- Плюсы и минусы ножа из подшипника
- Как сделать нож из подшипника своими руками
- Требующиеся материалы и инструменты
- Подготовка детали к ковке и обработка подшипника
- Отжиг и ковка обоймы подшипника
- Обдирочные и шлифовальные работы с заготовкой
- Перенос контуров с шаблона на клинок
- Заточка и шлифовка
- Закалка и отпуск клинка
- Очистка клинка
- Подготовка накладок и сборка ножа
- Использование подшипниковой стали не по назначению
- Свойства стальных сплавов
- Характеристики подшипниковых сплавов
- Требования к химическому составу
- Компоненты с негативным влиянием
- Выплавка
- Подшипниковая сталь для ножей
- Преимущества и недостатки
- Выводы
- Как восстановить вал наплавкой ручной дуговой сваркой
- Задача! Как и чем наплавить шейку вала, затем на какой станок установить эту “Дуру” для проточки.
- Технология наплавки вала электросваркой
- Как стать профессиональным сварщиком? Интервью за рюмкой чая со сварщиком
- Процесс наплавки вала
- Повреждения подшипников, обусловленные прохождением электрического тока
- Можно ли приварить подшипник к металлу
- Как своими руками сделать пиньяту
- Как сделать на ноутбуке звук громче видео
- На каком варианте съемника подшипников стоит остановиться?
- Как скачать музыку мы бандито на нокиа аша 302 бесплатно
- Как устроен флюгер
- Как правильно приварить петли на гаражные ворота
Русские умельцы ножевого дела, никогда не ищут лёгких путей. Потому что это – для многих хобби и увлечение. Бывает, что из простого занятия, получается настоящий небольшой бизнес.
Но в большинстве своём, для людей это всё же, это отдых и отвлечение от повседневной жизни. Каждый человек, определяет свой досуг сам.
Любители ковать, довольно часто изготавливают свои изделия из необычных вещей, например: нож из подшипника. Очень интересный и непростой процесс.
 Самодельный нож из подшипника.
Самодельный нож из подшипника.
Плюсы и минусы ножа из подшипника
Многие обыватели скажут, что зачем этим заниматься, когда можно пойти в магазин и прикупить себе парочку замечательных клинков. Но мы же, им не указываем, как проводить своё время. Так что если неинтересно, идём на другой ресурс, а здесь будет статья, содержащая в себе немало полезной информации особенно для новичков. Потому что изложение планируется в пошаговом ракурсе.
Мы уже писали о том, что «идеального ножа» на всё случаи жизни, не существует. И это правда, но стремиться к идеалу нужно всегда. Поэтому попробуем выделить положительные и отрицательные стороны клинка из подшипника. Чтобы знать, что получится в результате правильной обработки металла.
Сталь подшипника изначально предназначена для высоких нагрузок, по этой причине она отличается пластичностью и однородностью при нагреве. А в итоге получается изделие с жёсткостью от 61 до 64 единиц по шкале Роквелла. И главное – высочайшая износостойкость клинка.
Как сделать нож из подшипника своими руками
Понятно, что в данном деле без ковки никак не обойтись. Нужно обязательно распрямить обойму изделия. Знатоки таких вещей, разделяются на два лагеря, какую часть лучше выбрать для работы: внутреннюю или внешнюю. Однозначного ответа нет, но многие утверждают, что внутреннее кольцо состоит из лучшей стали. Подкрепляя свои слова, тем, что эта часть несёт на себе большую нагрузку.
Требующиеся материалы и инструменты
У совсем «зелёного» новичка вряд ли есть необходимый инструмент, поэтому им нужно обзавестись. Что-то можно изготовить самостоятельно, а другое только купить.
Но опять же, покупной инструмент позволительно заменить аналогичным более простым, но увеличится время изготовления.
Если нет в планах, заниматься кузнечным и ножевым делом, покупать что-либо, конечно, бессмысленно, если только мелочи. Материалы потребуются следующие:
- подшипник, желательно в разобранном состоянии;
- деревянный брусок, для изготовления рукояти;
- стержни для заклёпок, лучше из латуни;
- эпоксидный клей или похожий по свойствам заменитель;
- масло или воск для пропитки рукояти;
- малярный скотч, листок бумаги, карандаш, маркер.
 Кухонный нож из подшипника.
Кухонный нож из подшипника.
С материалами не очень сложно и всё доступно. А вот что касаемо инструмента, обратите внимание, как уже говорилось выше, если не найдётся профессионального, пробуйте заменить на более доступные варианты. Их мы также укажем для ясности:
- металлические тиски, зажимы, струбцины;
- УШМ (болгарка) с набором различных дисков;
- горн или муфельную печь, которую можно изготовить самостоятельно;
- сверлильный станок или дрель с набором свёрл;
- бумага наждачная разной зернистости;
- полировальная машина, можно УШМ с полировочным кругом;
- духовой шкаф газовой плиты, для отпуска металла;
- наковальня и два молота разного веса, один – 6 кг, второй – 1,5-2 кг;
- ленточная шлифмашина или опять УШМ с абразивным кругом;
- электролобзик или просто ножовка с мелкими зубцами;
- сварочный аппарат;
- комплект для травления или гравёр (это по желанию).
Большинство этих предметов можно заменить аналогами. Что касается муфельной печи и горна, эти хитрые конструкции можно изготовить своими руками (читайте в статье «Закалка ножа в домашних условиях»).
Подготовка детали к ковке и обработка подшипника
Допустимы к изготовлению ножа из подшипника, любые экземпляры с рабочих машин и двигателей. Если он достался вам в собранном состоянии, самым лучшим способом получить из него заготовку, будет распил «болгаркой». Для этого зажимаем изделие в тиски и при помощи УШМ делаем разрез под углом.
