- Очистка ручным инструментом
- Очистка механизированным инструментом
- Абразивоструйная очистка
- Сухая абразивоструйная очистка
- Абразивная струйная очистка сжатым воздухом
- Абразивная струйная очистка с впрыскиванием влаги
- Струйная очистка жидкостью под давлением
- Контроль очищенной поверхности металла
- Очистка поверхности металла
- Степени очистки поверхности металла: ГОСТ 9.402, ИСО 8501
- Методы очистки металлов. Сравнение особенностей
- Очистка ручным инструментом
- Химическая очистка
- Электрохимическая (гальваническая) очистка
- Ультразвуковая очистка
- Пескоструйная очистка
- Криоочистка
- Лазерная очистка
- Основные способы очистки металлической поверхности от ржавчины
- Технология подготовки металла к покраске
- Подготовка поверхности
Надёжная антикоррозионная защита металла зависит от тщательности подготовки поверхности металла, в том числе от качества очистки от продуктов коррозии. Эта операция — наиболее трудоёмкая, но именно она во многом определяет конечный результат.
Наиболее используемыми способами предварительной обработки металла являются: очистка ручным инструментом, механическая очистка, абразивоструйная очистка.
Очистка ручным инструментом
Ручная очистка металла — это метод подготовки металлических поверхностей с помощью ручных инструментов, без применения энергопитания.
Ручную очистку поверхности проводят с использованием обрубочных молотков для скалывания ржавчины и других загрязнений, ручных проволочных щёток, шпателей, скребков, абразивных шкурок, наждака.
Молотки для скалывания применяются для удаления толстого рыхлого слоя ржавчины, чтобы сделать более экономичной абразивную струйную очистку. Обработка молотками часто проводится в сочетании с зачисткой щётками. Обработка такими молотками непригодна для общей подготовки поверхности перед нанесением покрытий.
Очистка ручным инструментом иногда применяется на начальном этапе для предварительной очистки, с целью снятия относительно легко удаляемых загрязнений перед использованием механизированных инструментов.
Очистка механизированным инструментом
- Это метод подготовки металлических поверхностей с применением механизированных ручных инструментов, но без использования абразивоструйной очистки.
- Механизированную очистку проводят с использованием вращающихся проволочных щёток, машин для зачистки абразивными шкурками, дисков для зачистки абразивными шкурками, абразивных точильных камней, зачистных молотков с электро- или пневмоприводом, игольчатых пистолетов, шлифовальных кругов.
- Участки поверхности, недоступные для подобных инструментов, должны подготавливаться вручную.
Перед очисткой ручным и механическим инструментом необходимо удалить скалыванием все толстые слои ржавчины. Видимые масло, смазка и грязь также должны быть удалены.
Очистка механизированным инструментом эффективнее и производительнее очистки ручным инструментом, но по эффективности уступает абразивной струйной очистке.
Абразивоструйная очистка
Сухая абразивоструйная очистка
Сухая абразивоструйная очистка (бластинг) заключается в ударе абразивного потока с высокой кинетической энергией о подготавливаемую поверхность. Подача абразива осуществляется при помощи центробежной силы, сжатого воздуха или эжекции. В воздушно-абразивный поток допускается добавлять небольшое количество воды для устранения пыли.
Абразивная струйная очистка сжатым воздухом
Данная операция осуществляется при подаче абразива в поток воздуха и направлении образующейся воздушно-абразивной смеси с высокой скоростью из сопла на очищаемую поверхность.
Абразив может быть впрыснут в воздушный поток из ёмкости, находящейся под давлением, или увлечён этим воздушным потоком в процессе всасывания из ёмкости, не находящейся под давлением.
Этим способом очищают поверхности с помощью дробеструйных аппаратов.
Абразивная струйная очистка с впрыскиванием влаги
Этот метод аналогичен абразивной струйной очистке сжатым воздухом с той разницей, что в воздушно-абразивный поток добавляют незначительное количество жидкости (обычно чистую пресную воду), что создает метод струйной очистки, при котором не образуется пыли в диапазоне размера взвешенных частиц менее 50мкм. Расход воды составляет 15-25 л/ч.
Струйная очистка жидкостью под давлением
В поток жидкости (обычно чистой пресной воды) вводят абразив (или смесь абразивов), и этот поток направляют через сопло на очищаемую поверхность. Этот метод основан на воздействии кинетической энергии высоконапорной водяной струи на обрабатываемую поверхность.
При этом струя воды позволяет удалять с поверхности загрязнения и отложения любой физической природы и химического состава: ржавчину, консервационные смазки, лакокрасочные покрытия, битум, смолы, нагар, окалину и т.д.
Давление воды зависит от типа удаляемых загрязнений, таких как рыхлая ржавчина и окрасочные покрытия со слабым сцеплением.
Как правило, используются следующие методы водной струйной очистки:
- водная струйная очистка высокого давления (70-170 МПа);
- водная струйная очистка сверх высокого давления (свыше 170 МПа).
Гидроструйная очистка при высоком давлении также имеет название «гидроджеттинг». Гидроджеттинг под высоким давлением. (70-170 МПа) позволяет удалить большинство красок и продуктов коррозии. Гидроджеттинг под сверхвысоким давлением (более 170 МПа) применяется для полного удаления всех старых покрытий и ржавчины.
