- Гильзы для обжима проводов: что это такое, разновидности и критерии выбора
- Классификация по материалу изготовления
- Медные
- Луженые
- Комбинированные
- Изолированные
- Обжим двойного наконечника
- Тема 14: Обжим, раздача, отбортовка
- Инструмент для опрессовки наконечников / Инструменты / iXBT Live
- Примеры использования
Радиальное противодавление создается элементами штампа для обжима в виде скользящей обоймы, охватывающей заготовку (рис. 9, а), или скользящей обоймы и неподвижной оправки, находящейся внутри заготовки (рис. 9, б).
[c.
206]
Если заготовка имеет дно, плавно сопрягающееся с цилиндрической круговой стенкой (например, заготовка в виде стакана, полученного вытяжкой) то создание внутреннего противодавления связано с усложнением конструкции штампа для обжима.
При радиусе сопряжения дна и стенки / > 4s обжим такой заготовки со стороны торца с внешним противодавлением вызывает заметное изменение формы при-
[c.207]
ДОЛЬНОЙ силы). Если противодавление только внешнее, утолщение стенки составляет 10—15% если двустороннее, то Толщина стенки в зоне передачи продольной силы соответствует зазору между обоймой и неподвижной оправкой штампа для обжима.
[c.210] Пример расчета технологических параметров обжима. Требуется рассчитать размеры заготовки, выбрать конструктивную схему штампа для обжима, определить усилие и работу деформирования, необходимые для штамповки детали, показанной на рис. 18, рассчитать геометрические параметры матрицы. Заготовкой служит стальная бесшовная горячекатаная труба диаметром Од = 102 мм, со стенкой толщиной s = 4 мм, у которой ов = 500 МПа, От = 420 МПа, относительная деформация в момент начала образования шейки бш = п = = 0,223. Относительная толщина стенки заготовки s/D = 4/102 = 0,04 срединные диаметры D = 102 — 4 = = 98 мм, d = 68 — 4 = 64 мм коэффициент обжима К = 98/64 = 1,5.
[c.214]
| Рис. 19. Конструктивная схема штампа ДЛЯ обжима детали, показанной на рис. 18 I — матрица 2 — обойма 3 — опора 4 — выталкиватель | 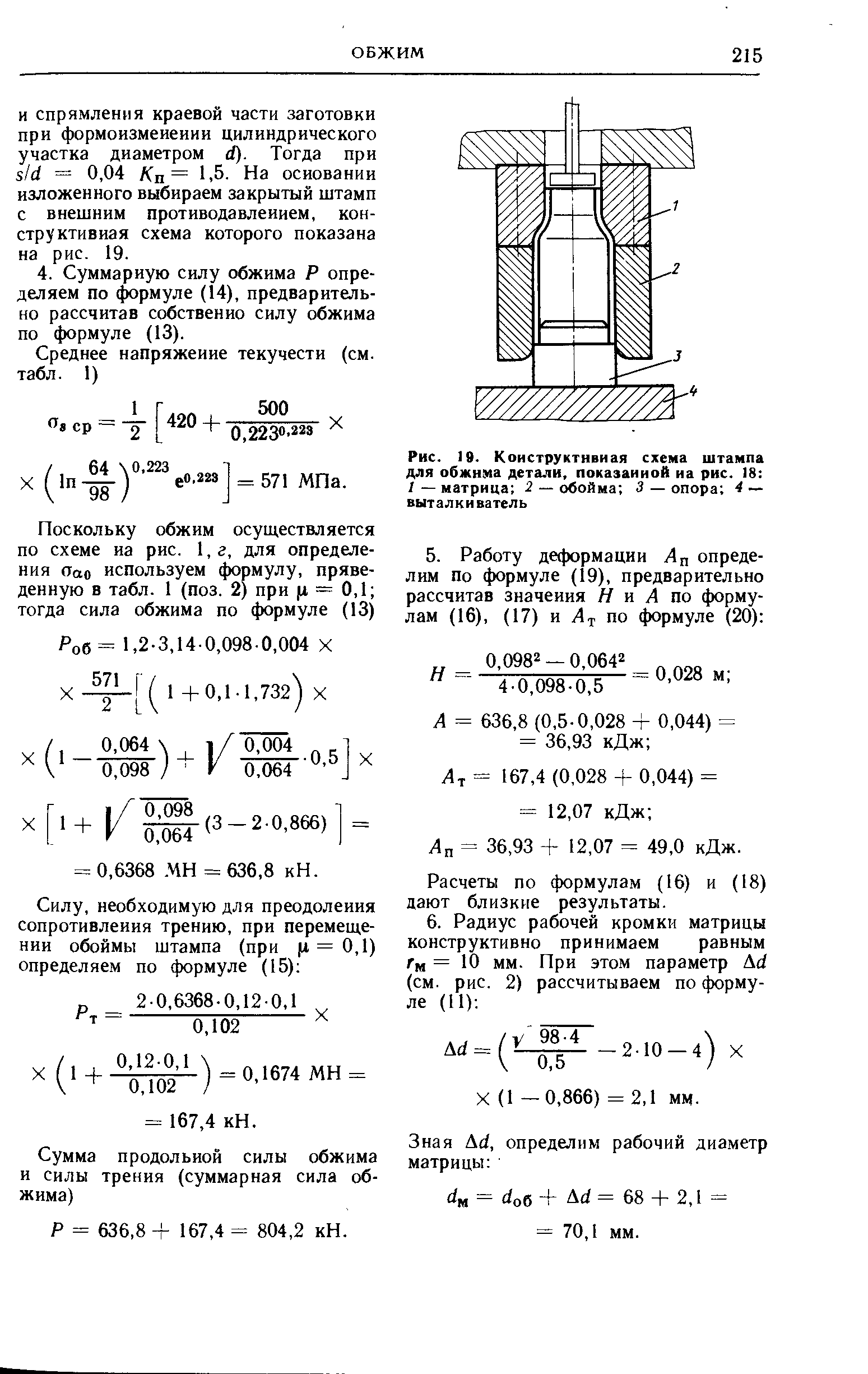 |
На рис. 2 показана схема штампа для обжима труб с нагревом. При обжиме труб с толщиной стенки 1—
[c.305]
| Рис. 2. Схема штампа для обжима труб с нагревом | 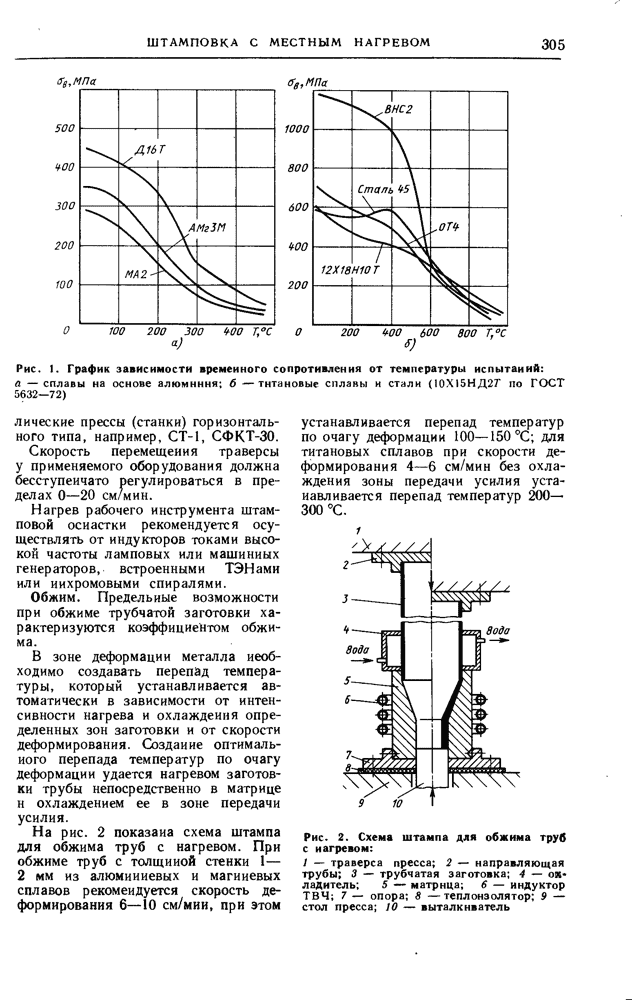 |
Штампы для обжима подразделяются на две группы штампы для свободного обжима и штампы с подпорами заготовки.
