- Что такое вибропресс?
- Виды, типы вибропрессов для плитки
- Характеристики оборудования
- Производительность:
- Цикл формирования
- Зона для форм
- Высота формы
- Частота вибрации
- Сила сжатия
- Мощность и параметры вибратора:
- Работа вибропресса, его конструкция
- Работа пресса
- Конструкция
- Вибростол горизонтальной вибрацией, сделанный своими руками
- Габариты стола
- Материалы изготовления стола
- Правильная сборка вибростола
- Технологии производства тротуарной плитки: сравнение вибролитья и вибропрессования
- Содержание
- Сырьевая база и технология производства
- Потребительские свойства вибролитой и вибропрессованной плитки
- Преимущества вибропрессованной плитки
- Как водоцементное соотношение влияет на характеристики плитки, способ визуального контроля
- Вывод
- Изготовление вибропресса для тротуарной плитки своими руками – чертежи
- Особенности вибропрессования
- Составные части вибропресса
- Изготовление стола вибропресса
- Ножки вибростанка
- Рама вибропресса
- Сборка стола
- Изготовление столешницы вибропресса
- Устройство подвижного соединения стола со столешницей
- Выбор и установка электродвигателя или вибратора
- Изготовление прессовочного узла
- Работа вибропропресса
- виды вибропрессов для плитки тротуарной
- Устройство вибропрессов для производства тротуарной плитки
- Станок для производства тротуарной плитки
- Вибростол для тротуарной плитки своими руками, видео
- Стоимость
- Книги по теме:
- Какой вибропресс выбрать: виды, принцип работы
- Принцип работы вибропресса
- Классификация вибропрессов
- 1.Мобильные вибропрессы
- 2. Стационарные вибропрессы
- · Установки бесподдонного формования
- Вибропрессы, формирующие изделия на поддоне
- 1. Ручные вибропрессы
- 2.Гидравлические вибропрессы
- 3.Вибропрессы с электромеханическим приводом
- Особенности использования и преимущества технологии вибропрессования
- Описание технологического процесса
- Выпускаемые материалы
- Достоинства вибропрессования
Тротуарная плитка пользуется спросом. Простая в укладке, стойкая к истиранию, легкая в обслуживании – эти преимущества привели к популярности данного стройматериала у потребителей.
Некоторые принимаются за производство изделий для оформления частного домовладения или для продажи (мини-производство).
В любом варианте для тротуарной плитки потребуется вибропресс, который предназначен для уплотнения раствора, удаления пузырьков из продукта.
 Вибропресс – горизонтальная вибрация
Вибропресс – горизонтальная вибрация
Что такое вибропресс?
Стоимость покрытия из тротуарной плитки, особенно если это большие площади, достаточно высока. Одним из вариантов снижения затрат считается самостоятельное изготовление плитки. Для этого дела требуется специальное оборудование для производства тротуарной плитки, формы для отливки изделий.
Вибростол состоит из следующих элементов:
- столешница;
- устройство для пресса;
- вибрирующее устройство.
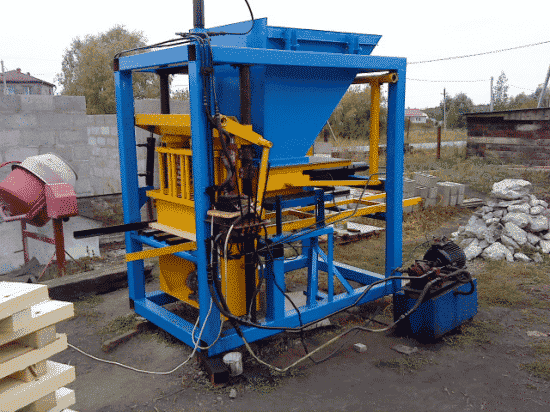
 Заводское вибропрессующее устройство
Заводское вибропрессующее устройство
Рабочая поверхность оборудования совершает колебательные движения, что дает вибрацию, во время которой раствор равномерно распределяется в форме, удаляются воздушные пузырьки. С помощью вибропресса изготовляют плитку, элементы декора, забор, памятники, прочее.
Виды, типы вибропрессов для плитки
Первым делом стоит знать, что вибропрессы подразделяются на виды, типы в зависимости от разных показателей. Первое, на что обращают внимание, – разделение по направлению вибраций.
 Вибропресс с вертикальной вибрацией
Вибропресс с вертикальной вибрацией
Вибростолы делят на столы горизонтальной или вертикальной вибрации. Причем направление зависит от установки ротора. Наиболее распространены столы с горизонтальным вибрированием.
По методу установки оборудование подразделяют на стационарное (находится в установленном месте) и переносное (мобильное). Последний вид практичней, так как есть возможность установить его в нужном месте, непосредственно на строительной площадке.
По специализации оборудование для изготовления тротуарной плитки подразделяется на формовочное, расформовочное. Назначение формовочного вибропреса состоит в формировании тротуарной плитки в емкостях, а второй вид имеет другое назначение: извлечение (выбивание, вытрясывание) готовых плит из формы с применением вибрации.
 Вибростол для извлечения плит из форм
Вибростол для извлечения плит из форм
Два вида вибростола практически ничем не отличаются, только лишь насадкой, на которую располагают емкость с плиткой и извлекают ее. Для индивидуального производства достаточно сделать вибростол, извлекать же продукцию из емкостей нетрудно, так как они гибкие.
Характеристики оборудования
Если стоит задача создать самодельный вибропресс для тротуарной плитки, то перед работой рекомендуется определить характеристики оборудования.
Производительность:
- Определяют количество изделий, выпускаемое за час работы;
- Поскольку плитка плоская, производительность рассчитывают в квадратных метрах, сравнивают с количеством заполненных в час поддонов;
- При изготовлении на дому хватит вибропресса с максимальной нагрузкой в 35 кг.
Внимание! Для увеличения производительности используют вспомогательные механизмы, но это актуально при производстве большого количества продукции.
Цикл формирования
если приобретен вибропресс с высокотехнологическими характеристиками, то цикл приготовления в формах составит 15 секунд. На дому делают вибропресс по производству плитки с продолжительностью вибрации около 1 минуты.
Зона для форм
Площадь вибростола, сделанного самостоятельно, определяет размер поддона, который применяют в работе. Это дает возможность понять, сколько брусчатки любой формы изготовляют за цикл.
Внимание! Если зона для форм большая, то устройство производительнее, но это отразится на его массе, мощности, размерах.
Высота формы
Показатель указывает, какой высоты плитка формируется вибропрессом. Размер формы зависит от размера рабочей поверхности вибропресса. Обычно достаточно 6-8 см.
