- В каких случаях она необходима?
- Инструменты и приспособления
- Мусаты
- Точильные бруски
- Механические точилки
- Электрические точилки или заточный станок
- Наждачный, алмазный круг
- Как правильно затачивать?
- Выбираем способ в зависимости от вида режущего инструмента
- Плоские прямые
- Косые прямые
- Отрезные
- Полукруглые плоские
- Желобчатые
- Рассчитываем углы затачивания: типы и характеристики
- Главные углы
- Вспомогательные углы
- Углы в плане
- Способы измерения углов режущего инструмента
- Подробные схемы и инструкции, как это сделать своими руками
- Технологический процесс
- Проведение доводки
- Шлифовка
- Техника безопасности
- Точило для заточки свёрл и резцов
- 3 способа сделать самодельный заточной станок
- Наждак из двигателя от стиральной машины
- Что потребуется
- Какой двигатель выбрать
- Как и из чего сделать элементы защиты
- Этапы сборки наждака своими руками
- Электронаждак из УШМ
- Самодельный наждак из дрели
- Заточка токарных резцов по металлу – подробная инструкция с видео и фото
- Конструкция токарных резцов
- Инструменты для токарного оборудования
- Правила заточки токарного инструмента
- Особенности заточки резцов для токарного станка
Заточка токарных резцов по металлу имеет большое значение в технологическом процессе. Каждый мастер должен знать нюансы этого процесса, которые зависят от материала резца, а также его предназначения.
Правильно проведенная операция помогает значительно продлить срок службы оборудования.

В каких случаях она необходима?
В процессе эксплуатации происходит трение стружки о рабочую поверхность инструмента. За счет повышения температуры в процессе работы происходит износ детали. Если не проводить заточку, то значительно снижается полноценный срок службы детали и всего оборудования.
В документации указана допустимые параметры износа резца. Если эти параметры превышены – инструмент использовать нельзя. Его необходимо заточить по передней и задней поверхности.
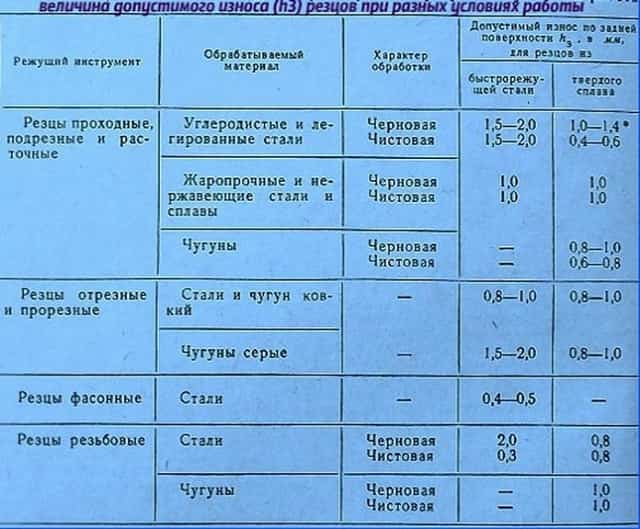
Допустимая величина износа отличается в зависимости от условий работы и колеблется в пределах 0.3-2 мм.
Инструменты и приспособления
В зависимости от сплава, твердости, угла затачивания и других технологических деталей, необходимо подобрать инструмент для заточки резцов. У каждого токарного приспособления есть свои преимущества и недостатки.
Мусаты
Действенный инструмент, который представляет собой металлический стержень с рубчиком. Обработка ведется при помощи рукоятки.

Точильные бруски
Еще один вариант ручной обработки. Для заточки резцов при помощи точильных брусков потребуется сноровка, которая приобретается лишь с опытом. Резец необходимо приложить к детали и провести по ней от 10 раз.

Механические точилки
Автоматизированный способ заточки. Для начала нужно выставить входные параметры и в зависимости от них активно действовать инструментом.

Электрические точилки или заточный станок
Это наиболее универсальный и простой метод заточный станок удобно использовать, внешне он напоминает металлический брус с отверстиями разных размеров.

Наждачный, алмазный круг
Широко применяется алмазный круг, поскольку он обеспечивает высокую чистоту режущих поверхностей. Также с применением алмазных кругов увеличивается ресурс работы заточных резцов – количество возможных переточек возрастает на 20-30%.

Как правильно затачивать?
Заточку нужно производить в зависимости от износа и конструкции резца. Процесс можно проводить по передней, задней или обоим поверхностям. Для стандартных резцов следует выбрать заточку по всем режущим поверхностям. Если износ небольшой, то достаточно восстановить геометрию только задней поверхности.
резцы для токарного станка по металлу
Для многорезцовых станков заточка оснастки проводится по задней поверхности, а фасонных – по передней.
Выбираем способ в зависимости от вида режущего инструмента
Вид резца определяется количеством поверхностей, а также шириной лезвия и его формой. В соответствии с этими параметрами и следует выбирать способ заточки и его технологические особенности.
Вид резца, как и способ его заточки выбирает мастер в зависимости от работ, которые ему необходимо провести на токарном станке.