[c.363]
На рис. 211, б и е изображены штампы для обжима концевой части трубы или полой заготовки по сфере, снабженные наружным (рис. 211, в) или наружным и внутренним (рис. 211, б) подпорами
[c.364]
| Рис. 211. Схемы штампов для обжима концов деталей с подпорами | 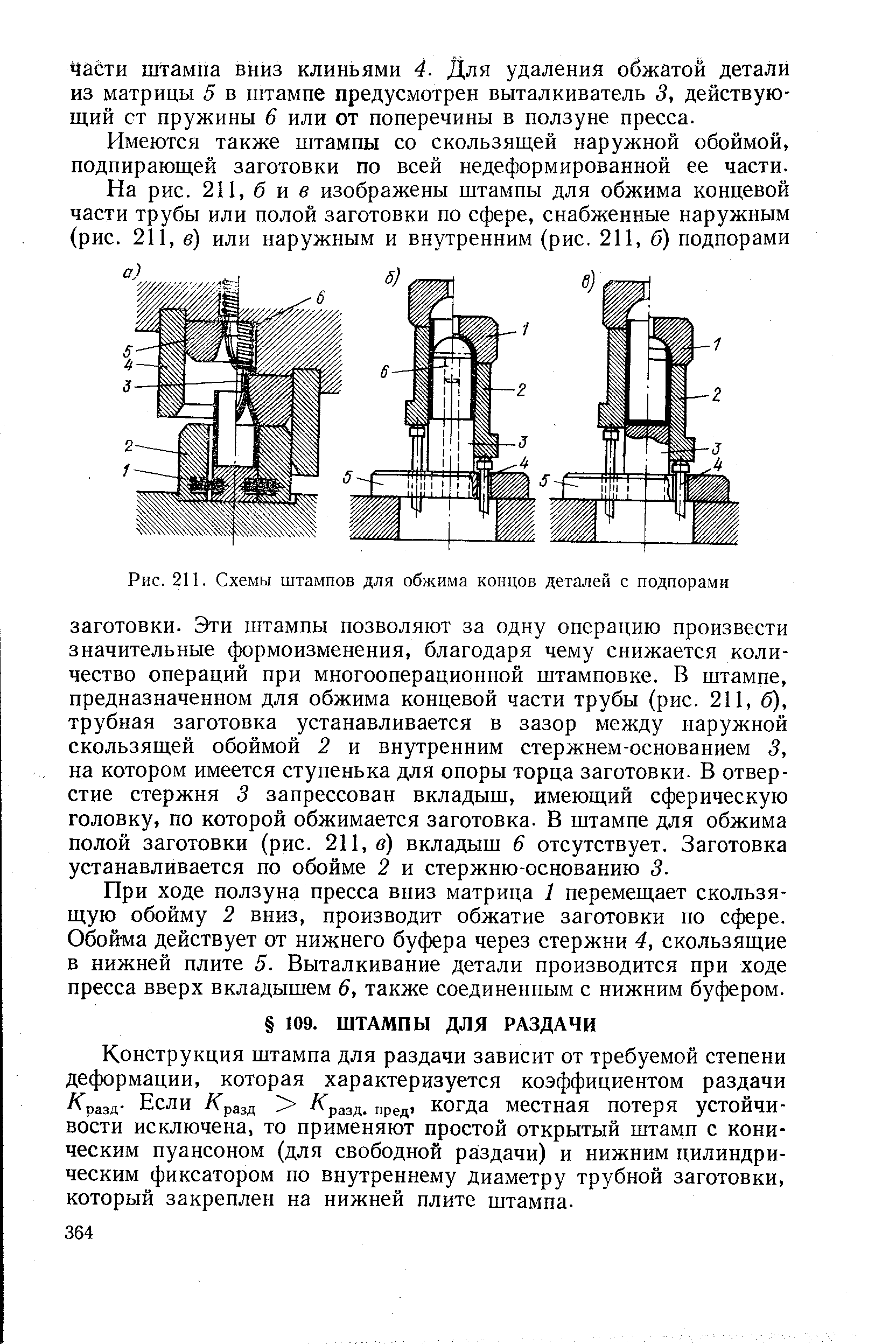 |
Первый спос об — обжим отрезков труб конусной матрицей. В этом случае. обжимом называется уменьшение диаметра цилиндрической пустотелой заготовки путем проталкивания ее в коническую матрицу давлением плоского пуансона, приложенным к торцу заготовки. Этот метод применяется при неболь ших отношениях диаметров. На фиг. 90 приведена схема штампа для обжима отрезка трубы в конической матрице.
