- Содержание:
- Пути повышения прочности металлов

- Пути повышения прочности металлов
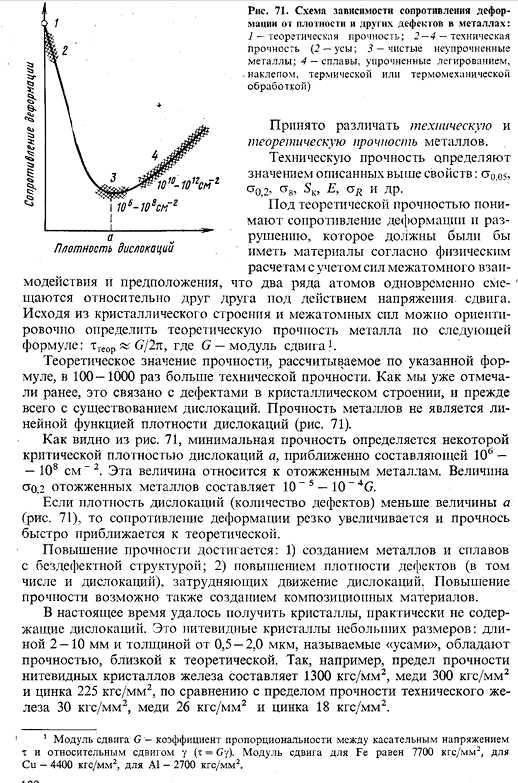
- Как укрепить металл Повышение прочности металла при сохранении достаточной пластичности и вязкости повышает надежность и долговечность машины (конструкции) и уменьшает площадь поперечного сечения деталей машины, тем самым снижая расход металла на изготовление. Это имеет большое экономическое значение. 107 рис.71.Схема, по которой сопротивление деформации зависит от плотности металла и других дефектов: 1-теоретическая прочность. 2-4 — техническая прочность (2-класс, 3-чистый неармированный металл, 4-сплав, упрочнение легированием, закалка, термическая или термомеханическая обработка) Принято различать техническую и теоретическую прочность металлов.
Техническая прочность определяется значениями указанных выше свойств: st005, а также 0,2> stv> $ k, E, < yR и так далее. Под теоретической прочностью понимается сопротивление деформации и разрушению материала с учетом силы межатомного взаимодействия и предположения, что 2 ряда атомов смещаются одновременно друг с другом под действием напряжений и сдвига, согласно физическим расчетам. , теоретическую прочность металла можно предварительно определить по следующей формуле: teor «(7 / 2l, G — коэффициент сдвига 1. 1 модуль сдвига G — коэффициент пропорциональности между касательным напряжением m и относительным сдвигом y (m = Gy).
Исходя из кристаллической структуры и атомной силы Людмила Фирмаль
Модуль сдвига Fe составляет 7700 кгс / мм2, для Cu-4400 кгс / мм2,для A1-2700 кгс / мм2. Теоретическое значение прочности, рассчитанное по указанной формуле, в 100-1000 раз превышает техническое strength. As как упоминалось ранее, это связано с дефектами кристаллической структуры, и прежде всего с наличием дислокаций. Прочность металлов не является линейной функцией плотности дислокаций(рис.
71). Как видно из рисунка 71, минимальная прочность-это удельная критическая плотность дислокации а, около 106 — 108 см » 2 *.Это значение относится к отожженному металлу. Значение 0,3 для Сверхпластических состояний и 0,5-0,7 для большего количества. Аномально высокая пластичность наблюдается также вблизи температуры фазового превращения и во время мартенситного превращения (см. стр. 210).
Эффект структурной сверхпластичности наблюдается при температурах (0,6-0,85) 7].7, скорость деформации (растяжения)l в диапазоне 10-4-10-3 с~.Было установлено, что степень снижения была низкой из-за внутризеренного скольжения.
Используя эффект сверхпластичности, можно выполнять большие деформации с небольшим усилием.
Задача при создании промышленного сверхпластичного материала заключается, прежде всего, в получении сверхтонкого, ИЗОАКСИАЛЬНОГО кристаллического зерна и хранении его при Сверхпластической деформации.
