- Основная информация о сварочной проволоке
- Особенности применения проволоки для сваривания
- Требования, предъявляемые к качественной продукции
- Показатель коэффициента плавки: основной параметр
- Преимущества применения марочного материала
- Фото сварочной проволоки
- Как подобрать сварочную проволоку – обзор видов и подбор лучших сварочных проволок для полуавтомата
- Классификация проволоки
- Область применения
- Для углеродистой стали
- Для нержавеющей стали
- Для алюминия
- Порошковая
- Маркировка
- Как подобрать диаметр
- Требования к сварочной проволоке
- Фото сварочной проволоки
- Как подобрать сварочную проволоку
- Применение проволки для газовой сварки
- Наличие меди в сварочной проволоке
- Алюминиевая сварочная проволока
- Флюсовая сварочная проволока
- Сварочная легированная проволока
- Расход и применение сварочной проволоки
- проволока стальная сварочная
- Область применения, назначение
- Обозначения и маркировки
- Виды
- Всё, что вам необходимо знать о сварочной проволоке
- Общая информация
- Виды сварочной проволоки
- На что обратить внимание
- Маркировка проволоки
- Популярные марки
- Вместо заключения
- Сварочная проволока: классификация, маркировка, применение
- Разновидности
- Классификация
- Маркировка
- Химический состав для сваривания стали
- Производители сварочной проволочной продукции
- Виды и назначение сварочной проволоки
- Назначение
- Вид поверхности
- Структура
- Химический состав
- Виды сварочной проволоки и область их применения
Продукция металлопроката, изготавливаемая металлургической промышленностью, широко применяется в разных сферах хозяйствования. Для ее обработки используются разнообразные методы и технологии, особую популярность среди которых получила техника сваривания отдельных элементов, как способ их надежной и долговечной фиксации.

- Невысокая цена сварочной проволоки позволяет приобрести расходные материала для проведения процесса сваривания в разных объемах.

- Перед покупкой необходимо тщательно изучить все предлагаемые виды продукции, которые отличаются техническими и эксплуатационными параметрами, обеспеченными их уникальными свойствами.

Основная информация о сварочной проволоке
Изучив фото сварочной проволоки, представленные в этой статье можно визуально разделить ее на несколько категорий. Общая классификации предлагает выделение трех основных типов материала, которые отличаются физико-механическими параметрами и свойствами, к таким категориям относится следующая продукция:
- порошковая проволока;
- активированная проволока;
- материал сплошного сечения.
- Все типы, используемые для осуществления процесса сваривания металлических материалов, отличаются по химическому составу и свойствам.
При выборе проволоки для сварки необходимо учитывать такие параметры как структура готового материала и цель применения, совместимость с выбранным оборудованием для автоматизации процесса.
Особенности применения проволоки для сваривания
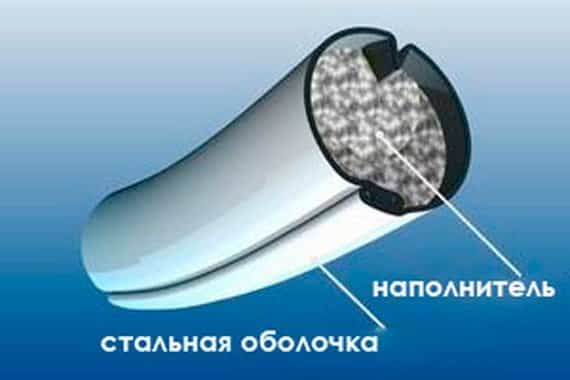
Качественная порошковая сварочная проволока представляет собой полую трубку, заполненную специальным по составу порошком, он обеспечивает эффективную сварку материалов. Порошкообразный состав позволяет защитить формируемый шов, который не деформируется под воздействием агрессивных и неблагоприятных факторов внешней среды.
Проволока сплошного сечения широко применяется в сварочных аппаратах автоматического и полуавтоматического типа. Применение такого материала гарантирует создание идеального шва и повышенной прочностью соединения, его используются для изготовления электродов и прутков для сварки, широко применяемых для разных работ.
Pipeliner stick electrode and cored wire
- Активированный тип сварочной проволоки отличается способом защиты сварочного шва, для чего используется не порошок, а углекислый газ.
- Такая защита позволяет обеспечить длительный срок эксплуатации соединения и обеспечивает повышенную прочность и надежность готовой конструкции, продления срока использования.
Требования, предъявляемые к качественной продукции
Подбираемый диаметр сварочной проволоки влияет на прочность готового соединительного шва и простоту применения материала. Кроме диаметра проволоки особенное внимание необходимо уделять таким параметрам как химический состав и уровень сопротивления проволоки на разрыв, наличие или отсутствие смазочного состава.
Дополнительно, важно учитывать способы поставки материалов для сваривания, что влияет на простоту их применения при проведении разных сварочных работ.
- Для масштабных работ, проводимых в больших объемах лучше подбирать проволоку в катушках, а для других целей подойдет сварочный материал в небольших кассетах.
- Катушки и кассеты дополнительно упаковываются, что позволяет избежать разматывания или распутывания проволочного материала.
- Такая упаковка легко хранится, и предупреждает возможные повреждения проволоки, обеспечивает ее полноценную сохранность в процессе транспортировки и разделения на отрезки.
Показатель коэффициента плавки: основной параметр
Надежная и прочная стальная сварочная проволока широко применяется при проведении отдельных или масштабных сварочных работ.
Такие процедуры особенно распространены в строительстве и промышленном машиностроении, сборке разных конструкций и построек, при этом важно учитывать коэффициент плавки металла, который зависит от:
- химического состава применяемого металла;
- типа покрытия всех элементов изделия;
- полярности и типа тока, используемого при плавке.
- Учет этого показателя определяет возможность оперативного и качественного проведения основных операций по сварке нужных элементов и разрозненных деталей.
- Эффективность применения проволоки обеспечивается правильным выбором расходных материалов и использованием аппаратов, с их корректной настройкой перед эксплуатацией.
Преимущества применения марочного материала
- Качественная нержавеющая сварочная проволока позволяет создать идеальный и ровный шов, который способен выдержать разные нагрузки
- Для его изготовления необходимо иметь достаточно опыт в обращении со сварочными аппаратами разных типов, использовать правильно выбранную проволоку и обязательно соблюдать технику безопасности.
Фото сварочной проволоки
- Также рекомендуем просмотреть:
Источник: https://stroimaterials.ru/svarochnaya-provoloka/
Как подобрать сварочную проволоку – обзор видов и подбор лучших сварочных проволок для полуавтомата
Популярность механизированного оборудования для сварки увеличивается с каждым годом. Оно позволяет получить качественное неразъемное соединение при относительно небольших финансовых затратах. Чтобы с успехом работать на такой технике, необходимо знать несколько нюансов, важнейший из которых – подбор сварочной проволоки для полуавтоматов.

