- Как выбрать отрезной круг по металлу — читайте на Кувалда.ру
- Типы дисков
- Стандартные диаметры дисков для УШМ:
- Толщина диска
- Состав и размер зерна
- Срок годности диска
- Выбираем правильный отрезной диск по металлу для УШМ
- Виды отрезных дисков по металлу
- Маркировки кругов для резки металла
- Особенности дисков для резки алюминия
- Как правильно подобрать отрезной диск
- Сравнение расходников популярных производителей
- Как рассчитать расход отрезного диска
- Конструкция абразивного круга. Параметры, влияющие на производительность и безопасность | Машкрепеж
- Структура отрезного абразивного круга
- Наружный диаметр
- Толщина отрезного диска
- Вид абразивного вещества
- Коэффициент резания
- 3S-технология
- Заключение
как выбрать отрезные круги по металлу
- ТИПЫ ОТРЕЗНЫХ КРУГОВ ПО МЕТАЛЛУ, МАРКИРОВКА, СОСТАВ
- главная информация про отрезные круги по металлу.

Отрезные круги для ручных УШМ бывают двух типов — тип 41 и тип 42. Первые — плоские, вторые —с утопленной втулкой (их порой называют чашечными).
Вторые — удобнее в случаях, когда надо отрезать заподлицо со стеной торчащий из нее арматурный прут, такой чашечный круг позволяет сделать рез практически параллельно стене.
Наиболее популярными как в предложении производителей, так и у потребителей.являются отрезные круги по металлу 41 типа.
Про маркировки. На самом отрезном круге как правило, указывают размеры круга, его срок годности на стальном внутреннем кольце (или дату производства), максимальные эксплуатационные обороты и спецификацию. Кроме того, указываются размерные параметры круга — внешний диаметр, толщина круга и посадочный диаметр (он, как правило, равен 22,23мм).
Внешний диаметр фактически указывает на класс (тип) болгарки, для которой предназначен данный круг – 115, 125, 150, 180, 230 мм и др.
При выборе отрезного круга в первую очередьнеобходимо определить — специализацию круга (абразивную отрезную «расходку» выпускают для резки не только металлу (черный металл и сталь), но и по нержавейке, камню и даже в универсальном варианте). Также указывают размеры круга, его срок годности, максимальные эксплуатационные обороты и маркировку.
Обычно маркировка отрезного круга для УШМ выглядит примерно так: A54SBF или другие варианты 14A63H35-39БУ. Первый символ — тип абразивного зерна (А — нормальный электрокорунд, AS — белый электрокорунд), цифра — размер зерна, S — твердость (по европейской схеме обозначений, в России может использоваться маркировка Т1, Т2 и т. д.
), В — бакелитовая связка, F — наличие упрочняющих элементов (стеклосетки). Про маркировку и ее расшифровку можно написать отдельную статью, некоторые производители, например Луга или Исма достаточно подробно описывают на своих сайтах все подробности, причем указывая всю информацию для конкретных типов кругов.
 Отрезные круги для УШМ всегда изготавливают на бакелитовой связке и всегда с упрочняющими элементами, причем сеток должно быть как минимум две, если речь идет об отрезных кругах. Для шлифовальных кругов применяют три сетки. Нормальный электрокорунд (окись алюминия) идет на круги для резки черных металлов. Круги с белым электрокорундом — окисью алюминия, но без железа, серы и хлора в составе, даже в виде примесей предназначены для резки нержавейки. Процент содержания оксида алюминия в нем доходит до 99%. Белый электрокорунд не дает такого прижога, как нормальный, именно потому его используют для производства кругов для резки нержавейки. Для нержавеющей стали прижог недопустим — при перегреве выгорают легирующие добавки и нержавеющая сталь превращается в обычную, а по месту реза может начаться процесс коррозии. Это важно учитывать при выборе отрезного круга и внимательно читать информацию на упаковке. Обратное применение, то есть использование универсальных кругов STELL + INOX, или с маркировкой только INOX для черных металлов допускается. Обычно, при резке такими кругами черных металлов увеличивается величина резания одним кругом, но падает скорость резания. Кроме того, обычно они дороже по стоимости.
Отрезные круги для УШМ всегда изготавливают на бакелитовой связке и всегда с упрочняющими элементами, причем сеток должно быть как минимум две, если речь идет об отрезных кругах. Для шлифовальных кругов применяют три сетки. Нормальный электрокорунд (окись алюминия) идет на круги для резки черных металлов. Круги с белым электрокорундом — окисью алюминия, но без железа, серы и хлора в составе, даже в виде примесей предназначены для резки нержавейки. Процент содержания оксида алюминия в нем доходит до 99%. Белый электрокорунд не дает такого прижога, как нормальный, именно потому его используют для производства кругов для резки нержавейки. Для нержавеющей стали прижог недопустим — при перегреве выгорают легирующие добавки и нержавеющая сталь превращается в обычную, а по месту реза может начаться процесс коррозии. Это важно учитывать при выборе отрезного круга и внимательно читать информацию на упаковке. Обратное применение, то есть использование универсальных кругов STELL + INOX, или с маркировкой только INOX для черных металлов допускается. Обычно, при резке такими кругами черных металлов увеличивается величина резания одним кругом, но падает скорость резания. Кроме того, обычно они дороже по стоимости.
