- Происхождение цветов побежалости металла
- Как искусственно создать цвета побежалости
- Температура цветов побежалости металла
- Таблица цветов побежалости и каления
- Таблица цветов побежалости для углеродистых сталей
- Таблица цветов побежалости для нержавеющих сталей
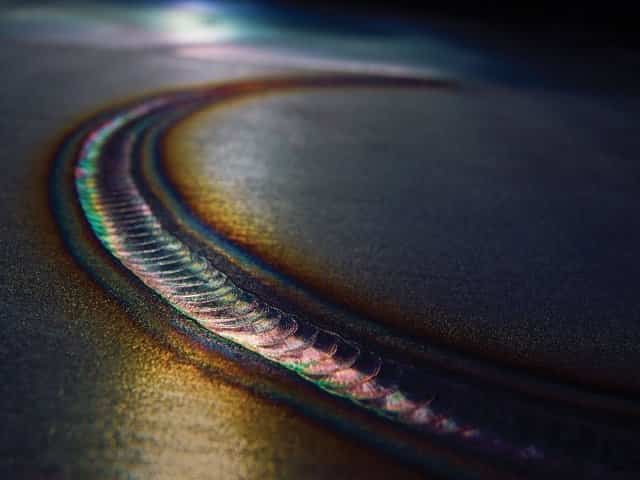
- Радужный окрас на поверхности нержавеющей стали
- Цвета побежалости в природе
- Как убрать цвета побежалости на нержавейки
- Химический метод
- Механический метод
- Электрохимический метод
- Цвета побежалости металлов, определение температуры по цвету нагретой заготовки
- Происхождение цветов побежалости металла
- Создание искусственных цветов побежалости
- Цвет побежалости металла и его температура или температура цветов побежалости металла
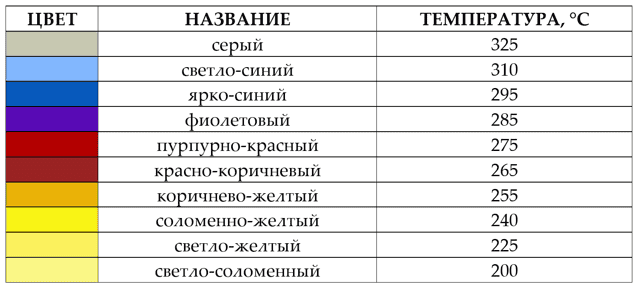
- Шкала цветов побежалости стали
- Какую температуру выдерживает холодная сварка для металла? Условия эксплуатации, недостатки, стойкость
- Происхождение
- Воронение и «синение» стали
- Применение
- Разница между температурой плавления и кипения
- Цвета побежалости в природе
- Общие условия использования
- Недостатки
- Типы холодной сварки по температуре применения
- При какой температуре краска сохнет лучше всего
- Понятие цветовой температуры
- Что измеряется в кельвинах
- При какой температуре можно применять краску из баллончика
- Отжиг стальных деталей
- Примечания
- Цвета побежалости металла
- Цвета побежалости
- Цвета каления
- Метод измерения температур по цветам побежалости и каления
Статья обновлена и дополнена: 09 Августа, 2021
Цвета побежалости – это цвета, которые становятся различимы на гладкой металлической или минеральной поверхности из-за появления тончайшей окисной пленки или световой интерференции в ней. Зачастую их появление связано с тепловым воздействием. О том, что такое побежалость, далее.
Происхождение цветов побежалости металла
Цвета побежалости металла распространяются из-за перераспределения интенсивности света в утонченных пленках на структуре отражения. По ходу развития пленочной толщины появляются условия погашения лучей с какой-либо волновой длины.
Вначале из белоснежного появляется сиреневое свечение, обнаруживается желтое свечение. По ходу того, как пленка растет в толщину, увеличивается волновая длина погашенных лучей.
Из непрерывного спектра солнца появляется зеленое и красное свечение.
Яркость оттенков побежалости нержавейки зависит от размера оксидной пленки с протяженностью солнечной волны, которая идет на спецматериал. Одни из ярчайших оттенков находятся на материалах медного типа.
Цвета побежалости стали, которые получаются из-за физического процесса, зависят от металлического состава. Если в микроэлементе есть много металлических ионов, то он прокрашивается в синий.
В присутствии хромофоров можно обнаружить красные оттенки – следы побежалости на металле.
Искусственная цветовая побежалость видна на структуре при повышенных показателях. Непременным условием образования следов побежалости считается отсутствие воды с иными спецжидкостями.
В ходе нагревания появившаяся пленочная структура окиси снижается. Это объясняется диффузией, то есть перемешиванием микроэлементов или внедрением одного химического элемента в иной.
В ситуации с металлической пленкой окиси становится видно, как взаимодействуют атомы кислорода со спецметаллом.
Как искусственно создать цвета побежалости
При металлообработке активным образом применяется воронение. Технология спецпокрытия металлов пленками окиси хорошо известная и активным образом применяемая на протяжении десятков лет. Вороненый материал отличается устойчивостью ко ржавчине, прочностью к повышенным нагрузкам и обладает эстетичным окрасом, без добавочных покрытий с красками.
Чтобы выполнить воронение, необходимо:
- обмакнуть заготовку, протереть ее минеральным маслом;
- нагреть на металлическом листе до температурного показателя (для различных металлов со сплавами она различается);
- после сделать закалку в охлажденном участке – во избежание металлического отпуска.
Получившийся окисленный слой на структуре металлического изделия будет устойчивым к воздействию воды. Он будет иметь повышенную прочность к действию внешних факторов.