Это делается для одной простой цели, в будущем будет проще ковать остриё и носик клинка. Затем при помощи слесарных инструментов, требуется разогнуть, насколько получится верхнюю обойму. Внимание! Ни в коем случае не стучать молотком, иначе загубите деталь, не начав с ней работать. Вынуть все ненужные части и можно приступать к следующему этапу.
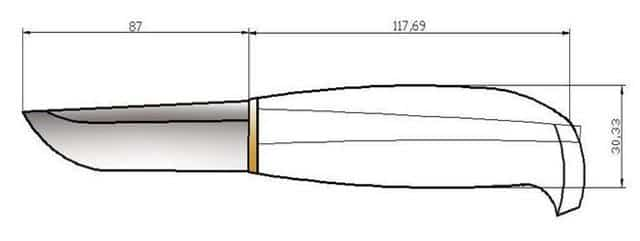
Для полноценной работы, тем более для новичков, обязательно надо сделать эскиз на бумаге будущего клинка. Учесть толщину заготовки и её длину, вернее, то что в результате должно получиться. Чертёж должен содержать в себе всю информацию по размерам, в том числе и рукояти.
Отжиг и ковка обоймы подшипника
В верхней обойме подшипника чаще всего используется сталь ШХ15, но для точных характеристик, можно воспользоваться справочниками. Маркировка металла иногда присутствует на самих изделиях. Соответственно каждая марка стали ведёт себя по-разному во время ковки и закалки. В наш эксперимент попал экземпляр именно тот, что указан выше.
 Подшипник для изготовления ножа.
Подшипник для изготовления ножа.
Такую сталь, нужно подвергать обязательному отжигу, процесс происходит таким образом. В соответствии со справочником, буквы «ШХ», обозначают – подшипниковую сталь с легированием хромом. Отжиг её производится при температуре 800 °С, со снижением её со скоростью 10-20 град/час. Вся эта информация свободно доступна в интернете, пользуйтесь обязательно.
Многим людям, плохо знакомым с ковкой, будет сложно работать с кузнечными клещами. Для упрощения этой задачи к заготовке приваривается пруток. Деталь укладывается в печь и разогревается до 900-1100 °С, выглядеть она будет темно-жёлтой. Но лучше пользоваться лазерным термометром. Если его нет, пробуем сталь магнитом, заготовка не магнитится – значит, разогрев достиг определённой точки Кюри.
При достижении этого значения можно постепенно начинать ковку. Для начала маленьким молотом аккуратно выпрямляем деталь. Всегда контролируйте температуру, лучше подстраховаться и нагреть её, чем на холодную просто разрушить. Следующим приступает к работе большой молот. Проковку нужно выполнять по всем правилам:
- несильными ударами молота, с середины детали «сгоняем» метал в сторону, формируя, таким образом, спуски;
- работа над остриём, немного отличается от общего принципа, носик клинка аккуратно подгоняем к острию;
- обязательна оттяжка заготовки по длине для хвостовика;
- выполнив всё верно, обух будет не более 2 мм.
Вдруг вам вообще не захочется ковать, достаточно просто выпрямить деталь, и остальное можно сточить на шлифовальной машине. Но учтите, потеря в ширине и длине клинка, и сам процесс ковки придаёт металлу дополнительную жёсткость.
По окончании ковочного процесса обязательно требуется провести «нормализацию» стали. Нагреваем заготовку до 900 °С, вынимаем из печи и оставляем на воздухе остывать.
Обдирочные и шлифовальные работы с заготовкой
Всё, что было выполнено в процессе ковки, можно назвать «черновой» работой. Теперь предстоит привести деталь в соответствующий вид. Срежьте при помощи УШМ пруток. На шлифовальном станке, или ленточной машине не сильно прижимая, аккуратно нужно снять весь нагар с металла.
Перенос контуров с шаблона на клинок
Дошло дело и до эскиза, который мы выполняли в самом начале. Может случиться так, что чертёж не совпадёт с реальностью. Грустить, тут нет смысла, ведь это черновой вариант. Его надо вырезать и приложить на клинок, а есть смысл, даже приклеить на время любым бумажным клеем.
 Чертеж ножа для изготовления из подшипника.
Чертеж ножа для изготовления из подшипника.
Теперь деталь можно закрепить в тиски, и при помощи «болгарки», абразивным кругом доводим клинок до нужного вам вида, попутно, срезая все задиры и неровности. Единственным минусом может быть, металл нагреется, и бумага сгорит. Поэтому прежде чем её приклеивать, надо процарапать все контуры с эскиза. Задача не из лёгких, но это просто необходимо.
Во время вырезания образа клинка нельзя допускать перегревания детали, даже небольших участков. Поливайте водой заготовку. По окончании работ можно переходить к следующему этапу.
Заточка и шлифовка
В самом начале изготовления ножа вы должны были задуматься: для каких целей он создаётся. Так как заточка для каждого типа изделия абсолютно разная. Но первым делом нужно вывести спуски.
Заострять внимание на них не будем, но запомните: главное в спусках – это симметричность. Только после их выведения, можно приниматься за заточку клинка, но сначала шлифовка.
Её можно производить на шлифмашине или при помощи УШМ со специальным кругом. Затем в хвостовике просверливаются два-три несквозных отверстия для крепления рукояти.
Во время закалки может случиться неприятность, если просверлить отверстия полностью.