Встречается так же циркониевый электрокорунд, у него самое твердое зерно среди всех корундовых материалов. На его основе делают круги для резки и шлифовки рельс, а также для грубой обдирки. У них очень крупное зерно, да и сами круги очень твердые — это повышает их ресурс.
Про размер зерна — у каждого производителя свой состав и рецептура. В зависимости от размера фракции производители подбирают оптимальный состав разных компонентов. Именно составом химических элементов, их процентовкой и если переборщить с твердостью, круг окажется неэффективен, будет не резать, а гореть.
Твердость задается не только рецептурой, но и давлением прессования.
Помимо собственно абразива и бакелитовой связки, в состав круга входят различные наполнители. Их состав у всех свой и, понятное дело, не афишируется. Третий важный элемент, входящий в состав кругов, — стеклосетка.
Она придает необходимую прочность — без нее (точнее, без них — как уже было сказано, их должно быть две) круг неминуемо разлетится на части. Сетка также препятствует разрыву при боковых нагрузках, которых при работе УШМ не избежать.
Это ведь не станок, и когда держишь инструмент в руках, всегда будут небольшие отклонения в ту или иную сторону, приводящие к изгибу круга. Он должен выдерживать такие деформации, и должную прочность ему придает именно сетка.
Чем толще сетка, тем прочнее, но тем меньше в круге абразива, соответственно ниже его эффективность. Производитель вынужден искать оптимальное соотношение, подбирая толщину и прочность сетки, чтобы круг обладал и хорошей производительностью, и достаточной прочностью.
Чем тоньше диск, тем легче резка. Более толстый круг испытывает большее сопротивление материала, а значит, резка потребует большего усилия. Тонкие же круги режут значительно легче, быстрее и аккуратнее. Они меньше нагревают материал, но и интенсивнее стачиваются.
Такие диски— идеальный вариант для маломощных УШМ или аккумуляторных моделей, которые потратят меньше энергии на один рез. Стандартная толщина для диска диаметром 125 мм— 2-2,5 мм. Тонкий вариант для диска того же диаметра — 1-1,2 мм. Бытует мнение, что тонкие отрезные диски по металлу легко сломать на ходу, поэтому многие побаиваются их покупать.
На самом деле бояться не стоит, ведь внутри круга, независимо от толщины, есть минимум две армирующих сетки, в любом случае, использование защитного кожуха и индивидуальных средств безопасности обязательно.
Тем не менее, необходимо внимательно осмотреть отрезной круг перед использованием, не допускается использование отрезных кругов с любыми механических повреждениями (сколами, трещинами, заметным отклонением размеров).
Отрезные, обдирочные или шлифовальные.
Отрезные круги как правило применяют только для резки, отрезки различных металлических конструкций. Если необходимо в первую очередь зачищать небольшие плоские поверхности, нужно использовать обдирочные или шлифовальные круги по металлу. Это тип выделяется отдельно — ТИП 27. Их достаточно легко отличить не вооруженным глазом — их толщина 6 мм. В последнее время для универсального применения используются такие круги как комби (универсальные 3 в 1). Эти круги идеально подъодят для отрезки, зачистки и шлифовки. Конечно, они не отличаются максимальным ресурсом, но для универсального применения — отличное решение. ВИДЕО КРУГОВ 3 в 1 тут.
На картинке представлены популярные КЛТ круги (круг лепестковый торцевой). Эти круги предназначены для очистки больших поверхностей от ржавчины, заусениц и др. проблем на больших поверхностях. Серый цвет лепестков — оксид кремния в основном для черных сталей, цирконий (синий цвет корунда) — в основном для нержавейющих сталей.
В последнее время очень популярны полимерные круги (черного и пурпурного цвета). Последние — наиболее жесткие и не оставляют разводов на деталях. Такие круги постепенно заменяют как шлифовальные круги, так и КЛТ, но пока еще заметно дороги (500 руб в разницу).
 |
 |
| шлифовальные / зачистные круги | комбинированные круги (отрезка + зачистка + шлифовка) |
 |
 |
| клт круги (оксид кремния) | клт круги цирконий |
 |
| абразивные полимерные круги |
Круги по металлу, специализированные по типу материала (по нержавейке, чугуну и др.), универсальные.
Прежде всего, при выборе, необходимо как минимум задуматься, какой металл придется обрабатывать. На каждом отрезном круге указан тип материала, для которого он предназначен.
Про отрезные круги по камню, мы уже почти не вспоминаем, так как для профессионального или постоянного использования применяются алмазные круги. Тем не менее, обрабатывая металл, следует уделить внимание при выборе.