Плоские прямые
Основное предназначение данных резцов – обработка поверхности. Также с их помощью создают небольшие отверстия, выемки и пазы в готовых изделиях. Ширина лезвия у плоских прямых резцов колеблется в пределах 4-40 мм.
как выглядят резцы токарные алмазные для токарного станка
Угол заточки 25-40°.
Сам процесс заточки имеет упрощенную схему. Достаточно выровнять повреждённый при использовании торец. Обработка происходит аккуратной заточкой, без пресыщения на области. В последнюю очередь выставляется ручка.
Косые прямые
Заточка этих резцов происходит по следующей схеме:
- Выбрать нужные параметры ширины в пределах 4-40 мм.
- Подобрать подходящую для работы резца ширину.
- Срезать один угол до соотношения 70-75°.
- Провести заточку под углом в 25°.
Необходимо проверять с определенной регулярностью расположение кромки. Это требуется для контроля, чтобы резец лежал ровно с обоих поверхностей. Если кромка содержит изъяны, то такого эффекта добиться не получится.
Отрезные
Это специальные модели, необходимые для образования углового резца. Заточка этого инструментария производится только с одной стороны. Отрезные резцы применяются для черновой отделки изделий по металлу или дереву в зависимости от вида токарного станка. Алгоритм заточки:
- Вырезать угол торца под углом не больше 45°.
- Произвести заточку до 40°. Также заточка не должна быть меньше 30°, так как инструментарий становится неэффективным в работе.
Длину мастер может выбрать сам в зависимости от требуемого варианта для конкретной работы.
Полукруглые плоские
Этот резец необходим, чтобы делать выемки в готовых изделиях круглыми. Но при этом сфера применения резца более широкая, например, он используется для обеспечения обработки после проведения черновой работы.
Алгоритм заточки:
- Обточка с использованием необходимых материалов.
- Примерка торца, чтобы он четко подходил по форме.
- Проведение заточки в параметрах от 20 до 45 градусов.
Если мастер на токарном станке собирается делать декоративные вариации выемок, то ему понадобится несколько различных полукруглых плоских резцов.
Желобчатые
Это самые необычные виды резцов, в первую очередь из-за своей формы в виде желоба. Ширина инструмента не превышает 3 см на изношенном каркасе для начала необходимо обработать торец до 10 см, чтобы получить полукруг. Заточить нижнюю часть, которая расположена на выпуклой поверхности до 40 градусов.
Рассчитываем углы затачивания: типы и характеристики
Если неправильно выбрать угол затачивания в результате вся процедура будет неэффективной. При длительной неправильной заточке легко повредить резец и тогда придется приобретать новый инструмент. У резцов существует несколько типов углов: вспомогательные, в проекции, в плане, главные. Каждый из углов имеет свои особенные характеристики.
Главные углы
Все на резце 2 главных угла: передний и задний. Передний определяет качество работы и сколько в итоге получится стружки. Если угол заточки выбран неправильно, то будет возникать значительная деформация изделия. В итоге это приводит к увеличению амплитуды колебаний и отрицательному воздействию на держатель.
Вспомогательные углы
Эти углы расположены на вспомогательной площадке. Главный вспомогательный угол находится между направлением и режущей кромкой. Есть еще и второй вспомогательный угол, который образован отрезком прямой, идущей через вершину плана, и пересекается в площади кромки.
Углы в плане
Углы находятся в трех местах. Главный угол в плане – возле проекции и главной линии. Вспомогательный угол – продолжает проекцию по направлению рабочего процесса. Угол у вершины – у плоскости с пересечением основной. Первые два угла не могут иметь показатели ниже нуля, а с третьим это вполне возможно.
Способы измерения углов режущего инструмента
Измерения проводятся с помощью простого угломера. Угломер стандартный состоит из основания, непосредственно сектора изменений, шаблона и винта для фиксации. Схема измерений:
- Размещение на основании.
- Соприкосновение кромки и плоскости.
- Направить деталь параллельно кромке.
- Проложить шаблон к площадке.
Показатели измеряются при помощи специальной линейки, но есть и нониус, который помогает провести более точные измерения.
Подробные схемы и инструкции, как это сделать своими руками
Мастер должен знать полный технологический процесс, чтобы правильно производить заточку инструмента своими руками.
Технологический процесс
Технологический процесс включает в себя несколько основных моментов:
- Заднюю поверхность обрабатывают под углом равным заднему углу державки.
- На втором этапе происходит обработка самой режущей поверхности.
- Угол заточки должен быть на пару градусов больше, чем задний угол резания на пару градусов.
- Уже на третьем этапе формируется задний угол.
После доводки следует шлифовка, как финальный этап заточки.
Проведение доводки
Доводку следует проводить по выбранной методике. Основные моменты:
- резцы не погружают в воду, поскольку они могут сломаться;
- при доводке обязательно подавать воду для охлаждения;
- сначала обрабатывают заднюю грань, затем главную и вспомогательную.
Шлифовка
Шлифовку проводят с использованием наждачного круга. Оптимальный вариант – мелкозернистая модель.