В настоящее время данные технологии активно используются там, где необходимо быстро, качественно и безопасно выполнить работы по очистке и подготовке поверхности металла.
Контроль очищенной поверхности металла
Методы контроля очищенной поверхности перед окраской регламентирует ISO 8502.
- ISO 8502-1 устанавливает метод определения на очищенной поверхности растворимых продуктов коррозии с помощью индикаторной ленты.
- ISO 8502-2 устанавливает метод лабораторного анализа хлоридов в воде, собранной после промывки очищенной поверхности размером 250х100мм.
- ISO 8502-3 устанавливает метод оценки контроля запыленности поверхности с помощью липкой ленты. Запыленность поверхности оценивают в баллах согласно рисунку.
- ISO 8502-4 устанавливает методику оценки вероятности конденсации влаги на очищенной поверхности.
- ISO 8502-5 устанавливает метод определения хлоридов с помощью индикаторной трубки.
- ISO 8502-6 приводит метод Брестле по отбору растворимых загрязнений с очищенной поверхности.
Очистка поверхности металла
- Для удаления старых красок, лакокрасочных покрытий, лаков, затвердевших шпатлёвок и других материалов рекомендуется использовать специальные смывки и обезжириватели металла:
- Антикрас — универсальная смывка для старой краски.
- Антикрас-П — смывка порошковых красок.
- Чистомет — обезжиривающее средство для чёрного металла.
- Чистомет-Плюс — усиленный очиститель металла.
- Чистомет-Антикопоть — средство для удаления копоти и сажи.
- Антикрас-Спринт — супербыстрая смывка старой краски.
- Чистомет ФС-01 — очиститель металла фосфатирующий.
- ОМ-01С — спецобезжириватель для черного и оцинкованного металла.
Подготовка поверхности металла под окраску наряду с качеством используемых лакокрасочных материалов определяет качество получаемого покрытия и его долговечность.
Даже при использовании высококачественных лакокрасочных материалов прочное покрытие можно получить только при безукоризненной подготовке поверхности.
Защита от коррозии металла — на сайте krasko.ru.
Подробную информацию о подготовке поверхности металла к окраске (очистка поверхности металла, смывки и обезжириватели, подготовка поверхности металла) Вы можете узнать на страницах нашего сайта.
Степени очистки поверхности металла: ГОСТ 9.402, ИСО 8501
19 Апреля 2018
// Технологии
Стандарты, в которых описаны уровни подготовки металлических поверхностей
Степени очистки металлов посредством абразивоструйного метода перед окраской или другой обработкой описаны в нескольких стандартах. Наибольшее распространение В России получили следующие два стандарта: ГОСТ Р ИСО 8501-1-2014 и ГОСТ 9.402-2004. Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий.
Статус на 2022 год: действующий.
Международный стандарт ISO 8501 был разработан Шведским институтом стандартизации (www.sis.se/en/), затем в 1988 году переведён на русский язык, дополнен в 1994 и в 2007. С 2014 года становится национальным стандартом РФ ГОСТ. Утверждён и введён в действие приказом Федерального агентства по техническому регулированию и метрологии от 8 июля 2014 г. N 697-ст. Степени окисления металла обозначаются буквами A — D. Степени очистки поверхности обозначаются буквами «Sa». Данный стандарт является визуальным, то есть основывается на фотографических образцах, с которыми производится сравнение очищенной поверхности. Таблица с описанием степеней очистки в данном случае является вспомогательным, дополнительным средством контроля. Таблица 1 — Характеристика степеней абразивной струйной очистки, ИСО 8501-1-2014
| Sa 1 | Слабая абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от легко отделимой прокатной окалины, продуктов коррозии, лакокрасочных покрытий и посторонних частиц. |
| Sa 2 | Тщательная абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от большей части прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Допускается наличие на поверхности трудно отделимой остаточной прокатной окалины. |
| Sa 2 1/2 | Сверхтщательная абразивная струйная очистка | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Любые оставшиеся следы очистки допускаются в виде бледных пятен, точек или полос. |
| Sa 3 | Абразивная струйная очистка до видимой чистой стали | При осмотре без применения увеличительных приборов поверхность должна быть свободной от масла, консистентной смазки и грязи, а также от прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Она должна иметь равномерный металлический цвет. |
Данный стандарт чистоты поверхности ISO 8501-1:2007 издается в Швеции в виде книги с твердым переплётом и фотографиями-образцами, выполненными особым способом печати на пластиковых подложках. Фотографии демонстрируют четыре уровня окисления (коррозии) металлической поверхности без покрытия, а также образцы четырех степеней очистки этих корродированных поверхностей, очищенных при помощи абразивоструйного метода (всего 28 фотографий). Поверка этой книги не требуется и невозможна, так как сама книга — и есть эталон. 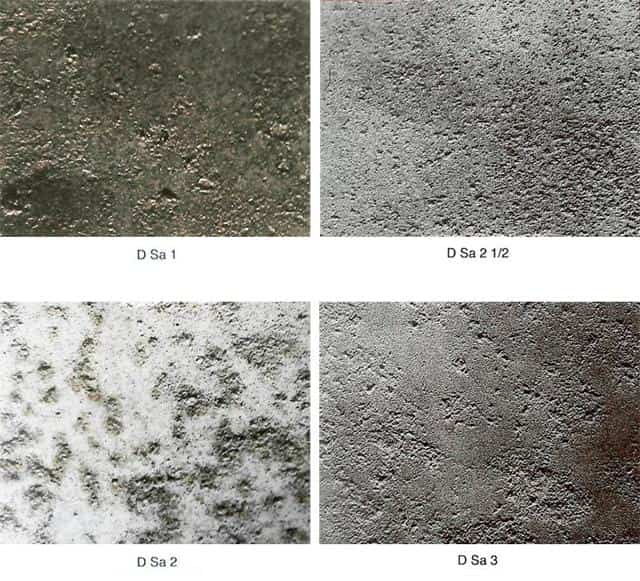 Национальный стандарт ГОСТ 9.402-2004 — Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
Национальный стандарт ГОСТ 9.402-2004 — Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
Статус на 2022 год: действующий.