Частота вибрации
Для изготовления материала без щебенки устанавливают частоту 100 Гц, что улучшает распределение даже маленьких частиц раствора, а в остальных вариантах хватает 75 Герц.
Сила сжатия
Внимание! Чем больше давление, которое оказывает вибростол, тем прочнее изделие.
Оптимальным коэффициентом уплотнения считается 0,97. Сила сжатия гидропресса и ручного агрегата отличается в сотни раз.
Мощность и параметры вибратора:
- Для вибропрессования в домашних условиях достаточно установить вибратор мощностью 0,5 кВт;
- Увеличить показатель мощности можно при помощи использования нескольких источников вибрации;
- Небольшая амплитуда колебаний подходит для подвижной смеси, а для жесткой следует использовать высокую амплитуду;
- Для вибропресса существует требование к сети – некоторые работают от трехфазной, но есть однофазные аппараты, работающие от 220 В;
- Машину важно правильно установить, закрепить, иначе продукция получится некачественная.
Работа вибропресса, его конструкция
Работа пресса
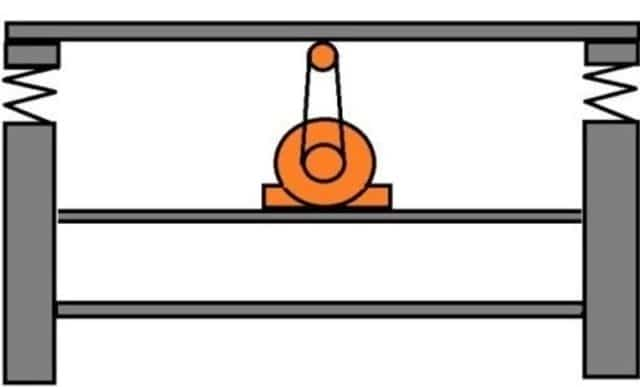
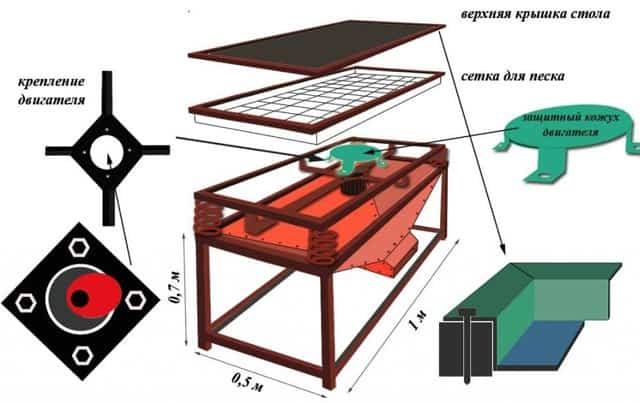 Схема вибростола
Схема вибростола
Смазанную маслом форму заполняют смесью, устанавливают на столешницу так, чтобы пуансон совпадал с формой. При помощи рычага смесь прессуют при кратковременном включении двигателя кнопкой. После рычаг откидывают, изделие извлекают для отвердения и просушки.
Каждая часть связана с прочими элементами, состоит из узлов технологически и конструктивно. Прежде чем начинать работу, выполняют чертежи устройства. Это дает возможность определить перечень нужных материалов.
В некоторых случаях используются составные элементы, выполненные своими руками, а на главных участках прибегают к приобретению готовых агрегатов. Самодельный пресс-стол изготовляют из стальных заготовок, соединенных сваркой, что обеспечивает жесткое соединение деталей пресса.
Конструкция
 Эскиз вибростола
Эскиз вибростола
Рабочая поверхность закрепляется на станине с применением пружин для горизонтальной вибрации. Столешницу приводит в движение электрическим двигателем расчетной мощности, который имеет эксцентрик. Он смещает центр, обеспечивая нужную вибрацию.
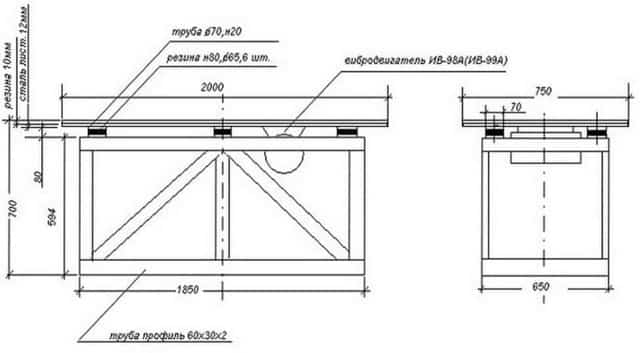
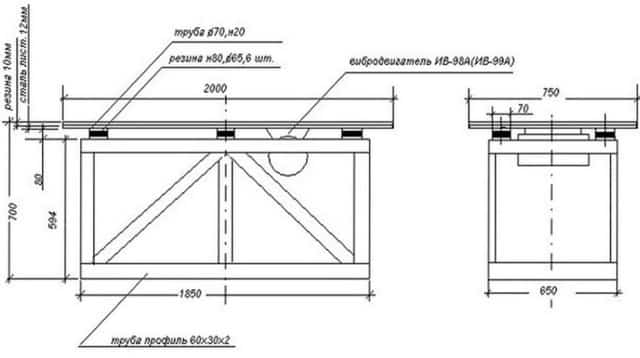 Чертеж простого вибростола для плитки
Чертеж простого вибростола для плитки
Чтобы создать вибропресс, одного эскиза недостаточно – необходим чертеж. Для небольшого производства достаточно примитивного по конструкции устройства, которое позволяет выполнять формовку материала.
 Вибропресс, просеиватель песка
Вибропресс, просеиватель песка
К данному виду стола можно добавлять другие функции, главное – выполнить расчет мощности двигателя. К примеру, делают еще устройство для просеивания песка.
Вибростол горизонтальной вибрацией, сделанный своими руками
Для создания пресса горизонтальной вибрации для тротуарной плитки своими руками требуется подготовить материал и инструмент. Из инструментов понадобится дрель, сварочный аппарат, болгарка.
Габариты стола
Перед работой определяются с размерами стола. Столешницу делают размером 600 на 600, можно удлинить сторону. Делать более узкую поверхность нецелесообразно, так как при вибрировании формы с материалом могут перемещаться – их приходится «ловить», устанавливать меньшее количество форм.
Внимание! Размер вибростола зависит от объема производства: чем они больше, тем больше площадь столешницы. В то же время при увеличении размера столешницы повышаются требования к ее материалу, устойчивости, мощности двигателя.
Высота оборудования определяется в зависимости от роста человека, работающего на нем, но средняя высота – 90-100 см. при планировании закрепления устройства посредством цементирования ножки стола делают длиннее.