[c.135]
| Фиг. 90. Схема штампа для обжима трубы в конической матрице | 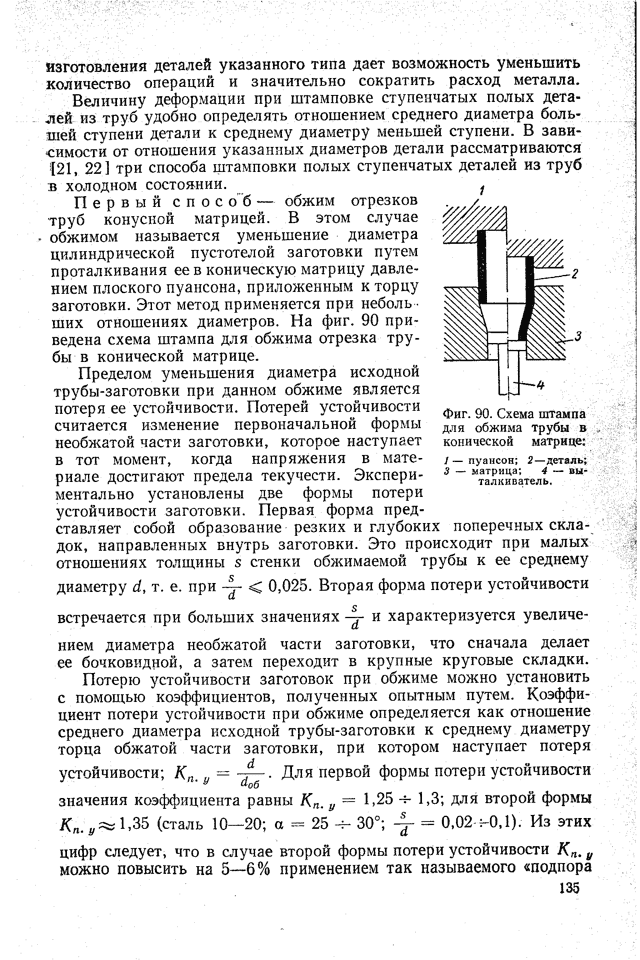 |
Штампы для обжима по характеру работы подразделяются на две группы [c.49]
Характер износа штампа для обжима, главным образом матриц, аналогичен износу вытяжного штампа без прижима с матрицей, имеющей заходную коническую или сферическую (для обжима по сфере) часть. Поэтому стойкость подобных штампов (матриц) будет такая же, как и для указанных конструкций вытяжных штампов. Стойкость же внутреннего подпора или вкладыша, на котором
[c.49]
| Рис. 33. Схемы штампов для обжима концов деталей по сферической поверхности с подпорами а — с наружным и внутренним подпорами для обжима конца трубы б — с наружным подпором для обжима верхнего конца полого изделия | 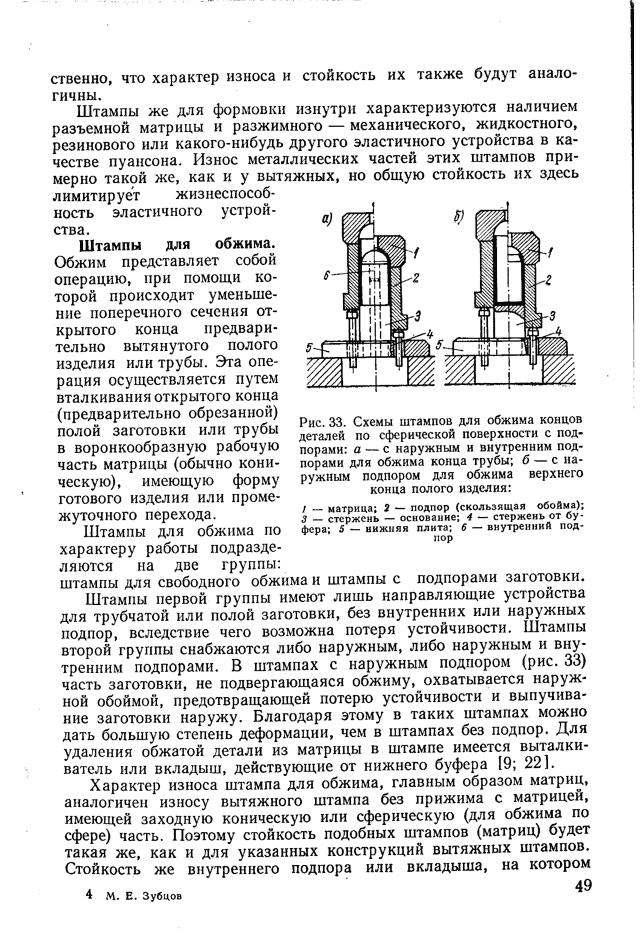 |
Наиболее характерные схемы штампов для обжима показаны на фиг. 249.
[c.374]
Схема штампа для обжима показана на фиг. 251,6. Матрица обжима неподвижна, и в нее пуансоном вталкивается заготовка.
[c.381]
На фиг. 252,0 показан барабан, а на фиг. 252,6 — схема последовательности его изготовления. Барабан изготовляется так 1) резка полос, 2) вырубка кружка одновременно с первой вытяжкой, 3) вторая вытяжка, 4) подрезка по высоте, 5) обжим с осадкой венца зубчатого колеса, в) пробивка отверстия с одновременной отбортовкой, 7) нарезка зуба на зубофрезерном станке.