Таблица 9 — Степень очистки поверхности металлических изделий от окалины и ржавчины в зависимости от условий эксплуатации
| 1 | При осмотре с шестикратным увеличением окалина и ржавчина не обнаружены | У1, УХЛ1, ХЛ1, Т1, О1, ОМ1, ОМ2, В5 | Изделия из 1-й и 2-й групп металлов (см. таблицу Д.1), подлежащие окрашиванию по 1-му и 2-му классам по ГОСТ 9.032 |
| 2 | При осмотре невооруженным глазом не обнаружены окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои | У1, У2, УХЛ1, УХЛ2, ХЛ1, ХЛ2, Т1, Т2, Т3, О1, ОМ1, ОМ2, ОМ3, В5 | Изделия из 1-й и 2-й групп металлов, подлежащие фосфатированию и окрашиванию |
| 3 | Не более чем на 5 % поверхности имеются пятна и полосы плотно сцепленной окалины и литейная корка, видимые невооруженным глазом. На любом из участков поверхности изделия окалина занимает не более 10 % площади пластины размером 25×25 мм | У1, У2, УХЛ1, У3, УХЛ2, УХЛ3, УХЛ4, ХЛ1, ХЛ2, ХЛ3, Т2, Т3 | Изделия из чугуна и стального литья, поковок и горячих штамповок, прокат и изделия сложной формы |
| 4 | С поверхности удалены ржавчина и отслаивающаяся окалина | УХЛ4 | Труднодоступные места крупногабаритных изделий сложной формы из металла толщиной не менее 4 мм |
Поверхности изделий со степенью очистки 4 окрашиванию не подлежат.
Таблица Д.1 — типы черных металлов
| 1 | Стали углеродистые обыкновенного качества по ГОСТ 380, сталь тонколистовая малоуглеродистая по ГОСТ 9045, прокат стальной повышенной прочности по ГОСТ 19281, прокат для строительных конструкций по ГОСТ 27772, прокат тонколистовой из углеродистой стали, качественной и обыкновенного качества по ГОСТ 16523 | Фосфатируются |
| 2 | Прокат из стали повышенной прочности (низколегированные стали) по ГОСТ 9281, чугун серый | Фосфатируются |
| 3 | Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные по ГОСТ 5632 и ГОСТ 20072 | Не фосфатируются |
Обратите внимание: эти два стандарта имеют обратную зависимость в порядке степеней очистки — по стандарту ИСО наилучшая степень очистки — Sa3 — расположена в таблице стандарта последней, а по ГОСТу 9.402 лучшая степень — первая в таблице. И наоборот, самая слабая очистка по ИСО — Sa 1 — первая в таблице, а по ГОСТу — она 4-я.
Когда речь идет о «второй степени очистки», вероятнее всего, речь идет о стандарте 9.402, потому что по ИСО в названии степени должны присутствовать буквы Sa. Но не лишним будет уточнить, какой из стандартов имеется ввиду в данном случае.
Таблица — Примерное соответствие степеней очистки по двум стандартам
| 1 | Sa 3 |
| 2 | Sa 2 1/2 |
| 3 | Sa 2 |
| 4 | Sa 1 |
ГОСТ 9.402-2014, 5.11 Обезжиривание. Обезжиривание проводят при помощи:
- горячей питьевой воды (от 70°C),
- пара (от 130°C)
- растворителей
- эмульсионными составами
- щелочными водными растворами.
Разработаны 18 схем обезжиривания, в зависимости от типа жирового загрязнения и применяемых реагентов. В качестве растворителей для обезжиривания поверхности используют трихлорэтилен стабилизированный, тетрахлорэтилен (перхлорэтилен), уайт-спирит (нефрас-С4-155/200), нефрас-С 50/170. После каждой технологической стадии химической подготовки поверхности проводят промывку поверхности питьевой водой. Состояние поверхности изделий контролируют не позднее чем через 6 ч после подготовки поверхности, и, дополнительно, непосредственно перед окрашиванием при сроке хранения более 6 ч. Качество обезжиривания должно соответствовать требованиям специальной таблицы. Контроль степени обезжиривания производят методом смачиваемости, капельным методом либо методом протирки. Что включает в себя степень очистки 2 ГОСТ 9.402-2004?
Перефразируя вопрос, можно сказать, что вторая степень ИСКЛЮЧАЕТ присутствие на рассматриваемой поверхности окалины, ржавчины, пригара, формовочной смеси и любых иных неметаллических слоёв (без применения увеличительных приборов).
С помощью чего достигается вторая степень очистки по ГОСТ 9.402?