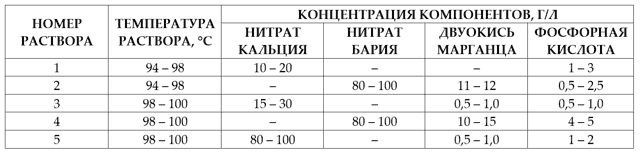
В нижеследующей таблице приведены составы растворов и требуемая температура для бесщелочного оксидирования черных металлов:
Пленка окисления образуется как с большой, так и с малой скоростями. На образование пленки влияют такие факторы, как:
- мера закаленности обрабатываемой детали (закалка способствует ускорению появления необычного эффекта);
- загрязнение (при появлении грязи она обугливается, и, в результате, образуется неравномерный пленочный слой оксида);
- шероховатость (заготовка, которая имеет выемку, получает уплотненную пленку; эстетичное цветовое различие обнаружить невозможно, а полированная деталь создает разноцветный эффект);
- технология нагревания (в зависимости от спецоборудования, применяемого для нагрева деталей, с большой скоростью и шириной формируются пленки окисления; для нагревания деталей лучше применять оборудование, которое позволяет поддерживать требуемый температурный показатель и контролировать его).
Тонкие пленки оксида поглощают солнечные волны с наименьшей длиной волны, но отражают с наибольшей. Цвет металла при нагреве изменяется в зависимости от температуры. Чем больше температура пленки оксида, тем светлее цвет металла при нагревании. Синий и фиолетовым цвета получаются, когда из спектра отображается перечень длинных волн.
При отражении пленки из оксидов волны с минимальной волновой длиной, металлическая поверхность прокрашивается в желтоватый оттенок. Светлые оттенки соответствуют повышенной температуре нагревания. Поэтому мастер нередко определяет с помощью цветов побежалости нержавейки закалку материалов со стальной стружкой и колющим инструментарием.
Они применяются при работе токаря.
Несмотря на указанные факторы, при содействии цветов побежалости нержавеющей стали невозможно точно определить температуру металла, поскольку на показатель влияют разные факторы:
- период нагрева (промежуток времени, на протяжении которого деталь из металла прогревается до показателя помещения, если отсутствует тепловая отдача);
- разная примесь в переливающемся металле;
- особенность освещения в помещении, где производилась сварка с закалкой заготовок;
- скорость прогрева (температурное изменение в единицу времени во время прогрева).
Среди различных электроприборов есть пирометры, обеспечивающие конкретный температурный контроль. Они функционируют на лучевом анализе лазера. В электроприборах находятся особые датчики, которые анализируют отраженные лучи и отражают металлическую температуру, которой равны измеренные параметры излучений.
Температура цветов побежалости металла
Температура и цвет металла изменяются на протяжении всего процесса нагрева заготовки. Причем у каждого сплава или вида металла своя температура появления побежалости. Вследствие этого технологи пользуются большим количеством таблиц соотношения цвета и температуры цветов побежалости. Некоторые из них приводим в нашей статье.
Таблица цветов побежалости и каления
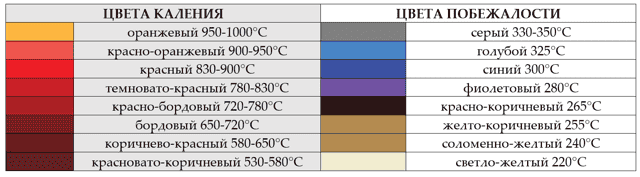
Таблица цветов побежалости для углеродистых сталей
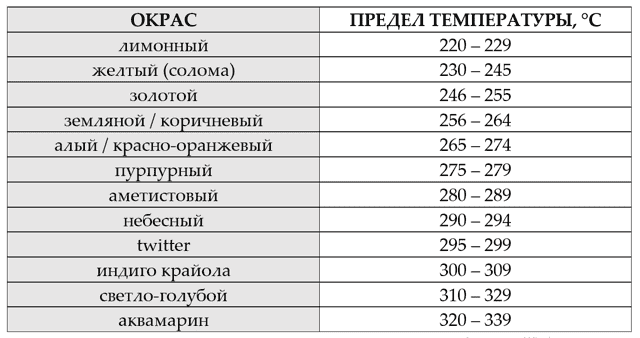
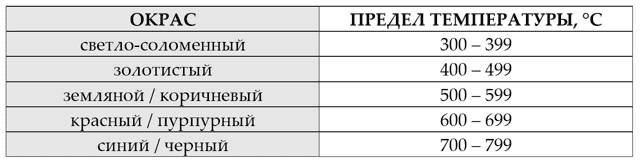
Таблица цветов побежалости для нержавеющих сталей
Радужный окрас на поверхности нержавеющей стали
Цвета побежалости в природе
На поверхности различных материалов, к примеру, на пирите, появляется тонкий вид оксидного слоя. В таком случае наблюдается ряд интерференционных цветов. Они аналогичны минеральным цветам. Особо яркий эффект в мире заметен на халькопирите с некоторыми иными минералами из меди.
Следует принимать во внимание факт, что побежалость скрывает настоящий минеральный оттенок, если на него смотреть не сразу, а немного позднее. Особенно просто ошибиться при пленке одного оттенка. Такие же цветовые эффекты появляются на устаревших стеклянных вариантах, по большей части, на тех, которые в течение длительного времени лежали на земле и на древних монетах.
Радужная побежалость металла возникает при наличии тончайшей жировой пленки, из-за просыхания на водной глади, в которой есть минеральные вещества.