Классификация проволоки
При сварке в полуавтоматическом режиме проволока выступает в качестве плавящегося электрода. Тепло, выделяемое от электрической дуги, расплавляет кромки металлов и электрод. Образуется сварочная ванна, которая после окончательной кристаллизации формирует валик шва.

- ГОСТ 2246 устанавливает более 70 наименований (марок) проволоки, которые подразделяют по применяемости, типу сплавляемых материалов, размеру.

Область применения
Рассматривая виды проволоки, необходимо отметить, что она используется не только для сборки двух и более деталей, но и в таких случаях:
- наплавка. Наплавочная проволока наносится на поверхность изделия для его ремонта или придания специальных свойств (твердости, износостойкости);
- производство электродов. Такой материал имеет в своем обозначении букву «Э». Заготовки нарезают на определенную длину, после чего на стержни наносят специальное покрытие.
Для углеродистой стали
Для соединения низкоуглеродистых и низколегированных сталей (ст.3, 09Г2С) используют омедненную сварочную проволоку. Процесс ведут в среде защитных газов (углекислота). Благодаря медному покрытию шов получается прочным, с хорошими механическими свойствами, стойкостью к разрушению.

Еще одно преимущество – минимальное разбрызгивание, что позволяет снизить трудоемкость зачистки после сварки. К недостаткам можно отнести вредные пары меди, выделяющиеся во время сварки.
Для нержавеющей стали
Для сварки сталей аустенитного, аустенитно-ферритного классов с добавлением хрома, никеля (12Х18Н10Т, 08Х18Н10Т) омедненный электрод не подойдет – место сварки быстро покроется ржавчиной.
В этом случае оптимальным вариантом является нержавеющая проволока. Материал отличается коррозионной стойкостью, высокой скоростью плавления, жаропрочностью. Это же присуще и сварному шву.
Защитную газовую смесь образуют инертный аргон, гелий с добавлением небольшого количества диоксида углерода. Среди минусов – высокая цена.
Для алюминия
Сплавы типа АМг2, АМг5 и т.п. свариваются алюминиевой проволокой. Неопытные сварщики могут столкнуться с рядом трудностей. Для получения качественного провара необходимо:
Удалить с поверхностей деталей тугоплавкую оксидную пленку механической обработкой (кругами, щетками с нержавеющим ворсом) или химическим способом (травлением).
Подобрать оптимальные режимы сварки. Алюминиевая проволока очень мягкая и плавится гораздо быстрее, чем стальная. Даже незначительное сопротивление в рукаве приводит к тому, что материал начинает завиваться.
Порошковая
Многие опытные сварщики на вопрос, какая сварочная проволока лучше, отвечают – порошковая. Если все предыдущие сварочные материалы имели сплошное сечение, то этот представляет собой трубку с порошком-наполнителем.
Испаряясь, порошок работает подобно флюсу – защищает сварочную ванну от контакта с атмосферой. Поэтому расходник иногда называют самозащитным – отсутствует потребность в баллонах с газом.
В зависимости от состава шихты различают флюоритные, рутиловые, карбонатно-флюоритные и другие разновидности. Факторы, которые ограничивают массовое применение флюсовой проволоки – высокая цена, невозможность использования при малейшей деформации, тщательная зачистка сплавляемых кромок.
Маркировка
Если посмотреть на фото сварочной проволоки, то можно заметить, что она поставляется в мотках. На каждой бухте должна быть бирка, содержащая информацию о марке, партии, заводе-изготовителе, приемке ОТК.
Проволока отечественного производства обозначается согласно ГОСТ 2246. Маркировка состоит из буквенно-цифрового шифра, где буквы – это названия химических элементов, а цифры – их процентное содержание. Если количество не превышает 1%, то число не указывают. Сокращение «Св» говорит о том, что проволока сварочная.
Так, Св-08Г2С означает, что перед нами сварочная проволока с 0,08% углерода, 2% марганца и не более 1% кремния.
- Импортные материалы отмаркированы в соответствии со стандартами AWS.
Как подобрать диаметр
Диаметр сварочной проволоки должен выбираться, исходя из свариваемых толщин. Стандартный ряд включает в себя такие типоразмеры: 0,6 мм; 0,8 мм; 1,0 мм; 1,2 мм; 1,6 мм. Для порошковых электродов этот диапазон увеличен до 6 мм.
Для сварки деталей толщиной 3-5 мм подойдет проволока диаметром до 1,2-2 мм. Для тонкостенных изделий лучше использовать электроды 0,8-1 мм. Это убережет вас от сквозных прожогов. Помните, что диаметр отверстия сварочного наконечника должен соответствовать размеру проволоки.
Второй критерий выбора – величина тока, устанавливаемая при сварке. Чтобы сопоставить диаметры и ток, необходимо ознакомиться с соответствующими таблицами.
Требования к сварочной проволоке
Правильная проволока – залог надежного сварного соединения. Приобретая материалы, обращайте внимание на такие параметры:
Главная характеристика сварочной проволоки – это ее химический состав. Он должен быть максимально близким к тому, что присутствует в свариваемом металле. Чем меньше в проволоке серы и фосфора, тем лучше выйдет соединение.
Проволока должна быть чистой, на ее поверхности не допускаются следы грязи, масла. В противном случае материал лучше обезжирить в растворителях.
Температура плавления электрода должна быть ниже, чем у основного металла. При этом плавление должно быть равномерным. Это поможет избежать дефектов шва, уменьшит наплывы, неровности.
Фото сварочной проволоки
- Также рекомендуем просмотреть:
Источник: https://materialexpert.ru/kak-podobrat-svarochnuyu-provoloku/
Как подобрать сварочную проволоку
Для облегчения сварочного процесса и повышения эффективности его результата, при сварке тугоплавких металлов используются различные присадки, в том числе и сварочная проволока. Сварка с ее помощью дает возможность не использовать хрупкие электроды. Ее применение оправдано при дуговой сварке, автоматической или полуавтоматической. Выступая гибким электродом, в горячем виде она может стать и металлической наплавкой.
Такой шов будет обладать пластичностью, но также останется прочным и максимально защищенным от коррозии.
Виды такого заменителя электродов:
- Омедненным. Металлы с низким содержанием легированной стали и углерода нужно соединять при помощи проволоки, содержащей, помимо прочего, большое количество меди.
- Алюминиевым. Он нужен при работе с сплавами алюминия с магнием, марганцем и кремнием.
- Нержавеющим. Использование нержавеющей проволоки оправдано при работе с нержавеющей сталью с содержанием никеля или хрома.
- Порошковым. Если детали из углеродистой стали будут подвергаться дальнейшей термической обработке, то заваривать их нужно при помощи порошковой проволоки.
На смену классическим аппаратам трансформаторного типа, приходят компактные сварочные аппараты инверторного типа. Они могут подключаться даже к обычной розетке.
А если функциональности такого аппарата недостаточно используйте сварочные полуавтоматы. Важно правильно подобрать характеристики и компликацию изделия. Читайте здесь о характеристиках дросселей для сварочного полуавтомата.