Техника безопасности
Каждый мастер, работающий на токарном станке, должен уметь проводить заточку резцов своими руками. Важно только соблюдать правила техники безопасности. Для этого необходимо использовать защитное оборудование для лица. Прикасаться к станку, резцу разрешено только после полного остывания.
Заточка резцов для станка – один из наиболее важных технологических процессов, который должен уметь выполнять любой квалифицированный токарь. Детали процесса зависят от вида резца, выполняемых работ и степени износа.
Точило для заточки свёрл и резцов

Понадобилось мне заточить резец твёрдосплавной, болгарка например его вообще не берёт.
Алмазные камни имеют 32 мм посадочное место, на болгарку их не поставить, да и не нужно, обороты слишком высокие, поэтому решил реанимировать маленькое точило. Заточной станок ДИОЛД ЭТБ-200/125, 200Вт давно валялся, там алюминиевые провода на обмотке статора, ну и они просто окислились и отвалились, видимо флюс не отмыли после пайки. Разобрал, нашёл обрывы и спаял.
Алюминий паять не просто, поэтому на алюминиевые провода накрутил в один слой тонкую медную проволочку, и уже так припаял к выводам мотора. Шайбы и гайки крепёжные давно утеряны, поэтому сделал новые из самых доступных материалов, листовой алюминий на упорные шайбы и фанера берёзовая.
Купить такие без вариантов, размеры не стандартные, 13 мм вал, обычные шайбы или болтаются или не лезут, поэтому просто сделал новые.
Бобышки для посадки шлифовальных кругов сделал составные, отверстия в них просверлены не соосно, при посадке на вал и стяжке их между собой саморезами, они очень плотно зажимают вал, а так как точил по месту, то никаких биений быть не может, посадка получается идеальная. Гайка М11 с левой резьбой заменена на деревянную гайку из той-же фанеры.
Просто плотно накрутил на резьбу фанерный блин и по месту обточил. В работе проверил, я очень доволен. Попробовал и стандартный алмазный заточной диск, и специальный для огранки хрусталя который применяют, оба просто на ура справляются с заточкой резцов из карбида вольфрама, а это вещество одно из самых крепких, по твердости сравнимо с алмазом.
Шайбы из листового алюминия

13мм внутренний диаметр шайб



До стяжки между собой саморезами вот так выглядят щёчки, тут уже тугая посадка, при стяжке они выровняются

Если толщина диска меньше чем посадочное место, из фанеры легко делается шайба с выступающим буртиком.

Готово, проверено в работе!

3 способа сделать самодельный заточной станок
Есть несколько электрических инструментов, которые постоянно нужны в доме. Одним из таких можно назвать заточной станок или наждак.
Агрегат пригодится не только для чисто мужских потребностей, как-то: заточить сверло, удалить заусенцы или снять фаску, но во многом выполняет повседневные задачи. Здесь и заточка ножей, и приведение в порядок садового инструмента.
Самое простое, но не самое дешевое – купить готовый станок. Есть и другой вариант – это изготовить наждак своими руками. Для этого совсем не нужно покупать дорогие детали или обладать инженерными навыками.
Преимущества того, чтобы соорудить самодельный наждак своими руками, очевидны: конструкция будет разработана под себя, материалами здесь могут служить стальные обрезки, которые вечно мешаются под ногами, двигатель можно взять от старой стиралки – в общем, при минимальных финансовых и физических затратах реально получить отличную вещь.

Наждак из двигателя от стиральной машины
Чем хороши советские стиральные машины – они были оборудованы надежными электрическими двигателями.
Еще один плюс применения таких моторов для точила заключается в небольших мощности и оборотах вала, а это важно для точильного круга наждака, который на больших оборотах может просто расколоться при контакте с обрабатываемым инструментом.
Хороший вес и питание от сети 220 В тоже удобны: в первом случае наждак будет устойчив без применения дополнительных обвесов, второй показатель избавляет мастера от необходимости собирать пусковой узел для наждака: его попросту можно взять от стиралки.
Наждаки из двигателя от стиральной машины ничем не уступают заводским моделям. И если в случае с китайской техникой можно еще сомневаться в длительности службы изделия, то самодельная конструкция, где каждая деталь прошла через свои руки, действительно будет незаменимым помощником долгие годы.
Что потребуется
Для изготовления наждака своими руками потребуется определенный инструментарий и материалы. Самая простая конструкция исключает необходимость применения сварочных и токарных работ, что позволяет изготовить ее практически любому человеку. Набор необходимого инструмента:
- электролобзик или обычная ножовка по дереву (лучше, если ножовка фасовочная);
- электрическая дрель с набором сверл;
- шуруповерт или фигурная отвертка;
- угловая шлифмашина;
- паяльник на 100 Вт;
- маленькая стамеска;
- угольник с одним из углов на 90 градусов;
- штангенциркуль;
- чертежный циркуль;
- чертежный карандаш и рулетка;
- ножницы по металлу;
- настольные тиски;
- отрезок наждачной бумаги зернистостью 150.