Цвета побежалости титана, меди, алюминия есть в природной сфере, а в производственной области служат в качестве температурного индикатора прогрева железа со сталью во время термической обработки. По ним легко судить о температуре металлического прогрева во время затачивания, сверления и разрезки. Кроме того, они нередко выпускаются в декоративных целях и для лазерной маркировки.
Как убрать цвета побежалости на нержавейки
Нержавеющая сталь меняет цвет в зависимости от толщины оксидной пленки. Нагреванием можно получить большое количество разных цветовых оттенков. Нередко на нержавеющей стали появляется лазурный цвет, сиреневый, изумрудный, золотой. Убрать побежалость с нержавейки можно разными способами.
Химический метод
Убрать неэстетичный цвет нержавеющей стали можно с помощью любой кислоты. В домашних условиях для удаления цветов побежалости следует использовать уксус. Для избавления от побежалости необходимо нагреть нержавейку и налить уксус. Дальше в течение небольшого времени необходимо будет протирать поверхность.
Осуществить удаление побежалости на нержавейке можно с помощью любого раствора на основе кислоты. Подойдет азотная концентрированная кислота, которая очистит металл и запассивирует его.
В нашей компании используется следующая технология химического удаления цветов побежалости на нержавейке. Последовательно применяются такие продукты, как:
Механический метод
Удалить оттеночные переходы с прочими визуальными дефектами возможно войлочным кругом для УШМ и пастами ГОИ.
Войлочный круг можно сделать из старых валенок – для очистки потребуется нанести на круг из войлока пасту ГОИ и отполировать металл.
Вместо войлока для удаления следов побежалости на нержавейке можно использовать круг скотч-брайт или полированный муслиновый круг. При использовании болгарки следует подключать регулятор оборотов.
Электрохимический метод
Для удаления побежалости можно использовать электромеханический метод. Для этого необходимо взять электрод, трансформатор на 30 Вольт, лимонную кислоту с водой (2:1). Один контакт трансформатора нужно поместить на деталь, второй – на электрод.
Смочив войлок в лимонной кислоте, нужно обработать, например, сварные швы. С помощью этого способа можно добиться эстетичного вида на нержавейке после сварки.
Работа кропотливая и требует усидчивости и терпения, но в итоге получится эстетичная зеркальная поверхность без каких-либо оттенков.
В случае необходимости убрать цвета побежалости на сварном шве нержавейки мы предлагаем воспользоваться нашей собственной разработкой – аппаратом для очистки сварных швов SteelGuard 425.
Аппарат воздействует не только на шов, но и на околошовную поверхность.
Удаление побежалости на нержавейке проводится при помощи электрического тока и специально разработанных электролитов, которые и проводят этапы травления, пассивации и полировки.

При обработке электрохимическим методом сохраняется внешний вид сварного шва. Если поверхность была зеркальной/матовой/шлифованной, то такой она и останется. После проведения процедуры на шве восстанавливается пассивный слой, который обеспечит антикоррозийные свойства.
Применение технологии поможет снизить трудовые затраты сотрудников и не допускает появление дефектов на детали. Внешний вид продукции после полировки остается товарным.
В конечном счете, цвета побежалости считаются цветовым спектром, который становится виден на многих сплавах из-за наличия пленки окиси. Они различимы из-за перераспределения интенсивности солнца и повышенных температур. Их можно повсеместно увидеть в природе. Они активно применяются в декоративных и производственных целях. Для удаления цветов побежалости можно использовать химический, механический и электрохимический метод.
Оставьте заявку, чтобы бесплатно получить быстрый расчет стоимости интересующей Вас услуги. Менеджеры ответят на любой Ваш вопрос!
Цвета побежалости металлов, определение температуры по цвету нагретой заготовки
Цвета побежалости металла – это спектр цветов, которые образуются на поверхности металла при появлении появления окисной пленки. Эти окисные пленки создаются из самого металла при нагревании. Важным условием для образования такой пленки является отсутствие воздействия воды.
Такая побежалость металла является дефектом сварного соединения.
Происхождение цветов побежалости металла
В естественной природе цвета побежалости можно наблюдать на поверхностях ряда минералов, среди них пирит и халькопирит.
Логично заключить, что эти изменения видны в следствие окисления верхнего слоя материала. Как результат — они покрываются тонкой оксидной пленкой, которая и преломляет попадающий на ее поверхность свет.
Создавшийся эффект интерференции, «окрашивает» поверхность металла в разные цвета.
Яркость цветов побежалости зависит от толщины образуемой оксидной пленки и длины световой волны, которая попадает на поверхность материала. Самые яркие оттенки можно увидеть на медных минералах. Получаемые цвета также зависят от состава металла. Если в элементе есть много ионов металлов, то он окрашивается в синие цвета. В случае если присутствуют хромофоры, вы увидите красные цвета.
Искусственный цвет побежалости металла появляется на его поверхности при воздействии высоких температур. Важно условие – отсутствие воды и любых других жидкостей.
По мере нагрева образовавшаяся окисная пленка уменьшается, что объясняется диффузией (процесс «смешивания» или проникновения частиц хим.элемента в другой материал). Конкретно в ситуации с окисной пленкой металла наблюдается взаимодействие атомов кислорода и металла.
Стоит отметить, что на легированных сталях цвет побежалости появится при большем нагреве, чем на углеродистой стали.
Создание искусственных цветов побежалости
В сфере обработки металлов активно используется прием воронения. При этом технология покрытия сплавов окисными пленками известна и активно используется уже не одну тысячу лет.