Закалка и отпуск клинка
Очень важный момент, особенно для новичков. Согласно справочнику, температура закалки стали — 830 °С. Разогреть печь, до заданной отметки поможет термометр. Если его нет в наличии, следует воспользоваться одним из способов:
- самый простой и распространённый, проверять магнитом, как только не «прилипает» клинок к нему – цель достигнута;
- следующий очень интересный, посыпать деталь солью, её отметка плавления в 800 °С, значит осталось ещё немного;
- и способ для «прожжённых» профессионалов – цвет заготовки становится светло-красный.
Все способы действенны, но точнее термометра нет ничего. А в данном случае очень важна точность. Нагрев до нужной точки, клинок вынимается и опускается в масло с выдержкой 1 минута на 1 мм толщины изделия. Масло можно использовать практически любое: растительное, минеральное, машинное отработанное или трансформаторное.
 Закалка лезвия ножа.
Закалка лезвия ножа.
Предварительно его нужно подогреть до 50 °С, это необходимо для хорошего обволакивания погружаемого изделия. Производя такие работы, будьте аккуратны, наденьте защитные очки и перчатки, есть вероятность разбрызгивания масла. Не нужно шевелить клинком, когда он находится в погружении.
После охлаждения заготовки пришёл момент для отпуска стали. Процедура ослабит напряжение в структуре кристаллической решётки металла, возникшее при ковке и закалке. В справочнике указанна температура в 150 °С и время 1,5 часа. Разогрев духовой шкаф кухонной газовой плиты, помещаем туда клин на нужное время.
Очистка клинка
После всех проведённых манипуляций, грубой очистки на гриндере, на клинке останутся тонкие, мелкие царапины. Убирать их надо вручную используя наждачную бумагу. Обрабатывать нужно начиная с зерна 400 перпендикулярно царапинам. Затем переходим к 600-ому зерну и заканчиваем 800-ым.
Подготовка накладок и сборка ножа
Материалов для изготовления рукояти, довольно широкий выбор: различные металлы, пластмассы, кожа, обмотка бечёвкой и прочие варианты. Но многие мастера любят работать именно с древесиной, она часто подчёркивает уникальность клинка и его красоту.
 Подготовка накладок для ножа.
Подготовка накладок для ножа.
Принцип накладной рукояти довольно прост, и надёжнее, чем другие способы крепления. После отпуска металла можно насверлить отверстия в хвостовике окончательно. А также приготовить брусок:
- Примерить к хвостовику, разметить и придать форму близкую к его размерам.
- Зажав деталь в тиски, разрезать вдоль, строго пополам;
- Для устранения зазоров внутренние части половинок ошкуривают наждачкой.
- Делается разметка в соответствии с отверстиями на хвостовике, и насверливаются в дереве.
- Следующим этапом, можно поступить по-разному, проще всего заклепать ручку клёпками.
- На точильном станке или гриндере обработать рукоять окончательно, под нужную форму вместе с хвостовиком.
- В заключении дерево обрабатывают наждачкой с мелким зерном и пропитывают специальными масляными растворами или покрывают лаком. Зависит от сорта древесины.
Для доведения дела до окончательного варианта можно смастерить ещё и ножны. Но это уже другая и довольно обширная тема. Весь описанный процесс, для новичка может показаться очень сложным.
Но люди, занимающиеся этим постоянно, изготавливают такие ножи, словно на конвейере. Так что не расстраиваться при случайных ошибках, продолжать работать, пробовать. И результат не заставит себя долго ждать.
Удачи в начинаниях!
Использование подшипниковой стали не по назначению
Подшипниковые стали распространены в различных сферах промышленности. Несмотря на то, что стальные сплавы называют подшипниковыми, их применение неограниченно. Подшипниковая сталь отличается высокой износостойкостью и качественностью и может использоваться в сферах, где на детали будут оказываться серьезные нагрузки.

Свойства стальных сплавов
Исходя из названия можно сразу догадаться, что подшипниковые марки стали нужны для производства шариков для подшипников, колец, роликов и других разнообразных деталей, на которые оказывается повышенная нагрузка.
Стали с повышенным количеством углерода:
- Сплавы, предназначенные для эксплуатации при высоких температурах и агрессивных средах. К таким сталям выдвигают повышенные требования, поэтому они должны характеризоваться устойчивостью к нагреву и коррозии.
- Стальные сплавы для функционирования в стандартных условиях. Металл может использоваться в различных отраслях. Сплавы имеют в составе хромомарганец, хром, молибден, кремний.
К популярным подшипниковым сплавам можно отнести стали следующих марок: 11Х18М-ШД, ШХ15, 95Х18-Ш, ШХ20СГ, 8Х4М4ВФ1-Ш. Буквы ШД в маркировке стального сплава значит, что сталь изготавливалась при помощи вакуумно-дуговой переработки. Буква Ш означает, что при производстве данных сплавов использовалась электрошлаковая технология.
Основные характеристики металлических сплавов очень схожи с химическим составом стали из инструментальной группы.
Характеристики подшипниковых сплавов
Шарико-подшипниковая сталь, которая используется для изготовления подшипников качения, регулярно испытывает знакопеременные нагрузки. Повторяющиеся давление на любую зону колец роликов либо шариков становится причиной создания локального напряжения.
Напряжение периодически может достигать 500 кгс/см2, из-за чего может появляться несущественная деформация изделия качения. С первого взгляда может показаться, что ничего страшного не произошло, но так как напряжение воздействует на подшипник регулярно, то спустя какое-то время на нём появляются трещины.
Также во время эксплуатации подшипники существенно изнашиваются, поэтому на них появляются участки с истиранием. Износ обусловлен наличием напряжений и трения в процессе эксплуатации. В процессе эксплуатации могут откалываться небольшие частички, которые выполняют роль абразива, что приводит к преждевременному износу вследствие абразивного истирания.