Набор необходимого материала и оборудования:
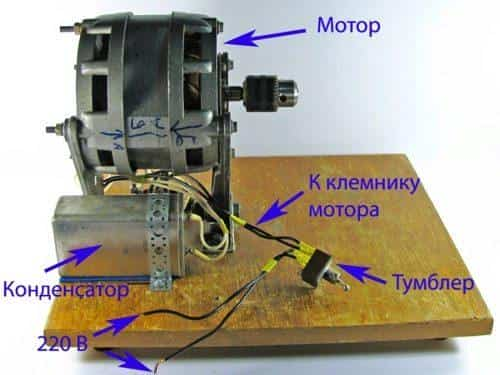
- модель советского электродвигателя от стиральной машины с конденсаторами;
- тумблер на нагрузку до 1.0 кВт;
- шнур с розеткой длиной 2 метра;
- маленький точильный камень с диаметром посадочного отверстия 32 мм;
- плита ДСП размером 0.5х0.5 метра и толщиной 0.02 метра;
- фанера многослойная размером 0.15х0.15 метра и толщиной 0.01 метра;
- брус размером 60х60 мм и высотой 0.2 метра;
- саморезы по дереву на 50 и 20 мм с прессшайбой;
- оцинкованная жесть размером 0.5х0.5 метра и толщиной 1 мм;
- резиновые пробки от антибиотиков в количестве 4 шт.
Не стоит брать электродвигатель от стиральной машины-автомата, если он высокооборотистый. Обороты наждака не должны превышать 1500 в минуту, иначе работать на таком станке будет опасно.
Какой двигатель выбрать
Как упоминалось выше, параметры мотора стиральной машины должны соответствовать определенным критериям.
Брать первый попавшийся двигатель и выстраивать под него конструкцию наждака не очень практично, если в итоге окажется, что на таком станке невозможно будет работать.
Поэтому умельцы, имеющие практический опыт, рекомендуют исходить из следующих моментов при выборе двигателя для изготовления наждака своими руками:
- самые распространенные модели среди советских двигателей, которые используют для изготовления наждака, – это моторы таких стиралок, как «Малютка», «Сибирь», «Волга» или «Вятка»;
- рекомендуемый предел вращения вала двигателя – 1500 оборотов в минуту;
- мощность желательно брать не ниже 100 Ватт и не выше 1000 Вт, наиболее известные моторы имеют мощность в пределах 400 Ватт;
- если на двигателе имеются опорные лапы с отверстиями для крепежа, это только приветствуется;
- двигатель будущего наждака должен быть рассчитан на напряжение 220 Вольт.
Во время демонтажа двигателя со стиральной машины важно снять вместе с ним всю пусковую схему, чтобы отдельно не подбирать и не покупать конденсаторы для наждака.
Если двигатель не имеет опорных лап, это не помешает установить его в конструкцию.
Здесь важно, чтобы у него были шпильки, посредством которых стягивается корпус агрегата: при помощи крепления его за эти шпильки мотор и будет установлен на наждак.
Как и из чего сделать элементы защиты
Защитный кожух в наждаке – предельно важный элемент конструкции. Он служит предохранителем от возможных травм при разрушении точильного камня, а также предотвращает попадание искр в глаза и на близлежащие предметы.
Также, если брать двигатели от стиральных машин, то в некоторых из них обмотка статора может быть открытой и ее нужно защищать от попадания абразива и других посторонних частиц. Герметизировать корпус двигателя нельзя, так как это нарушает режим охлаждения агрегата и он может выйти из строя.
В таком случае защитный кожух тоже играет немаловажную роль, одновременно защищая двигатель наждака.
Самый удобный способ сделать защитный кожух своими руками – изготовить его из оцинкованной стали.
Не обязательно делать его круглым, повторяя контуры рабочего заточного круга, проще сделать его в виде усеченного конуса, где верхняя часть по размерам слегка превышает диаметр камня.
Прикрепить такой кожух проще всего не к двигателю, а непосредственно к опоре наждака, на которой установлен мотор.
Кожух по правилам должен закрывать рабочий инструмент со всех сторон, оставляя открытым лишь небольшое окно в рабочей зоне, а именно часть торца и боковых плоскостей круга наждака.
Этапы сборки наждака своими руками
Пошаговая сборка электрического наждака своими руками. Крепление двигателя к основанию станка:
- Основание станка – это плита ДСП 50х50 см. В ее среднюю часть укладывают двигатель и габариты двигателя очерчивают карандашом, чтобы примерно знать, где он будет установлен.
- У двигателя, как правило, имеется четыре шпильки или длинных винта, которыми стянут его корпус. Две соседние шпильки и будут теми точками, куда будут прикручены опорные скобы.
- Опорные скобы наждака в виде буквы «П» изготавливают из двух отрезков оцинкованной стали шириной 5 см и длиной такой, чтобы расстояние между ножками было равно расстоянию между шляпкой и гайкой винта, а высота ножек примерно равна 6 см. В ножках каждой скобы сверлят отверстия под винт, в длинной части скобы – два отверстия под саморезы.