В принципе, данной степени обычно можно достичь почти любым инструментом: начиная от механических — наждачной бумаги, шлифовальной машины; эжекторным пистолетом, заканчивая очисткой аппаратом напорного типа.
Другой вопрос в том, насколько этот процесс будет трудоёмким? Какие работы ещё нужно будет выполнить после очистки? И сколько это всё займёт времени? Скорость и сложность проведения работ зависят от: типа очищаемой поверхности, видов и степени загрязнения, сложности конструкции и общей площади, которую необходимо очистить.
Возникает также вопрос: какую скорость очистки считать приемлемой? Ведь для каждого эта мера — своя. Поэтому простого единого ответа здесь быть не может, проконсультируйтесь у специалиста, описав вашу задачу и ситуацию.
Каким песком можно добиться чистоты поверхности металла 2 степени? (SA 2 1/2)
Это зависит: от вида загрязнения; от кинетической энергии, которую может развить аппарат. С некоторыми видами глубокой ржавчины, порошковыми красками, или старыми двухкомпонентными покрытиями может не справиться ни один песок (только специальные абразивы).
В более простых случаях можно применить кварцевый песок фракции порядка 0,3 — 0,8 мм. Меньшая фракция, вероятно, не подойдет, поскольку это уже практически пыль. БОльшая фракция не интересна, так как здесь песок проигрывает специальным абразивам. Опять же, на разных аппаратах один и тот же песок работает по-разному.
Песок, работающий на напорном аппарате может не сработать на эжекторном устройстве.
Какая нужна степень зачистки металлоконструкций под АКЗ?
Чаще всего достаточно Sa 2 1/2. Точнее смотрите в паспорте на применяемую антикоррозийную покрасочную систему. Там же должны быть описаны требуемый профиль поверхности (шероховатость), степени обезжиривания и обеспыливания поверхности.
Как определяется степень очистки металла?
Визуально. Путём сравнения изучаемой поверхности с фототографиями стандарта ISO 8501-1:2007.
Международный аналог ГОСТ 9.402-2014? Каков расход абразива при зачистке конструкций?
Зависит: от самого абразива, вида загрязнения, требуемой степени очистки, сопла и компрессора. Подробнее — см. таблицы и графики в этой статье.
Каков перечень работ при подготовке поверхностей металлических конструкций к окраске?
- Механическое удаление грубых дефектов
- Обезжиривание
- Очистка от старого покрытия, окислов и других загрязнений — до требуемой степени, чаще всего SA 2 1/2.
- Придание требуемого профиля поверхности
- Удаление растворимых солей
- Обеспыливание
- Осушение
Абразивоструйный метод хорош тем, что в нём одновременно происходят: обезжиривание, очистка и получение заданного профиля (насечки). Для решения этой задачи необходимо: выбрать абразив подходящей фракции, содержащий минимум посторонних включений; обеспечить подачу сжатого воздуха нужного класса чистоты; производить контроль чистоты и профиля поверхности.
Компания ГСК-Сервис поставляет всё необходимое оборудование для выполнения очистки любой степени металлических и бетонных конструкций.
Если после прочтения данной статьи у вас остались вопросы — звоните по телефону или закажите консультацию — мы любим консультировать людей.
Заказать консультацию
- ОСТАЛИСЬ ВОПРОСЫ?
- Поговорите с нашим специалистом сегодня.
- 8-861-240-97-57
Методы очистки металлов. Сравнение особенностей
На современных производствах и процессах обслуживания изделий из разных промышленных материалов требуется очистка поверхности от разного рода налетов и покрытий. При этом в зависимости от предназначения этих изделий и типа предприятия требуются разные подходы.
Слои органического или неорганического происхождения, коррозии или ржавчины на металле зачастую удаляются с помощью аппаратов пескоструйной, химической очистки, с применением сухого льда, а также другими методами, каждый из которых обладает своими преимуществами и недостатками.
Очистка ручным инструментом
- Этот способ представляет из себя удаление ржавчины механизированными инструментами, например, проволочными щётками, шлифовальными и абразивными кругами.
- Если к части очищаемой поверхности отсутствует доступ, этот участок подготавливается с помощью немеханических инструментов, таких как наждак, скребки, проволочные щётки.
- Так как метод является неавтоматическим, это, с одной стороны, ограничивает скорость и точность выполняемых работ, а с другой, позволяет без применения специфичных инструментов оперативно зачищать конкретные площади.
Химическая очистка
Химический способ заключается в нанесении толстым слоем специальных реагентов, которые вступают в реакцию с краской, отслаивая ее от поверхности.
Данный способ удобен для работы с небольшой площадью поверхности и приносит хороший результат, однако само использование реагентов как негативно влияет на окружающую среду, так и несет в себе опасность химического отравления для оператора, который вынужден использовать средства индивидуальной защиты.
Также особенностью химического метода очистки является невозможность автоматизировать процесс. В основном применяется для снятия старого лакокрасочного покрытия или ржавчины с небольшой площади перед нанесением свежей краски.
Электрохимическая (гальваническая) очистка
Данный метод заключается в пропускании слабого тока через электролит, из-за чего происходит электролитическая реакция и снятие пораженного ржавчиной слоя металла. Ионы окислов железа переходят с ржавчины в раствор и на чистый электрод.
Преимуществом электрохимического метода является бережная очистка деталей любой формы.