Все виды заменителей электродов предназначены для проведения работ в защищенной среде, исключение – порошковая проволока.
Сварка сварочной проволокой, как утверждают специалисты, гораздо качественнее, чем при помощи обычного электрода. Но до сих пор нет универсального материала, поэтому важно знать состав металла, с которым предстоит работать и от этого отталкиваться в выборе расходных материалов.
Выбор сварочного кабеля
Применение проволки для газовой сварки
Производительность выполнения работ тем ниже, чем толще соединяемый металл. При этом проволока для газовой сварки используется самая обычная.
Единственное условие – приближенность к металлу, с которым проводятся работы, но температура расходного материала не должна превышать температуру плавления металла.
Чаще всего для газовой среды уместно проводить работу проволокой из:
- Углеродистой стали.
- Низколегированной стали.
- Алюминия, а также его сплавов.
- Меди и соединений с ним.
Для мелкого ремонта металлических изделий подойдет холодная сварка. Узнайте, как пользоваться холодной сваркой в домашних условиях.
Хотите самостоятельно сделать дома водопроводную или отопительную систему? Читайте тут, какой выбрать аппарат для сварки полипропиленовых труб.
А чтоб защитить глаза во время обычных сварочных работ обязательно нужно использовать хорошую защитную маску. По этому адресу можно узнать рекомендации по выбору маски сварщика хамелеон.
Наличие меди в сварочной проволоке
Сварочная проволока омедненная гарантирует бесперебойную работу сварочного аппарата любого типа, где обязательно будет ровно гореть дуга при любых режимах сварки.
Преимущества:
- Использование омедненных расходных материалов даст возможность минимизировать разбрызгивание металла в среде защищенных газов.
- Понизить расход самых разных наконечников.
Чаще всего она продается рядно намотанная на пластиковые кассеты. Так выполненная упаковка позволяет экономить расходные материалы и повышает производительность труда работника.
Алюминиевая сварочная проволока
Проволока сварочная алюминиевая нашла широкое применение при полуавтоматической сварке алюминиевых профилей и конструкций, где обязательное содержание меди или/и кремния более 3 %.
В ней меди должно быть не больше 5 и не меньше 3 %. Большое количество алюминия дает такие характеристики:
- Высокую прочность;
- Отличную коррозийную стойкость;
- Цвет при анодировании, как у основного металла.
Костюм сварщика
Успешно применяются такие расходные материалы во время проведения работ в автомобильной индустрии и судостроении. Для рядового потребителя она доступна в катушках по 400 – 1 000 граммов с обязательной рядностью намотки.
Рядная намотка при качественном исполнении в совокупности с идеальной чистотой и ровностью поверхности должны обеспечить:
- Стабильное горение дуги;
- Малое разбрызгивание металла;
- Ровный и качественный шов.
Бухты со сварочной проволокой нержавейкой производят от 500 граммов до 5 килограмма стоят в среднем от 400 рублей за килограмм. Благодаря защите от коррозии, могут использоваться на протяжении нескольких лет.
Флюсовая сварочная проволока
Проволока сварочная флюсовая используется при сварке полуавтоматом среднеуглеродистых, низколегированных и углеродистых сталей. Процессы должны происходить без использования защитных газов.
Флюсовая – порошковая проволока при дуговой сварке отличается тем, что используемый электрод не будет сплошным, а состоящим из металлической оболочки с флюсом из порошка внутри
Процесс изготовления такого электрода начинается с приготовления металлической полой полоски в виде буквы U, затем пустота заполняется порошком и легирующими присадками. После чего происходит сворачивание электрода в трубку.
Производители обещают, что использование их продукта даст возможность добиться:
- Выполнение ровного шва;
- Легкой отделимости налета шлака;
- При работе – ровное горение дуги.
Сварочная легированная проволока
С ее помощью можно проводить сварочные работы в различных газовых смесях, в том числе углекислом газе и под флюсом. Это идеальная проволока для аргонной сварки.
Если выпускают ее на заводе в соответствии со всеми ГОСТами, то после холодного деформирования, она может быть успешно применена во всех отраслях машиностроения, металлургии, судо- и вагоностроении.
3 вида сварки металлов
Легирующими элементами в таких электродах выступают следующие металлы:
- Никель;
- Вольфрам;
- Марганец;
- Хром;
- Титан;
- Молибден.
Наличия в ней марганца, хрома и никеля позволяет проводить работы с высокоуглеродистыми нержавеющими сталями.
Если нет возможности сделать обычную шовную сварку, используется точечная контактная сварка. Это надежный быстрый метод соединения металлических изделий.
А для работы с металлами, подверженными сквозному прожиганию лучше использовать плазменный метод. Читайте на этой странице о том, как производится плазменная сварка алюминия.
При проведении сварочных работ в домашних условиях следует соблюдать предосторожности и технику безопасности. По этому адресу, можно узнать детальнее о том можно ли пользоваться сварочным аппаратом дома.
Расход и применение сварочной проволоки
В среднем расход сварочной проволоки производится исходя из массы всей конструкции, которую нужно будет заварить. Обычно ее вес необходимо умножить на 1,5 и разделить на сто. Таким образом, ее нужно не более 1,5 % от общей массы металла.
С диаметром чуть сложнее. Массу наплавляемого металла нужно взять за основу, размер диаметра будет составлять 6 – 10 % от нее. Еще обязательно учитывается среда, в которой происходит сварка, ее метод, а также угловой, вертикальный или горизонтальный шов необходимо выполнить.
Если перечисленные выше показатели в основном используются в расчетах на заводах и промышленных предприятиях, то в обычной жизни, гораздо важнее правильно определиться с током, дугой и напряжением.
Длина дуги выбирается от мощности тока. Выбор напряжения очень важен при соединении тонкого металла. А скорость подачи расходного материала выбирается опытным путем. Необходимо, чтобы дуга горела при выбранном токе и напряжении стабильно.
Эффективным, экономичным и практичным можно назвать использование в работе вместо дорогостоящих и хрупких электродов проволоки. Она способна помочь выполнить гибкий и прочный шов.
Для достижения такого результата необходимо только подобрать тот заменитель электрода, который весьма близок по составу к свариваемому металлу.
- Выбор сварочного стола Сварочный стол представляет собой верстак, предназначенный для помещения сварочных деталей, их фиксации и различных […]
- 5 видов сварочных горелок и их назначение Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к […]
Источник: https://metallmaster.org/shkola-svarschika/svarochnaya-provoloka.html
проволока стальная сварочная
- Главная страница » проволока стальная сварочная
- В данном разделе рассматривается проволока стальная сварочная.
- Для кузнецов, кузниц, производств и частных лиц (самодельщиков, самоучек и энтузиастов).
- Ниже смотрите полезную информацию для выбора.
- Выбирайте марки из списка под статьей.