- Раскручивают два соседних винта, надевают на лепестки крышек корпуса скобы и вновь ставят винты на место.
- Скобы поворачивают так, чтобы их длинные стороны лежали друг с другом в одной плоскости, и затягивают винты.
- Двигатель устанавливают в ранее очерченное место на скобы и прикручивают их саморезами к плите наждака.
Крепление пусковой схемы и тумблера к основанию:
- Берут литровую пластиковую емкость с крышкой из-под акриловой краски (или подобную) и крышку прикручивают рядом с двигателем так, чтобы в нее можно было вставить емкость, перевернув последнюю вверх дном.
- На бортике ведра делают пропил под провода, а на дне ведра устанавливают тумблер рычагом переключателя наружу.
- На крышку термоклеем приклеивают все конденсаторы, соединяют их пайкой с тумблером и шнуром питания.
- Ведро надевают и защелкивают на крышке, предварительно вставляя провода в заранее сделанную прорезь.
Изготовление фланца для крепления заточного камня:
- Из фанеры электролобзиком выпиливают два кружка диаметром 60 мм и один кружок диаметром 32 мм.
- В середине каждого круга сверлят отверстие диаметром, равным диаметру рабочего вала двигателя.
- Два кружка разного диаметра совмещают отверстиями и соединяют между собой при помощи клея и двух саморезов.
- В полученной детали, в торце более крупного кружка, сверлят сквозное отверстие диаметром 3 мм к центру и в это отверстие вкручивают саморез (стопорный) так, чтобы он был виден в центральном отверстии.
- Вдоль вала двигателя с одной стороны снимают 2 мм стали для того, чтобы упершийся в это место стопорный саморез не давал прокручиваться фланцу.
- Фланец надевают на вал двигателя и фиксируют саморезом.
- На фланец надевают камень и стягивают его саморезами через деревянный кружок.
Изготовление защитного кожуха:
- Защитный кожух состоит из двух частей, обе из которых представляют усеченные конусы. Расстояние между ними должно быть на 2.5 см шире, чем толщина заточного круга.
- Боковые части и торец кожуха изготавливают из оцинкованной стали и соединяют между собой при помощи пайки мощным паяльником.
- В одном месте торца болгаркой вырезают окошко под рабочую зону, на боковой стороне делают вертикальную прорезь шириной, равной диаметру вала двигателя, чтобы кожух можно было надеть сверху.
- Кожух крепят к ДСП наждака при помощи саморезов.
Электронаждак из УШМ
Угловая шлифовальная машинка не очень подходит на роль базового двигателя для создания наждака своими руками. Это обусловлено высокими оборотами ее рабочего вала. Такой инструмент будет опасным в эксплуатации и подойдет в основном для несложных операций заточки, например, чтобы заточить лезвие кухонного ножа.
В качестве рабочих камней для этих целей желательно использовать легкие камни с небольшим диаметром. Фланец для крепления такого камня к болгарке лучше заказать у токаря: здесь очень важно, чтобы он был идеально сбалансирован на вале двигателя.
Перед тем как работать на таком станке, его следует хорошо закрепить хомутами к рабочему столу. Во время операции заточки важно использовать плотную одежду, которая надежно будет закрывать все части тела от возможных травм.
Самодельный наждак из дрели
Из обычной электрической дрели тоже можно сделать заточной станок. В этом случае лучше использовать дрель, где есть регулятор оборотов вала двигателя, тогда можно выставить вращение на безопасную скорость. Фланец для крепления камня желательно заказать у токаря и сделать его с хвостовиком, чтобы можно было крепить фланец непосредственно в патрон электрической дрели.
Удобно использовать такой станок, если в наличии имеются тиски – нужно просто аккуратно зажать в них дрель. Другой вариант – закрепить дрель на верстаке, чтобы патрон выглядывал за край стола. Такой самодельный наждак гораздо безопаснее, чем наждак из УШМ, и его очень просто изготовить своими руками.
Уважаемые посетители сайта, поделитесь в х, что вы думаете о создании наждака своими руками и какие есть хорошие конструкции такого самодельного станка.
Заточка токарных резцов по металлу – подробная инструкция с видео и фото
Из всех технологических операций, производимых над заготовками из металла, обработка на токарном оборудовании является наиболее распространенной.
Именно поэтому заточка резцов для токарного станка, предназначенных для работы по металлу, является очень важным процессом, выполнять который следует правильно.
Особенности осуществления такой процедуры зависят как от материала, который предстоит обрабатывать, так и от типа самого режущего инструмента (фасонный, проходной, резьбонарезной, расточной и другие).