На факторы истирания детали влияют следующие факторы:
- химические характеристики среды, где эксплуатируется деталь;
- качество сборки самого изделия;
- количество абразивных частиц в изделии.
Если деталь эксплуатируется в очень активном режиме, то элементы конструкции могут изнашиваться гораздо раньше, чем поломка произойдет по причине усталостных деформаций. Если на подшипники оказываются комбинированные нагрузки, то срок эксплуатации стали существенно уменьшиться.
Так как все элементы постоянно находятся в непосредственном контакте друг с другом, то обязательным условием при производстве подшипниковых сталей является исключение из их состава посторонних примесей.
Важно, чтобы сплав был однородным, так как небольшие изменения в материале станут причиной того, что в процессе эксплуатации возникнут трещины и другие повреждения. Все подшипниковые стали должны обладать незначительной хрупкостью и характеризоваться высокими показателями сопротивления усталости в металлических сплавах.
Также исходя из сферы применения сплавы должны быть устойчивыми к механическому износу и характеризоваться прочностью.
Требования к химическому составу
Подшипниковые стали имеют в составе определенные легирующие компоненты:
- кремний;
- серу;
- углерод;
- марганец;
- хром;
- медь;
- фосфор;
- никель.
В зависимости от марки стального сплава все эти компоненты содержаться в определенных пропорциях. Если в сплаве ШХ15СГ содержится кремния 0,4-0,65%, а углерода — 0,95-1,05, то в стали ШХ15 кремния — 0,17-0,37%, а показатели углерода находятся в тех же пределах.
Немалое количество углерода, которое содержится в подшипниковых сталях, обеспечивает сплавам хорошую износостойкость в процессе эксплуатации. Также именно углерод влияет на прочность деталей после нагрева.
Термообработка способствует стабильности геометрических параметров изделий при эксплуатационной температуре свыше 100 градусов.
Хоть термообработка и обеспечивает стабильность, но снижается твердость стальных сплавов.
Марганец и хром, которые добавляются в подшипниковую сталь, обеспечивают сплавам повышение истироустойчивости и твердости.
Такой компонент, как молибден, добавляется в подшипниковые сплавы для обеспечения готовым изделиям долговечности. Несмотря на то, что большинство добавок обязательны, их количество играет очень большую роль. Чрезмерное количество может оказать негативное влияние, нужно соблюдать пропорции при производстве стали.

Компоненты с негативным влиянием
- Медь. Данный элемент хоть и увеличивает прочность готовых слов, но при избытке может стать причиной появления трещин и надрывов.
- Фосфор. Компонент способен уменьшать прочность на изгиб и делать материал хрупким.
Если добавлять вещество в определенном количестве, то повышается восприимчивость стали к нагрузкам динамического характера.
- Азот, олово либо мышьяк. Данные компоненты даже при наличии в тысячных долях процента могут стать причиной раскрашивания металла.
- Никель.
Если сталь имеет избыточные показатели никеля в своём составе, то твёрдость может существенно быть снижена.
- Сера.
Хоть нет однозначного мнения по данному компоненту, но отечественные производители стали не используют серу выше 0,15%, так как излишки компонента делают деталь склонной к быстрому усталостному разрушению.
Выплавка
Основным способом производства подшипниковых сталей является изготовление их в электродуговых печах. Около 90% сплавов производится именно данным способом. Оставшиеся 10% переплавляются в мартеновских печах. Такие способы производства обусловлены особенностями при переплавке сталей и доступности определенного оборудования.
В мартеновских печах подшипниковые сплавы изготавливаются при помощи активной плавки либо восстановление кремния. Эти два способа позволяют добиться нужных характеристик металла.
В случае активной плавки происходит добавление нужных компонентов. К ним относится известняк, руда и остальное. Стоит учитывать, что данная схема делает потенциал кремния в окислительном плане очень высоким.
Также ограничивается его восстановление и увеличивается подвижность шлака в жидком состоянии.
Изготовление подшипниковых сплавов по восстановительной технологии предполагает добавление различных компонентов непосредственно в процессе плавки.
В таком случае кремнезем насыщает шлаковый расплав во время роста температуры плавления стали. У шлака повышается вязкость, кислород начинает проходить сквозь него в очень медленном режиме.
При проведении плавки происходит фиксация процесса, когда начинается восстановление кремния.
Плавка в электродуговых печах происходит по двум основным технологиям:
- обработка стали синтетическим шлаком, который готовится в ином устройстве;
- обработка сплавов шлаком, получаемым непосредственно в печи.
Обе технологии допускают использование свежей шихты либо переплавленные материалы. При применении шихты для переплавки понадобится около 4,5% стальных отходов, 20% чугуна и 75% различных отходов черного металла.
Готовые металлические сплавы раскисляют при помощи первичного алюминия. При использовании технологии переплавки понадобится 70-100% подшипниковых сплавов.
Раскисление таких металлов происходит при помощи кусков алюминия.
Дополнительная обработка стальных сплавов происходит при помощи электроннолучевого, электрошлакового, либо дугового переплава. Благодаря дополнительной обработки из подшипниковых сплавов удаляются различные посторонние добавки, которые являются неметаллическими. Также удаляются разнообразные газы.

Подшипниковая сталь для ножей
Подшипниковые сплавы также нередко используются для производства ножей и других бытовых предметов. Чаще всего для производства ножей используется низколегированная хромистая сталь под маркой ШХ15.
Она характеризуется повышенной твердостью, хорошей износостойкостью, устойчивостью к ржавчине. Также стальной сплав характеризуется хорошей устойчивостью к различным температурным обработкам. После термообработки повышается твердость стали, но сохраняется пластичность и вязкость металла. Закалка ножей из подшипниковой стали происходит при температуре 825-855 градусов.