Сварочная проволока омедненная СВ08Г2С-О ЧЗСМ. Фото Сварочные Технологии
Стальная проволока занимает внушительную нишу в перечне материалов, используемых в промышленности и в быту. Сварочная, как один из видов, обладает свойствами эффективного применения в сварочных технологиях.
Область применения, назначение
Материал из стали в виде проволоки нашел себе применение в сварке на автоматах и полуавтоматах. Для сплошной проволоки сварка производится в атмосфере защитного газа (!материалы для аргонодуговой сварки очень востребованы).
В случаях когда применение баллона с газом затруднительно, расходный материал изготавливается в виде стальной порошковой проволоки. Трубчатая проволока, заполняется внутри специальным порошком (флюсом).
В составе флюса имеются компоненты, защищающие сварной шов от внешней среды.

Проволока сварочная стальная омедненная (1 кг; диаметр 0.8 мм) Elitech. Фото ВсеИнструменты.ру
Стальная сварочная проволока служит заготовкой для производства штучных электродов. Используется в качестве присадки для наплавки поверхностей с целью придания им необходимых механических (износоустойчивость, коррозионная стойкость и других) свойств.
Обозначения и маркировки
Сплошная проволока для сварки или наплавки маркируется согласно ГОСТ 2246-70. В обозначение входит типоразмер, способ применения, химический состав, сведения о технологии изготовления, указывается возможность изготовления электродов, а также принадлежность к проволоке с омедненной поверхностью.
Маркировка порошковой стальной проволоки базируется на ГОСТ 26271-84. Обозначение сварочной и наплавочной проволоки имеют различия.
В обозначение сварочной порошковой проволоки не оговаривается подробный химический состав, оговаривается только содержание углерода, фосфора и серы.
Указывается типоразмер, принадлежность проволоки к порошковому виду, механические характеристики (предел текучести, ударная вязкость), допустимые пространственные положения при проведении сварочных работ.
В обозначении определяется вид защиты шва — самозащитная или газозащитная.