Стабилизация размера частиц заключается в следующем: в этом случае происходит максимальное развитие межфазной поверхности, что обеспечивает взаимное ингибирование роста фазовых зерен с использованием дисперсных осадков, которые являются барьером для сдвига границ зерен (2).
- в настоящее время для обработки в Сверхпластическом состоянии чаще используются цинк-алюминиевый сплав Тса22(22% А1), титан а +(3-сплав(332 страницы), 2-фаза а +(3-сплав меди и цинка), алюминиевый сплав) в составе а-раствора Stitz Al3Zr и др. Композиционный материал. Высокая прочность может быть достигнута не только за счет увеличения плотности дислокаций, но и за счет создания так называемых композиционных материалов. Композиты на основе металлов состоят из высокопрочных тонких волокон (Mo, W, сталь, бор, оксид алюминия, графит и др.) ориентированные в определенном направлении и армированные пластиковой матрицей (обычно алюминием, магнием, никелем и их сплавами).Диаметр волокна составляет от 1 мкм до нескольких сотен мкм. Такие материалы представляют собой сочетание высокой прочности волокон, поддерживающих основную нагрузку и пластичности матрицы.1.
Прочность на растяжение углеродного волокна (30-40 об.%) при 20°С в композитах на основе А1 и МГ составляет 70-80 кгс / мм2, а при 400 °с-60-70 кгс / мм2. Сделайте стальную проволоку A1 (40 об. При армировании (% ) прочность на растяжение при+ 20°C достигает 160 кгс / мм2.
* Скорость деформации e определяется из соотношения E = / / m, s-1.Где F-степень деформации(безразмерная величина). t-Time, s 1 Этот принцип ранее применялся к железобетону, стекловолокну и т. д on. In волокн-усиленная система, Матрица переносит нагрузку к волокну и распределяет нагрузку между волокнами.
Прочность таких композитов зависит от прочности волокна, силы сцепления между волокном и матрицей и сопротивления сдвигу матрицы.
Сравнение применение композиционных материалов, сочетающих в себе характеристики мягкой матрицы и прочных высокомодульных (до 50 000 кгс / мм2) волокон, позволяет повысить удельную прочность материала на 20-40%,
поскольку дает малую деформацию под нагрузкой. Людмила Фирмаль
Композиционные материалы получают путем направленной кристаллизации эвтектических сплавов. Роль матрицы и волокна в этом случае играют фазы, образующие эвтектическую смесь (например, Nb-Nb2C, Ta-Ta2C, Ni-NiMo, Ni3Al-Ni3Nb и др.).
Эти сплавы обладают очень высокими механическими свойствами при нормальных и высоких температурах. Поэтому Ni3Nb из эвтектического сплава Ni3Al — +20°is составляет стержень= 100 кгс / мм2, 1100°С-ствол= 50 кгс / мм2.
Недостатком этих материалов является их низкая пластичность. Перспективными являются дисперсно упрочненные сплавы.
Дисперсионно-твердеющий сплав представляет собой композиционный материал, в котором отвердители равномерно диспергированы на определенном расстоянии (0,1〜0,5 мкм) друг от друга (менее 0,01-0,05 мкм по размеру) и не растворимы в Матрице.
(Чистый металл или твердый раствор).Эти частицы вводятся в сплав искусственно в процессе production. In расчет, содержание фазы отверждения составляет 5-10 vol. It было показано, что эффективное упрочнение достигается при%или менее.
Высокая прочность материала до 0,9-0,95 Тш1 может поддерживаться за счет использования стабильных тугоплавких соединений, которые не растворяются в металле матрицы по мере затвердевания phase.
In в связи с этим такие материалы чаще используются как жаропрочные.
Способы повышения прочности металлов и сплавов: легирование, наклеп, термическое упрочнение
Многие детали работают в условиях повышенного износа поверхности. Поэтому есть необходимость эту поверхность как-то защитить. Это достигается методами поверхностного упрочнения.
Упрочнить поверхность – значит повысить свойства поверхности: твердость, износостойкость, коррозионную стойкость. Если надо изменить свойства, то это значит, что должна измениться структура поверхностного слоя.