К недостаткам можно отнести ограниченное применение (ржавчина), большие временные затраты, оснащение специальными резервуарами и наличие агрессивных растворов, которые необходимо утилизировать.
Ультразвуковая очистка
Осуществляется с помощью ультразвуковых волн в моющем растворе. Кавитационные пузырьки, возникающие преимущественно на границе раздела между жидкостью и изделием, значительно ускоряют процесс очистки.
Метод относится к щадящим способам очистки, но является достаточно энергозатратным и неэкологичным.
Пескоструйная очистка
Автоматически или полуавтоматически очищать металл можно распылением песка с помощью воздушной струи под давлением. Аппараты, воздействующие на покрытие абразивными материалами, относительно дешевы и просты в эксплуатации, однако за счет скорости и размера выбрасываемых частиц опасны для оператора.
- При применении данного метода оператор использует специальные защитные костюмы, а также должен озаботиться о снижении шумовой нагрузки на органы слуха.
- Кроме того, частицы абразива помимо снятия краски или ржавчины стирают основной материал изделия, что ограничивает возможности для использования такой очистки применительно к сложным устройствам или изделиям с тонким слоем основного металла.
- Пескоструйную очистку часто используют в строительстве для обработки бетона или металла, где можно пожертвовать текстурой поверхности взамен объемов и скорости обработки.
Криоочистка
Криоочистка, или чистка сухим льдом, по сути использует тот же принцип, что и пескоструйная обработка: выброс материала с направленным потоком воздуха. Сухой лед, будучи замороженным углекислым газом, при контакте с материалом не нагревает поверхность, поэтому возможно ее использование в тех помещениях, где повышен риск возникновения воспламенения или взрыва.
- Криоочистка действует бережнее пескоструйного воздействия, так как повреждает поверхность меньше и, кроме того, в процессе обработки не выделяется статическое электричество, поэтому такой метод безопасен при обработке сложной техники, например, турбин.
- Так как в отличии от пескоструйной обработки, в процессе криоочистки используется низкотемпературный материал, оборудование должно обладать специфическими характеристиками, что компенсируются повышенной стоимостью приборов, а также необходимостью следить за наличием сухого льда в качестве расходного материала.
- Криоочистка, к примеру, применяется в очистке кузова автомобиля перед покраской, пищевой промышленности, деревообрабатывающем и бумажном производстве.
Лазерная очистка
Лазерная очистка – это новый способ обработки поверхностей, обладающий резко выделяющимися особенностями. Аппараты лазерной очистки могут иметь различную комплектацию и мощность, и в зависимости от этого варьируются сферы их использования.
Импульс лазерного луча концентрируется на поверхностном слое и мгновенно его испаряет, не проникая вглубь основного материала.
При этом за счет управления формой луча лазер может справляться с очисткой текстурированных и рифленых поверхностей.
Очищаемые загрязнения не распыляются в окружающую среду, а тут же попадают в систему очистки воздуха, что позитивно сказывается на здоровье оператора.
Модели, ориентированные на промышленное применение, могут иметь довольно высокую базовую стоимость, однако это окупается низкими эксплуатационными затратами, ниже 100 рублей в час. Такие аппараты обладают бережным способом удаления покрытий, не затрагивающим внутреннюю структуру изделия, что позволяет крайне эффективно применять лазерную очистку, например, пресс-форм или лопастей турбин.
| Очистка ручным инструментом | Грубое воздействие | Вручную | Отходы в виде обрезков и пыли | Низкая |
| Химическая очистка | Не повреждает поверхность | Средняя | Требуется специальная защита оператора и утилизация токсичных растворителей. Ядовитые испарения | Низкая |
| Электрохимическая очистка | Деликатное воздействие | Низкая | Источник загрязнения окружающей среды | Средняя / Высокая |
| Ультразвуковая очистка | Деликатное воздействие | Низкая / Средняя | Используются специальные, токсичные для окружающей среды жидкости. Большие затраты электроэнергии | Средняя / Высокая |
| Пескоструйная очистка | Не подходит для деликатных поверхностей | Низкая / Средняя | Загрязненные отходы (песок, удаляемый материал и т.д.) | Низкая / Средняя |
| Очистка сухим льдом | Деликатное воздействие | Низкая / Средняя | Загрязненные отходы (удаляемый материал). Шумный процесс | Средняя / высокая |
| Лазерная очистка | Не повреждает поверхность | Средняя / Высокая | Низкое количество отходов в виде испаряемого материала | Высокая стоимость аппаратуры. Низкая стоимость эксплуатации |
Основные способы очистки металлической поверхности от ржавчины
Перед покраской любая металлическая поверхность должна быть тщательно обработана. Существует множество технологий, позволяющих осуществить этот процесс наиболее эффективно. Но главной проблемой при его реализации является наличие на металле коррозионных последствий, а именно ржавчины.
Коррозионные проявления на металлической поверхности металла бывают разных видов. К ним относятся:
- Пятна коррозионного происхождения, имеющие достаточно большую поверхность покрытия без глубинных проникновений.
- Коррозионные точки, наоборот, не распространяющиеся на большую площадь поверхности металла, но глубоко проникающие внутрь.
- Коррозионные процессы, происходящие под поверхностным покрытием (например, краской). Краска в процессе интенсификации коррозии может иметь вспученный вид, но бывают случаи, когда только после окончательного разрушения металла можно визуально зафиксировать очаг поражения.