Материалы изготовления стола
- Для столешницы применяют фанеру или металл. Фанера должна быть толщиной 14 мм – она хорошо передает вибрацию двигателя, снижает уровень шума. Если используется металл, то берут лист стали толщиной 1 см
 Столешница окантована уголком
Столешница окантована уголком
- Для окантовки столешницы применяют металлический уголок 50 на 50. Бортик не даст возможности формам смещаться при вибрации.
- Швеллер приваривают под столешницей по центру для крепежа мотора.
- Металлические трубы – ножки опоры.
- Трубы для перекладин сверху – 40 на 20 мм, нижних – 20 на 20 мм.
- Металлические пластинки для подошвы опор ног пресса из листа металла 50 на 50 толщиной 2 мм.
 Установка пружин на столе для вибрации
Установка пружин на столе для вибрации
- Пружины, которые обеспечат вибрацию, устанавливают по углам стола.
- Болты из труб являются стаканами для пружин, превышают их диаметр на 10 мм.
- Болты, шайбы, кабель.
- Электромотор – вибратор, вибродвигатель. В данном случае используют двигатели ИВ-99E, ИВ-98Е и другие. Главное – обеспечить равномерную вибрацию материала в формах, иначе пойдет обратная реакция – плитка получится хрупкой. Самый экономный способ – использование двигателя от стиральной машинки.
Правильная сборка вибростола
- Все металлические части перед началом сборки обрабатывают антикоррозийным препаратом.
- Части вибростола соединяют сварочным швом – это связано с тем, что болты при работе двигателя могут расшататься. Можно использовать болты, но их придется постоянно подтягивать.
- Главное правило – мотор не касается почвы. После установки делают пробный запуск проверки амплитуды колебаний.
- Высоту ножек делают одинаковой. Стол лучше закрепить неподвижно на основании бетоном или анкерными болтами.
Сделать вибропресс самостоятельно для брусчатки – сложная задача, но при желании, соблюдении параметров, правил и этапов она выполнима.
Изготовление оборудования целесообразно при большом объеме работ или для организации небольшого бизнеса по изготовлению брусчатки.
Вибропресс для изготовления тротуарной плитки:
Источник: https://laminatepol.ru/23091-vibropressa-dlya-trotuarnoy-plitki.html
Технологии производства тротуарной плитки: сравнение вибролитья и вибропрессования
При всем разнообразии материалов для мощения, в частной сфере наиболее востребована бетонная тротуарная плитка. Ее укладывают во въездных зонах, на отмостку, в зонах отдыха и, конечно, именно ею чаще всего мостят садовые дорожки.
Однако плитка плитке рознь, ведь ее основные технические и эксплуатационные характеристики зависят от технологии производства. На сегодняшний день основных способов два: вибролитье и вибропрессование. Соответственно, и выбирать приходится между вибролитой и вибропрессованной плиткой.
А разобраться, чем они отличаются и какой материал предпочесть в различных ситуациях, нам поможет специалист компании Цемсис. Он даст максимально развернутые ответы на вопросы участников портала.
Содержание
- Сырьевая база и технология производства вибролитой и вибропрессованной плитки
- Потребительские свойства вибролитой и вибропрессованной плитки
- Преимущества вибропрессованной плитки
- Как количество водоцементное соотношение влияет на характеристики плитки, способ визуального контроля

Сырьевая база и технология производства
А между литьевой и вибропрессованной бетонной брусчаткой (45-60 мм толщиной) – что выбрать для отмостки? Я так понял, что вибропрессованная чуть дороже, чем литье. Почему? Она крепче, чем вибролитье?
Прежде всего, необходимо разобраться в технологиях производства тротуарной плитки. Вибролитье – архаичная технология изготовления, является полностью ручным методом, осуществляется, как правило, в кустарных условиях.
Пескоцементная смесь (цемент+песок+добавка) загружается я в пластиковые многоразовые формы мастерком и уплотняется на вибростоле. Далее формы с изделиями переносят на стеллажи на хранение.
Затвердевший камень называется «тротуарной плиткой».

– Процесс производства тротуарного камня методом вибропрессования является полностью автоматизированным.

На первом этапе бетонная смесь (цемент, песок, щебень, добавка) загружается в специальную матрицу – пресс-форму, смесь уплотняется под воздействием давления и вибрации.
Продолжительность вибрации контролируется с помощью специальных датчиков и происходит до максимального уплотнения бетонной смеси и требуемой высоты изделий на всём технологическом поддоне.
Далее проводится немедленная распалубка изделий и автоматическая передача поддонов с продукцией в специальные камеры тепло-влажностной обработки с требуемыми параметрами влажности и температуры для достижения необходимой прочности бетона.
При автоматическом способе производства методом вибропрессования, в отличие от вибролитьевого метода, состав бетона проектируется под различные области эксплуатации согласно ГОСТ 17608-2017 «Плиты бетонные тротуарные».
Производитель попросту не может использовать любой песок, щебень и цемент для производства плитки.
По ГОСТу жестко регламентируются показатели качества инертных материалов и вяжущего на входном контроле, и физико-механические характеристики качества бетона готового изделия на приемочном:
- прочность на сжатие;
- прочность на изгиб;
- водопоглощение;
- истираемость;
- морозостойкость.
Безусловно, плитка, изготовленная методом вибропрессования, будет «крепче», прочнее и плотнее, чем плитка, изготовленная методом вибролитья.

Что же касается отмостки, основное ее назначение – защита цокольной части строения от возможного переувлажнения, обеспечение надежного водоотвода осадков в систему ливневки и уменьшение потери тепла, связанное с резким перепадом температуры. Высокой эксплуатационной нагрузки на отмостку не предполагается, машины заезжать не будут, поэтому достаточным будет выполнить мощение из тротуарной плитки, толщиной 40 мм.

Потребительские свойства вибролитой и вибропрессованной плитки
Подскажите, в чем отличаются по своим потребительским свойствам вибропрессованная и вибролитая тротуарная плитка?
Вибропрессованный камень производится при строгом соблюдении требований по водо-цементному соотношению. Тщательный подбор рецептуры с обязательным применением крупного и мелкого заполнителей (щебня и песка различных фракций) в строго определенной пропорции обеспечивают плотную упаковку заполнителей при послойном уплотнении бетонной смеси.
Такая плитка имеет высокие показатели по прочности на сжатие, морозостойкости (не менее 200 циклов в солевом растворе) и низкое водопоглощение (менее 6%) – основные критерии качества и долговечности.