Наилучшим решением является применение специализированных отрезных кругов по металлу. Наиболее применяемыми являются круги по металлу или стали.
Этими кругами рекомендуется резать большонство сортов стали, но важно помнить, что не рекомендуется их использовать для резки нержевеющих сталей. При сипользования отрезного круга, на которром написано ПО МЕТАЛЛУ или ПО СТАЛИ, ваша нержавейка после отрезки — увы заржавеет.
Имеются специальные круги по металлу по чугуну, цветным металлам и др. Именно специализированные круги наилучшим образом обеспечат качественную работу как с точки зрения параметров получаемого изделия, так и не изменяет его характеристик.Например, все специальные круги предназначенные для нержавеющих сталей содержат указанием INOX или ПО НЕРЖАВЕЙКЕ.
Сейчас предлагают и универсальные отрезнвые круги по металлу, то есть с указанием для всех типов металлов, включая нержавейку, цветные металлы и другие.
 |
 |
|
| круг универсальный | круг специальный по нержевейке | круг по металлу, по стали |
ТРЕБОВАНИЯ КАЧЕСТВА И БЕЗОПАСНОСТИ ОТРЕЗНОГО КРУГА
Линейная скорость вращения круга составляет 80 м/с (на краю) – указана на каждом отрезном круге. Требования по безопасности гласят, что необходимо работать с УШМ только с защитным кожухом и индивидуальными средствами безопасности.
Для отрезных кругов для УШМ минимально допустимая скорость разрушения должна быть не менее 150 м/с. То есть необходим почти двукратный запас прочности по сравнению с рабочей скоростью. Существенный вклад в эту прочность, помимо связки, вносит армирующая сетка.
Абразивные круги как потенциально опасная продукция подлежат обязательной сертификации.
какие отрезные круги лучше? тест отрезных кругов по металлу — статья
Как выбрать отрезной круг по металлу — читайте на Кувалда.ру
Принято считать, что при подборе отрезного круга по металлу для УШМ достаточно знать два основных параметра — диаметр и материал с которым предстоит работать. Но это далеко не все, что нужно знать, если вы хотите выбрать отрезную оснастку как это делают профессионалы. Поговорим о маркировке на отрезных кругах и о пяти ключевых технических характеристиках абразивного отрезного диска.

- Диаметр диска
- Максимально допустимая скорость вращения
- Толщина
- Состав и размер зерна
- Прочность связывающего вещества
Типы дисков
Первое число в маркировке говорит о типе диска:
- 41 — прямой отрезной
- 42 — чашеобразный отрезной со смещенным центром
- 27 — прямой шлифовальный
- 29 — чашеобразный зачистной

Стандартные диаметры дисков для УШМ:
- 115 мм
- 125 мм
- 150 мм
- 180 мм
- 230 мм
На диске обязательно указывается максимальная скорость вращения.
- Для 115 мм круга максимальная скорость вращения — 13 300 об/мин.
- 125 мм — 12 250 об/мин,
- 150 мм — 10 200 об/мин,
- 180 мм — 8 500 об/мин,
- 230 мм — 6 650 об/мин.

Например, установка на болгарку 115 мм отрезного круга диаметром 125 мм, будет сопряжена с серьезными нарушениями техники безопасности:
- Чтобы на шлифовальную машину 115 мм встал круг большего диаметра, придется демонтировать защитных кожух.
- При увеличении диаметра диска снижается безопасная скорость работы. В совокупности это может повлечь серьезные травмы.
Производитель не гарантирует, что круг сохранит свою целостность при эксплуатации на повышенных оборотах. 
Толщина диска
Могут встретиться значения: 0.8 мм, 1 мм, 1.2 мм, 1.5 мм, 2 мм, 2.5 мм.
На качество реза толщина отрезного круга влияет мало, однако от данного значения напрямую зависит скорость работы.

Состав и размер зерна
Чтобы понять из чего состоит отрезной диск, нужно обратиться к его маркировке, разобрать самые важные параметры. Разберем на примере отрезного круга с обозначением — A 36 S BF.

- Первая буква укажет на состав абразива. A — Корунд. Также можно встретить значения: AS — Электрокорунд, C — Карбид кремния. Последнюю маркировку имеют круги для резки камня.
- Последующая цифра 36 обозначает размер зерна. От зернистости напрямую зависят скорость и качество распила: ровная кромка и отсутствие выщербин. Чем больше данная цифра, тем мельче зерно, и как следствие, аккуратнее будет пропил при меньшей скорости работы.
- Следующая за числом буква S указывает на характеристику связующего вещества. Встречается бакелитовая и керамическая связка. V — Керамика более устойчива к износу, но менее прочна при механическом воздействии. B — Бакелитовая связка делает диск более эластичным, упругим. Износостойкость такой расходки ниже. Чем прочнее связующее вещество, тем медленнее будут обновляться зерна на кромке: круга будет хватать на большее количество резов.