Штамп для обжима и осадки (пятая операция) показан на фиг. 252,в. Заготовка, вставленная в гнездо матрицы 1 на стержень 2, находящийся под действием буфера 3, пуансоном 4 вталкивается в рабочую полость матрицы, где вначале обжимается, а при дальнейшем ходе пуансона осаживается венец. При обратном ходе ползуна пресса полуфабрикат выталкивается из матрицы.
[c.
381]
Штампы для обжима. Для изготовления деталей серийного производства диаметром менее 100 мм рекомендуется конструкция штампа, приведенного на рис. 67. Для обжима деталей диаметром 100—300 мм применяют штампы, типовая конструкция которых представлена на рис. 68. Среднегабаритные днища можно изготовлять в штампах, типовая конструкция которых приведена на рис. 69.
[c.109]
| Рис. 67. Штамп для обжима деталей диаметром | 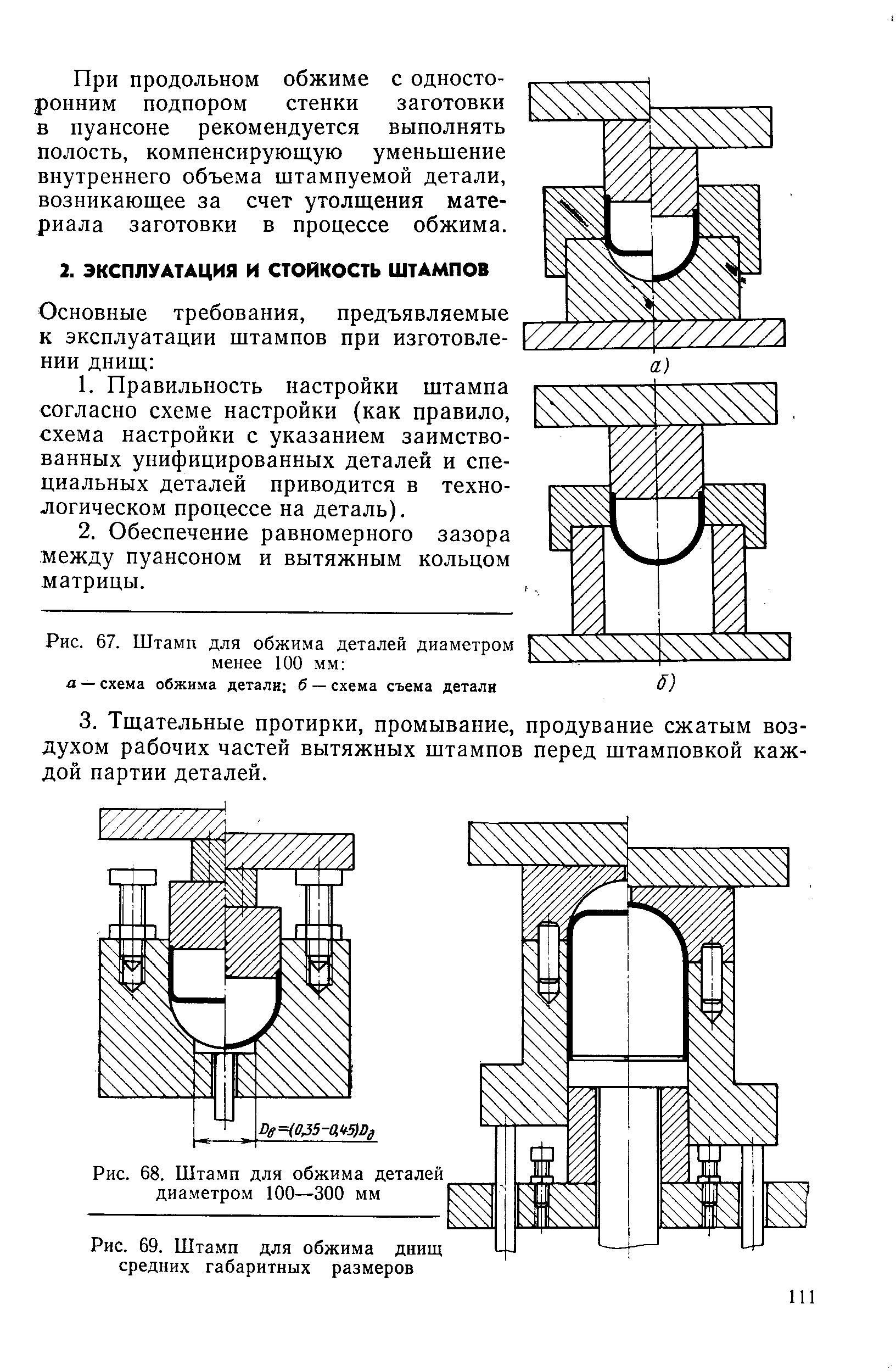 |
| Рис. 68. Штамп для обжима деталей диаметром 100—300 мм | 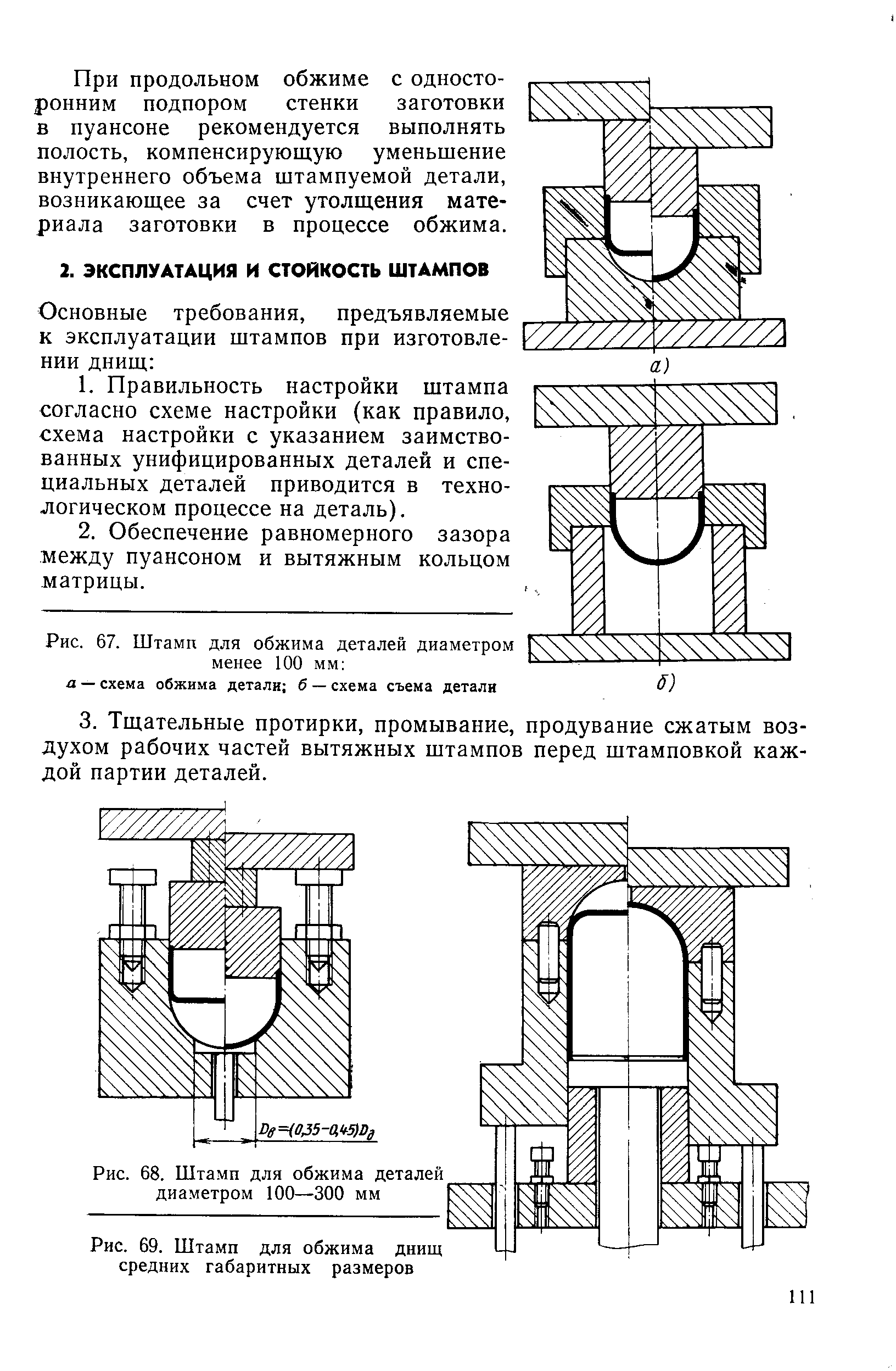 |
| Рис. 69. Штамп для обжима днищ средних габаритных размеров | 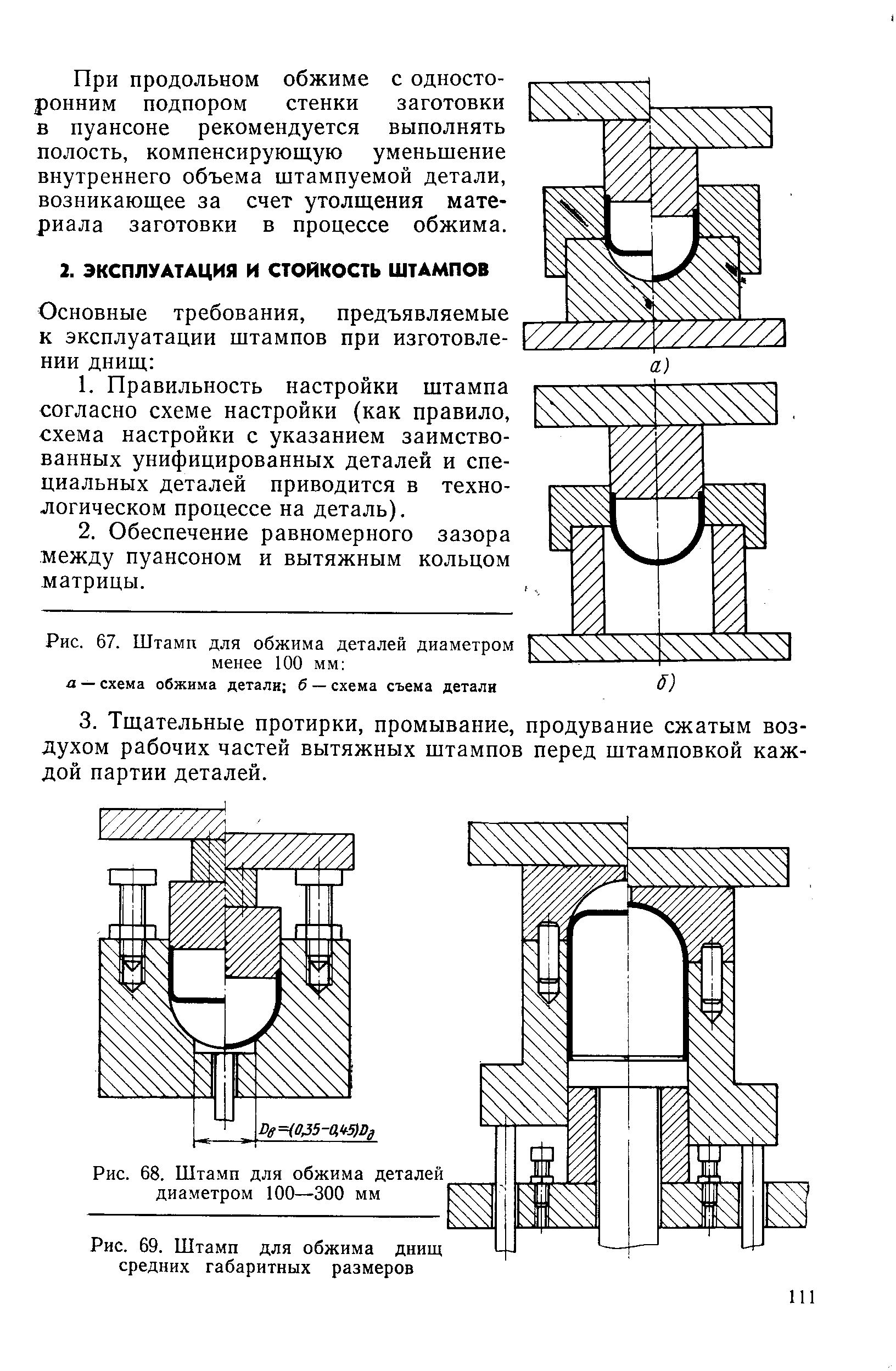 |