Кроме того, лицевой слой вибропрессованной плитки в силу технологических особенностей производства имеет шероховатую поверхность, что в свою очередь, обеспечивает противоскользящий эффект в период зимней эксплуатации.





– Вибролитая тротуарная плитка вследствие высокого содержания воды в бетонной смеси имеет высокую пористость и, следовательно, низкую плотность и долговечность.
В зимний период эксплуатации вследствие частых перепадов температур, что особенно актуально для условий климатического типа Северо-Западного региона, в имеющиеся поры и капилляры попадает вода и своим расклинивающим действием разрушает структуру бетона.
Поверхность вибролитой плитки гладкая, глянцевая, что отрицательно сказывается на межсезонной эксплуатации – образование наледи на покрытии, в зимнее время поверхность плитки может напоминать каток.
В таблице ниже представлены сравнительные характеристики бетона изделий, изготовленных по различным технологиям.
| Наименование физико-механических свойств | Значение физико-механических свойств | |
| Прессование | Вибролитье | |
| Класс бетона по прочности на сжатие | В30 | В22,5 |
| Водопоглощение | Менее 6 % | Более 7% |
| Истираемость | Не более 0,5 г/см2 | 0,8 г/см2 |
| Морозостойкость | F200 | F100 максимум |
*Примечание. Марку бетона по морозостойкости принимают не ниже F200, при этом морозостойкость бетона определяют с насыщением образцов бетона плит перед испытанием 5 % водным раствором хлорида натрия, в соответствии с ГОСТ 10060.0.
Преимущества вибропрессованной плитки
Хочу положить брусчатку под стоянку. Перечитал кучу сайтов и тем. Так и не понял для себя:
- Вибролитая все-таки менее прочная, чем вибропрессованая?
- Есть ли у вибролитой какие-то эксплуатационные преимущества? Или только более яркие цвета?
- Строители говорят, что с вибролитой проще смывать грязь тем же керхером, плюс, мол, много лет у них уже такая лежит и ничего. Но я же вижу, что в городе она часто расколота (хотя и вибропрессованая тоже). В принципе, не сказал бы, что однозначно хочу «глянцевую» поверхность, поэтому, может остановиться на вибропрессованой и не париться? Но для себя хочу разобраться, может, есть у вибролитой какие-то плюсы (помимо внешнего вида, который кому-то нравится).
1) Вибролитая плитка является менее прочной и плотной, чем вибропрессованная, потому что:
- А) в ней нет щебня (основного компонента, отвечающего за прочность и долговечность бетона изделия).
- Б) при ее производстве требуется высокое содержание воды, которая при затвердевании бетонной смеси испаряется и оставляет за собой крупные поры и сообщающиеся капилляры. В период зимней эксплуатации они насыщаются водой атмосферных осадков и солевыми реагентами, вода при замерзании расширяется в объеме и бетон разрушается. В случае вибропрессования образующиеся поры в бетоне являются разрозненными и закрытыми, вода проникнуть в них извне не может.
- В) при технологии вибролитья бетон изделия уплотняется под действием вибрации, при технологии вибропрессования уплотнение происходит одновременно под действием и вибрации и давления пуансона, плотность бетона свежеотформованного изделия существенно выше.
– 2) Только яркие цвета. В общем считается, что вибролитая тротуарная плитка более привлекательна для покупателя за счет многообразия форм и расцветок в полном прокрасе.
При предельно допустимой дозировке красителя цветная вибролитая плитка получается более тусклой вследствие высокого водо-цементного отношения при производстве.
Поэтому производители добавляют больше пигмента для достижения более ярких и сочных оттенков.
Однако мало кто знает, что высокие дозировки красящего пигмента отрицательно сказываются на прочности готового изделия.
Кроме того, в технологии вибропрессования стал применяться высококачественный гранулированный пигмент, который обладает высокой светостойкостью, абсолютно не выгорает, может использоваться в низких дозировках, при этом получается яркий красивый продукт.
– 3) Безусловно, с гладкой поверхности грязь смывается гораздо лучше, но керхером можно прекрасно отмыть грязь и с поверхности вибропрессованной плитки. Расколотую вибропрессованную плитку на городских общественных пространствах действительно можно встретить.
Связано это с тем, что существует два способа производства вибропрессованной плитки – однослойное прессование и двухслойное.
При однослойном способе основные компоненты бетонной смеси – цемент и песок, при двухслойном – основной слой – цемент, песок и щебень, лицевой слой – цемент и песок.
Основной слой бетона отвечает за прочность и долговечность всей конструкции, а лицевой слой – за эстетический внешний вид и износостойкость. Это две разные по смыслу конструкции, которые только в единой целостности обеспечивают все предъявляемые требования к бетону.
Двухслойная плитка является более плотной, прочной и морозостойкой, чем однослойная, и тем более чем вибролитая.
Обычно однослойная плитка может крошиться в случае несоблюдения технологии производства, однако, бывают и случаи, что лицевой слой двухслойной вибропрессованной плитки может отлетать в процессе эксплуатации.
Причина – нарушение технологии изготовления: неправильно подобранная влажность лицевого и основного слоев бетона. Но это редкость, как правило, технология двухслойного вибропрессования предусматривает полную автоматизацию процесса и влияние человеческого фактора в этом случае сводится к минимуму.
Как водоцементное соотношение влияет на характеристики плитки, способ визуального контроля
По вибропрессованной также как и вибролитой плитке много нюансов: если при производстве вибролитой превысить объем воды, плитка будет разрушаться при соблюдении всех остальных норм.
А производство вибропрессованой требует жесткой ЦПС и превышение воды ведет к залипанию в прессе, а более сухая смесь – к разрушению.
Плитка из сухой смеси очень сильно впитывает воду и долго сохнет, а при максимально возможном количестве воды, на грани залипания, мало впитывает и быстро сохнет как природный камень. Два эти фактора очень важны и влияют также на сроки эксплуатации и внешний вид, о чем прекрасно известно производителям.
Это действительно так. Необходимо правильно подбирать водоцементное отношение при любом способе производства тротуарной плитки.
Однако в случае вибропрессования этот нюанс лимитирован, процесс производства автоматизирован, любой смеситель оборудован датчиками влажности, дозировка расхода воды регулируется гигрометром.
В случае вибропрессования необходимо получать максимально возможную влажность бетонной смеси, которая оценивается по критерию образования «рисок», «протяжек» по боковым поверхностям изделия визуально.
На фото слева – плитка с оптимальной влажностью, справа – из сухой смеси
Вывод
Вибропрессованная тротуарная плитка – универсальный, максимально прочный и долговечный материал. И если в начале развития технологии выбор форм и цветов был ограничен, сегодня вибропресс по декоративности ни в чем не уступает литью.