Срок годности диска
Производитель указывает срок хранения в течении которого отрезной круг гарантированно не потеряет свои свойства. Вещество будет крепко связывать абразив, обеспечивая безопасную работу.
Как правило, срок годности указывается на металлическом ободке отрезного круга. Год и квартал. V 01 —январь,1 квартал, V 04 —апрель, 2 квартал, V 07— июль, 3 квартал, V 10 —октябрь, 4 квартал.
Например, V 10 / 2022, обозначает, что изделие пригодно к использованию до 4 квартала 2022 года.
Обращайте внимание на срок годности диска, размерность и состав отрезного круга. Используйте средства защиты: очки и перчатки.
Выбираем правильный отрезной диск по металлу для УШМ
Болгарка с отрезным диском по металлу уже давно практически полностью вытеснила из обихода слесарную ножовку.
Этот инструмент не имеет себе равных там, где без высокой точности требуется быстро и аккуратно отрезать излишки арматуры, разделить на две части трубу или произвести заготовку мерных деталей из проката для дальнейшей сварки объемных конструкций.
Основным рабочим инструментом для болгарки при резке металла является тонкий диск, изготовленный из абразивной смеси на основе смол и армированный сеткой из стекловолокна. Несмотря на очень высокие скорости резания, эти изделия гораздо безопаснее монолитных шлифкругов.
Армирование не позволяет откалываться крупным частям, а разрушение диска, как правило, происходит только из-за нарушения правил эксплуатации и несоблюдения режимов резания.
Виды отрезных дисков по металлу
Технические характеристики отрезных кругов (или иначе дисков) для работы по металлу регламентируются ГОСТ Р 57978—2017, который предусматривает два типа этого инструмента: плоские (ISO 41) и с утопленным центром (ISO 42).
Этим же ГОСТом устанавливаются размерные ряды и другие нормируемые параметры для обоих типов.
Конструктивно отрезной диск по металлу представляет собой структуру типа сэндвич, состоящую из чередующихся слоев армирующей сетки и режущего композита, в которые запрессована металлическая втулка (см. рис. ниже).

Армирующие сетки, как правило, изготавливаются из стекловолокна и в зависимости от условий применения инструмента могут иметь разные толщину и размеры ячеек. Режущий композит состоит из абразивного порошка и связки.
Для резки металлов в качестве абразива используют порошки из различных видов электрокорунда и карбида кремния, а связкой обычно служат бакелитовые смолы (хотя ГОСТом также предусмотрено применение вулканитов).
Конструктивные и физические свойства отрезных дисков зависят от вида обрабатываемого металла.
По этому признаку международными стандартами предусмотрено четыре типа инструмента: для работ по конструкционной стали, по чугуну, по нержавеющей стали и по цветным металлам.
Последние имеют много вариантов твердости, хрупкости и вязкости, поэтому производители нередко указывают в своих каталогах, для какого конкретного вида металла тот или иной тип диска предназначен. Кроме того, выделяют отрезной инструмент для ручной и машинной работы, в частности диски по металлу, предназначенные для болгарок, должны содержать в маркировке код «Рд».
Кроме армированных абразивных кругов на связках из смол существуют твердосплавные диски для резки металла на стационарных маятниковых и торцовочных пилах. Такой инструмент обычно используют в заготовительных цехах металлообрабатывающих предприятий, он имеет узкоспециализированное применение и относится к дисковым пилам.
Еще один вид отрезного инструмента — это алмазные диски, но они в соответствии с ГОСТ 32833—2014 не могут применяться для резки металлов. Иногда к отрезным относят и пильные диски, используемые в деревообработке на циркулярных станках. Внешне они в чем-то подобны отрезным кругам для обработки древесины.
Но на самом деле такие пильные диски имеют другое назначение, и ГОСТом классифицируются как «дисковые пилы».
Маркировки кругов для резки металла
Содержание маркировки, наносимой на поверхность отрезных кругов по металлу, регламентируется ГОСТ P 52588—2011 и ГОСТ Р 57978—2017.
Первый определяет маркировочные данные, относящиеся к технике безопасности (в том числе и предельные эксплуатационные параметры), и информацию о производителе, а второй — физико-технические характеристики изделия.
Оба ГОСТа разработаны на основе профильных международных стандартов ISO, поэтому маркировки зарубежных производителей практически не отличаются от ГОСТовских.