Конструктивные особенности штампов. Конструкция штампа для обжима изменяется в зависимости от требуемой степени деформации. Если степень деформации близка к критической, возможна местная потеря устойчивости в виде складки у опорной поверхности заготовки. В этом случае применяют полузакрытые штампы с частичным противодавлением (подпором), передаваемым цилиндрическому участку заготовки неподвижной втулкой, закрепленной на нижней плите штампа.
[c.206]
| Рис. 9.17. Закрытый штамп для обжима | 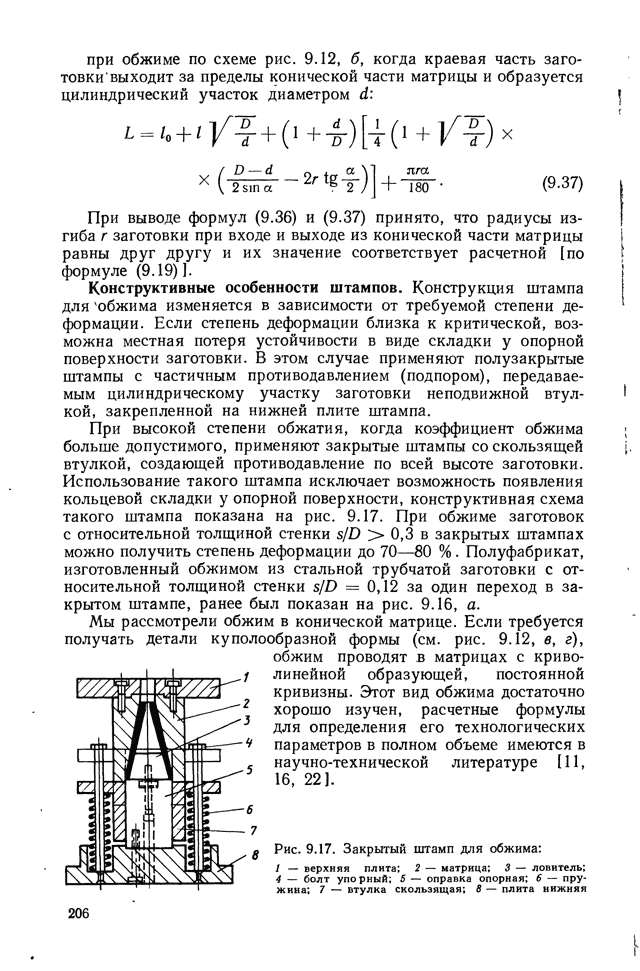 |
Как получить высокую степень деформации при обжиме Какова конструкция закрытого штампа для обжима [c.295]
Наклонный пуансон 2, закрепленный в раскатной головке (РГ) 7, вращается по орбитальной круговой траектории вокруг вертикальной оси пресса и локально деформирует круглую в плане заготовку 3, расположенную в полости матрицы нижнего штампа.
Для обжима следующего слоя заготовка с нижним штампом должна быть подана под раскатной пуансон по стрелке А, либо РГ с пуансоном смещена по направлению к деформируемой заготовке по стрелке В. Схема этого процесса эквивалентна многоцикловой разгонке.
[c.319]
| Рис. 10. Схемы штампов для обжима | 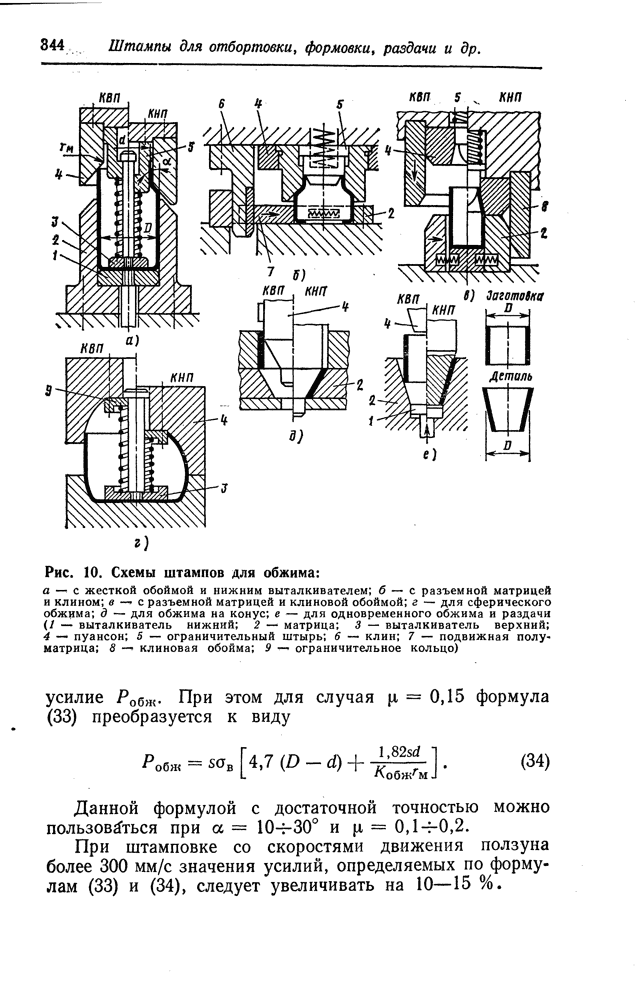 |
Конструктивные схемы некоторых штампов для обжима показаны на рис. 10.