Естественно, если говорить о качественной заводской продукции. Вкупе с соблюдением технологии мощения, привязанной к типу грунта и уровню грунтовых вод, финишный слой из вибропрессованной плитки, это «уложил и забыл» пока не надоест.
Подробнее о технологии мощения для разных условий можно прочитать в одном из предыдущих материалов. Для тех, у кого остро стоит вопрос морозного пучения – о бюджетных и надежных дорожках для глинистых почв и высокого УГВ. В видео – правила укладки тротуарной плитки от специалиста.
Источник: https://blog.brigada174.ru/tehnologii-proizvodstva-trotuarnoj-plitki-sravnenie-vibrolitja-i-vibropressovanija/
Изготовление вибропресса для тротуарной плитки своими руками – чертежи
Вибропресс для производства тротуарной плитки – основное оборудование, использующееся в процессе создания качественного и прочного покрытия.
Современные производители выпускают станки разной мощности, для определенных масштабов производства, с теми или иными функциями, но все они стоят немало.
Если есть необходимость в самостоятельном создании тротуарной плитки, можно попробовать сделать вибропресс своими руками.
Вибропресс для тротуарной плитки позволяет делать элементы из двух слоев: базового и фактурного (лицевого). Базовый слой создается из песка, цемента и щебня, получается прочным и качественным. Второй слой готовят с добавлением специального пигмента, который позволяет получать любые оттенки и цвета плитки.
Производство тротуарной плитки с помощью вибропресса:
- Загрузка смеси в один или два бункера (большая емкость предназначена для основной смеси, малая – для бетона с пигментом для формирования лицевого слоя).
- Поступление смеси из первого бункера в пресс-форму, которая находится на вибростоле. Включение вибратора на 1-2 секунды для распределения смеси в матрице равномерным слоем.
- Загрузка цветного бетона в пуансон, включение режима вибропрессования на 35-40 секунд для уплотнения.
- Снятие матрицы и пуансона, перемещение готовых изделий в место, где они будут набирать прочность. Если используется технология ускоренного набора прочности, может выполняться термовлажностная обработка.
- Отправка готовых плиток на склад, потом в транспортировочные поддоны, доставка к потребителю.

Особенности вибропрессования
Метод вибропрессования достаточно прост – бетонная смесь, из которой изготавливается плитка, заливается в жесткую матрицу, установленную на постоянно вибрирующей станине.
Сверху на смесь давит также непрерывно вибрирующий пуансон (деталь, которая является обратной для матрицы и точно входит в нее по аналогии с поршнем и цилиндром) до полного уплотнения смеси.
Потом пуансон и матрица поднимаются, а с поддона забирают уже готовые изделия.
Составные части вибропресса
Оборудование для создания плитки предполагает определенную конструкцию и составные элементы. Вибропрессовальный мини-станок вполне можно сделать своими руками, главное – все тщательно изучить, просмотреть и сделать чертежи, продумать и следовать инструкции.
Конструкционные элементы вибропресса:
- Стол
- Столешница
- Специальное устройство для прессования
- Механизм для вибрирования
Каждая часть делится еще на несколько узлов и предполагает определенное крепление с другими элементами.
До того, как начать делать вибропресс для тротуарной плитки своими руками, чертежи нужно подготовить обязательно.
Их можно скачать в сети или нарисовать самостоятельно, со своими доработками и конструкционными решениями. Так или иначе, но за основу лучше брать уже готовую схему, созданную профессионалами.
Изготовление стола вибропресса
Стол для вибропресса состоит из таких конструкционных элементов: ножки, рама размером 70х100 или 50х70 сантиметров (приваренная к ножкам).
Величина стола напрямую зависит от размера столешницы, который определяют, исходя из планируемых объемов производства: чем больше форм будет использоваться в процессе прессования одновременно, тем большей должна быть столешница.
Длину ножек (и высоту стола, соответственно) подбирают, исходя из комфорта для работника (обычно в диапазоне 80-110 сантиметров).
Ножки вибростанка
Если планируется устанавливать вибропресс стационарно, в процессе проектирования можно добавить по 25 сантиметров к длине ножек, чтобы их можно было забетонировать в основание.
Есть и другое решение – приварить стойки к закладным деталям, которые уже были забетонированы.
Для переносного станка на нижние торцы стоек приваривают опорные пластины прямоугольной формы из 3-4-миллиметровой стали, чтобы вес оборудования распределялся равномерно.

Рама вибропресса
Верхнюю рамную часть стола делают из швеллера №10-12, уголковой стали 10х10 сантиметров либо двутавра №10-12.
Заготовки режут по размерам в чертеже, выкладывают горизонтально на ровной поверхности, соединяют методом электросварки.
Потом сварочные швы нужно очистить от шлака, аккуратно зашлифовать болгаркой и покрыть антикоррозийной краской. После того, как рама сварена, нужно проверить конструкцию на предмет плоскостных отклонений.
Сборка стола
На данном этапе изготовления вибропресса для производства тротуарной плитки необходимо собрать стол в единую конструкцию. Раму кладут на горизонтальную поверхность вверх нижней частью, к углам приваривают ножки.
Изготовление столешницы вибропресса
Столешница станка для производства бетонных плиточных покрытий (брусчатка, тротуарная плитка) должна быть прочной и жесткой. Ее каркас делают из деталей периметра и поперечных распорок.
Сам каркас с распорками выполняют из швеллера №8-10 или уголковой стали 7х7 сантиметров. Форма и размер каркаса должны точно соотноситься с формой и размерами рамы стола, столешница же может быть такой же либо больше на 6-7 сантиметров.
Все заготовки после нарезки болгаркой и торцовки укладывают на горизонтальную плоскость, сваривают электросваркой, затем обрабатываются шлифовкой швы. В процессе выполнения работ обязательно нужно следить за ровностью всех деталей. Рабочее положение каркаса такое: все горизонтальные полки швеллера либо уголка находятся сверху.
Далее нужно вырезать прямоугольник в соответствии с размерами каркаса (для этого лучше использовать листовую сталь толщиной около 8-10 миллиметров). Прямоугольник кладется сверху на каркас, аккуратно приваривается электросваркой снизу. Рабочее положение столешницы – листом стали кверху.

Устройство подвижного соединения стола со столешницей
Нужно найти 6 стальных пружин достаточной жесткости длиной до 12 сантиметров и сечением 5-6 сантиметров. Потом из трубы соответствующего диаметра (пружина должна входить внутрь свободно и без большого зазора) нарезают 12 стаканов длиной, равной трети длины пружин каждый.