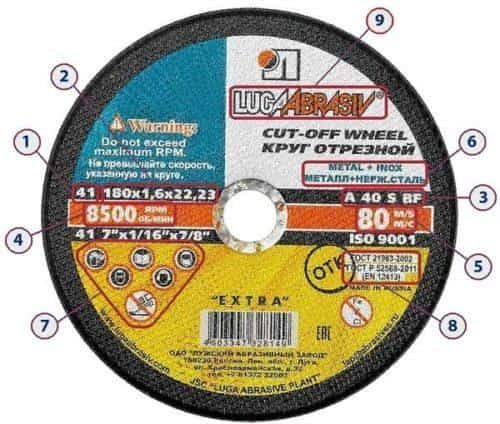
На фото выше показан диск для резки металла Лужского абразивного завода, промаркированный в соответствии с государственными стандартами. Цифрами обозначены следующие поля:
- Конструктивный тип (ISO 41, плоский).
- Геометрические характеристики (диаметр, толщина, посадочное отверстие). Ниже, под красной полосой, они же указаны в дюймах.
- Физические характеристики: тип абразива (А – электрокорунд); размер зерна; степень твердости (латинская Т — весьма твердые); тип связки (BF – бакелит армированный).
- Максимальная скорость вращения.
- Максимально допустимая окружная скорость.
- Для какого материала предназначен.
- Пиктограммы техники безопасности.
- Ссылка на нормативные документы.
- Логотип производителя.
Кроме того, ГОСТ P 52588—2011 и международные стандарты обязывают производителей наносить на свои изделия цветовую маркировку в виде сплошной горизонтальной полосы шириной от 5 до 20 мм, указывающей на предельную окружную скорость. Для отрезных дисков по металлу обычно это красная полоса, соответствующая 80 м/сек (см. фото выше).
Некоторые производители дополнительно маркируют свою продукцию цветовыми полями в соответствии с группой материалов (металлы, камень, керамика и пр.), для резки которой предназначен конкретный тип круга.
Такие маркировки в системах ANSI и ISO совпадают только частично, поэтому лучше ориентироваться на указатели в виде надписей и пиктограмм.
Особенности дисков для резки алюминия
Из-за повышенной вязкости цветные металлы с трудом поддаются резке дисками, предназначенными для работы по сталям и чугуну.
Это происходит из-за того, что в процессе работы стружка не отводится из зоны резания, а забивает (засаливает) пространство между абразивными зернами и наполнителем.
Поэтому для резки чистого алюминия и его сплавов используют специальные диски с более мягкой и склонной к выкрашиванию связкой. При такой конфигурации компонентов режущая кромка лучше самозатачивается, хотя это и увеличивает скорость износа инструмента.
Специальные диски для резки алюминия выпускает только ограниченное число производителей, остальные в типе материала обычно указывают более широкое назначение, например «для работы по цветным металлам». В целом резка алюминия болгаркой имеет смысл только при каких-то разовых работах.
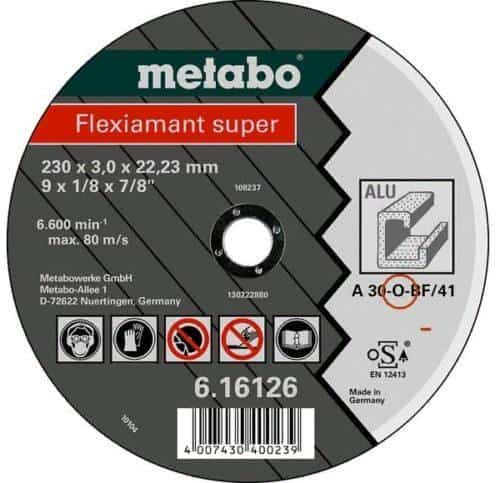
А для больших объемов алюминиевых заготовок гораздо лучше подходят отрезные и раскроечные станки со специальными пильными дисками по алюминию. На фото ниже: диск для работ по алюминию фирмы Metabo.
Обратите внимание на маркировку класса твердости (О означает «среднетвердый») и сравните с маркировкой лужского диска.
Как правильно подобрать отрезной диск
При покупке отрезного круга для работ по металлу в первую очередь необходимо обратить внимание на его диаметр, т. к. он должен точно соответствовать тому виду болгарки, на котором будет использоваться. Кроме того, следует правильно выбрать диаметр посадочного отверстия (22 или 22.
2 мм). О предельных оборотах и окружной скорости беспокоиться не стоит, т. к. они являются стандартными для каждого типоразмера.
На всех отрезных дисках для болгарок, кроме размеров и скоростей, на самом видном месте всегда указано (текстом или пиктограммой), для резки какого материала данный образец предназначен. Если речь идет о металлах, то обычно выделяют четыре вида: сталь, нержавейка, чугун и цветные металлы.
Кроме того, выпускаются диски как комбинированного применения (обычно это сталь + нержавейка), так и для резки отдельных цветных металлов, в частности алюминия.
Обязательно нужно обратить внимание на срок годности (он выбит на ободе втулки), т. к. в качестве связки в таких изделиях используются бакелитовые смолы, которые со временем высыхают и теряют упругость.
Также нужно понимать, что диски для резки металла одного и того же типа, но различных производителей во время работы ведут себя по-разному. Поэтому, чтобы не было сюрпризов, кроме анализа стандартных данных, надо обязательно поискать дополнительную информацию в отзывах покупателей, на профильных форумах и т. п.