Для изменения структуры можно использовать деформацию, термическую обработку с нагревом различными способами, изменение химического состава поверхности, нанесение защитных слоев.
В основном методы упрочнения поверхностей можно разбить на две основные группы: 1) упрочнение изделия без изменения химического состава поверхности, но с изменением структуры.
Упрочнение достигается поверхностной закалкой, поверхностным пластическим деформированием и другими методами. 2) упрочнение изделия с изменением химического состава поверхностного слоя и его структуры. Упрочнение осуществляется различными методами химико-термической обработки и нанесением защитных слоев.
Способы упрочнения деталей, материалов
Подробности Категория: Металлоемкость конструкций
Способы упрочнения деталей, материалов.
Действенным средством снижения массы является повышение прочности материалов.
В отличие от способа увеличения напряжений путем снижения фактического запаса прочности, сопряженного с риском ослабления детали, надежность в данном случае не уменьшается (если сохраняется запас прочности).
Другое отличие заключается в том, что этот способ применим ко всем деталям без исключения, тогда как первый способ охватывает только расчетные детали.
Основные способы упрочнения материалов следующие:
- горячая обработка давлением;
- легирование;
- упрочняющая термическая и химико-термическая обработка;
- обработка методами холодной пластической деформации.
При горячей обработке давлением упрочнение происходит в результате превращения рыхлой структуры слитка в уплотненную структуру с ориентированным направлением кристаллитов. Пустоты между кристаллитами уковываются и завариваются, прослойки примесей по стыкам кристаллитов дробятся и под действием высокой температуры и давления растворяются в металле.
Наибольшее значение для прочности имеет процесс рекристаллизации, протекающий при остывании металла в определенном интервале температур (для сталей 450—700°С).
Из обломков кристаллитов, разрушенных в процессе пластической деформации, возникают новые мелкие зерна. При росте рекристаллизованных зерен примеси остаются в растворенном состоянии в кристаллитах.
Для ковкого металла характерна структура, состоящая из мелких округлых зерен, хорошо связанных друг с другом, что обусловливает его повышенную прочность и вязкость.
Кованым и особенно прокатанным металлам свойственна анизотропия механических свойств в направлениях вдоль и поперек волокон.
Особенно резко влияет направление волокон на вязкость (рис. 77).
Направление волокон в кованых и штампованных деталях должно быть согласовано с конфигурацией деталей и направлением действия рабочих нагрузок. Штампованные коленчатые валы (рис. 78, б) и другие фасонные детали (рис. 78, г) с волокнами, следующими контуру, значительно прочнее деталей, изготовленных из сортового проката с перерезкой волокон (рис. 78, а, в).
Горячее накатывание зубьев шестерен (с последующим холодным калиброванием) обеспечивает правильное направление волокон относительно действующих на зуб нагрузок (рис. 78, д, e). Повышенной прочностью обладает накатанная резьба (рис. 78, ж, з).
Главное назначение легирования — повышение прочности с дифференцированным улучшением частных характеристик: вязкости, пластичности, упругости, жаропрочности, хладостойкости, сопротивления износу, коррозионной стойкости и др.
Присадка некоторых элементов (Ni и особенно микроприсадка В) увеличивает прокаливаемость сталей, что позволяет получать повышенные механические свойства по всему сечению детали.
Для получения высоких механических качеств легирование должно быть дополнено термообработкой.
В табл. 8 приведены сравнительные (средние) характеристики легированных и углеродистых сталей.
Упрочняющая термическая обработка (закалка с высоким, средним и низким отпуском, изотермическая закалка) вызывает образование неравновесных структур с повышенной плотностью дислокаций и сильно деформированной атомно-кристаллической решеткой (сорбит, троостит, мартенсит, бейнит).
Регулируя режимы термообработки, можно получать стали с различным содержанием этих структур, размерами и формой зерен и соответственно с различными механическими свойствами.
Для конструкционных сталей чаще всего применяют улучшение (закалка с высоким отпуском на сорбит), обеспечивающее наиболее благоприятное сочетание прочности, вязкости и пластичности.