Шесть стаканов приваривают по двум срединам длинных сторон и четырем углам стола сверху, другие шесть – с таким же расположением, но к столешнице снизу. До начала работ лучше столешницу положить на стол, вставить стаканы между ними и наметить соответствующие места мелком.
Выбор и установка электродвигателя или вибратора
Чтобы создать вибропресс для тротуарной плитки своими руками, не обойтись без двигателя для вибрирования.
Двигатель должен быть достаточно мощным, при учете одновременного воздействия на конструкцию давления пресса.
При сборке самодельного станка лучше приобретать качественные и надежные двигатели-вибраторы заводского производства, в которых предусмотрена возможность регулирования амплитуды колебаний, частоты. Подойдет ВИ-99/Е.
Давление на формы будет осуществляться вертикально, поэтому качественное уплотнение материала будет происходить горизонтально.
Двигатель вибропресса крепят вертикально к столешнице снизу, примерно в точке пересечения диагоналей (там, где расположен центр тяжести).
Чтобы крепление было возможным, снизу к столешнице приваривают кронштейн из стали со специальными отверстиями для крепления электродвигателя.

Изготовление прессовочного узла
После того, как раствор заливается в формы и включается вибропресс, тротуарная плитка уплотняется и приобретает нужные характеристики. Именно от момента вибрирования и прессования зависит то, насколько качественным и прочным будет материал, поэтому в процессе создания вибропресса нужно позаботиться и о механизме прессования.
К короткой стороне рамы, сбоку к средине, приваривают специальный кронштейн с горизонтальной осью. На ось монтируют рычаг, сделанный из стального прямоугольного профиля диаметром 3х5 сантиметров, к концу его приваривают втулку с отверстием для оси. К другому концу рычага монтируют сваркой поперечную рукоятку длиной до 25 сантиметров из аналогичного профиля.
Желательно, чтобы длина рычага не превышала длину стола больше, чем на 15 сантиметров (оптимально 10-12).
К средине рычага кронштейном с осью монтируют стальной стержень, который направлен в сторону столешницы и оборудован на конце пуансоном (стальной пластиной, которая точно повторяет в плане конфигурацию матрицы). Кнопка включения/выключения самого вибродвигателя находится на поперечной рукоятке рычага.
Работа вибропропресса
Чтобы запустить в работу станок (вибропресс) для тротуарной плитки, достаточно выполнить несколько простых действий.
Технология создания плитки вибропрессованием:
- Матрицу смазывают маслом.
- Заливают смесь в форму, ставят ее на столешницу так, чтобы пуансон точно совпадал с матрицей.
- Рычагом прессуют смесь в форме и в этот же момент ненадолго включают вибродвигатель.
- Изделие изымается из матрицы для просушки и отверждения.

Состав смеси для тротуарной плитки на вибропрессе определяют, исходя из нужных характеристик итогового изделия. Обычно в состав входят песок, цемент, вода, отсев щебня, пигмент.
Создание вибропресса для тротуарной плитки своими руками – вполне выполнимая задача. При наличии оптимального чертежа, электросварки и всех необходимых деталей собрать качественный и надежный станок не составит труда.
Источник: https://1beton.info/izdeliya/trotuarnaya/vibropress-dlya-trotuarnoj-plitki
виды вибропрессов для плитки тротуарной

Изготовление высококачественной тротуарной плитки предполагает использование специального оборудования. Комплект можно приобрести у производителей или собрать самостоятельно. Но, можно ли произвести эффективный вибропресс или вибростол своими руками? Для работы потребуется набор оборудования и подготовленные чертежи.
Если перед мастером стоит задача по изготовлению вибропресса для плитки тротуарной, перед работой он должен определить, какие характеристики должны быть у готового оборудования.
Производительность:
- необходимо определить какое количество изделий должен выпускать станок в течение часа;
- плитка – это плоская продукция, поэтому производительность можно рассчитать в квадратных метрах или сравнить по количеству поддонов, заполненных за единицу времени;
- эта характеристика зависит от уровня автоматизации агрегата, то есть скорости смены поддонов, выведения из рабочей зоны готовой продукции, своевременной подачи раствора в матрицу;
- при изготовлении для мощения собственного участка достаточно собрать установку с ручным управлением (вибропресс для тротуарной плитки ручной) с максимальным весом загрузки не более 35 кг. С таким устройством справится один человек.
Лучших показателей можно достигнуть с использованием различных вспомогательных механизмов, однако, это актуально, если мастер хочет организовать более объемное производство
Цикл формирования:
- в домашних условиях можно сделать вибропресс для производства с продолжительностью цикла формирования около одной минуты;
- если купить вибропресс с высокотехнологическими характеристиками, показатель составляет 9-15 секунд.
Параметры формовочной зоны:
- площадь самодельного вибростола для тротуарной плитки определяет габариты поддона, который используется при работе с конкретным прессом. Это позволяет понять, сколько плитки той или иной конфигурации можно выработать за цикл;
- чем больше зона формовки, тем более производительным и универсальным будет агрегат, — все это отражается на габаритах, мощности, массе оборудования;
- оборудование для тротуарной плитки изготавливается с формовочной зоной не более 0.3 м².
Высота формы:
- этот параметр показывает какое по высоте изделие будет формировать вибропресс, что зависит от габаритов рабочей площадки;
- мастеру необходимо знать не только максимальные параметры, конструктивно ограниченной бывает и минимальная высота прессформы. Как правило, достаточно 60-80 мм.
Частота вибрации:
- при изготовлении материала без щебня рекомендовано настраивать частоту 100 Гц, что позволяет ввести в резонанс самые мелкие частицы, улучшая распределение рабочей смеси;
- в остальных случаях достаточно частоты 50-75 Гц, что оптимально для производства брусчатки своими руками.
Сила сжатия:
- чем выше давление, которое оказывает станок, тем прочнее получается готовое изделие;
- сила сжатия ручных и гидравлических агрегатов отличается в сотни раз;
- чтобы изделие достигнуло требуемой прочности, в слабые агрегаты загружается смесь с повышенным содержанием цемента и добавок, что обуславливает конечную себестоимость плитки.
Оптимальный коэффициент уплотнения принимается, как 0.97-0.98, исходя из расхода портландцемента на 450-47- кг/м³ раствора
Мощность и параметры вибратора:
- для домашнего производства самодельный вибропресс достаточно оснастить одним вибратором мощностью 0.5 кВт;
- нарастить мощность можно, используя несколько источников вибрации;
- относительно небольшая амплитуда колебаний приемлема для более подвижной смеси, а высокая – для жесткой;
- для регулирования параметров вибраций следует установить потенциометр переменного тока;
- следует учитывать, что есть специфические требования к сети. Существуют однофазные устройства, работающие от сети 220 В, некоторые следует подключать к трехфазной – 380 В;
- вибратор должен быть правильно разбалансирован и закреплен по схеме;
- неправильное расположение устройства скажется на качестве материала.