Вороненный металл устойчив к ржавчине, более прочен перед механическими нагрузками и имеет красивый окрас даже без дополнительных покрытий и красок.
Воронение выполняется следующим образом:
- Заготовку обмакивают или протирают минеральным маслом;
- Нагревают на металлическом листе до соответствующей температуры (для разных металлов и сплавов она может отличаться);
- После могут выполнить закалку в холодном масле (чтоб избежать «отпуска металла»).
Получаемый слой окисла на поверхности металлического изделия полностью устойчив к воздействию воды, а также обладает высокой прочностью к механическим воздействиям.
Таблицы 1.
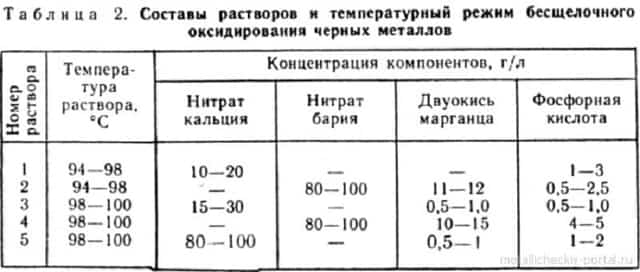
Окисные пленки образуются с различной скоростью и на это влияют следующие факторы:
- Закаленность детали (наличие закалки ускоряет появление побежалости);
- Наличие загрязнений (при нагреве загрязнения обугливаются и усложняют образование равномерного слоя окисной пленки);
- Шероховатости. Заготовка, имеющая неровности получает плотную пленку и как результат красивого переливания цветов можно не увидеть. Полированная же деталь быстро образует на поверхностях равномерный тонкий слой окислов;
- Технологии нагрева. В зависимости от оборудования, которое применяется для нагрева деталей, с разной скоростью и разной толщины образуются окисные пленки. Для нагрева деталей лучше всего использовать оборудование, позволяющее контролировать и поддерживать нужную температуру стабильно.
Тонкие оксидные пленки поглощают световые волны с меньшей длиной волны, но отражают – с большей. Цвет металлических деталей меняется в зависимости от температуры и плотности оксидной пленки. Чем толще оксидная пленка, тем светлее окраска. Синий или фиолетовый цвет получается, когда из спектра отражаются наиболее длинные волны.
Если пленка из оксидов отражает волны с малой длиной волны, то металлическая поверхность становится желтой. Светлые цвета соответствуют высокой температуре нагрева, светлые – более низкой.
По этой причине многие мастер часто определяют при помощи цветов побежалости степень закалки изделий, стальной стружки и режущих инструментов, применяемых во время проведения токарных работ.
Несмотря на эти факторы, при помощи цветов побежалости нельзя точно определить температуру металла, потому что на величину этого показателя оказывают влияние следующие факторы:
- время нагрева: промежуток времени, в течение которого металлическая деталь нагревается до температуры окружающей среды при отсутствии теплоотдачи.
- наличие различных примесей в составе металла;
- особенности освещения в помещении, где проводилась сварка или закалка заготовок;
- скорость разогревания: изменение температуры изделия в единицу времени при его нагревании.
Среди современных приборов существуют пирометров, которые обеспечивают достаточно точный контроль температуры. Они работают на основе анализа лазерных лучей. Приборы оснащены специальными датчиками, анализирующими отраженные лазерные лучи и отображают температуру металла, которой соответствуют полученные характеристики излучений.

Технологии с использованием цветов побежалости активно применяют в производстве рабочих инструментов и оборудования. Особенно распространено использование этого приема при работе с медью, железом, алюминием и латуни.
Закалка улучшает следующие параметры металлической поверхности:
Цвет побежалости металла и его температура или температура цветов побежалости металла
Как уже стало ясно из описанного выше материала, температура и цвет металла изменяется все время нагрева заготовки.
Важно отметить, что температура побежалости металла отличается для каждого отдельно взятого сплава и вида металла.
Поэтому существует большое количество таблиц и списков соотношения цвета и температуры. Ниже приведены таблицы цветом побежалости металла для разные сплавов.

Шкала цветов побежалости стали
Для углеродистых сталей можно привести следующую зависимость цветов и соответствующих температур:
| Температура цветов побежалости для углеродистых сталей | |
| Окрас | Пределы температур, °С |
| Лимонный | 220 – 229 |
| Желтый (цвет соломы) | 230 – 245 |
| Золотой | 246 – 255 |
| Земляной или коричневый | 256 – 264 |
| Алый или красно-оранжевый | 265 — 274 |
| Пурпурный | 275 – 279 |
| Аметистовый | 280 – 289 |
| Небесный | 290 – 294 |
| Твиттера | 295 – 299 |
| Индиго Крайола | 300 – 309 |
| Светло-голубой | 310 – 329 |
| Аквамариновый | 320 — 339 |
На заготовках из нержавейки 12Х18Н10Т, где 18% хрома, также 10% никеля и 1% титана (взято из ГОСТ 5632-2014), цвета побежалости в зависимости от температуры будут изменяться несколько другим образом.
Главное отличие – величины температур. Это объясняется коррозийной устойчивостью и жаропрочной стойкостью.
Поэтому при нагреве и охлаждении частицы сплава и кислорода взаимодействуют медленнее, замедляя создание оксидной пленки.