Закалка с индукционным нагревом поверхностного слоя ТВЧ помимо технологических преимуществ (экономичность, высокая производительность) дает значительный упрочняющий эффект, обязанный возникновению в закаленном поверхностном слое остаточных напряжений сжатия.
Химико-термическая обработка заключается в насыщении поверхностного слоя углеродом (цементация) или азотом (азотирование) с образованием (в последнем случае) нитридов железа и легирующих элементов.
При комплексных процессах (цианирование, нитроцементация) поверхность насыщается одновременно углеродом и азотом с образованием карбидов и карбонитридов. Эти виды химико-термической обработки придают поверхности высокую твердость и износостойкость.
Вместе с тем они увеличивают прочность (особенно в условиях циклической нагрузки) благодаря образованию в поверхностном слое напряжений сжатия.
Что такое сверление металла? учебно-методический материал
Разновидностью химико-термической обработки является термодиффузионное поверхностное легирование (насыщение поверхностного слоя атомами легирующих элементов), которое применяют для повышения прочности и твердости, а также придания поверхности особых свойств (табл. 9).
| Процесс | Сущность процесса | Технология процесса | Назначение |
| Диффузионное хромирование | Образование в поверхностном слое карбидов и α-твердых растворов Cr в железе | Выдержка в среде летучих хлоридов хрома: CrСl2; CrСl3 (газовое хромирование) при 800—1200 °С (5—6 ч) | Повышение твердости (HV 1200—1500) и термостойкости |
| Титанирование | Образование в поверхностном слое α-твердых растворов Ti, карбидов титана TiC и интерметаллидов типа Fe2Ti | Выдержка при 1100—1200°С в смеси порошков ферротитана (80%) и хлористого аммония (6—8 ч) | Повышение твердости (HV 1600—2000), увеличение коррозие- и эрозиостойкости |
| Бериллизания | Образование в поверхностном слое α-твердых растворов Be и бериллидов | Выдержка при 900—1100°С в смеси 20% Be, 75% BeO и 5% MgCl2 (4—8 ч) | Повышение твердости (HV 1100—1200), увеличение коррозиестойкости |
| Борирование | Образование в поверхностном слое α-твердых растворов В и боридов Fe | Выдержка при 900—1100° С в смеси порошков карбида бора В4С и буры Na2B4O7 (5—6 ч) | Повышение твердости (HV 1500—1800) и термостойкости |
| Сульфидирование | Образование в поверхностном слое сульфидов Fe | Выдержка в расплаве сернокислых солей при 550—600°С (2—4 ч) | Повышение износостойкости, придание противозадирных свойств, повышение стойкости против сваривания |
| Силидирование | Образование в поверхностном слое α-твердых растворов Si и силицидов Fe | Выдержка в атмосфере моносилана SiH4 с газами-разбавителями при 1000° С (6—10 ч) | Повышение износостойкости, увеличение горячей коррозиестойкости |
| Семенирование | Образование в поверхностном слое α-твердых растворов Se и селенидов | Обработка 20%-ным раствором селенистой кислоты H2SeO3 с добавкой небольшого количества хромпика | Повышение износостойкости, придание противозадирных свойств |
| Алитирование | Отложение на поверхности кристаллической пленки Аl2О3. Образование в поверхностном слое α-твердых растворов Аl и алюминидов | Выдержка в смеси порошков ферроалюминия и Аl2O3 при 900—1000°С (6—8 ч) | Повышение горячей коррозиестойкости |
Разработаны процессы комплексного диффузионного легирования: хромалитирование (насыщение Сr и Аl), сульфоцианирование (S, С и N2), бороцианирование (В, С и N2), бороалитирование (В и Аl), хромомарганцевирование (Cr и Мn) и др.
Упрочнение стали
.