Преимущества и недостатки
Достоинства сплавов:
- однородную структуру;
- повышенную выносливость;
- хорошую податливость;
- высокая твердость;
- износостойкость;
- устойчивость к смятию;
- возможность создания тонкой кромки при заточке.
Готовые изделия из подшипниковых сплавов служат не одно десятилетие даже при интенсивном использовании.
К недостаткам относят трудную заточку. Подшипниковая сталь ШХ15 хоть и является достаточно универсальной и недорогой, но при ковке мастером требует повышенной внимательности и аккуратности. Особенности заточки лезвия будут сопровождать клинок в течение всего времени эксплуатации.

Выводы
Подшипниковые марки стали характеризуются хорошими эксплуатационными параметрами и подходят для изготовления не только изделий по назначению, но также и различных других.
Универсальность сплавов и их высокая износостойкость обеспечивает им длительный срок пользования даже в весьма агрессивных средах.
При выборе подшипниковых сплавов для изготовления изделий различных изделий очень важно учитывать особенности эксплуатации готовых деталей и их спецификацию.
Используемая литература и источники:
- Технология металлов и других конструкционных материалов / В.М. Никифоров. — Москва:РГГУ, 2006.
- Повышение способности металлов к пассивации применением комплексных добавок / Е.И. Тупикин. — М.: АСВ, 2009.
- Обработка конструкционных материалов / Е.Н. Тронин. — М.: Высшая школа, 2004.
Как восстановить вал наплавкой ручной дуговой сваркой
Опубликовано RB в 09.02.2020
Капитальный ремонт, разборка большого механизма-дымососа с рабочим колесом 3000 мм.
При дефектации посадочных мест вала выявлено, что эти самые места не соответствует размерам чертежа, а проще говоря, внутреннюю обойму подшипника (диаметр вала 180 мм) провернуло на валу.
Нам как ремонтникам необходимо восстановить посадочное место подшипников на двух таких валах. 
Вал дымососа это толстостенная труба длиной восемь метров и диаметром 400 мм. По его концам приварены цапфы для опор подшипников качения.
Задача! Как и чем наплавить шейку вала, затем на какой станок установить эту “Дуру” для проточки.
Как обычно ставим задачу с известными и неизвестными.
Что мы имеем:
- Обязательства перед заказчиком на ремонт его оборудования в установленные сроки.
- Вал длиной 8 метров который не установить не на один наш станок в токарном цехе.
- Материал вала-плохо свариваемая высокоуглеродистая сталь 45
Какие вопросы необходимо решить для выполнения обязательств?
- Найти фирму по восстановлению валов и проточке подобных деталей.
- Постараться разработать свою технологию и произвести наплавку ручной дуговой сваркой (на другие способы наплавки в нашей конторе нет оборудования и специалистов)
- Решить финансовые вопросы по транспортным расходам с заказчиком.
Сложность восстановления электросваркой валов из таких сталей в том, что необходим предварительный и сопутствующий подогрев наплавляемой детали во время наплавки. Затем после окончания наплавки требуется высокотемпературный отпуск.
Еще есть опасность, что при неправильной технологии наплавки шейку вала загнет (поведет) от неравномерного прогрева металла.
Технология наплавки вала электросваркой
- Итак, посовещавшись, решили своими силами наплавить шейки вала ручной дуговой сваркой.
- Технологию наплавки проработали на основании технологии восстановления арматуры высоких параметров. ГОСТа 33258 — 2015 и СТ ЦКБА 053-2008
- Рекомендуемая технология наплавки вала дымососа на основании ГОСТа 33258 — 2015 и СТ ЦКБА 053-2008
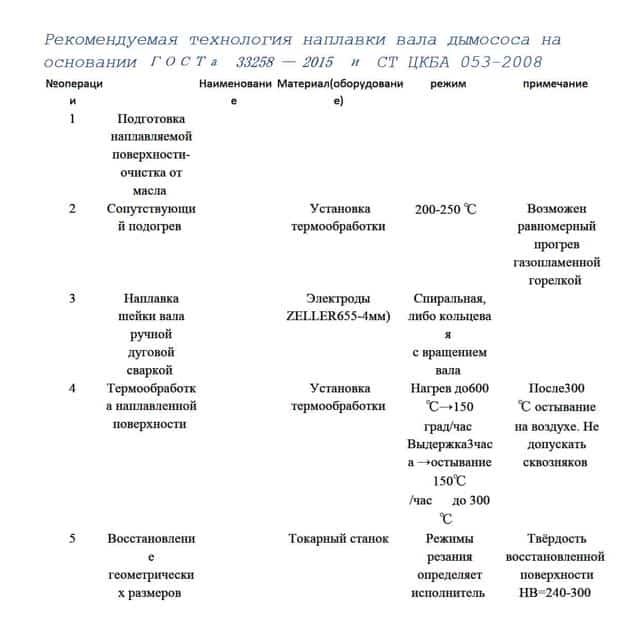
Долго решали какими электродами производить наплавку, остановились на немецких электродах ZELLER 655-4мм. Это качественные электроды, предназначенные для наплавки различных сталей, в том числе плохо свариваемых и даже с неизвестным составом.