[c.345]
Штамповку с промежуточной правкой и штамповку с составным сердечником применяют для наиболее тонкостенных труб. Штамповку с промежуточной правкой выполняют за четыре операции гибка, предварительная формовка, правка, окончательная формовка.
Гибку производят в штампах с использованием торцовых оправок. Предварительную формовку выполняют в штампе, отличающемся увеличенными размерами ручья (см. выше). При этой операции происходит округление профиля заготовки, но без полного обжима.
Благодаря этому заготовку можно насадить на вытяжной пуансон штампа для выполнения третьей операции. В специальном штампе производят правку угольника со стороны большей образующей, добиваясь округления его профиля.
Окончательную формовку выполняют в штампе, конструкция которого описана выше.
[c.294]
На рис. 3.27, в приведена схема штампа для комбинированной штамповки переходов раздачей с обжимом. При движении ползуна пресса вниз пуансон входит внутрь заготовки, установленной в матрице, и раздает ее по диаметру.
Верхний торец трубы—заготовки, раздаваясь, перемещается до опорного буртика пуансона, который заталкивает заготовку в матрицу. В момент смыкания верхней и нижней частей штампа заготовка окончательно правится по наружной и внутренней поверхностям.
Отштампованный переход удаляется из штампа выталкивателем при обратном ходе пресса.
[c.297]
| Рис. 35. Совмещенный штамп для одно временной обрезки, пробивки, правки и обжима |
Вид потери устойчивости зависит в основном от относительной толщины стеики s/D заготовки, ее материала, условий закрепления в штампе и формы рабочей полости матрицы для обжима.
[c.200]
Обжатая заготовка, как правило, остается в матрице, поэтому штамп должен иметь верхний выталкиватель (на рис. 17, а не показан). Если деталь обжимается не по всей высоте и имеет цилиндрический участок диаметром D (см. рис.
1), применяют штампы со скользящей обоймой, препятствующей выпучиванию заготовки, прикрепляемой к торцу матрицы для обжима (рис. 17, б), что обеспечивает свободное удаление детали из полости матрицы.
[c.
213]
Конструктивная схема штампа для одновременной раздачи и обжима показана на рис. 31.
[c.225]
| Рис. 31. Конструктивная схема штампа для одновременной раздачи н обжима |
| Рис. 210. Схемы штампов для свободного обжима концов. деталей |
На фиг. 94 представлен штамп для одновременной растяжки и обжима труб в момент начала деформации заготовки. Заготовка устанавливается в матрицу 1, как показано на фигуре. При включении пресса пуансон 2, опускаясь, растягивает заготовку по диаметру. Одновременно происходит ее обжим в матрице. Плита 3
[c.139]
| Фиг. 94. Штамп для одновременной растяжки и обжима труб |
Обжимом называют операцию уменьшения диаметра трубной или вытянутой полой заготовки. Получаемая при обжиме конфигурация зависит от формы штампа. Диаметр заготовки может быть уменьшен не более чем на 20—30%. При большем уменьшении образуются складки. Размеры заготовки для обжима рассчитывают, исходя из равенства поверхностей заготовки и детали.
[c.164]
Потеря устойчивости борта заготовки возникает в двух случаях 1) когда заготовка полностью заполнила матрицу, а усилие формообразования, приложенное к торцу заготовки, продолжает нарастать и 2) когда сопротивление деформированию заготовки резко возрастает в результате упрочнение материала, и усилие для заталкивания заготовки в сферообразную (эллиптическую или куполообразную) матрицу превосходит по своей величине усилие, необходимое для смятия борта заготовки (в отдельных случаях являющегося технологическим припуском). В первом случае в конструкции штампа для обжима предусматривают регулируемые по высоте специальные ограничители хода пуансона — упоры или приборы для регистрации глубины вытяжки, встроенные в штамп. Во втором случае в технологический процесс обжима вводят операции промежуточных отжигов (одного или нескольких, в зависимости от свойств штампуемого материала), восстанавливающих пластичность заготовки.
[c.119]
Основная цель интенсификации формоизменения заготовок за-ключается в сокращении длительности технологического цикла и, следовательно, повышении производительности труда, сокращении числа занятого прессового оборудования и, соответственно, операторов.
Отдельные способы интенсификации формоизменения нами уже рассматривались. К их числу относятся удаление зачисткой нагартованного слоя металла по кромке пробитого отверстия при отбортовке, проталкивание заготовки при.
вытяжке деталей с широким фланцем, применение скользящих втулок — подпоров в штампах для обжима и раздачи трубчатых заготовок и пр.
[c.228]
На многих заводах применяют следующий технологический процесс изготовления поковок шатунов нагретую заготовку в заготовительных ручьях молотового штампа предварительно обжимают. Затем для получения окончательной формы заготовку штампуют в первом формообразующем и втором окончательном ручьях. После обрезания облоя заготовку подогревают и калибруют в калибровоч-
[c.424]
На рис. 47 показан штамп для обжатия концов труб. В I ручье проводят Правку и предварительное Обжатие одного конца трубы, во И — его формовку. Bill — калибровку. В таком же порядке обжимают второй конец трубы.
[c.333]
Рекомендации по выбору конструктивной схемы штампов. Выбор конструктивной схемы штампа для обжнма зависит от требуемого коэффициента обжнма. Если К меньше предельного, при обжиме без радиального противодавления (см, табл, 2) применяют открытые штампы (рис. 16, а).
При коэффициенте обжима, близком к предельному, применяют полузакрытые штампы с внешним противодавлением у основания заготовки (рис. 16, б). При коэффициенте обжнма больше предельного в зависимости от его значения (см. табл. 3) применяют закрытые штампы с наружным радиальным противодавлением (рис.
17, а) или штампы с двусторонним (наружным и внутренним) противодавлением (рис. 17, б).
[c.213]
На рис. 210 показаны две схемы штампов свободного обжима на первом штампе производится обжим конца трубы 3 (рис. 210, а) в неподвижной матрице 1, а на втором штампе обжим горловины на полом изделии 3 (рис.
210, б) осуществляется подвижной матрицей /, закрепленной на верхней плите штампа при помощи матри-цедержателя 5. Для фиксации заготовки имеется цилиндрический поясок или на матрице 1, или на плите 4. Удаление деталей производится выталкивателем 2, работающим от нижнего или от верхнего буфера.
Длина обжатой части устанавливается изменением величины хода пресса.
[c.363]
Гильзы для обжима проводов: что это такое, разновидности и критерии выбора
Существует два метода, с помощью которых осуществляется опрессовка:
- местное вдавливание;
- сплошное обжатие.
Провод для обжима используется медный или алюминиевый. Поэтому и гильза может быть либо из меди, либо из алюминия. Бывает еще медно–алюминиевая.
Так как кабель из алюминия склонен к формированию окислительной пленки, то алюминиевая гильза должна поддаваться зачистке и обработке особенной смазкой. Для защиты алюминия от окислов используют кварцевазелиновую пасту.
Провод из меди также подлежит обработке смазкой. С ее помощью уменьшается вероятность повреждения жилы при опрессовке и снижается трение.

Если жил многопроволочные – их выравнивают и складывают так, чтобы они легко входили в гильзу, можно немного скрутить проволочки. Затем кабель вставляется в патрон до упора. Соединение может быть сделано не встык, а, например, с заводом. Тогда общее сечение всех проводов не должно превышать сечение втулки.