Проволока омедненная СВ-08Г2С-О (18 кг; 1.6 мм) КЕДР. Фото ВсеИнструменты.ру
Порошковая проволока для наплавки, кроме указания принадлежности к категории порошковых и технологии применения, обязательно дается химический состав материала порошка.
Вместе с типоразмером проволоки регламентируются условия применения: с газовой или другой защитой, с наплавкой под флюсом или в любом из вариантов.
В некоторых случаях полезно знать класс точности на отклонения номинального размера диаметра. Он также указывается в обозначении.
Виды
Стальная сварочная проволока подразделяется на следующие группы:
- низкоуглеродистая;
- легированная;
- высоколегированная.
Низкоуглеродистая и легированная проволоки выпускаются с омедненной поверхностью. Покрытие медью увеличивает коррозионную стойкость. Стабильность сварочной дуги повышается за счет снижения трения при подаче через отверстие наконечника и улучшения токоподводящих характеристик свойственных для меди.
Проволока омедненная СВ-08Г2С БАРС. Фото ВсеИнструменты.ру
Развитие технологии волочения проволоки позволяет получить ее с идеально чистой поверхностью. Отсюда возникло название стальной сварочной проволоки — полированная.
По своим характеристикам она близка к омедненной, создает более стабильную дугу, чем стальная с обычной поверхностью. Некоторые высоколегированные проволоки (в основном молибденсодержащие) плохо покрываются медью.
Такие продукты выполняются с полированной поверхностью.
Источник: https://kovka-svarka.net/provoloki/stalnaia/
Всё, что вам необходимо знать о сварочной проволоке
Время чтения: ≈7 минут
В некоторых технологиях сварки в качестве присадочного материала часто применяется проволока для сварки вместо привычных электродов. Она используется в паре с защитным газом или без него в автоматической или полуавтоматической сварке. Сварочная проволока продается в бобинах и может отличаться по диаметру и свойствам.

Но это только основы. В этой статье мы подробно расскажем всё, что вам необходимо знать в сварочной проволоке. Вы узнаете, какие существуют виды сварочной проволоки и что такое маркировка.
Общая информация
Итак, что из себя представляет сварочная проволока? Зачастую это металлический пруток, смотанный в бобину. Бобина вставляется в подающий механизм, и проволока направляется в сварочную зону в автоматическом режиме или режиме, заданном сварщиком. Также проволоку можно подавать вручную, просто разматывая бобину.
Проволока может быть цельной, полой или с вкраплениями. Но об этом мы расскажем далее. Изготавливается из различных металлов. Например, стали, алюминия, латуни и так далее. Материал изготовления проволоки должен быть идентичен металлу, который вы варите. Т.е., если вы работаете с алюминиевой деталью, то и проволока тоже должна быть алюминиевой.
Виды сварочной проволоки
Различают три типа сварочной проволоки: проволока сплошная, порошковая проволока (ее также называют «флюсовая проволока») и активированная проволока. Давайте подробнее остановимся на каждом типе.
Сплошная проволока или проволока сплошного сечения изготавливается из чистого металла. В ней нет никаких примесей или дополнительных веществ. Это простейший тип проволоки и самый распространенный. Зачастую ее используют при сварке в среде защитного газа.
Порошковая проволока, она же проволока для сварки без газа. Исходя из названия понятно, что такую проволоку применяют для сварки без защитного газа. Но за счет чего достигается такой эффект? Ведь сварка без газа влечет за собой ухудшение качества сварка и в целом усложняет рабочий процесс.

Все просто: у порошковой проволоки особая полая конструкция. С виду она выглядит, как обычная сплошная проволока, но внутри она полая. И в этой полости содержатся специальные порошковые вещества, играющие роль флюса и заменяющие газ. Такая проволока применяется в случаях, когда нет возможности доставить газовый баллон к месту сварки. Например, на высоте.
Теперь про активированную проволоку. Активированная проволока — самый интересный тип. Она сочетает в себе сплошную проволоку и порошковую. Как это возможно? Дело в том, что такая проволока взяла все самое лучшее из предыдущих двух типов.
Она позаимствовала от сплошной проволоки конструкцию, а от порошковой — защитные свойства. Только в отличие от порошковой у данной проволоки защитные примеси не засыпаны в полость, а равномерно распределены по всему «телу» проволоки.
На что обратить внимание
Отдельно обращаем ваше внимание, что недостаточно просто выбрать тип проволоки и приступить к сварке. Необходимо заранее знать, какой тип работ вы будете выполнять. Поскольку каждая проволока предназначения для выполнения определенной работы.
Согласитесь, проволока для сварки полуавтоматом вряд ли подойдет для резки. Также у проволоки может быть различный диаметр. Он подбирается исходя из толщины свариваемого металла. Чем толщина больше, тем больше диаметр проволоки. Диаметр может быть от 0.8 до 12 миллиметров.
Самый популярный – 3 миллиметра.
Как мы уж писали выше, проволока может быть предназначена для сварки различных металлов. По этому признаку тоже можно классифицировать проволоку. Например, в магазине продается титановая сварочная проволока, которая применяется для сварки титана.

Также перед сваркой необходимо ознакомиться с составом. Ведь сварочная проволока отличается еще и по своему наполнению, а также легированности. Именно поэтому для правильного подбора присадочного материала нужно знать состав сварочной проволоки.
Отдельная тема — это маркировка сварочной проволоки. Об этом мы поговорим далее.
Маркировка проволоки
Маркировка — это набор букв и чисел, в которых зашифрованы основные характеристики проволоки. Маркируется абсолютно вся проволока, вне зависимости от ее типа или назначения. В рамках этой статьи мы не сможем перечислить все марки сварочной проволоки, поскольку их насчитывается более 70. Но мы расскажем о том, как самостоятельно расшифровывать марки.
Для примера была выбрана марка проволоки Св-06Х19Н9Т. Зачастую она используется при электросварке, поэтому очень популярна.