Ниже в видеоролике рассказывается, чем отличаются несколько практически одинаковых дисков различных брендов.
Сравнение расходников популярных производителей
Главным производителем отрезных кругов в России является Лужский абразивный завод, который выпускает свои изделия под торговой маркой «Луга-Абразив».
Его диски для резки металла относятся к нижней и средней ценовой категории и занимают львиную долю российского рынка этого инструмента.
В этом же сегменте и примерно по таким же ценам предлагают свои абразивные круги китайского производства российские и зарубежные торговые марки, специализирующиеся на электроинструменте и садово-огородной технике.
Мировые гранды типа Bosch и Metabo заказывают диски под своими торговыми марками на заводах ЕС. Их продукция отличается высоким качеством, но стоит значительно дороже. Ниже в таблице представлен небольшой обзор цен на абразивные круги для резки металла обычных серий Ø125 мм и толщиной 1 мм.
| 1 | «Зубр» | 22,2 | 25 | Китай |
| 2 | «Луга-Абразив» | 22, 22,2 | 30 | Россия |
| 3 | Gigant | 22 | 30 | Китай |
| 4 | Sturm | 22,2 | 32 | Китай |
| 5 | Stayer | 22 | 36 | Китай |
| 6 | Fit | 22 | 42 | Китай |
| 7 | Hitachi | 22,2 | 45 | Россия, «Луга-Абразив» |
| 8 | Bosch | 22,2 | 85 | EU |
| 9 | Metabo | 22,2 | 90 | EU |
Кроме абразивных отрезных кругов по металлу для болгарок, в продаже можно встретить аналогичные изделия, предназначенные для другого электроинструмента. Это отрезные диски диаметром 350÷400 мм для рельсорезов Husqvarna и им подобных, а также мини-диски Ø32 типа «дремель» для крепления на оснастку с цилиндрическим хвостовиком.
Как рассчитать расход отрезного диска
Современных нормативных документов централизованного применения, регламентирующих расход отрезных кругов по металлу, не существует. Поэтому для решения данной задачи можно пойти двумя путями.
Первый — это использовать наработки советских времен, например ведомственные нормы Минмонтажспецстроя СССР ВСН 434.
В этом документе в разделе 5 «Метод расчета норм расхода армированных абразивных кругов» можно найти таблицы, в которых приводятся нормативы числа резов одним кругом и их расход за смену для каждого типоразмера проката из черных металлов и труб.
Главный недостаток этого метода — проблема неповторяемости параметров отрезных кругов одного и того же типа, приобретаемых пользователями на современном российском рынке.
Поэтому лучше всего для каждой партии закупленных дисков принимать собственный норматив, проведя несколькими из них пробную резку на определенных типах заготовок из металла (лист, труба, арматура и т. п.).
Таким способом со временем можно накопить достаточную базу данных, проанализировать закономерности и выработать свои нормативы с поправочными коэффициентами.
Нередко встречается утверждение, что отрезными кругами по камню без проблем можно резать цветные металлы. А что вы думаете по этому поводу? Поделитесь, пожалуйста, своим мнением в х.
Конструкция абразивного круга. Параметры, влияющие на производительность и безопасность | Машкрепеж
Абразивная резка входит в число заготовительных операций, отличающихся наибольшей производительностью, доступностью и эффективностью. Значительную востребованность отрезных дисков обеспечивает возможность обработки объектов, изготовленных на основе сырья, практически, любого вида.
Устанавливаются круги, как правило, на распиловочный инструмент с электроприводом, имеющем название Углошлифовальная Машинка (далее УШМ), или по-простому «болгарка».
Чаще всего используются они для реза различных объектов из металла: листовых изделий, балок с Г-образным сечением – уголков и труб разного профиля.
Структура отрезного абразивного круга
Свое название такой распиловочный диск получил из-за особенностей его структуры. Резку осуществляет абразивное вещество, находящееся между слоями стекловолоконной армирующей сетки (см. рис.). Такая конструкция предотвращает деформацию и возможное раскалывание круга при воздействии на него внешних нагрузок.
Сегодня предприятия выпускают широкий ассортимент дисков абразивных отрезных. Рассмотрим основные характеристики данных изделий.
Наружный диаметр
Пожалуй, это – основной параметр абразивного отрезного круга. Он отображает класс «болгарки», с которой совместим конкретный диск.
Наибольшее распространение получили расходные инструменты данного типа со следующими наружными/внешними диаметрами: 230,0; 180,0; 150,0; 125,0 и 115,0 миллиметров.
Устанавливать на УШМ диск со значением этого показателя, превышающим число, указанное в паспорте на электроинструмент, недопустимо. Помимо некорректности такого подхода с точки зрения здравого смысла, это прямо запрещают требования техники безопасности.
- Во-первых, сделать это не позволят размеры защитного кожуха «болгарки».