В любом случае применяются гильзы, рассчитанные под суммарное сечение обжимаемых жил.
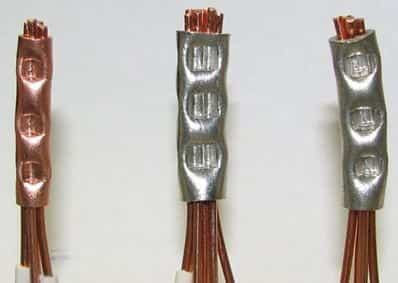
Если используется пресс с точечным (местным) вдавливанием – делают 2-3 прожимки равномерно распределенные по длине гильзы, для обеспечения механической прочности соединения и хорошего электрического контакта. При сплошной обжимке с помощью гексагональных или квадратных матриц – рекомендации в сущности те же
В обоих случаях важно чтобы гильза не треснула при обжиме (если она слишком маленькая) и не было не прожатых мест и полостей (если она слишком большая)
После того как была осуществлена опрессовка, в месте соединения необходимо создать внешний изолирующий слой с помощью изоленты или локоткани. После изоляции следует аккуратно сложить провода и сам кабель в распределительной коробке.
На видео ниже наглядно показывается, как опрессовать провода пресс-клещами:
Классификация по материалу изготовления
Одним из основных параметров, в зависимости от которого гильзы для проводов разделяются на различные типы, является материал их изготовления.
Необходимость применения разнородных гильз определяется различиями электрохимических свойств соединяемых проводов, изготовленных из разных металлов.
Так, если для соединения проводов, изготовленных из определенного металла, будет выбрана несоответствующая гильза, то место сформированного контакта окислится, что со временем приведет к снижению его надежности в плане электропроводности.
Основными типами гильз для обжима электрических проводов в зависимости от материала, из которого такие трубки изготовлены, являются:
- медные гильзы;
- гильзы соединительные луженые;
- комбинированные;
- изолированные.
Медные
Медная гильза, которая обозначается маркировкой ГМ, нужна для обжима проводов, также изготовленных из меди. С учетом того, что медная гильза не имеет защитного покрытия, применять ее можно только для соединения проводов, эксплуатируемых в неагрессивной среде. Если пренебречь этим требованием, медная гильза достаточно быстро окислится и перестанет выполнять свои функции.





Медные кабельные гильзы должны изготавливаться из медных трубок марок М1 или М2
Луженые
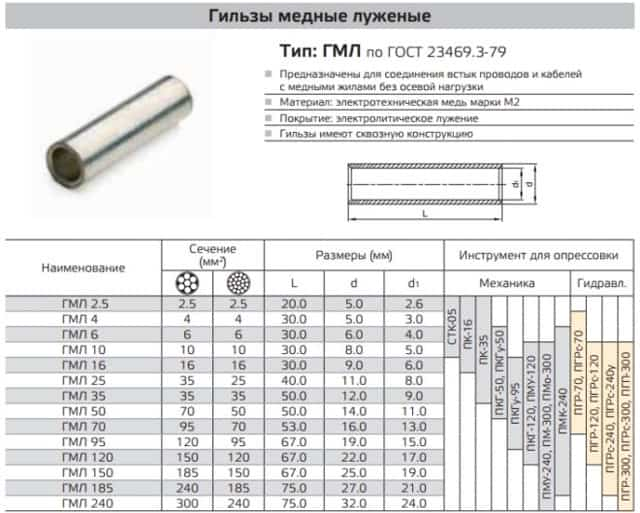
Для соединения электрических проводов, эксплуатируемых в агрессивной среде, применяются гильзы медные луженые под опрессовку, которые обозначаются маркировкой ГМЛ. Гильзы ГМЛ, чтобы защитить основной материал их изготовления – медь – от электрохимической коррозии, покрываются специальным составом.
- Это объясняется тем, что часть защитного покрытия такой трубки при ее обжатии разрушается, что приведет к контакту алюминия и меди и, соответственно, к развитию электрохимической коррозии.
- Соединительные гильзы типа ГМЛ, изготовленные из электротехнической меди с олово-висмутовым защитным покрытием
Комбинированные
Достаточно часто при монтаже электрических сетей возникает необходимость выполнить соединение проводов, жилы которых изготовлены из разных металлов. Для решения подобных задач специально разработаны и успешно используются гильзы комбинированного типа.
Конструктивная особенность таких обжимных трубок, которые обозначаются маркировкой ГАМ, заключается в том, что одна их половина – это гильза алюминиевая соединительная, а вторая изготовлена из меди. В месте стыка двух таких трубок, которые соединяются между собой при помощи сварки, имеется специальный ограничитель.
Он необходим для того, чтобы не допустить контакта двух разнородных проводов внутри самой гильзы.
Переходная кабельная гильза алюмо-медная 16/10 кв. мм
Еще одна особенность конструкции комбинированных обжимных трубок заключается в том, что та их часть, которая является гильзой соединительной алюминиевой, имеет больший диаметр, чем трубка, предназначенная для кабеля из меди.
Объясняется такая конструктивная особенность тем, что алюминий, если сравнивать его с медью, имеет большее электрическое сопротивление, поэтому провод из него, который будет соединяться в одну электрическую сеть с медным проводником, должен иметь больший диаметр.
Сама опрессовка с помощью комбинированных гильзовых зажимов выполняется по тому же алгоритму, что и процедура с гильзами любого другого типа. Однако при этом необходимо внимательно следить за тем, чтобы разнородные провода вставлялись в трубку из соответствующего металла.
Изолированные
Среди обжимных трубок, используемых для опрессовки электропроводов, выделяют категорию гильз соединительных изолированных. Применение последних избавляет от необходимости выполнять дополнительную изоляцию места сформированного с их помощью контакта.
По своему конструктивному исполнению изолированные гильзы представляют собой те же луженые медные трубки, наружная поверхность которых покрыта изоляционным слоем из достаточно прочного и в то же время пластичного ПВХ.
За счет механических свойств такого защитного слоя гильзы данного типа могут быть успешно обжаты без нарушения своих изначальных характеристик.
- Полностью изолированные соединительные гильзы
- Изолированные гильзы для герметичного соединения жил проводов СИП
Обжим двойного наконечника
Подключение к фазе нескольких проводов требует их подсоединения на один контакт. Например, устанавливая модульные автоматы, их соединяют между собой перемычками.
В этом случае на один контакт автомата припадает два кабеля. Если их обжать одиночными наконечниками, то два штыря подсоединить к одному контакту автомата будет проблематично.
Здесь удобно использовать НШВИ, предназначенный для двух проводов.
Сам процесс обжима похож на предыдущий вариант. Только внутрь широкого манжета вместо одного провода вставляют два.
Делать обжим двойного наконечника удобно кримпером. Эти пресс клещи подойдут для опрессовки и одиночной втулки. Обжим кримпером двойного наконечника делают матрицей на размер больше. Например, для сечения двойного наконечника 4 мм2 подойдет матрица сечением 6 мм2.
Случается, что под рукой во время монтажа не оказалось конструкции двойного типа. Как выход из сложившейся ситуации, можно использовать одиночную втулку большего диаметра. Главное, чтобы внутрь поместились два провода.
Тема 14: Обжим, раздача, отбортовка
1.