Начнем с букв «Св». «Св» означает, что такое проволока предназначена только для сварки. Не для резки или любых других работ. Исходя из этого мы понимаем, что первые две буквы описывают назначение присадки. Также существует обозначение «Нп». Оно означает, что это наплавочная проволока. Порошковая проволока обозначается «Пп».
После этого указывается цифра, описывающая содержание углерода. В нашем примере это 06, что означает 0,06 % углерода от общей массы присадочного материала.
Вслед за углеродом обозначается, какие металлы присутствуют в проволоке и в каком количестве. В нашем примере это хром («Х») в количестве 19% («Х19»), никель («Н») в количестве 9% («Н9»0 и титан («Т»).
Если металла в составе меньше 1%, то количество не указывается, как в случае с титаном в нашем примере.
Но что, если сварочная проволока содержит другие буквы? Например, Ю или Д. Достаточно запомнить, что они означают. «М» – это молибден, «С» – это кремний, «Ф» – это ванадий, «Ц» – это цирконий, «Д» – это медь, «Г» – это марганец, «Ю» – алюминий.
Популярные марки
Выше мы говорили, что существует более 70 марок присадочной проволоки. Новичкам нелегко разобраться в них, поэтому мы перечислим наиболее популярные марки. Вдруг вы найдете среди них именно ту, которая вам необходима.
Начнем с марки Св-10Г1СН. Эта марка одна из самых часто используемых. Данная проволока широко используется при сварке в среде защитного газа. Можно варить низколегированные конструкционные стали. Марка используется во многих областях промышленности: от горнодобывающей до нефтеперерабатывающей.
Расчет расхода сварочной проволоки на метр шва
Марки Св-10ГА, Св08А и Св08 применяется при сварке низкоуглеродистых металлов. Идеально подходят для аргонодуговой сварки. Также хорошо зарекомендовали себя при газовой сварке. Особенно, при работе с водопроводными трубами.
Марка Св-06Х19Н9Т (упоминаемая в примере маркировки), а также Св08ХН2М, Св08ХМФА и Св08ГС. Эти марки очень недорогие, но при этом выдают отличный результат сварки. Подойдут для сварки низколегированных сталей.
При сварке высоколегированных металлов отличным выбором станут марки Св-08Н50, Св30Х25Н16Г7, Св07Х19Н10Б, Св10Х17Т и Св08Х20Н9Г7Т.
Вместо заключения
Выбор сварочной проволоки для сварки или резки — не такая уж сложная задача, как может показаться на первый взгляд.
Несмотря на такое большое разнообразие марок и разновидностей, вам достаточно знать тип работ и металл, который вы будете варить. Можете попросить продавца в магазине помочь вам с выбором. Также полный перечень марок можно найти в ГОСТах .
Желаем удачи в работе!
Источник: https://svarkaed.ru/rashodnye-materialy/flyus-i-svarochnaya-provoloka/vsyo-chto-vam-neobhodimo-znat-o-svarochnoj-provoloke.html
Сварочная проволока: классификация, маркировка, применение
Сварочная проволока – это металлическое изделие определенной длины с небольшим поперечным сечением.
Как правило, ее применяют для изготовления гибких электродов, а также как присадочный материал при ручной, автоматической и полуавтоматической сварке, обеспечивая высокое качество швов и надежное соединение.
Значительной особенностью изделий является то, что ее поверхность не имеет покрытия, поэтому для высококачественного сваривания рекомендуется использовать добавочную защиту, газ.