Устройство вибропрессов для производства тротуарной плитки
Основой конструкции, которая подлежит самостоятельному изготовлению, служит:
- формующий агрегат с гидроприводом или без;
- вибратор;
- оснастка.
После завершения сборки, оборудование испытывается, параметры вибрации калибруются, мастер должен убедиться в устойчивости всех жестких элементов. Перед началом производства необходимо удостовериться в абсолютно горизонтальном положении рабочего стола.
Станок для производства тротуарной плитки
Чтобы сделать полноценное оборудование, необходимо подготовить чертеж. В нем прорисовывают основные детали станка, с указанием точных размеров.
При наличии навыков можно предусмотреть установку рычажного механизма, который понизит трудоемкость работ
Сборка агрегата:
- лист металла (3-4 мм) раскраивается болгаркой (на детали, указанные в чертеже);
- дисками на 2 мм в местах сгибов металл надрезается на треть, тогда лист не потрескается;
- далее приступают к изготовлению матрицы – все заготовки, в том числе прихваты привариваются;
- для устойчивости снизу навариваются уголки;
- изделие обваривается снизу и сверху;
- крепятся уголки для фиксации вибратора;
- для прессования раствора изготавливается специальный поддон, соответствующий размерам матрицы. Изделие оснащается прихватами. Вибропресс для тротуарной плитки своими руками готов.
В результате должна получиться устойчивая конструкция без дна, с зафиксированным на корпусе вибратором. Вибрация реализуется за счет дисбаланса грузов. Станок устанавливается на резиновый коврик, обработанный маслом. В него загружается полусухой бетонный раствор, масса прессуется. На коврике остается готовая плитка.
Вибростол для тротуарной плитки своими руками, видео
Далее указана последовательность работ над вибростолом для тротуарной плитки своими руками, чертежи должны содержать указанные данные:
- габариты (высота, ширина, длина) стола. Можно принять соответственно 900*800*1600 мм;
- место размещения вибратора и его габаритные размеры;
- составные элементы изделия с размерами.
Когда чертеж для вибростола для тротуарной плитки готов, можно подготовить все детали и приступать к работе:
- основание – это рама. Она может быть сварена из прямоугольной трубы 25*50 мм;
- ножки свариваются из прямоугольной трубы 50*50 мм;
- на раму монтируются заглушки. Пружины, диаметром 50 мм, длиной 25 см вставляются в заглушки на глубину 5 см;
- рабочая часть вибростола для тротуарной плитки изготавливается из листового металла 3 мм, уголка 30*30 и прямоугольной трубы 25*50 мм.
Поскольку весь станок испытывает интенсивные знакопеременные нагрузки, то все сварные соединения лучше дополнительно усилить вварными косынками
Эксцентрик производится на основе металлической шайбы, которая насаживается на вал двигателя. Сбоку прорезают резьбовое отверстие. Регулировка амплитуды достигается при помощи выкручивания и вкручивания болта. Болт крепится на шайбе контргайкой.
Двигатель крепится неподвижно, согласно одному из представленных способов:
- под углом 45 градусов, для создания вибраций во всех плоскостях;
- в горизонтальной плоскости;
- в вертикальной плоскости.
Станина и столешница могут соединяться различными способами:
- пружина электросваркой крепится на столешнице одним концом, другим погружается в заглушки;
- пружина приваривается к столешнице и основанию, то есть закладывается неразъемное соединение.
Стоимость
Если мастер не уверен в своих силах, он может прийти к стандартному варианту, то есть приобрести вибропресс для производства тротуарной плитки, — купить оборудование можно в любой компании.

Эксперты рекомендуют внимательно отнестись к выбору вибропресса для производства тротуарной плитки б/у, так как неизвестно как именно эксплуатировался агрегат.
Если необходимо вибростол для тротуарной плитки купить, ориентировочные затраты складываются так:
- стандартный однофазный вибростол, цена – 18 т.р.
- если необходимо трехфазный (380 В) вибростол для тротуарной плитки купить, цена составит 21-22 т.р;
- на высокопроизводительные вибростолы для тротуарной плитки цена варьируется от 41 до 50 т.р. и выше;
- если следует приобрести самый простой станок для брусчатки, цена составит 9 т.р.
- Оборудование для изготовления брусчатки и иных видов тротуарной плитки можно приобрести у производителя или собрать собственными руками с минимальным уровнем затрат.
- О работе вибростола (вибропресса) для изготовления тротуарной плитки своими руками показано в видео:
Книги по теме:
Источник: https://obetone.com/oborudovanie-i-instrument/vibropress-dlya-plitki.html
Какой вибропресс выбрать: виды, принцип работы
Для начала определимся, что такое вибропресс и что он из себя представляет. Вибропресс – это оборудование, предназначенное для производства мелкоштучных строительных материалов методом вибропрессования жестких бетонных смесей в специальных формах (матрицах).
На данных станках можно производить как стеновые блоки различной пустотности, так и облицовочные камни, тротуарную плитку, брусчатку, дорожные и садовые бордюры. Вид выпускаемой продукции, а также ее геометрические свойства зависят от формообразующей оснастки (пуансон/матриц), установленной на станке.
При желании, на многих моделях вибропрессов, формы легко можно заменить и продолжить выпуск уже совершенно других изделий. Матрица представляет собой металлическую форму, определяющую параметры будущего готового изделия.
Пуансон же не только выполняет функцию пресса, но и формирует лицевую поверхность изделия.
Принцип работы вибропресса
В зависимости от степени автоматизации модели станка, а также от его конструкционных особенностей количество операций рабочего цикла может немного различаться, но общий принцип работы всегда примерно одинаков.
1. В бетоносмесителе замешивается полусухая бетонная смесь, которая потом вручную или посредством ленточного конвейера или скипового подъемника подается к вибропрессу.
2. Далее происходит заполнение матрицы готовой смесью, и происходит ее предварительное уплотнение.
3. Пуансон, имеющий форму, обратную форме матрицы, опускаясь, создает давление на смесь и при включенной вибрации вибростола происходит формование изделия.
4. После окончания формования пуансон поднимают, а изделие либо выталкивается из неподвижной формы, либо матрица поднимается, а готовое изделие остается на поддоне, полу. Как будет происходить распалубка, зависит от конкретной модели вибропресса.
5. Последним этапом является сушка изделия в пропарочной камере или в естественных условиях.