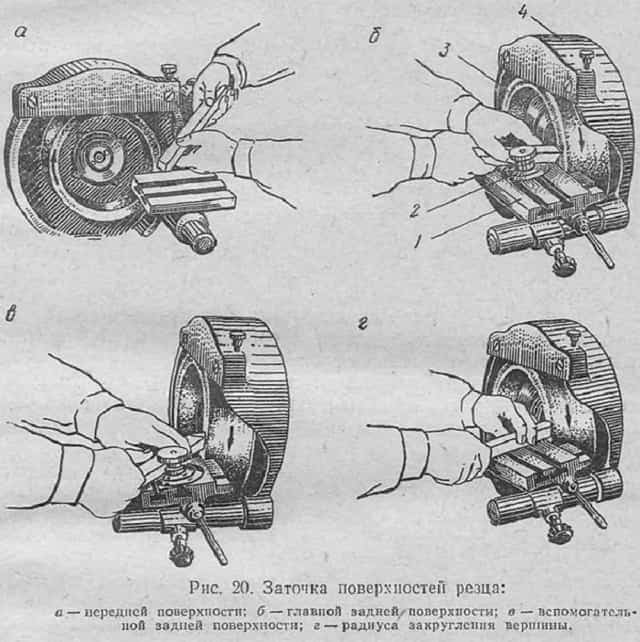
Порядок заточки поверхностей резца
Конструкция токарных резцов
Заточка токарных резцов не может быть выполнена правильно, если не разобраться в конструктивных особенностях такого инструмента. Основными элементами его конструкции являются стержень-державка, при помощи которого резец фиксируется на станке, а также рабочая головка: именно ее режущую часть и необходимо регулярно затачивать.
Рассмотрим более подробно рабочую головку токарного резца. Ее формируют два типа поверхностей: передняя и задние. Переднюю отличить очень просто: именно по ней осуществляется отвод стружки. Задними же называются те стороны резцов, к которым обращена заготовка в процессе выполнения ее обработки. Они могут быть основными или вспомогательными, что зависит от их расположения.
Самый важный элемент любого резца (в том числе и для токарного станка по металлу) — его режущая кромка — формируется в месте пересечения задней основной и передней поверхностей.
В конструкции любого резца присутствует и вспомогательная кромка, образованная пересечением его задних поверхностей: основной и вспомогательной.
Вершина инструмента, которая упоминается в специальной литературе, — это место пересечения его режущей и вспомогательной кромок.
Основными характеристиками токарных резцов по металлу, определяющими их функциональные возможности, являются углы заточки, подразделяемые на главные и вспомогательные. Для того чтобы определить значения главных, их измерение производят в плоскости, которая формируется при проецировании режущей кромки на главную плоскость.
Вообще, для определения углов режущего инструмента используют две плоскости:
- основную, накладываемую на опорную сторону токарного резца, расположенную в его нижней части (по отношению к направлению подач станка такая плоскость является параллельной);
- плоскость резания, располагаемую по касательной относительно поверхности обрабатываемой заготовки (данная плоскость пересекается с основной режущей кромкой инструмента).
Элементы и плоскости токарного резца
В конструкции рабочей части токарного резца различают углы нескольких типов:
- заострения — расположенные между передней поверхностью резца и задней основной;
- задние главные — находящиеся между задней основной поверхностью и плоскостью резания;
- передние главные — расположенные между передней стороной инструмента и плоскостью, перпендикулярной к плоскости резания.
Проверить правильность их определения достаточно просто: их сумма всегда составляет 90 градусов.
Кроме вышеперечисленных, конструкцию рабочей головки токарного резца характеризует еще несколько углов между:
- направлением подачи и проекцией, которую откладывает основная режущая кромка;
- плоскостью обработки и передней поверхностью резца;
- проекциями, которые откладывают основная и вспомогательная режущие кромки.
Инструменты для токарного оборудования
Для того чтобы разбираться в правилах заточки резцов для токарных станков по металлу, недостаточно просто посмотреть обучающее видео.
Необходимо иметь представление о том, как классифицируются такие инструменты.
Самым главным параметром, по которому токарные резцы относят к различным видам, является тип обработки, выполняемой с их помощью. По этому признаку выделяют следующие виды токарных резцов.
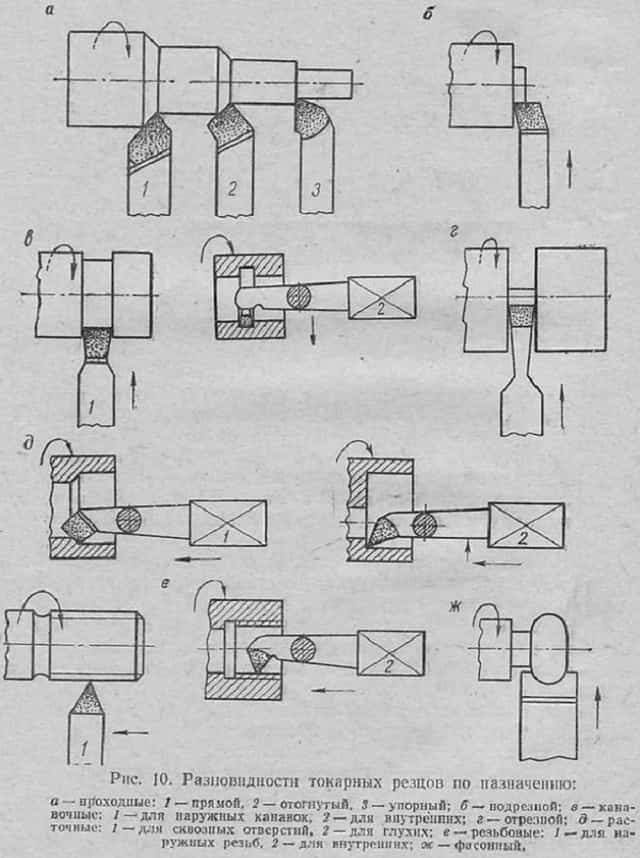
Основные типы токарных резцов
Проходные
Такими резцами заготовки обрабатываются вдоль оси вращения.