Определения операций, схемы операций.
2.
Механические схемы деформаций.
3.
Графики технологических нагрузок
операций (раздача самостоятельно).
Обжим
– операция ОМД, при которой поперечные
размеры краевой части полой тонкостенной
заготовки уменьшаются путем проталкивания
заготовки через отверстие матрицы.
P
kWMg/img-GHigiJ.png»>
png» width=»24″>
3
1
Рис 1. Схема операции
обжим: 1 – оправка; 2 – заготовка; 3-
матрица.
При обжиме, на
установившейся стадии, только часть
заготовки, расположенная в матрице,
деформируется пластически.
- Рис.2
-
Раздача –
операция ОМД, при которой поперечные
размеры краевой части полой тонкостенной
заготовки увеличиваются путем заталкивания
пуансона в заготовку. - P, v
2
1
Рис.3 Схема операции
раздача:1-оправка; 2- заготовка; 3-пуансон.
Рис.4
Отбортовка –
операция ОМД, при которой краевая часть
заготовки, расположенная по периметру
отверстия, вдавливается в матрицу, при
этом поперечные размеры отверстия
увеличиваются с образованием борта.
2
S r
H r
1
R
Рис.5 Схема операции
отбортовка: 1-матрица; 2 – заготовка; 3 –
пуансон.
Рис.6
Расчет силы
деформирования:
Обжим в матрице,
образующая рабочей полости которой
имеет постоянный радиус кривизны R,
рис.7.
- R
- O
- a
- S
- P
R
Метод совместного
решения уравнения равновесия и условия
пластичности.
Допущения:
- 0arccos
-
при =arccos
=0 - Решение:
-
=
—
-
=
+,
где= -
=
— (1) -
P=
(2)
rrR-S
- r
- R
kWMg/img-Pe4VM6.png»>rR-S r
png» width=»15″>S
S
S= (длина обжатой части заготовки)
Отбортовка.
- где rз
Инструмент для опрессовки наконечников / Инструменты / iXBT Live
Всем привет! Думаю, любой рукастый мужик, когда-либо сталкивается с необходимостью повесить светильник, поставить розетку или поменять неисправную вилку у электроприбора, в этот момент встает вопрос, как лучше и качественнее организовать электрическое соединение провода, чтобы оно было надежным и прослужило долго. Об инструменте, который поможет решить это вопрос поговорим в данном обзоре.
Я не буду рассматривать работу с одножильным кабелем, т.к. сейчас, в большинстве случаев, бытовую проводку и кабели электроприборов выполняют из многожильного провода, с ним удобно работать, он более гибкий и меньше подвержен механическим повреждениям при многократном изгибании, чем одножильный.
Есть несколько способов соединения проводов: пайка, сварка, соединение с помощью винтовых клемм, с использованием зажимных соединений и опрессовка.
В большинстве электроприборов, электрощитовых элементов, бытовых электрических вилок и электро-установочных изделий (розетки, выключатели итд), используются винтовые или зажимные соединения и вот тут-то и возникает задача аккуратного монтажа многожильного провода.
Дело в том, что винт, например, при использовании таких клемников, как ниже на фото, при фиксации многожильного провода, в лучшем случае, сплющивает и «распушивает» провод, уменьшая контакт и увеличивая его сопротивление, а часто, попросту перерезает тонкие проводники из которых состоит многожильный провод:
Если же используются зажимные клемы типа WAGO, то для монтажа многожильного провода подойдут зажимные серии WAGO 222 или WAGO 221. Однако, они достаточно крупные и дорогие:
Более компактные и дешевые — серии 2273, но в них многожильный провод уже просто так не заделаешь, т.к. он слишком гибкий, чтобы разжать зажим клеммы:
Поэтому, чтобы надежно выполнить подобное соединение, нужно использовать НШВИ (наконечники штыревые втулочные изолированные), они, с одной стороны защитят тонкие жилы от переламывания и перерезания, а с другой, обеспечат их жесткость.
Наконечники бывают разной длины и диаметра (под нужное сечение провода). Купить НШВИ можно в электротехническом или крупном хозяйственном магазине, а можно заказать ина Алиэкспресс, например, тут.
Бывают еще неизолированные и НШВИ для соединения нескольких проводов:
Для монтажа НШВИ и надежной фиксации на проводе, используются специальные обжимные клещи. Например, такой вариант, который я заказал на AliExpress:
Инструмент подходит для установки НШВИ на многожильный провод сечением от 0.25 до 6 кв.мм:
Размеры и вес:
Принцип работы инструмента состоит в следующем: в центральной части установлено шесть пакетов пластинок заостренных кверху, которые при сжатии, равномерно сжимают наконечник на проводе, делая засечки через равные промежутки. Вариантов таких обжимок два, для создания четырех- и шестигранников:
На рукоятке есть винт-регулятор силы обжима:
Работать можно одной рукой, большого усилия прилагать не требуется:
Между ручками есть стопор, для фиксации их в сведенном положении:
Механизм использования прост. Снимаем изоляцию с многожильного провода стрипером (инструмент для снятия изоляции, можно купить такой вариант)…
… далее надеваем до упора на оголенный конец провода наконечник:
Отмечу несколько моментов: не рекомендуется перед надеванием наконечника скручивать между пальцами конец провода, это может ухудшить контакт при обжимке. Диаметр НШВИ подбирать нужно таким образом, чтобы он легко надевался на провод (не в натяг, но и чтобы не болтался). После этого вставляем наконечник с проводом в обжимной инструмент и смыкаем рукоятки до упора:
Шесть «губок» инструмента равномерно сжимают наконечник, надежно опрессовывая его на проводе:
Особых усилий прилагать не нужно, рукоятки сжимаются с некоторым, но не чрезмерным усилием. Обжимать наконечники можно длиной до 12 мм, если вдруг он оказался длиннее, часть можно «откусить»:
Результат:
Сравнение НШВИ обжатых под шести- и четырехгранник:
В принципе, отличий, практически нет, но четырехгранные обжатые наконечники большого диаметра, сложнее засовывать в узкие клемы WAGO серии 2273, т.к. углы четырехугольника сильнее упираются в край зажима и его сложнее раздвинуть. Наконечники, если правильно подобран диаметр, держатся на проводе хорошо, сдернуть их с провода можно только плоскогубцами, приложив серьезное усилие.
Примеры использования
Винтовое соединение:
Понятно, что проводу без наконечника пришлось бы туго, а наконечник хоть и сжат, но обеспечивает надежный контакт:
Любые клеммы WAGO:
Колодка для светильника и клемма WAGO 222:
Аккуратно и вполне надежно:
Узкие клеммы 2273 (рекомендую покупать всегда подобные клеммы с токопроводящей пастой внутри, она изолирует соединение от внешней среды, не давая проводам окисляться и позволяет делать соединение проводников из алюминия и меди):
В заключении, скажу, что я подобные обжимные клещи и НШВИ использую дома и на даче уже больше пяти лет, сделал ими достаточно много соединений при установке розеток, выключателей, светильников и других электроприборов, ни одно соединение не вышло из строя. Инструмент очень сильно облегчает работу и позволяет делать всё аккуратно и достаточно надежно. Естественно, у кого-то есть свои предпочтения в монтаже, я свое мнение не навязываю ?