В следующей таблице цветов побежалости металла представлены особенности изменения цвета изделий из нержавеющей стали:
| Температура цветов побежалости для нержавеющих сталей | |
| Окрас | Пределы температур,°С |
| Светло-соломенный | 300 – 399 |
| Золотистый | 400 – 499 |
| Земляной или коричневый | 500 – 599 |
| Красный или пурпурный | 600 – 699 |
| Синий или черный | 700 – 779 |
На поверхностях заготовок из нержавеющей стали могут появиться радужные полосы. Они могут появиться при нагревании изделия до температуры кипения (100 °С). Появление радужных следов обусловлено изменениями в кристаллической решетке металла.
Радужный окрас на поверхности обрабатываемой заготовки не свидетельствуют о перегреве нержавеющей стали.

Какую температуру выдерживает холодная сварка для металла? Условия эксплуатации, недостатки, стойкость
Цвета побежалости на кристалле висмута
Цвета побежалости на разогретом с одного края лезвии бритвы
Цвета побежалости 12Х17(AISI 430) Температура указана в градусах Цельсия Время выдержки — 15 минут Сверху кусочки толщиной 0.5 мм Снизу — 0.8 мм Натуральное освещение(пасмурно)
Цвета побежалости 12Х17(AISI 430) Температура указана в градусах Цельсия Время выдержки — 15 минут Сверху кусочки толщиной 0.5 мм Снизу — 0.8 мм Искусственное освещение
Цвета́ побежа́лости
— радужные цвета, образующиеся на гладкой поверхности металла или минерала в результате образования тонкой прозрачной поверхностной окисной плёнки (которую называютпобежалостью ) и интерференции света в ней. Чаще всего она появляется от теплового воздействия.
- Часто термин используют в металлообработке, термообработке стали.
Происхождение
Цвета побежалости возникают из-за интерференции белого света в тонких плёнках на отражающей поверхности, при этом по мере роста толщины плёнки последовательно возникают условия гашения лучей с той или иной длиной волны.
Сначала из белого света вычитается фиолетово-синий цвет (λ~400 ), и мы наблюдаем дополнительный цвет — жёлтый.
Далее, по мере роста толщины плёнки, и, соответственно, увеличения длины волны «погасившихся» лучей, из непрерывного солнечного спектра вычитается зелёный цвет, и мы наблюдаем красный, и т. д.
Воронение и «синение» стали
Воронение стали
. После воронения стальные детали приобретают черную или темно-синюю окраску различных оттенков, они сохраняют металлический блеск, а на их поверхности образуется стойкая оксидная пленка, предохраняющая детали от коррозии.
Перед воронением изделие тщательно шлифуют и полируют. Поверхность его обезжиривают промывкой в щелочах, после чего изделие прогревают до 320–325°С. Ровная окраска поверхности изделия получается только при равномерном его прогреве.
Обработанное таким образом изделие быстро протирают тряпкой, смоченной в конопляном масле. После смазки изделие снова слегка прогревают и вытирают насухо.
«Синение» стали
. Стальным деталям можно придать красивый синий цвет. Для этого составляют два раствора: 140 г гипосульфита на 1 л воды и 35 г уксуснокислого свинца («свинцовый сахар») также на 1 л воды. Перед употреблением растворы смешивают и нагревают до кипения.
- Изделия предварительно очищают, полируют до блеска, после чего погружают в кипящую жидкость и держат до тех пор, пока не получат желаемого цвета.
- Затем деталь промывают в горячей воде и сушат, после чего слегка протирают тряпкой, смоченной касторовым или чистым машинным маслом.
- Детали, обработанные таким способом, меньше подвержены коррозии.
Материал для статьи взят из книги «300 практических советов», автор-составитель В.Г. Бастанов, издательство «Московский рабочий, 1986г.»
Источник: www.superhands.ru
Применение
Цвета побежалости возникают чаще всего при окислении, в результате термической обработки металлов. Обычно, при быстром нагреве, они столь же быстро сменяют друг друга, в типичной последовательности: светло-соломенный, золотистый, пурпурный, фиолетовый, синий, и затем, по мере роста толщины плёнки, вновь проявляются, но в несколько приглушённом виде: коричневато-жёлтый, красный…
Цвет побежалости (а также цвета каления) раньше, до появления пирометров, широко использовали в качестве индикатора температуры нагрева железа и стали при термообработке. По цветам побежалости также судили о температуре нагрева стальной стружки, и, следовательно, резца при операциях точения, сверления, резания.
Для углеродистой стали характерны следующие переходы цвета: соломенный (220 °C), коричневый (240 °C), пурпурный (260 °C), синий (300 °C), светло-серый (330—350 °С).
Для нержавеющих сталей изменение цвета при нагреве на воздухе наблюдается: светло-соломенный (300 °C), соломенный (400 °C), красно-коричневый (500 °C), фиолетово-синий (600 °C), синий (700 °C). Нередко цвета побежалости на нержавеющей стали путают с радужной окраской, которая может возникать при температурах не выше 100 °C (кипячение воды). Радужная окраска не связана с перегревом стали.
Цвета побежалости — не очень точный индикатор. На них влияет скорость подъёма температуры, состав газовой среды, время выдержки стали при данной температуре, а также характер освещения и др. факторы.
На легированных сталях цвета побежалости обычно появляются при более высоких температурах, так как нередко легирование повышает стойкость стали к окислению на воздухе.
Цвета побежалости применяются при декоративной отделке стальных изделий, а также при их лазерной маркировке.
Разница между температурой плавления и кипения
Точкой фазового перехода вещества из твердого кристаллического состояния в жидкое нередко называют температуру плавления металла. В расплаве молекулы не имеют определенного расположения, но притяжение удерживает их вместе, в жидком состоянии кристаллическое тело сохраняет объем, но теряет форму.