Подрезные
Используя эти резцы на токарном станке, уменьшают уступы и выполняют торцевание заготовок.
Канавочные
Как следует из названия, ими формируют наружные и внутренние канавки на поверхностях цилиндрической формы. Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
Расточные
С помощью таких инструментов на станках выполняют обработку отверстий.
Резьбонарезные
Такие резцы специально предназначены для нарезания резьбы.
Фасонные
С помощью резцов этого вида на внешней стороне цилиндрических заготовок формируют фасонные выступы или канавки.
Фасочные
С помощью этих резцов на заготовках снимаются фаски.
Операции, проводимые резцами различного типа
Токарные резцы также подразделяются на виды в зависимости от того, в каком направлении с их помощью выполняется обработка заготовки. Так, среди них бывают правые (обработка выполняется по направлению к передней бабке) и левые (обработка по направлению к задней бабке).
Классифицируется токарный инструмент и по материалу изготовления, по способу соединения режущей части с державкой, а также по ряду других параметров.
Правила заточки токарного инструмента
Чтобы обработка заготовок на токарных станках по металлу была эффективной, качественной и точной, следует регулярно выполнять заточку резцов, тем самым придавая их рабочей части необходимую форму и получая углы с требуемыми параметрами.
В заточке не нуждается только инструмент, режущая часть которого выполнена в виде одноразовой твердосплавной пластины.
Для выполнения такой важной процедуры в условиях крупных производственных предприятий используются станки со специальными приспособлениями, а занимается этим отдельное структурное подразделение.
Для того чтобы заточить токарный инструмент своими руками на домашнем станке или сделать это в условиях небольшого предприятия, можно использовать различные методики.
Выполнение этой процедуры возможно с помощью химических реактивов или с применением обычных точильных кругов.
Следует отметить, что заточка токарного инструмента на специализированных или универсальных станках, в которых используется абразивный круг, является самым недорогим, но эффективным методом придания резцам требуемых геометрических параметров.
Варианты заточки резцов с режущими пластинами
Конечно, наиболее качественно токарные резцы по металлу затачиваются на специально предназначенном для выполнения такой процедуры станке. Если же подобного оборудования в вашем распоряжении нет, можно воспользоваться универсальным станком с точильным кругом.
Подбирая такой круг, важно обращать внимание на материал, из которого изготовлена рабочая часть обрабатываемого инструмента. Так, чтобы эффективно заточить твердосплавный резец, вам понадобится круг из карборунда, имеющий характерный зеленый цвет.
Инструменты, рабочая часть которых изготовлена из углеродистой или быстрорежущей стали, прекрасно обрабатываются на станках с кругами средней твердости, изготовленными из корунда.
Заточку токарных резцов по металлу можно выполнять без охлаждения или с охлаждением, что является более предпочтительным.
Если заточка выполняется с охлаждением, то холодную воду следует равномерно подавать в то место, где токарный резец соприкасается с точильным кругом.
В том случае, когда охлаждение в процессе заточки не используется, после ее выполнения нельзя сразу резко охлаждать инструмент: это может привести к растрескиванию его режущей части.
Научиться затачивать токарные резцы на точильном станке своими руками можно по обучающему видео. В процессе выполнения такой процедуры важно придерживаться определенной последовательности.
В первую очередь на точильном круге обрабатывают заднюю основную поверхность, затем заднюю вспомогательную, а в самую последнюю очередь точат переднюю.
Последним этапом заточки является обработка вершины резца – придание ей требуемого радиуса закругления.
В процессе выполнения заточки резец постоянно передвигают по кругу, стараясь не прижимать его очень сильно (это можно заметить на видео). Придерживаться такой рекомендации необходимо для того, чтобы поверхность круга изнашивалась равномерно, а также чтобы режущая кромка токарного резца получилась максимально ровной.