- В целях более эффективного использования несущей способности арматуры и получения в результате этого значительной экономии стали в некоторых случаях на предприятиях ее подвергают дополнительной термической или механической обработке. В основе всех механических способов упрочнения (волочения, скручивания и вытяжки) лежит процесс механического изменения структуры стали, называемый наклепом
- илинагортовкой , при котором происходит уменьшение пластичности и вязкости стали и повышение предела ее текучести и прочности. Процесс
- волочения
состоит в протягивании проволоки или прутка через конусообразное отверстие фильера, изготавливаемого из твердых сплавов, выходная часть которого имеет меньший диаметр, чем входная. В результате одновременного растяжения и обжатия металл теряет значительную часть пластических свойств и делается более жестким. Предел текучести стали повышается в 1,5 раза. С целью уменьшения усилия, требующегося для протягивания стали через фильер, относительное обжатие площади сечения за один проход принимают в пределах 10—20%.
Способы повышения прочности металлов и сплавов: легирование, наклеп, термическое упрочнение
Легирование — добавление в состав материалов примесей для изменения (улучшения) физических и/или химических свойств основного материала. Легирование является обобщающим понятием ряда технологических процедур, различают объёмное (металлургическое) и поверхностное (ионное, диффузное и др.) легирование.
Для улучшения физических, химических, прочностных и технологических свойств металлы легируют, вводя в их состав различные легирующие элементы. Для легирования сталей используются хром, марганец, никель, вольфрам, ванадий, ниобий, титан и другие элементы.
Небольшие добавки кадмия в медь увеличивают износостойкость проводов, добавки цинка в медь и бронзу — повышают прочность, пластичность, коррозионную стойкость. Легирование титана молибденом более чем вдвое повышает температурный предел эксплуатации титанового сплава благодаря изменению кристаллической структуры металла.
Легированные металлы могут содержать один или несколько легирующих элементов, которые придают им специальные свойства.
Легирующие элементы вводят в сталь для повышения её конструкционной прочности. Основной структурной составляющей в конструкционной стали является феррит, занимающий в структуре не менее 90 % по объёму. Растворяясь в феррите, легирующие элементы упрочняют его.
Твердость феррита (в состоянии после нормализации) наиболее сильно повышают кремний, марганец и никель. Молибден, вольфрам и хром влияют слабее. Большинство легирующих элементов, упрочняя феррит и мало влияя на пластичность, снижают его ударную вязкость (за исключением никеля).
Главное назначение легирования:
- · повышение прочности стали без применения термической обработки путём упрочнения феррита растворением в нём легирующих элементов;
- · повышение твёрдости, прочности и ударной вязкости в результате увеличения устойчивости аустенита и тем самым увеличения прокаливаемости;
- · придание стали специальных свойств, из которых для сталей, идущих на изготовление котлов, турбин и вспомогательного оборудования, особое значение имеют жаропрочность и коррозионная стойкость.
Легирующие элементы могут растворяться в феррите или аустените, образовывать карбиды, давать интерметаллические соединения, располагаться в виде включений, не взаимодействуя с ферритом и аустенитом, а также с углеродом.
В зависимости от того, как взаимодействует легирующий элемент с железом или углеродом, он по-разному влияет на свойства стали. В феррите в большей или меньшей степени растворяются все элементы. Растворение легирующих элементов в феррите приводит к упрочнению стали без термической обработки.
При этом твердость и предел прочности возрастают, а ударная вязкость обычно снижается. Все элементы, растворяющиеся в железе, изменяют устойчивость феррита и аустенита. Критические точки легированных сталей смещаются в зависимости от того, какие легирующие элементы и в каких количествах присутствуют в ней.
Поэтому при выборе температур под закалку, нормализацию и отжиг или отпуск необходимо учитывать смещение критических точек.
Наклёп (нагартовка) — упрочнение металлов и сплавов вследствие изменения их структуры и фазового состава в процессе пластической деформации при температуре ниже температуры рекристаллизации.
Наклеп металла является одним из способов упрочнения металлического изделия. Происходит это благодаря пластической деформации, которой такое изделие подвергают при температуре, находящейся ниже температуры рекристаллизации.
Деформирование в процессе наклепа приводит к изменению как внутренней структуры, так и фазового состава металла. В результате таких изменений в кристаллической решетке возникают дефекты, которые выходят на поверхность деформируемого изделия.