Разновидности
Следует помнить, что для каждого металла нужно правильно подобрать определенный вид проволоки. От этого будет зависеть качество сварки и шва. Использование чистой, не ржавой и без шероховатостей проволоки сделает шов намного пластичней и качественней, а значит, предоставит максимальную защиту от коррозии. Существуют такие виды проволоки:
- Омедненная – это проволочная продукция, которая применяется для дуговой сварки углеродистых и низколегированных сталей, обеспечивая бесперебойную работу любого сварочного аппарата. При использовании минимизирует разбрызгивание металла, а также гарантирует высокое качество сварных швов.
- Порошковая – обычно имеет вид трубки, состоящей из малоуглеродистой стали, заполненной специальными порошками раскислителей и шлакообразующими веществами. Используется, как правило, для автоматической сварки, помогает минимизировать образование шлака и содействует уменьшению работ по зачистке швов.
- Проволока сплошного сечения используется для полу- и автоматической сварки, для изготовления электродов.
- Неомедненная проволока применяется для механизированной сварки, а также при работе с деталями из низкоуглеродистых сортов стали, не требующей исправления качества швов.
- Активированные проволоки – изделия, которые также состоят из порошковых наполнителей и применяются для сварок в углекислом газе.
- Газосварочная – применяется для сварочных работ с углеродистыми и низкоуглеродистыми видами стали.
- Алюминиевая – широко применяется в полуавтоматической сварке алюминиевых конструкций, придает швам низкую пористость и применяется в молочной и судостроительной промышленностях.
- Проволока из нержавейки применяется для соединения нержавеющих типов стали, наплавления которой защищают от коррозии и трещин.
- Флюсовая – используется при сварке полуавтоматом углеродистых, среднеуглеродистых и низкоуглеродистых видов стали.
- Легированная – помогает проводить любые сварки в разных газовых смесях, является идеальным сварочным материалом для аргонного сваривания.
Рекомендуем! Типы и классификация электродов для сварки
Классификация
При выборе сварочной проволоки нужно сразу определиться, каких целей вы хотите достичь, а также тщательно изучить предназначение каждого из видов. Для этого существуют группы классификаций, содержащие легирующие элементы в составе:
- Содержат в присадочном материале маленькое содержание углерода.
- Состав содержит незначительное число легирующих веществ.
- Высоколегированная проволока для сваривания.
Сварочная проволока из стали считается наиболее востребованной для применения в разных сварочных целях. В соответствии с нормами ГОСТ2246-70 выделяют целых 77 видов различного сечения, в миллиметровых размерах:
- Размеры 0,3-1,6 мм используют для сварки металлических изделий в защитном газе с помощью сварки автоматов или полуавтоматов.
- Для изготовления электродов применяют сечения 1,6-12,0 мм.
- Для работы сварочной проволокой под флюсом используют сечения с размерами 2,0-6,0 мм.
Маркировка
Маркировка сварочной проволоки применяется для понимания, с какими материалами придется иметь дело сварщику. Каждый мастер сварочных работ должен хорошо разбираться в маркировке, во избежание проблем с итоговой работой, а также для обеспечения собственной безопасности.
 Расшифровка сварочной проволоки
Расшифровка сварочной проволоки
Первые цифры маркировки обозначают диаметр, измеряемый в миллиметрах. Потом идут две определенные буквы, которые указывают назначение изделий (СВ – сварочная и так далее). Дальнейший указатель показывает содержание углерода в сварочной проволоке, измеряется в сотых долях от процента.
Далее находятся буквы, указывающие наличие определенных легирующих компонентов (Х – хром и т. д.) При содержании данных элементов более 1% их указатель располагается после буквы. Обозначение букв А или же АА означает чистоту относительно вредных примесей.
Сварочная проволочная продукция для создания электродов в обозначении имеет букву Э, тогда как омедненная проволока маркируется буквой О.
Химический состав для сваривания стали
Электроды, применяемые при сварке стали, должны гарантировать хорошие механические свойства соединения сварки на высоком уровне, а также высокую производительность при сваривании деталей. Плавящийся электрод – это сварочная проволока бесконечной длины.
 Марки проволоки для сварки углеродистых сталей в среде различных газов
Марки проволоки для сварки углеродистых сталей в среде различных газов
Существует три группы сварочной проволочной продукции по химическому составу ГОСТ 2246-70:
- Углеродистые (содержат углерод в количестве не более 0, 12%), применяют для сварочных работ с низкоуглеродистыми, среднеуглеродистыми сталями.
- Легированные, предназначены для сваривания низколегированных и теплостойких сталей.
- Высоколегированные, используют в работе с хромоникелевыми, нержавеющими и иными видами легированных типов стали.
Рекомендуем! Сварочные электроды по алюминию
Производители сварочной проволочной продукции
Здесь приведены некоторые российские производители сварочной проволоки:
- «СварМонтажСтрой» – ООО, известная российская компания по изготовлению проволоки для любого вида сварки. Благодаря современному оборудованию и европейским технологиям производство изделий соответствует высочайшим стандартам.
- Организация ООО «Петромет», относящаяся к Ленинградскому Сталепрокатному заводу, занимается изготовлением сварочной проволочной продукции.
- ООО «Велд-Метиз» – российская компания, расположенная в городе Москва, выпускающая разные виды проволоки.
- ОАО Волгоградский сталепроволочноканатный завод.
- ОАО Западно-Сибирский металлургический комбинат, расположенный в городе Новокузнецк.
Таким образом, сварочная проволочная продукция на сегодняшний день выступает эффективным и практичным изделием, которое широко используется сварщиками для создания гибких электродов, а также в качестве присадочного материала в случае выполнения ручной, полу- и автоматической сварки.
Источник: https://svarkagid.ru/materialy/primenenie-svarochnoj-provoloki.html
Виды и назначение сварочной проволоки
Сварочная проволока используется для различных видов сварки: ручной дуговой, полуавтоматической, автоматической, газовой, аргонодуговой и прочих. Выпускается большое количество разных марок изделия, но все они поддаются определенной классификации.
В настоящее время насчитывается 77 марок сварочной проволоки, предназначенной для работы с разными материалами.
Назначение
По назначению сварочная проволока делится на изделия общего и специального назначения.
Проволока общего назначения используется для проведения сварочных (маркируется Св) или наплавочных (Нп) работ для всех видов сталей, а также изготовления электродов (Э).
Проволока специального назначения в большинстве случаев изготавливается из того же материала, что и свариваемое изделие, с некоторыми добавками:
- для полуавтоматической или автоматической сварки алюминия или его сплавов применяется проволока из этого же материала или с добавками магния и кремния. При использовании аргонной сварки дополнительно используется флюс;
- для работы с нержавеющими сталями или жаропрочными сплавами применяется высоколегированная жаропрочная сварочная проволока. В ее состав входят кремний для обеспечения качества шва и углерод для предотвращения межкристаллической коррозии;
- работа с медью ведется медной проволокой под слоем флюса;
- для сварки никеля применяется проволока из этого же материала с добавками марганца (до 2 %), кремния (до 0,8 %), титана (до 0,1 %) и магния (до 0,3 %);
- сварка чугуна ведется проволокой, в состав которой входят железо, никель, медь, марганец, кремний и углерод;
- для сварки титана применяется аргонодуговая сварка с использованием титановой порошковой проволоки.
Вид поверхности
По виду поверхности сварочная проволока делится на омедненную (маркируется буквой О) и неомедненную. Оба вида изделий позволяют получить аккуратный, прочный и надежный сварочный шов. Они обеспечивают непрерывную работу при небольших расходах присадочных материалов и стабильном горении дуги.
При сварке в защитном газе от сварочной проволоки зависят свойства металла шва и его легирование. При этом важно состояние поверхности электрода. Для его защиты от коррозии применяется медное покрытие.
Дополнительно оно позволяет уменьшить усилие проталкивания проволоки и снизить разбрызгивание металла по сравнению с коррозированными образцами на 30-40 %.
Этот вид изделий применяется для работы с низколегированными и углеродистыми сталями.