Особенности заточки резцов для токарного станка
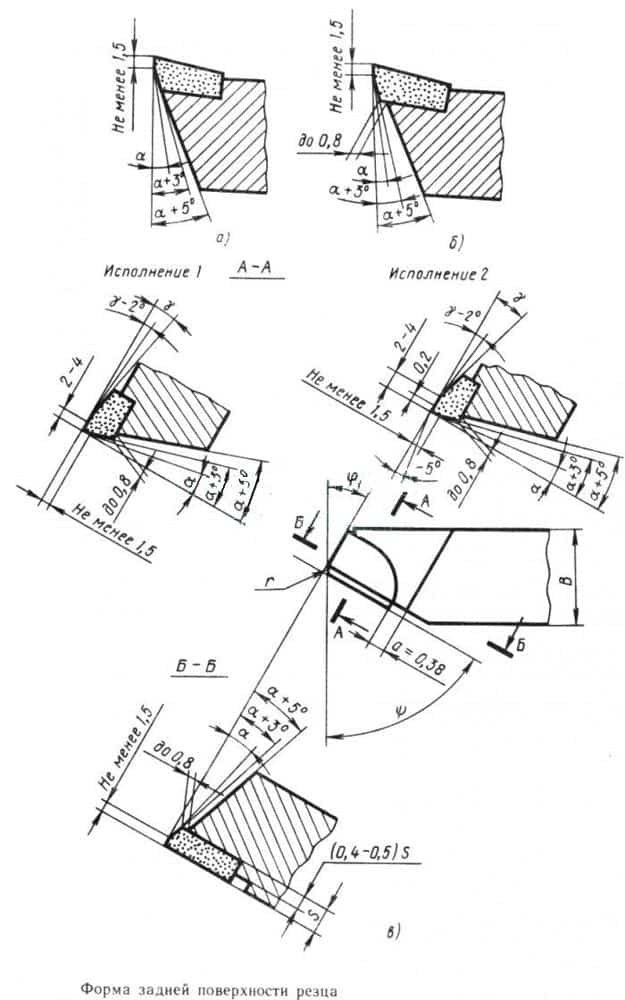
Существуют определенные нюансы, которые следует учитывать при заточке токарных резцов своими руками с использованием точильного станка. Так, выполнение обработки задней поверхности резца осуществляется в три этапа.
- Первоначально заднюю поверхность обрабатывают под углом, равным заднему углу самой державки. Как правило, он получается несколько больше, чем задний угол резания (приблизительно на 5 градусов).
- На втором этапе обрабатывают заднюю поверхность самой режущей пластины. При этом ее затачивают под углом, превышающим задний угол резания на 2 градуса.
- Третий этап — это формирование требуемого заднего угла при помощи доводки. Важно, что такой угол формируют не на всей задней поверхности резца, а только на неширокой фаске, непосредственно прилегающей к режущей кромке.
В несколько этапов выполняется заточка и передней поверхности токарного резца. Так, предварительно ее затачивают на угол, равный углу расположения самой режущей пластины.
Этот угол, как и в случае с задней поверхностью, несколько превышает передний угол резания. Непосредственно угол резания, который необходимо сформировать на передней поверхности резца, получают при помощи чистовой заточки или доводки.
Этим процессам подвергают узкую полоску, прилегающую к режущей кромке твердосплавной пластины.
Использование подкладок при заточке
Для большего удобства выполнения заточки токарных резцов на точильных станках, а также для получения углов с заданными параметрами используются специальные подкладки, которые устанавливают между опорной поверхностью инструмента и столиком станка, где он располагается.
Чтобы добиться еще более точной и качественной заточки, можно своими руками доработать конструкцию столика станка, сделав его регулируемым по высоте и углу поворота. После такой доработки станка необходимость в использовании подкладок определенной толщины отпадает.
При выполнении заточки токарного резца важно обращать внимание на то, чтобы его режущая кромка располагалась на одном уровне с центром точильного круга, но не ниже, чем 3–5 мм по отношению к нему. Следует учитывать и направление вращения точильного круга.
Это необходимо для того, чтобы сделать процесс заточки более безопасным, а также чтобы минимизировать риск отрыва режущей пластины от державки резца.
Точильный круг в процессе выполнения заточки должен вращаться так, чтобы прижимать режущую пластину, а не отрывать ее от державки.
Шаблон для проверки правильности заточки резцов
Естественно, что после осуществления заточки режущего инструмента для токарного станка по металлу необходимо проверить правильность ее выполнения.
Проще всего выполнить такую процедуру при помощи специального шаблона, который можно приобрести или изготовить своими руками.
Если купить готовый образец не представляется возможным, то самостоятельно его сделать лучше из листовой стали, которая может подвергаться закалке.
Высокая твердость такого шаблона, которую он получит после закалки, даст возможность использовать его на протяжении длительного периода. Изготавливая трафарет, следует сделать на нем вырезы, соответствующие наиболее ходовым углам заточки.
Только после выполнения таких вырезов готовый шаблон подвергают закалке.
Следует иметь в виду, что от точности изготовления такого трафарета в полной мере будет зависеть то, насколько правильно будет заточен ваш резец для токарного станка по металлу.
После выполнения заточки режущие грани инструмента необходимо довести до требуемого состояния. Такой доводке подвергаются небольшие участки поверхностей резца (шириной до 4 мм), непосредственно прилегающие к его режущим граням. Для выполнения доводки используют медные оселки и присадки, выбор которых зависит от материала изготовления рабочей части инструмента. Так, для доводки твердосплавных резцов на оселок наносят специальную пасту или карбид бора, смоченный керосином. Для доводки резцов из других материалов используют оселки с небольшим уровнем абразивности, поверхность которых смачивают машинным маслом или керосином.