Существуют следующие виды удаления ржавчины и подготовки материала к последующей обработке:
- термический;
- химический;
- механический.
В результате термической обработки металлической поверхности металла, для которой применяется специальная кислородно-ацетиленовая горелка, уничтожается почти вся прокатная окалина.
Недостаток этого метода заключается в том, что вот как раз ржавчина посредством этого способа удаляется не в полном объеме.
Именно по этой причине подобная технология практически не применятся при проведении покрасочных работ.
Более эффективным методом обработки металла является использование для очистки его поверхности химических веществ. В этих целях применяют, как правило, наиболее активные элементы. Химические средства, которые удаляют ржавчину с обрабатываемого объекта, подразделяются на следующие виды:
- Смываемые вещества. При их применении необходимо учитывать, что соприкасаясь с водой, они способны спровоцировать новые коррозионные процессы. Чтобы предотвратить появление ржавчины, обработанная химическим составом металлическая поверхность, должна быть подвергнута тщательной просушке и покрыта антикоррозионными средствами.
- Несмываемые вещества. Их в профессиональной сфере называют грунт-преобразователями. Использование этого метода позволяет преобразовать ржавчину на металле в грунт, который является защитным слоем. Хотя специалисты не могут эту структуру в полной мере назвать грунтом, тем не менее, она не требует дальнейшей обработки в виде промывки, так как в процессе не присутствует непосредственный контакт с водой.
На практике для снятия ржавчины используют следующие химические вещества:
- 5%-ный водный раствор соляной и серной кислоты. При его использовании, в обязательном порядке, необходимо добавлять вещество, замедляющее активность химического процесса (ингибитор). Как правило, применяют уротропин (0,5 г. на 1 литр раствора). В случае отсутствия ингибитора растворится не только ржавчина, но и сам металл.
- Ортофосфорная кислота. В результате нанесения на металлическую поверхность этого вещества (15-30% раствор) вся ржавчина превращается в твердую структуру. Такой результат получается из-за того, что в результате химической реакции образуется ортофосфат железа, который и является своеобразным защитным слоем. Чтобы процесс был более эффективным, следует добавлять винную кислоту (15 мл. на 1 литр) или бутиловый спирт (4 мл. на 1 литр).
- Вазелиновое масло (100 мл.) и молочная кислота (50 г.). Этой специальной смесью покрывают металлические поверхности с повышенным содержанием ржавчины. За счет присутствия в растворе кислоты ржавчина превращается в соль (лактат железа), которая растворяется в вазелиновом масле.
Тем не менее, самым эффективным методом зачистки ржавых металлических поверхностей является ее механическая обработка. Этот процесс, как правило, осуществляется ручным способом или с применением вспомогательного механического инструмента.
В современной практике существуют следующие механические методы удаления ржавчины с поверхности металла:
- Очистка с помощью щеток, изготовленных из проволок. Этот процесс осуществляется вручную. Он используется в местах, покрытых ржавчиной в большом количестве, а также при обработке сварных соединений и швов. Качество такой зачистки невысокое: остается окалина, а также присутствует много пыли.
- Обработка металлической поверхности металла с помощью абразивного инструмента. Как правило, используются шлифовальные диски. При применении инструмента высокого качества достигается практически 100% – ная эффективность. Однако и у этого метода имеются серьезные недостатки. К ним относятся: высокие требования к профессиональным качествам работника, а также большой расход материалов достаточно высокого качества.
- Обработка металлической ржавчины с помощью пескоструйного устройства. Этот метод предполагает нагнетание в зону поражения коррозионными процессами песка, выпущенного под напором. Установка, используемая в этих целях, имеет достаточно простую конструкцию и состоит из пистолета (пескоструйный), резервуара с песком и компрессора. Для устройства применяется речной или строительный песок, но обязательно в просушенном виде. Иногда этот материал используется вторично, но необходимо учитывать, что эффективность антикоррозийной обработки в этом случае уменьшается в разы. При этом количество пыли во столько же раз увеличивается. Этот метод особенно эффективен для зачистки от ржавчины мест, которые невозможно обработать наждачным инструментом или абразивными дисками. Кроме того, после использования подобной технологии поверхность металла очищается практически от всего нагара, старой краски и окалин.
- Водопескоструйная обработка металла (гидроабразивная). Металлическая поверхность подвергается одновременному воздействию водной струи и абразивного инструмента. Этот метод является промышленным. Отсутствие мобильности является одним из его недостатков. Гидроабразивный способ удаления коррозионных проявлений на металле осуществляется в трех режимах, каждый из которых имеет свои достоинства и недостатки. Они функционируют под сверхвысоким, высоким и низким давлением.
Технология подготовки металла к покраске
Требования к качеству подготовки металлической поверхности перед операциями окрашивания, нанесения металлизационных покрытий устанавливает ГОСТ 9.402-2004 «Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию». В ГОСТе выделяются четыре степени очистки поверхности черных металлов от прокатной окалины и продуктов коррозии:
- при осмотре с 6-кратным увеличением окалина и ржавчина не обнаруживаются;
- при осмотре невооруженным глазом не обнаруживаются прокатная окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои;
- не более чем на 5% поверхности имеются пятна и полосы плотно сцепленной прокатной окалины и литейная корка, видимые невооруженным глазом. На любом из участков поверхности изделия окалиной занято не более 10% площади пластины 25×25мм;
- с поверхности удалены ржавчина и отслаивающаяся окалина.