Как стать профессиональным сварщиком? Интервью за рюмкой чая со сварщиком
Вовочка с отцом идут по улице. Мальчик спрашивает у папы: «Ой, а что делают эти дяди?». Отец отвечает: «Они варят трубу». Вовочка спрашивает: «А что, труба вкусная?» Анекдот. Интервью со сварщиком за рюмкой чая Сегодня (за бокалом чая) разговор с моим товарищем Андреем. Мы давно с ним знакомы. Нравится
Процесс наплавки вала
Приступая к наплавке шейки вала выявляется проблема -электроды к металлу вала не прилипают, а просто вскипают как будто это и не металл. Анализ материала показал присутствие различных легирующих элементов, вроде как должно вариться. Оказалось, что когда-то ранее вал уже восстанавливался способом порошковой наплавки, а по метало порошку варить просто невозможно.
Пришлось пару смен сдирать вручную слой в 5 мм с помощью болгарок. После чего:
-
-
- Наплавляем шейки с подогревом и проводим термическую обработку с помощью установки термообработки стыков, валов у себя в ремонтном цехе. Наплавляет один или два квалифицированных сварщика в шахматном порядке. При этом постоянно проворачиваем вал в опорах для того,что бы его не прогнуло от разности температур
-
 2. Отправляем валы на проточку на завод, в соседнюю область.
2. Отправляем валы на проточку на завод, в соседнюю область.
После наплавки и термообработки получили твердость поверхности по HB=190, что вполне всех устроило.
После токарной обработки,валы доставили к месту установки . Установили на них подшипники и рабочие колеса дымососов. Заказчик удовлетворен выполненной работой.
После установки рабочих колес произвели их статическую балансировку, о которой напишу в другой статье.
Оставьте комментарий,критику, как на вашем производстве восстанавливают валы?
Повреждения подшипников, обусловленные прохождением электрического тока
Если электрический ток проходит через подшипник от одного кольца через тела качения к другому кольцу, то возникают повреждения подшипника. В местах перехода процесс подобен электродуговой сварке.
Материал подшипника при этом нагревается до температуры отпуска и даже плавления. При этом образуются окрашенные области различной величины, в которых материал отожжен и снова закален, а иногда даже оплавлен.
В местах, на которых металл был оплавлен, могут также возникать маленькие лунки.
Прохождение электрического тока часто приводит к рифлению дорожек качения, т.е. образованию бороздок на дорожках качения. То же происходит с роликами, в то время как шарики только изменяют свой цвет (темнеют).
Повреждения от прохождения электрического тока и повреждения от вибрации иногда трудно различимы. Признаком, указывающим на прохождение тока как причину повреждения, является потемнение бороздок, в отличие от блестящих или ржавых бороздок, возникающих при вибрациях.
Другим отличительным признаком является то, что при «ложном бринеллировании» повреждения на телах качения отсутствуют. Как переменный, так и постоянный ток обуславливают повреждения подшипников даже при слабой величине тока. При этом не вращающиеся подшипники повреждаются меньше, чем вращающиеся.
Размеры повреждений зависят от следующих факторов: сила тока, продолжительность воздействия, нагрузка на подшипник, частота вращения, смазывающий материал.
Единственная возможность избежать повреждений описанного вида — предотвратить прохождение электрического тока через подшипник.
Картина явления:
- темно-коричневые или серо-черные бороздки или лунки на дорожках качения и роликах;
- шарики темнеют;
- иногда наблюдаются зигзагообразные прижоги на дорожках качения шарикоподшипников;
- местные прижоги на дорожках и телах качения.
Причины:
- прохождение электрического тока через подшипник.
Решение:
Другие материалы банка решений:
Можно ли приварить подшипник к металлу
Есть мнение, что подшипники приваривать нельзя. Даже не столько нельзя, сколько это моветон. Ну примерно как купить поршкайен и поехать на нем грязь месить. И вдруг натыкаюсь я на сайте одних известных питерских товарищей, производящих разное суовое оборудование, на эту компрометирующую фотографию, на которой ажно два приваренных подшипника за раз фигурируют))
2. Собсно подшипники эти используются при создании вот таких дверей с задрайками:
3. Все задрайки приводятся во вращение центральной рукояткой через цепь, похожую на велосипедную:
6. Пантографические двери:
7. Пантографические двери прикольные и модные, но у них есть существенный недостаток- они нехило жрут место как внутри, за счет пантографа, так и снаружи, за счет неполного прилегания двери к стене:
8. Пантографическая дверь:
Такая пантографическая дверь стоит в районе 250 тысяч рублей, если мне не изменяет память. Вполне можно сделать самому, вот только параход недостаточных размеров для таких дверей))
Как правильно приварить петли на ворота. В чём отличие типов петель, какие навесы лучше использовать. Инструкция по сварке, рекомендации по выбору материала и технике безопасности/5(47). Перейти к публикации Можно ли использовать стойки от авто для штампа Работы по металлу.
Библиотечка пионера «Знай и умей». Л., «Детская литература», г. Ушки нужно приварить к гайке в собранном виде, то есть их нужно притянуть болтом к каждой из лапок и потом приложить лапку с зажатыми ушками к гайке и приварить сваркой.
Можно вырезать буквы, обозначающие стороны света, и приварить их к концам полос либо просто окрасить концы в разные цвета (традиционно север делают красным, юг — синим). Как приварить петли на ворота. Технология приваривания петель на ворота. Советы по привариванию петель, обзор sasukli.
чайнаясова.рф для ворот – это металлическое устройство, посредством которого ворота прикрепл.
Съемник для подшипников является неотъемлемым инструментом при ремонтировании любого вида автомобиля либо другого транспортного средства. Без этого предмета не представляется возможным осуществить правильную и быструю замену подшипников.
В сегодняшнем материале вы узнаете о нескольких видах съемников подшипников, как сделанных своими руками, так и выпущенных производством, с помощью которых вы сможете быстро и надежно снять подшипник.