При кипении теряется объем, молекулы слабо взаимодействуют, хаотично движутся во всех направлениях, отрываются от поверхности. Температура кипения – это когда давление металлических паров достигает давления внешней среды.
Для наглядности разницу между критическими точками нагрева лучше представить в виде таблицы:
| Свойства | Температура плавки | Температура кипения |
| Физическое состояние | Сплав превращается в расплав, кристаллическая структура разрушается, исчезает зернистость | Переход в газообразное состояние, отдельные молекулы улетают за пределы расплава |
| Фазовый переход | Равновесие между жидкой и твердой фазами | Равновесие между давлением паров металла и внешним давлением воздуха |
| Влияние внешнего давления | Не меняется | Изменяется, падает при разряжении |
Цвета побежалости в природе
На поверхности некоторых минералов (пирит и др.) в результате появления тонкого слоя оксидов нередко наблюдаются интерференционные цвета, аналогичные цветам побежалости (см. Цвет минералов). Особенно яркая побежалость характерна для халькопирита и некоторых других, преимущественно медных, минералов.
Необходимо учитывать, что побежалость может маскировать истинный цвет минерала, если его определять не на свежем изломе, а по окисленной поверхности. Особенно легко ошибиться в случае одноцветной плёнки.
Те же цвета иногда образуются на старых образцах стекла, особенно на тех, что долго пролежали в земле; на старинных монетах.
Радужная окраска на поверхности стали, аналогичная цветам побежалости, может возникать, если на ней имеется тонкая жировая пленка, а также в результате высыхания на поверхности воды, имеющей минеральные компоненты.
Общие условия использования
Характеристики марок холодной сварки, приведенные в их документации, будут выполняться только в том случае, когда соблюдается технология нанесения холодной сварки и основные условия ее применения, которые обычно приведены в инструкции по использованию.
В частности, для соединения двух деталей необходимо:
- зачистить поверхности соединяемых деталей;
- обезжирить поверхности с помощью ацетона или другого растворителя;
- отрезать от двухкомпонентного бруска необходимый для использования кусок;
- размять сварку до получения пластичной массы;
- нанести состав на поверхности и соединить их;
- оставить соединение неподвижным до полного затвердения;
- после полного отвердевания обработать шов наждачной бумагой и окрасить.
При применении холодной сварки надо учитывать, что подготовленная масса начинает быстро отвердевать, поэтому работу с составом необходимо производить очень быстро. Если требуется произвести ремонт в большом объеме, то сварку лучше готовить небольшими частями, так как, в противном случае, она затвердеет и не будет годна к работе.
Для улучшения свойств холодной сварки в ее состав вводят наполнитель. Тип такого наполнителя зависит от того материала, на сварку которого рассчитана данная марка. Например, для сварки стали в качестве наполнителя используется железный порошок, а для сварки алюминия – пудра из алюминия. Поэтому для качественного соединения деталей необходимо подбирать соответствующую марку.
Недостатки
К недостаткам холодной сварки необходимо отнести:
- малая прочность на разрыв, что не позволяет использовать эту сварку в ответственных соединениях;
- неэстетичный вид шва, что требует его последующей обработки;
- невозможность применения в капитальных работах.
Типы холодной сварки по температуре применения
По температуре применения марки холодной сварки можно разделить на два типа – общего назначения и термостойкие.
При ремонте автомобиля часто требуется восстановить структуру металла. Это могут быть трещины, скол, износ из-за трения, раковины. Если восстанавливать металл с помощью обычной сварки, то это потребует демонтажа деталей, наличия сварочного аппарата, соответствующих условий, опыта сварщика. Во многих случаях задачи ремонта решаются с помощью холодной сварки.
Средства холодной сварки общего назначения хотя и являются более универсальными, но они не учитывают температурного режима работы деталей.
В автомобиле существует большое количество систем, работающих при повышенных температурах. Такие температуры присутствуют не только в глушителях и выхлопных коллекторах, но в двигателе, в масляной и охлаждающей системах, системе торможения, а также в некоторых электрических частях автомобиля.
Примерная стоимость холодной термостойкой сварки на Яндекс.маркет
Для рабочих температур свыше + 200 °С в автомобилях рекомендуется применять составы высокотемпературной холодной сварки.
При какой температуре краска сохнет лучше всего
При планировании окрашивания наружных поверхностей выбирают подходящую погоду. Неблагоприятной температурой считают показатели от -5 до +5 градусов. Этот диапазон характеризуется наличием холодного тяжелого воздуха и повышенной влажностью.
https://www.youtube.com/watch?v=opDewfiuoFUu0026t=50s
Основой высыхания считают не температуру воздуха, а состояние воздушных масс. Краски быстрее высохнут при теплой погоде, когда происходят колебания воздушных масс. Ускорить процесс можно искусственно.
Для этого используют специальный монтажный фен с температурой +60 градусов. Одним из вариантов активации высыхания является использование тепловой пушки. Ее устанавливают на достаточном расстоянии от обрабатываемой поверхности и включают на некоторое время.
Еще один вариант ускорения высыхания – использование инфракрасного обогревателя.
Мнение эксперта
Захарова Ирина Юрьевна
Профи по клинингу с 15-ти летним стажем. Наш лучший эксперт.
Задать вопрос
Справка! При сушке монтажный фен нельзя подносить слишком близко, иначе верхний слой потрескается.
Понятие цветовой температуры
Температура света это диапазон волн, который излучает источник освещения. Наше зрение воспринимает не весь спектр, но мы можем видеть, что некоторые лампы рассеивают теплый желтоватый оттенок, другие нейтральный белый свет, или холодный голубой.