Этим степеням подготовки поверхности в основном соответствуют степени Sa3, Sa 2 1/2, Sa 2, Sa l, устанавливаемые международным стандартом ISO «Подготовка стальной основы перед нанесением красок и подобных покрытий. Визуальная оценка чистоты поверхности. Степени коррозии и степени подготовки непокрытой стальной основы после полного удаления прежних покрытий»
При определении точной степени удаления ржавчины и очистки стальной поверхности перед покраской использует Международный стандарт ISO 8501-01-1988 и ISO 8504-1992. ISO 8501-01 употребляется по окалине. Это означает следующие уровни заражения ржавчиной:
- А — стальная поверхность в большой степени покрытая окалиной, но в незначительной степени или совсем не затронута ржавчиной.
- Б — стальная поверхность, которая начала ржаветь и с которой окалина начала осыпаться.
- С — стальная поверхность, с которой окалина отвалилась и откуда она может быть удалена, но с лёгким видимым питтингом (точечная коррозия).
- Д — стальная поверхность, с которой окалина отвалилась, но с лёгким питтингом, видимым невооружённым глазом.
Степени предварительной подготовки поверхности Стандарт ISO определяет семь степеней подготовки поверхности. В спецификациях часто употребляются следующие стандарты: Подготовка поверхности вручную и с помощью электроинструментов: скобление, зачистка проволочными щётками, механическими щётками и шлифовка — обозначается буквами «St».
- ISO-St1. Обработка вручную и электроинструментами
Прежде, чем начать очистку вручную или электроинструментами, толстые слои ржавчины должны быть удалены способом обрубки. Видимые загрязнения от масла, жира и грязи тоже должны быть удалены. После очистки вручную и электроинструментами, поверхность должна быть очищена от отслаивающейся краски и пыли.
- ISO-St2. Тщательная очистка вручную и электроинструментами
При поверхностном рассмотрении невооружённым взглядом, подложка должна выглядеть очищенной от видимых следов масла, жира и грязи и от плохо прилегающей окалины, ржавчины, краски и посторонних веществ.
- ISO-St3. Очень тщательная очистка вручную и электроинструментами
То же самое, что и для St2, но подложка должна быть очищена намного более тщательно, до появления металлического блеска.
- ISO-Sa. Пескоструйная очистка
Подготовка поверхности способом пескоструйной обработки обозначается буквами «Sa». Прежде, чем приступить к пескоструйной очистке, толстые слои ржавчины должны быть удалены методом обрубки. Видимые масляные, жировые загрязнения и грязь тоже должны быть устранены. После пескоструйной обработки подложка должна быть очищена от пыли и мусора.
- ISO-Sa1. Лёгкая пескоструйная очистка
При проверке невооружённым взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от окалины с плохим прилеганием, ржавчины, краски и других посторонних веществ.
- ISO-Sa2. Тщательная пескоструйная очистка
При проверке невооружённым взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от большей части окалины, ржавчины, краски и других посторонних веществ. Каждое остаточное загрязнение должно иметь плотное прилегание.
- ISO-Sa2,5. Очень тщательная пескоструйная очистка
При проверке невооружённым взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от большей части окалины, ржавчины, краски и других посторонних веществ. Все остаточные следы заражения должны проявляться только в форме едва заметных пятен и полос.
- ISO-Sa3. Пескоструйная очистка до визуально чистой стали
При проверке невооружённым взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от большей части окалины, ржавчины, краски и других посторонних веществ. Поверхность должна иметь однородный металлический блеск.
Подготовка поверхности
1. Подготовка поверхностиметалла (стали) перед окрашиванием (новый металл)
ГОСТ 9.402-80 ПОКРЫТИЯ ЛАКОКРАСОЧНЫЕ. «Подготовка металлических поверхностей перед окрашиванием»., п.1.7 табл.3, стр.
56 приложение 1 предписывает степень очистки металлов I и II групп от окалины и продуктов коррозии 2(02), что соответствует степени очисткиSa2 по ИСО8501-1:1988.
К I и II группам относятся изделия и листовой металл из углеродистой, низколегированной и легированной стали, подлежащие фосфатированию и окрашиванию, а также металл толщиной не менее 4мм.
Для указанной выше степени очистки поверхности применяют: очистку ручным и механическим инструментом (стальными щетками), струйно-абразивную и гидравлическую очистку, однако следует иметь ввиду, что очистка стальными щетками трудоемка и не обеспечивает необходимой чистоты поверхности металла.
После очистки обязательна операция обеспыливания и обезжиривания.
Обеспыливание проводят путем обдува поверхностей сжатым воздухом или очистки мягкой широкой кистью. Возможна очистка сильной струей воды с последующим тщательным просушиванием поверхности.
Для обезжиривания чаще всего используют уайт-спирит, а также водные моющие растворы. При обезжиривании металла уайт-спиритом необходимо следить за массовой долей зажиривающих веществ в нем, т.к.
растворяющая способность уайт-спирита резко падает при содержании в нем масла в количестве более 5гл.
Чистоту поверхности металла проверяют протиранием ее чистой белой салфеткой, марлей или мягкой белой бумагой.