Как своими руками сделать пиньяту
Но перед тем как, начать описывать какие типы съемников бывают, правильным будет рассказать о самом процессе снятия подшипников.
Бывает два типа ремонта, в которых подшипник снимают с вала для того чтобы его поменять если вдруг он износился , либо необходимо заменить изношенную деталь которая находится на валу под подшипником например шестерню.
Ведь очень часто бывает, что сам подшипник не изношен, а вот деталь, которая находится под ним требует ремонта или замены на новую.
И как уже мы говорили, если изношена шестерня, то чтобы ее заменить необходимо, снять подшипник. А если еще подшипник не изношен, то стягивать его нужно аккуратно чтобы не повредить, в особенности, если он фирменный, очень качественный и цена его не совсем дешевая.
Ну а чтобы не повредить подшипник в работе, для этого и требуется съемник. Для снятия подшипника с вала нужен подшипник , у которого лапки будут оказывать давление на внутреннюю обойму, а не на сепаратор с шариками и наружную обойму.
Конструкция у такого съемника должна быть такой, чтобы форма лапок либо другой давящей части при стягивании подшипника оказывала давление на внутреннюю обойму, но не на другие элементы.
Если этого не учесть, то произойдет следующее. При снятии подшипника давление, исходящее от съемника на наружную обойму или сам сепаратор, сместит наружную обойму по отношению к внутренней.
Модуль зажигания вместо трамблера
И следствием такой работы будет недолгая служба такого подшипника.
Вот если ваш съемник сделан, так что при работе с ним он давит не на внутреннюю часть, а на сепаратор, в этом случае подшипник следует снимать так, чтобы создавалось давление на шестерню, которая в свою очередь будет оказывать давление на внутреннюю обойму. А если вы собираетесь заменить этот подшипник, то конструкция съемника может быть разной, давить можно уже на любую его часть лишь стянуть, только чтобы не нанести урон самому валу.
Надеемся, что эта информация для вас понятна и теперь соответственно мы можем переходить к самим съемникам. Вы узнаете о нескольких заводских съемниках, а также о съемниках, которые можно сделать своими руками.
Естественно все описать не возможно, но о самом главном вы узнаете.
На автомобильном рынке существует большой выбор заводских съемников, как и от приличных производителей, так и от мелких фирмочек, изготавливающих съемники иногда из не совсем прочных материалов.
Безусловно, чем качественнее съемник и хороший производитель, тем дороже будет стоить инструмент. Но перед тем как идти в магазин или на рынок за съемником, необходимо определиться на том, для чего он вам нужен, для стягивания подшипника и замены детали находящейся под ним, либо для замены самого подшипника.
А вот если вам нужно чтобы подшипник остался в целости и сохранности, то следует покупать такой съемник, который давит только на внутреннюю обойму. Съемников, которые произведены на производстве и которые давят на внутреннюю часть, существует очень мало в продаже.
Опишем несколько вариантов заводских съемников, которые направлены именно на снятие подшипника:. При работе с таким съемником если по возможности есть расстояние между подшипником и другим элементом около двух миллиметров , необходимо на проточки положить разрезанные С-образные части тонкой шайбы, толщиной около одного миллиметра – будет хорошо, если вы прихватите сваркой или приклеите.
Сделав это, вы точно будете уверены, что съемник будет оказывать давление на внутреннюю часть.
Своим таким расположением лапок, съемник оказывает давление на внутреннюю обойму подшипника, не портя при этом сепаратор или наружную обойму.
Такие лапки на обычном лапчатом съемнике, возможно, сделать самому, наплавив на них электросварным аппаратом металла, а потом наплавленные кончики обработать с помощью болгарки.
Но вот если вы собрались менять сам подшипник, то вам подойдет любой из съемников, который оказывает давление на наружную обойму, опишем несколько таких инструментов:.
Следует выбирать более универсальный инструмент, у которого лапки можно подстроить под любой диаметр подшипника. В таком варианте съемника лапки стягиваются двумя винтами.
Это очень комфортно, так как иногда случается, так что лапки съемника разъезжаются, а при помощи этих дополнительных винтов их можно поджать.
Некоторые используют проволоку для стягивания, но и в такой ситуации есть выход.
Можно конечно и самому приварить на лапки гайки для стягивающих винтов. Вот такой метод будет намного эффективнее, чем использование проволоки.
Нужно знать, что если лапки в съемнике сделаны правильно, то они не будут расходиться даже при больших нагрузках. Но такая конструкция будет тоже весьма полезна.
Существует еще один заводской съемник, у которого есть зажимающий винт и поджимное устройство.
Как сделать на ноутбуке звук громче видео
Такое устройство также можно сделать на простом съемнике при желании. Следующий съемник, о котором пойдет речь, это съемник с наборами шайб.
На каком варианте съемника подшипников стоит остановиться?
Такие наборы очень удобны. Но у такого набора есть один недостаток это высокая стоимость. В основном давление такие съемники оказывают на внутреннюю обойму, поэтому их целью является стягивание подшипника для замены на новый.
Но существуют наборы, у которых давление идет на наружную часть. Плюсом такого набора является то, что шайбы можно выточить и самому необходимого диаметра.
Зил 131 не заводится
Но бывает так, что расстояние между деталью и подшипником слишком мало и лапки или разрезанную шайбу туда просунуть не получится, чтобы давление шло именно на внутреннюю обойму.
Как говорилось ранее, можно сделать так чтобы давление шло не на обойму, а на шестерню, которая та в свою очередь будет давить на внутреннюю обойму.
Бывает так, что расстояние между подшипником очень мало, а сама деталь не съемная например, якорь генератора , то тут уж подшипник нужно снимать только за наружную обойму, правда в таком случае он снимается только для его заме ны.