Именно этот параметр определяет, какой оттенок будет доминировать при свечении. При повышении этого показателя цвет визуально будет смещаться в сторону синего оттенка.
Для человека более комфортно применять лампы, излучение которых максимально приближено к дневному свету.
Что измеряется в кельвинах
Для определения цветовой температуры применяется единица измерения градус Кельвина. Точкой отсчета является 0 градусов Кельвина. Это абсолютно черное тело, которое не испускает излучение.
Каждый объект при нагреве, начинает рассеивать поток волн разной длины, который становится видимым светом. Так при нагреве:
- До 530˚С мы видим свечение темно-бордового цвета, что соответствует (800 К).
- До 1030˚С – ярко-алый оттенок. Его можно наблюдать, если раскалить некоторые виды сплавов (1200 К).
- До 1730˚С – темно-оранжевое свечение. Такой оттенок имеет затухающее пламя или раздуваемые угли (2000 К).
- До 2230˚С – светло-желтое излучение, наблюдается при утреннем свете (2500 К).
- До 5230˚С – нейтральный поток, такой дает солнце в зените (5500 К).
- До 8730˚С – холодный синий, наблюдается при ядерной вспышке (9000 К).
При какой температуре можно применять краску из баллончика
Аэрозоли-распылители используют для окрашивания автомобилей или финишного покрытия небольших по площади поверхностей. Баллончики рассчитаны на использование при температуре от +10 до +25 градусов. Это оптимальные температурные показатели, когда нанесенный слой сможет обеспечить прочное сцепление и не приведет к появлению трещин.
- Посмотрите также
- В чем отличия эмали от краски, их характеристики и сравнение составов
- Условия для создания ровного покрытия при использовании баллона:
| Условие | Описание | Особенности |
| Температура | От +10 до +20 градусов | Если температура отпустится ниже минимального значения, финиш будет растрескиваться, не создавая ровного покрытия |
| Влажность | Около 65 процентов | Высокая влажность создаст неровный бугристый слой |
| Расстояние и угол нанесения | На расстоянии 15 сантиметров под прямым углом | Более близкое нанесение опасно созданием неровного слоя |
Внимание! Перед использованием баллона необходимо встряхивать его на протяжении 3-4 минут. Пигменты оседают на дне, поэтому важно обеспечить их смешивание с базовым составом.
Отжиг стальных деталей
Чтобы облегчить механическую или пластическую обработку стальной детали, уменьшают ее твердость путем отжига.
Так называемый полный отжиг заключается в том, что деталь или заготовку нагревают до температуры 900°С, выдерживают при этой температуре некоторое время, необходимое для прогрева ее по всему объему, а затем медленно (обычно вместе с печью) охлаждают до комнатной температуры.
Внутренние напряжения, возникшие в детали при механической обработке, снимают низкотемпературным отжигом, при котором деталь нагревают до температуры 500–600°С, а затем охлаждают вместе с печью. Для снятия внутренних напряжений и некоторого уменьшения твердости стали применяют неполный отжиг – нагрев до 750–760°С и последующее медленное (также весте с печью) охлаждение.
Отжиг используется также при неудачной закалке или при необходимости перекаливания инструмента для обработки другого металла (например, если сверло для меди нужно перекалить для сверления чугуна).
При отжиге деталь нагревают до температуры несколько ниже температуры, необходимой для закалки, и затем постепенно охлаждают на воздухе.
В результате закаленная деталь вновь становится мягкой, поддающейся механической обработке.
Примечания
- [dic.academic.ru/dic.nsf/polytechnic/10406/ЦВЕТА Цвета каления]. Большой энциклопедический политехнический словарь (2004). Проверено 2 октября 2012. [www.webcitation.org/6Bj7zRmKU Архивировано из первоисточника 27 октября 2012].
- [www.otrezal.ru/catch-words/120.html До белого каления (довести, дойти) — Крылатые выражения — Отрезал. РУ — Афоризмы, происхождение крылатых фраз]
- [www.newslab.ru/blog/274546 Белое каление / Ликбез / Блоги / Newslab.Ru]
( 1 оценка, среднее 4 из 5 )
Цвета побежалости металла
Приветствую вас, коллеги и господа мастеровые. Я расскажу о старинном методе измерения температуры стальных предметов по внешним признакам. Приборов для точного измерения температуры различных объектов в наше время существует предостаточно. Для измерения температур контактным методом используются термометры. А для контроля нагрева на расстоянии, то есть, бесконтактно, используются пирометры с различными конструкциями и техническими характеристиками.
И все же, занимающимся металлообработкой надо обязательно уметь определять температуру стальных изделий. Пусть приблизительно, но оперативно и без приборов.
Цвета побежалости
При нагревании некоторых металлосплавов до определенных температур окисные пленки на их поверхностях могут приобретать различные цвета.
Такие цвета и их оттенки характерны для температур, вызвавших их появление, называют цветами побежалости.
Более выразительно цвета побежалости проявляются на сталях: углеродистых, легированных и нержавеющих.
Мы понаблюдаем за возникновением цветов побежалости при нагреве газовым пламенем листа из низкоуглеродистой стали.
Обозначенное место на поверхности листа, под которым находится источник нагрева, я буду называть точкой нагревания. Заметно, что естественный цвет стали в точке нагревания изменился на светло желтый.
Это означает, что температура материала в этом месте достигла примерно 205 С. По мере дальнейшего повышения температуры, светло желтая область от точки нагревания, как видно, отдалилась. А ее место приобрело темно желтый цвет, с присущей ему температурой 240 С. Пятно общего прогрева расширяется.