- Во-вторых, если установить круг все-таки получится, режущая кромка будет вращаться со скоростью, далеко выходящей за пределы диапазона, предусмотренного предприятием-производителем УШМ. Данное явление может вызвать не только выход электроинструмента из строя, но стать причиной получения работником серьезных травм.
Толщина отрезного диска
Более легко режется объект с помощью круга, имеющего меньшую толщину. Здесь работают законы физики: площадь кромки напрямую связана с сопротивлением обрабатываемого материала. Чем она меньше, тем меньше значение последнего показателя. К другим преимуществам тонких дисков можно отнести:
- меньше подвергаются нагреву;
- с их использованием работа выполняется быстрее
- спил формируется более ровным;
В настоящее время нет единых правил, на основе которых отрезные круги можно отнести к категории «Тонкие». Это зависит, скорей всего, от внешнего диаметра конкретного экземпляра.
Например, в число «Тонких» входят подобные расходные инструменты от «Лужского Абразивного Завода» с сечением профиля от 0,8 мм до 2,0 мм.
Последнее значение актуально для дисков с внешним диаметром 200 мм, а первое – для кругов с этим показателем, равным 115,0 и 125,0 миллиметров.
Впрочем, на рынке можно найти круги абразивные отрезные и меньшей толщины. Например, компания «Comet» (Словения), являющаяся одним из крупнейших на европейском континенте производителем продукции данного вида, выпускает такие изделия с сечением профиля 0,75 мм.
Следует сказать, что тонкие диски имеют один существенный недостаток. Заключается он в быстрой стачиваемости.
Между тем, для «болгарок», характеризующихся небольшой мощностью и потребляющих электроэнергию от аккумуляторов, а также не предназначенных для продолжительного функционирования без перерыва, круги такого типа – наилучший вариант.
Однако, согласно статистическим данным, в бытовых условиях наиболее часто используются диски с толщиной в пределах от 1,0 мм до 4,0 мм.
Вид абразивного вещества
Абразивный материал представляет собой совокупность мельчайших зерен с заостренными кромками.
Свойства этих частиц определяют качество поверхности спила – с признаками шероховатости либо гладкая.
В число основных рабочих качеств абразивных веществ входят степень сопротивляемости механическим нагрузкам и твердость. Немаловажны также устойчивость к воздействию химикатов и повышенных температур.
Особого внимания заслуживает такая характеристика абразива, как зернистость. С возрастанием однородности по размеру его частиц растет качество резки. Маркировка зернистости осуществляется:
- по нормам ГОСТа 3647-80. Цифру, отображающую эту характеристику на этикетке отрезного диска, нужно умножить на 10. Результат покажет размер кристалла абразива в микрометрах;
- по правилам международной системы FЕРА. Такая маркировка состоит из двух позиций. Первая – это буква английского алфавита «F». За ней следует число. Размер зерен тем меньше, чем оно больше.
Ниже размещена таблица, отображающая особенности типового применения наиболее распространенных абразивных веществ в отрезных дисках в зависимости от зернистости и толщины самого расходного инструмента.
| Материал абразивный | Толщина диска, мм | Зернистость по системе FЕРА | Предназначение |
| Электрокорунд циркониевый (на основе элемента Zr) 38А | 1,6…1,2 | F46…F40 | Для реза изделий с тонкими стенками, изготовленных из нержавейки и сталей определенных специальных марок |
| 2,0 | F36 | Подходит для работы с нержавеющими и кислотостойкими сталями. Рез объектов небольшого сечения, произведенных из цветных сплавов, чугуна и сталей, устойчивых к воздействию повышенных температур, инструментальных и характеризующихся высокой прочностью | |
| 2,5 | F36…F30 | Высокопроизводительный рез элементов конструкций малого сечения, произведенных из литья как стального, так и чугунного с большими подачами, а также из высокопрочных и специальных сплавов | |
| 4,0…2,5 | F24 | Высокопроизводительный распил элементов конструкций крупного сечения, произведенных из литья как стального, таки и чугунного с большими подачами, а также специальных и обладающих высокой прочностью сплавов | |
| Черный технический кремния карбид (SіС) марки 54С. | 1,6…1,2 | F46 | Для тонкого распиливания полимерных/пластиковых материалов, элементов из стекла, плитки облицовочной керамической, керамогранитной и иных ее видов. |
| 2,0 | F36 | Резка объектов, имеющих некрупное сечение, и изготовленных из стройкерамики и природного гранита, в частности, спецстекло, керамические трубы, волновой и плоский шифер, штучные керамические изделия – черепица, а также электрофарфор. | |
| 2,5 | F30 | Для резки деталей и компонентов конструкций из неячеистого бетона, нещелевого и огнеупорного, в том числе шамотного кирпича, шифера обоих видов, керамических труб, глиняной и силикатной черепицы, твердого фарфора, бытовой керамики, включая майолику | |
| 4,0…2,5 | F24 | Распиливание распространенного в природе базальта; искусственного и натурального мрамора; гранита всех видов, начиная с габрро-диабаза, и заканчивая лабрадоритом; титана и титановых сплавов | |
| Нормальный (алунд) электрокорунд (марка 14A), а также его модификации | 1,2 | F60 | Рез профилей и трубных изделий с тонкими стенками, нетолстых металлических пластин, изготовленных из алюминия (Аl), инструментальных сталей и нержавейки. |
| 1,6…1,2 | F46 | ||
| 2,0 | F36 | Для резки стальных листов, трубных изделий и, в целом, металлических объектов, характеризующихся небольшим сечением | |
| 2,5 | F30 | Распиливание металлических заготовок крупного сечения, произведенных из цветных сплавов, различных видов чугуна, сталей инструментальных, устойчивых к повышенным температурам, и характеризующихся высокой прочностью | |
| 4,0…2,5 | F24 | Резка заготовок, произведенных из стали, отливок из чугуна и прочих металлоизделий крупного сечения. |
Коэффициент резания
Определение эксплуатационных качеств кругов абразивных отрезных подразумевает учет одного момента.