И наконец, последний заводской съемник, который мы опишем. Этот инструмент характеризуется высокой конструкционной жесткостью, эффективностью и долговечностью.
У этого съемника только один минус это его не универсальность, так как он рассчитан только на некоторых диаметров наружной части подшипника. У кого есть желание, а также возможность выхода в токарную и фрезерную мастерскую, можно сконструировать любой съемник, и даже его усовершенствовать.
Но не у многих есть такая возможность и ниже вы узнаете, как самому сделать съемник в своем гараже.
Но у кого есть знакомые с фрезерной или токарной мастерской, всегда можно попросить сделать такой инструмент, даже лучше заводского, применяя при этом самые лучшие материалы, которые отличаются высоким качеством, прочностью и износостойкостью. Существует множество вариантов сделать съемник вручную, однако при использовании мастерских их количество увеличивается.
Но все же ниже мы расскажем вам три способа изготовления съемника вручную в гаражных условиях. Этот способ основан на принципе мощной струбцины.
Как скачать музыку мы бандито на нокиа аша 302 бесплатно
Основой такого съемника является скоба, которую можно вырезать при помощи болгарки, либо газовым или плазменным резаком, из металлического листа толщиной около 20 миллиметров.
Следующий элемент такого съемника это винт, резьба которого должна быть около миллиметров, если его резьба будет больше, то тогда скоба должна быть сделана из более толстого листа. Если у вас нет листа, то вместо него подойдет кусок швеллера.
Но лучше всего будет лист, так как он обладает более жесткой конструкционной жесткостью.
После того как вы сделали скобу, по середине необходимо сделать отверстие, это для винта. Затем необходимо нарезать резьбу.
Естественно у винта должна быть такая же наружная резьба, как у скобы внутренняя. Конец винта необходимо заточить в форме конуса, либо к концу винта электросваркой прихватить шарик, это нужно для того чтобы при снятии подшипника с вала, торец вала не повредился, а также винт съемника не будет сходить с торца вала.
Эту шайбу нужно будет приварить к нижней части скобы. Это нужно делать только в том случае, если скоба у вас сделана из листового металла, а не из швеллера. Шайбу лучше всего брать потолще, так как она может не выдержать определенную нагрузку. Но и очень толстая шайба также не подойдет, потому что она может не поместить в зазор между деталью и подшипником.
Вырез в шайбе должен быть таким, чтобы соответствовал диаметру вала, с которого вы будете снимать подшипник.
Для того чтобы при первой же работе со съемником не произошло его поломки, то нужно сделать так чтобы шайба упиралась только во внутреннюю часть подшипника.
Для этого делаем буртик еще одной приваркой, но уже с более тонкой шайбы, у которой наружный диаметр такой же, как и внутренний диаметр обоймы подшипника.
Как устроен флюгер
В этом случае упор при усилии и стягивании будет именно этой шайбой во внутреннюю часть подшипника. Главным элементом такого съемника является стальная труба может подойти и водопроводная , диаметр которой должен быть немного больше наружного диаметра обоймы. Первое что мы делаем – это отрезаем кусок трубы необходимой длины.
Длина зависит от длины болта либо винта, который вам будет нужен. Потом необходимо вырезать кусочек трубы болгаркой. После этого в вырезанной части трубы нужно сваркой приварить ранее обговариваемую С-образную шайбу.
Настройка эквалайзера на чистый звук пионер
А с другой стороны нужно приварить гайку с внутренней резьбой, такой же, как и у вашего болта или винта. Как стало понятно такой тип съемников для подшипников подойдет лишь для определенного диаметра подшипников.
Положительной стороной таких съемников является то, что они дешевы в изготовлении, материалы легкодоступны, а значит, их можно сделать любое количество под необходимые вам диаметры.
Как правильно приварить петли на гаражные ворота
Съемник, для подшипников, который мы будем описывать, наиболее универсален, и по конструкции он наиболее прост. Плюсом такого съемника является то, что его можно применять не только для стягивания подшипников, но и разных шестерен, шкифов и других элементов.
Но вот в изготовлении он немного сложнее, чем предыдущие. Для начала необходимо вырезать из металлического листа толщиной не менее 10 миллиметров лапки для съемника. Более быстро это можно сделать при использовании плазменного или газового резака, но можно пользоваться и болгаркой.
При использовании болгарки, для начала нужно будет вырезать шаблоны лапок из картона. После чего их прилаживаем к металлу, обводим маркеров и вырезаем. После того как вырезали лапки, начинаем подбор болта, который затачиваем под конус.
А к гайке вырезаем и привариваем 6 ушек с отверстиями, в которых будут крепиться лапки. Эти ушки вырезаем из листового металла толщиной 5 миллиметров. В этих ушках делаем отверстия для крепления болтов с лапками.
Ушки нужно приварить к гайке в собранном виде, то есть их нужно притянуть болтом к каждой из лапок и потом приложить лапку с зажатыми ушками к гайке и приварить сваркой.
Потом нужно открутить болты, снять лапки и полностью обварить ушки на гайке. И теперь можно полностью собрать съемник. Можно еще сделать приспособление, которое не даст лапкам расходиться в стороны при нагрузке. Как мы говорили ранее, такие лапки будут давить на внутреннюю часть подшипника, что не даст его испортить. Можно конечно упростить конструкцию съемника и сделать только две лапки.
Добрый день, Товарищи! Давно уже не писал сюда. Не помню на чем закончил)) Напишу о следующем этапе постройки, о раме. Закупал металл, подшипники и прочее. Варить сам не умею, да и сварочника нет, поэтому ездил к другу, с моей помощью он сварил)))