Омедненная проволока
Структура
По структуре различают три вида проволоки:
- Сплошная. Используется при автоматической или полуавтоматической сварке, изготовлении электродов. Она может быть стальной, медной или алюминиевой.
- Порошковая. Представляет собой полую трубку, заполненную смесью химикатов, минералов, ферросплавов и руд, которые выполняют те же функции, что и покрытие плавящегося электрода. Проволока может быть самозащитной (маркируется ПС) и газозащитной (ПГ). При работе с первой защитный кокон создает сгорающий флюс. Он имеет три разновидности:
- рутил-органический используется для сварки низкоуглеродистых сталей на малых токах;
- карбонато-флюоритный применяется при работе с низкоуглеродистыми и низколегированными сталями при сборке ответственных конструкций;
- флюоритный флюс занимает среднее положение между первыми двумя.
Газозащитная проволока нуждается в использовании защитного газа. Для нее характерно малое разбрызгивание, легкое отделение шлака, высокое сопротивление к образованию пор.
Самозащитная порошковая проволока применяется для полуавтоматической и автоматической сварки низкоуглеродистых и низколегированных сталей.
Оба вида порошковой проволоки выпускаются в вариантах как общего, так и специального назначения.
Порошковая проволока
- Активированная проволока похожа на порошковую, но содержит значительно меньше флюса. Ее основу составляет стальная проволока Св08Г2С. Применяется для полуавтоматической сварки низколегированных сталей в среде углекислого газа.
Химический состав
По химическому составу различают 6 марок проволоки из низкоуглеродистой, 30 марок – из легированной и 41 марку – из высоколегированной стали.
В качестве легирующих элементов могут выступать азот (N), вольфрам (W), никель (Ni), кремний (Si), алюминий (Al), цирконий (Zr), хром (Cr), ванадий (V), титан (Ti), молибден (Mo), медь (Cu) и ниобий (Nb).
Принята следующая форма маркировки сварочной проволоки:
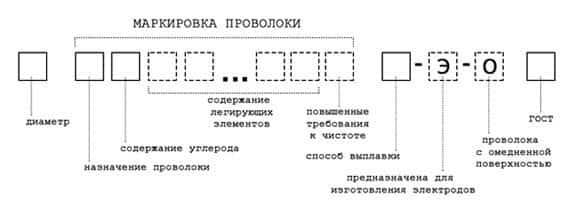
Форма маркировки сварочной проволоки
В ней указывается вся необходимая информация о составе и назначении изделия.
Источник: https://www.Toool.ru/articles/vidy_i_naznachenie_svarochnoy_provoloki.html
Виды сварочной проволоки и область их применения
В настоящее время существует много видов сварочного материала, связанного с разными областями его применения. Одним из видов является сварочная проволока порошковая.
Она представлена очень тонкой металлической трубкой, которая наполнена порошком и включает смесь специальных компонентов. Благодаря этим материалам можно осуществлять сварку без дополнительного применения флюса или инертного газа.
Это связано с тем, что порошок, содержащийся внутри, обеспечивает необходимую защиту.
Применение этого вида проволоки является весьма эффективным, так как повышает производительность, уменьшает расход дополнительных материалов и обеспечивает высокое качество сварочного шва.
Однако, имеются и недостатки, к которым относятся: необходимость в дополнительных подготовительных работах, касающихся зачистки места соединения, и трудности в обеспечении качественного оборудования по подаче проволоки на открытых рабочих площадках.
Кроме этого, отмечается ее чувствительность к механическим повреждениям, таким как загибы и переломы, что делает невозможным ее дальнейшее использование и требуется замена материала. Поэтому, подобный вид сырья применяется главным образом на стационарных производствах.
Следующий вид представлен проволокой сплошного сечения, которая может быть нержавеющей, легированной, низкоуглеродистой, из сплавов меди или алюминия. Процесс сварки проводится с использованием защитных инертных газов или флюса. Каждому виду металла основной конструкции подбирается близкая по составу сварочная проволока, имеющая соответствующие примеси.
В зависимости от вида поверхности, проволока из легированной и низкоуглеродистой стали делится на омедненную, которая используется для сварки ответственных конструкций, и неомедненную.
Первый вариант позволяет обеспечить высокое качество и надежность сварного шва. Подобное покрытие способствует уменьшению разбрызгивания, а следовательно и потере металла.
Кроме этого, оно обеспечивает стабильное горение дуги, что приводит к хорошим характеристикам полученного соединения.
Вне зависимости от того, какой способ дуговой сварки металла применяется, всегда требуется дополнительное сырье. Таким сырьем может служить электрод.
Однако, если ведется монтаж ответственных конструкций, то более целесообразно использовать сварочную проволоку, которая представляет по своей сути электрод, но только высокотехнологический и гибкий.
При этом не надо забывать, что если купить проволоку сварочную без паспорта качества и неизвестной марки, возникает риск получения некачественных соединений. Надежные и прочные конструкции можно получить при использовании проверенных и сертифицированных сварочных материалов.
Источник: https://www.tehnology-pro.ru/vidy-svarochnoj-provoloki-i-oblast-ikh-primeneniya.html