Заключается он в том, что самые достоверные результаты можно получить лишь в специально оборудованной испытательной лаборатории. Нормами ГОСТа 21963-2002 предусмотрен такой показатель, как «коэффициент резания».
Для установления общей оценки рабочих параметров рассматриваемых расходных инструментов он наиболее корректен. Объясним суть его простыми словами.
Как известно, в ходе резки круг изнашивается. Естественно, чем больше площадь распила (обозначим V) и больше процедур реза было произведено (обозначим их количество буквой «m»), тем больше диск в итоге сработается. Причем, критичным является его износ уже на 25%. Поэтому и вычисляется коэффициент резания, когда текущее значение диаметра круга (Dт) станет равным 0,75 от исходной величины данного показателя (Dи). Для этого применяется такая формула:
Р=(4×V×m)/{π×(Dи2-Dт2)}, где
Р – искомый параметр (коэффициент резания).
Подставлять в формулу значения диаметров нужно в сантиметрах, а величину площади распила в тех же единицах, только квадратных.
Данный параметр:
- отображает эффективность реза с экономической точки зрения;
- расход дисков на осуществление ряда определенных операций.
Таким образом, на его основе можно установить общую потребность в отрезных кругах.
3S-технология
Сфера производства данного расходного инструмента развивается стремительными темпами. К числу последних достижений можно отнести разработанную для государств Евросоюза 3S-технологию. Рассмотрим ее особенности.
Надежность диска и безопасность его эксплуатации (Safety) достигаются путем:
- применения инновационных фенольных смол, подвергнутых модификации. Эти компоненты придают кругу повышенную степень стойкости и прочности;
- обеспечения баланса плотности стекловолоконной армирующей сетки (данный показатель (обозначение G) изменяется в таком диапазоне: 75г/м2≤ G ≤320г/м2), зернистости абразива и толщины самого расходного инструмента;
- производства дисков с точными размерными характеристиками. Это исключает неуравновешенность изделий по отношению к оси вращения – проще говоря, дисбаланс, даже малейший эксцентриситет и перекос дисков по высоте (толщине).
Возможность быстрого и эффективного реза (Speedy) по достоинству ценят все исполнители, которые работают с кругами абразивными отрезными постоянно. Это качество обеспечивается за счет применения:
- специальных, а также глубоко прокаленных электрокорундов, характеризующихся высокой стойкостью – разрушаемость менее 40 процентов;
- материала карбид кремния (SіС) с крупными кристаллами, отличающегося повышенной абразивной способностью;
- технологии т.н. комплексной зернистости, позволяющей функционировать расходному инструменту с невысоким температурными нагрузками и с устойчивым самозатачиванием.
Ровному и плавному резу (Smoothly) способствуют такие факторы:
- точность геометрии в сочетании с равномерным распределением абразивного вещества. Благодаря этому в ходе резания не появляются вибрации. Точность размерных характеристик всех дисков соответствует требованиям класса «АА»;
- отсутствует торцевое биение. Это исключает возможность «косого реза», а также уменьшает трение между поверхностью распила и боковой, то есть нерабочей, поверхностью расходного инструмента;
- кроме того, микрорельеф боковой/нерабочей поверхности круга формируется с применением пластин с эластомерами. Такое технологическое решение тоже обусловливает снижение силы трения между диском и плоскостью распила.
Заключение
Правильный подход к выбору кругов абразивных отрезных предусматривает учет ряда параметров. Во-первых, – с дисками каких размеров работает имеющаяся в распоряжении «болгарка». Во-вторых, – вид обрабатываемого материала. В-третьих, – на какие максимальные обороты рассчитана конструкция УШМ: чем они выше, тем меньшие по размерам расходные инструменты можно приобретать.