НЕ ДОПУСКАЕТСЯ ПРИМЕНЕНИЕ В КАЧЕСТВЕ ОБЕЗЖИРИВАЮЩИХ ЖИДКОСТЕЙ: БЕНЗИН, ТОЛУОЛ, ДИХЛОРЭТАН, ЧЕТЫРЕХХЛОРИСТЫЙ УГЛЕРОД, СОЛЬВЕНТ, ЧТО ОБУСЛОВЛЕНО ИХ ВЫСОКОЙ ТОКСИЧНОСТЬЮ!
На очищенной поверхности металла при осмотре невооруженным глазом не должно быть окалины, ржавчины, пригара, остатков формовочных смесей и других неметаллических слоев. Поверхность металла должна быть серой, допускаются блестящие и матовые участки.
При необходимости очищенная от рыхлой ржавчины и посторонних наслоений металлическая поверхность может быть обработана модификаторами ржавчины, в том числе Кислотным модификатором ржавчины №3 (протравленный цинковым порошком раствор ортофосфорной кислоты в дистиллированной воде) или другим.
Модификаторы ржавчины наносят на металлическую поверхность кистью методом двойной растушевки (вертикальные мазки перекрывают горизонтальными), краскораспылением или окунанием. При температуре воздуха 15-20°С и влажности 75-80% время выдержки после обработки поверхности модификаторами ржавчины должно составить не менее 10 часов.
По истечении этого времени можно приступать к грунтованию металла, смывать остатки модификатора ржавчины не нужно.
Подготовленный к окрашиванию металл в помещении цехов должен быть окрашен (загрунтован) не позднее 24 часов, на открытых площадках не позднее 4 часов после проведения очистки и обработки модификаторами ржавчины, т.к. очищенный и обезжиренный металл легко реагирует с кислородом и влагой воздуха и покрывается слоем гидроксида (ржавчины).
Более высокая степень очистки 1(01) по ГОСТ 9.402-80 и Sa2 ½ по ИСО 8501-1:1988 предписана для подготовки металла в автомобилестроении.
Наилучшим методом подготовки металла является пескоструйная обработка.
Пескоструйная очистка поверхностей имеет следующие основные применения: 1. Пескоструйная обработка металла, очистка металлических поверхностей от окалины, старой краски, ржавчины и других загрязнений.
Пескоструйная очистка металла определяется по степеням Sa3, Sa 2 1/2, Sa 2, Sa l ISO 8501-1:2007: «Подготовка стальной основы перед нанесением красок и подобных покрытий», ГОСТ 9.
402-2004 также определяет 4 степени очистки: · При осмотре с 6-кратным увеличением окалина и ржавчина не обнаруживаются; · При осмотре невооруженным глазом не обнаруживаются прокатная окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои; · Не более чем на 5% поверхности имеются пятна и полосы плотно сцепленной прокатной окалины и литейной корки, видимые невооруженным глазом. На любом из участков поверхности изделия окалиной занято не более 10% площади пластины 25×25мм; · С поверхности удалены ржавчина и отслаивающаяся окалина. 2. Пескоструйка металла от ржавчины перед покраской и газотермическим напылением, очистка до белого металла. 3. Пескоструйная очистка фасадов от остатков штукатурки, очистка кирпичных фасадов от высолов, санация бетонных поверхностей, чистка поверхностей от солевых отложений, удаление краски со стен, плесени и граффити. 4. Пескоструйная очистка деревянных поверхностей от старой краски, плесени, восстановление структуры дерева, искусственное состаривание дерева, очистка копоти и сажи. 5. Пескоструйная чистка гранитного и мраморного камня, очистка брусчатки от краски и атмосферных отложений. 6. Декоративное матирование стекла. 7. Создание декоративной » шероховатости» поверхности.
- Технология пескоструйной очистки заключается в ускорении абразивных частиц из пескоструйного аппарата при помощи энергии сжатого воздуха.
- Как качественно подготовить поверхность изготовленных строительных металлоконструкций конструкций к нанесению покрытия?
Один из самых популярных способов — пескоструйный метод подготовки.
Пескоструйная обработка металлических конструкций, является необходимой частью качественной подготовки поверхностей к нанесению финишной краски и защитных антикоррозионных покрытий.
Необходимость нанесения лакокрасочных и других защитных антикоррозийных покрытий (холодное цинкование, горячее цинкование) вызвана нашими атмосферными условиями, и прежде всего частыми осадками в виде дождя и снега и при эксплуатации в агрессивной среде производственных зданий из металлокаркаса. На поверхности металла накапливаются продукты коррозии, в процессе изготовления металлоконструкций — окалина и просто грязь. Чтобы удалить все это, нет ничего надежнее и проще, заказать пескоструйную обработку поверхности перед окрашиванием.
В разделе КМ указывается степень очистки перед покрытием металлоконструкций транспортной грунтовкой, лакокрасочными покрытиями или другими антикоррозийными покрытиями.
Применение пескоструйного метода значительно продлевает срок службы покрытия.
Пескоструйная обработка идеально подходит для очистки трубопроводов, гидросооружений, различных ёмкостей, металлоизделий и промышленных металлических конструкций.Кроме того, пескоструйная очистка позволяет обезжиривать металлические поверхности перед покраской, например, кузова автомобиля.
Технологии подготовки к окрашиванию металла, описаные в этой статье, применяются повсеместно, всеми специализированными компаниями по покраске металла.