Классификация вибропрессов
1.Мобильные вибропрессы
Это передвижное оборудование, оснащенное колесными шасси. Такие станки, передвигаясь по площади подготовленного для этих целей участка (закрытое помещение или открытое пространство на улице), формируют блоки прямо на его поверхности.
- Особенности:
- ✔ Электромеханический привод и небольшой объем потребляемой мощности.
- ✔ Не требуется наличие поддонов и стеллажей.
- ✔ Использование мобильных вибропрессов предполагает наличие значительных площадей для работы (от трехсот квадратных метров).
- ✔ Поверхность, на которой будет происходить формование должна быть максимально ровной, так как это влияет на качество готовых изделий.
- ✔ Усложняется механизм подачи сырья от бетоносмесителя к вибропрессу.
- ✔ Возникает необходимость подъема и складирования отформованных изделий, расположенных на площади участка.
- ✔ Невозможность перемещения изделий до набора ими транспортировочной прочности.
2. Стационарные вибропрессы
Прочно закрепляются и осуществляют работу, находясь на одном и том же месте.
По способу формирования бетонных изделий стационарные вибропрессы делятся на:
· Установки бесподдонного формования
- имеют неподвижную матрицу, закрепленную над выпрессовщиком, который, по окончании формования, поднимается и выталкивает готовое изделие из формы.
- Особенности:
- ✔ Такие станки не нуждаются в большом количестве поддонов.
- ✔ Цикл формования проходит быстрее.
- ✔ Слишком ограничен ассортимент выпускаемой продукции и выше стоимость формообразующей оснастки.
Вибропрессы, формирующие изделия на поддоне
Пользуются большей популярностью. Матрица на таких станках подвижна, она устанавливается на поддон, а после завершения формования поднимается. Сам же поддон вместе с готовыми изделиями перемещают в зону сушки.
- Особенности:
- ✔ Крупные, тяжелые машины с высокой производительностью.
- ✔ Широкая номенклатура выпускаемых изделий.
- ✔ Не требуются обширные производственные площади.
- ✔ Необходимо наличие большого количества поддонов, так как готовая продукция должна оставаться на них до набора оптимальной для транспортировки прочности.
- По принципу работы вибропрессы классифицируют на:
1. Ручные вибропрессы
- Формование блоков (сжатие бетонной смеси) осуществляется с применением физической силы человека.
- Особенности:
- ✔ Простота, легкость и невысокая стоимость станка.
- ✔ Используются преимущественно частными потребителями.
- ✔ Ограниченная номенклатура выпускаемых изделий.
- ✔ Большие трудозатраты и невысокая производительность.
2.Гидравлические вибропрессы
Движущиеся элементы данных станков оснащены гидравлическим приводом. Благодаря ему, посредством гидроцилиндров, через пуансон передается огромное давление на бетонную массу. Это позволяет прессовать высококачественные и прочные материалы. Базовая комплектация помимо основных элементов включает в себя масло- и гидростанцию, а также пульт управления.

- Особенности:
- ✔ Максимальная автоматизация и короткий цикл формования.
- ✔ Высокое качество выпускаемой продукции.
- ✔ Высокая стоимость.
3.Вибропрессы с электромеханическим приводом
Имеют такой же принцип работы, что и гидравлические, но движение элементов осуществляется с помощью системы рычагов. В данном случае, маслостанции и гидроцилиндры отсутствуют.
- Особенности:
- ✔ Мобильность таких вибропрессов позволяет их установить практически везде, где отсутствуют проблемы с электричеством.
- ✔ Имеют невысокую производительность.
- Кроме всего вышесказанного вибропрессы можно подразделить на универсальные, и специализированные, рассчитанные на работу с определенной оснасткой и имеющие узкую номенклатуру выпускаемых изделий.
Для предприятия, выпускающего современные стеновые материалы, вибропресс — вещь незаменимая. Но к его выбору следует подходить с особенной ответственностью, учитывая множество факторов, к которым относятся условия будущего производства и необходимая производительность оборудования.
Ссылка на канал в Яндекс Дзен
Вернуться в раздел
Источник: https://zzv.su/articles/which-machine-to-choose-types-principle-of-operation.html
Особенности использования и преимущества технологии вибропрессования
30.01.2019
Производство блоков вибропрессованием заслуженно считается одной из самых широко распространенных технологий изготовления строительных материалов. Главные причины популярности – простота и доступная цена.
Описание технологического процесса
Технология изготовления блоков с использованием вибропрессования довольно проста. Суть технологического процесса состоит в следующем: бетонная смесь помещается в формы-матрицы, после чего на нее оказывается серьезное давление, причем как с верхней, так и с нижней стороны. Для некоторых видов оборудования значение показателя давления может достигать 35 атмосфер.
Одновременно с этим, материал уплотняется при помощи вибрирования матрицы. Сочетание двух видов воздействий – давления и вибрации – главная особенность технологии вибропрессования.
Затем матрица перемещается в специальную камеру. Внутри поддерживается определенный режим температуры и влажности, чтобы материал в итоге стал прочным и пригодным для строительства.
Выпускаемые материалы
Решение принимается в том случае, когда производитель планирует изготовление:
- блоков для кладки из различного вида бетонов, включая легкие и ячеистые
- бортовых камней
- плитки для устройства тротуарного покрытия
- вентиляционных блоков
Ключевым требованием при производстве перечисленных конструкций и материалов выступает соблюдение действующих стандартов и нормативов.
ГОСТы и ТУ разработаны сегодня практически для всех часто используемых в строительной отрасли изделий.
Контроль над качеством выпускаемой продукции обеспечивается работой аккредитованных лабораторий, с которыми сотрудничают все серьезные предприятия-производители.
Достоинства вибропрессования
Технология изготовления блоков вибропрессом полна достоинств:
- высокая производительность оборудования и высокий уровень автоматизации большей части технологических процессов
- однородная мелкопористая структура бетона, обеспечивающая долговечность, прочность, износо- и морозостойкость
- шероховатая поверхность блоков, обеспечивающая сцепление и исключающая скольжение, что крайне важно при устройстве дорожных и тротуарных покрытий
- точность геометрических размеров каждого блока, которая сводит к минимуму размер швов как при кладке ограждающих конструкций, так и при выполнении работ по благоустройству
Немаловажный плюс изготовленных при помощи вибропрессования материалов – разумная стоимость. Это сочетание преимуществ технологии наглядно объясняет ее повсеместное использование.
Источник: https://hesstula.ru/osobennosti-ispolzovaniya-i-preimushchestva-tekhnologii-vibropressovaniya