Цвета побежалости выстраиваются вокруг точки нагревания в характерном порядке, указывая до какой температуры нагрелся материал, в занимаемой каждым из них области. При более плавном нагревании цветотемпературные области будут расширенными. Как на данном образце среднеуглеродистой стали, на котором их осмотр и продолжим.
Если не принимать во внимание цветовые оттенки, наблюдаемые в очень узком расположении, насчитываются девять убедительно выраженных цветотемпературных областей, в число которых область с естественным цветом стали не входит.
Далее, поочередно к каждой из девяти цветотемпературных областей будет подводиться шаблон, цвет и оттенок которого наиболее сходен с цветом этой области.
На шаблоне указан диапазон температур и среднее значение, которое присуще данному цвету побежалости на поверхности углеродистой стали.
Однажды появившись, цвета побежалости после охлаждения не исчезают.
По их наличию можно, например, определить что деталь или инструмент эксплуатировались с некими нарушениями, что и привело к их перегреву.
Цвета побежалости на легированных, нержавеющих и жаропрочных сталей такие же. Однако, они проявляются при более высоких температурах, значения которых зависят от содержания легирующих элементов.
Цвета каления
При продолжении нагревания на смену цветам побежалости приходят цвета каления.
Поскольку каление представляет из себя свечение материала, объективная оценка самых темных его цветов, возможна только в темноте. А более светлых, как минимум, при затемнении.
Первый, различимый глазом цвет каления красновато-коричневый, означающий, что температура каления в области его проявления находится в диапазоне 530 – 580 градусов по Цельсию.
В отличие от цветов побежалости, цвета каления при охлаждении не сохраняются, а изменяются в обратном порядке.
Если на поверхности образовалась окалина, ее цвет возвращается к светло серому оттенку. При нагревании магнитных, железоуглеродистых сплавов выше 768 С их магнитные свойства исчезают. И появляются вновь, после охлаждения ниже этой температуры.
Это явление можно использовать как дополнительное средство контроля температур. Цвета каления отражают температуру нагрева не только металлических тел, но и не металлических тоже. Например, изделий из керамики, графита и других.
Метод измерения температур по цветам побежалости и каления
Методом измерения температур по цветам побежалости и каления с давних времен успешно пользовались металлурги, кузнецы, термисты, а так же представители других профессий, включая станочников.
Для измерения температуры этим методом, используются таблицы, в которых собраны шаблоны цветов побежалости и каления с описанием их оттенков и указанием значения температур, приводящих к появлению каждого из них.
Имеющие постоянную практику мастеровые и специалисты, таблицами, обычно не пользуются. Поскольку все цветовые оттенки и значения температур, связанные с их проявлениями, они знают на память.
Когда же постоянной практики в этой области нет, полагаться на память, особенно на цветовую, пожалуй, не стоит. Путем визуального сравнения из той или иной таблицы, выбирается шаблон, цвет которого более похож на цвет контролируемой области объекта.
Акцентирую ваше внимание на том, что при сравнении цветов шаблона и объекта, ожидать их полного, до идентичности совпадения, не следует.
Достаточно именно похожести их цветовых оттенков. И тогда можно считать, что температура равномерно прогретого объекта, находится в диапазоне значений, указанных на цветовом шаблоне.
Часто на поверхности объекта проявляются сразу два смежных цвета. Не сложно догадаться, что температура этого объекта находится между средними значениями температур, указанными на обоих шаблонах. В сравнении с приборными измерениями, точность этого метода, конечно, меньшая.
И все же, во многих случаях применения, например, при выполнении не особо ответственной закалки или отпуска, точности цветового метода вполне хватает. Что же касается обработки резанием, когда по цветам побежалости на движущейся стружке контролируется расстояние режущей кромки, причем, в разных ее точках, замены этому старому методу, пожалуй, не найти.
Таблиц с цветами побежалости и каления в литературе и интернете опубликовано достаточно. Их интерпретации отличаются по форме и по содержанию, к сожалению, тоже. В отличие от большинства из них цвета, используемые в этом видео уроке шаблонов, выверены с помощью компьютера по реальным цветам каления и по цветам побежалости углеродистых сталей.
Указанные на шаблонах названия цветовых оттенков условные. А их точная идентификация осуществима по указанному ниже так называемому цветовому коду html.
По этому коду, введенному в поиск, цвет любого их шаблонов легко найти в интернете. Готовые таблицы с цветовыми шаблонами для загрузки в мобильное устройство или для печати, можно скачать с сайта проекта.
Возможные причины погрешностей при измерении температур Надо учитывать, что на цветовосприятие влияет общая освещенность помещения, а так же ее цвет, который может быть естественным, белым или желтоватым, исходящим от ламп накаливания. Это касается тех случаев, когда пытаются оценить цвета, полагаясь на память.
При измерении температур по цветам побежалости, надо понимать, что ими отражается температура именно на контролируемой поверхности. А это не всегда соответствует температуре всей массы нагретого предмета.
Если стоит задача нагреть предмет до определенной температуры, с контролем по цвету побежалости, его надо прогревать не через одну какую-то точку или поверхность, а равномерно, со всех сторон. Равномерность прогрева контролируется так же и по цветам каления.
Одинаковый цвет накала в разных точках какой-либо области объекта свидетельствует о ее равномерном прогреве. И наоборот. Отслаивающаяся от раскаленной основы окалина охлаждается и нагревается быстрее, чем массив основы, что вносит искажение в реальный цвет поверхности. Это надо учитывать.





