных кабинах, где устраивается вентиляция для удаления вредоносных газов.
При строительстве зданий устраиваются огороженные площадки, при этом высота щитов должна быть не менее двух метров, сварка в пожароопасных местах производится с неукоснительными соблюдениями требований пожаробезопасности. Оборудование на открытых участках защищается от осадков навесами или укрывается плотным брезентом.
При сварке цветных металлов выделяется огромное количество вредоносных газов и пыли, что негативно сказывается на здоровье сварщиков, поэтому нужно обеспечить эффективную вытяжку и приточную вентиляцию в помещении. При их оборудовании надо учесть, что вредные примеси удаляются от места проведения сварки под углом и в противоположную от исполнителя сторону.
Выводы
Методика TIG основана на технологичном способе сварки различных металлов при защите от окисления нейтральными газами, с участием присадочной проволоки и неплавящегося вольфрамового электрода.
Даже начинающий сварщик свободно соединяет черные и цветные металлы, а также тугоплавкие сплавы.
Оборудование позволяет осуществить глубокую сварку различных конструкций, но теоретические знания и профессиональные навыки нужны, как и в любой другой профессии.
Источник: https://svarka.guru/vidy/thermo/dugovaya/tig.html