Естественно, эти процессы приводят и к изменениям механических характеристик металла. В частности, с ним происходит следующее:
- · повышается твердость и прочность;
- · снижаются пластичность и ударная вязкость, а также сопротивляемость к деформациям, имеющим противоположный знак;
- · ухудшается устойчивость к коррозии
- Термической (тепловой) обработкой называются процессы, сущность которых заключается в нагреве и охлаждении изделий по определенным режимам, в результате чего происходят изменения структуры, фазового состава, механических и физических свойств материала, без изменения химического состава.
Термическую обработку применяют на различных стадиях производства деталей машин и металлоизделий.
В одних случаях она может быть промежуточной операцией, служащей для улучшения обрабатываемости сплавов давлением, резанием, в других – является окончательной операцией, обеспечивающей необходимый комплекс показателей механических, физических и эксплуатационных свойств изделий или полуфабрикатов.
Полуфабрикаты подвергают термической обработке для улучшения структуры, снижения твердости (улучшения обрабатываемости), а детали – для придания им определенных, требуемых свойств (твердости, износостойкости, прочности и других).
В результате термической обработки свойства сплавов могут быть изменены в широких пределах.
Возможность значительного повышения механических свойств после термической обработки по сравнению с исходным состоянием позволяет увеличить допускаемые напряжения, уменьшить размеры и массу машин и механизмов, повысить надежность и срок службы изделий.
Улучшение свойств в результате термической обработки позволяет применять сплавы более простых составов, а поэтому более дешевые. Сплавы приобретают также некоторые новые свойства, в связи с чем расширяется область их применения.
Пути повышения прочности металлов
Увеличение прочности (ав, а0>2) и сопротивления усталости (а_х) металлов и сплавов при сохранении достаточно высоких пластичности (б, if), вязкости (KCU, КСТ) и тре- щиностойкости (Kic) повышает надежность и долговечность машин (конструкций) и понижает расход металла на их изготовление вследствие уменьшения сечения деталей.
Увеличение прочности достигается созданием соответствующих композиций сплавов и технологии обработки. При этом происходит изменение состава и природы фаз, образующих сплав, их количества и размера, характера распределения дислокации и других дефектов кристаллического строения. Поэтому устанавливают связь между структурой и конструктивной прочностью металлов и сплавов.
- Ниже рассмотрены различные механизмы упрочнения металлов и сплавов.
- Принято различать техническую и теоретическую прочность металлов.
- Техническую прочность определяют описанные выше свойства о0,2» °в» 5К, Е, о_ 1 и др.
Под теоретической прочностью понимают сопротивление деформации и разрушению, которое должны были бы иметь материалы согласно физическим расчетам с учетом сил межатомного взаимодействия и предположения, что два ряда атомов одновременно смещаются относительно друг друга под действием напряжения сдвига. Исходя из кристаллического строения и межатомных сил, можно ориентировочно определить теоретическую прочность металла по следующей формуле: тхеор = G/(2я), где G — модуль сдвига 1 (коэффициент пропорциональности между касательным напряжением т и относительным сдвигом у (т = Gy)).
Теоретическое значение прочности, рассчитываемое по указанной формуле, в 100—1000 раз больше технической прочности. Это связано о дефектами в кристаллическом строении, и прежде всего G существованием дислокаций. Прочность металлов не является линейной функцией плотности дислокаций (рис. 77).
Как видно из рис. 77, минимальная прочпость определяется некоторой критической плотностью дислокаций а, приближенно составляющей 10е—108 см-2. Эта величина относится к отожженным металлам. Величина а02 отожженных металлов составляет Ю-б_10-‘ G.
Повышение прочности достигается: созданием металлов и сплавов с бездефектной структурой; повышением плотности дефектов (в том числе дислокаций), затрудняющих движение дислокаций.
Если плотность дислокаций (количество дефектов) меньше величины а (рис. 77), сопротивление деформации резко увеличивается и прочность быстро приближается к теоретической.
В настоящее время удалось получить кристаллы, практически не содержащие дислокаций.
Эти нитевидные кристаллы небольших размеров (длиной 2—10 мм и толщиной 0,5—2,0 мкм), называемые «усами», обладают прочностью, близкой к теоретической.
Так, предел прочности нитевидных кристаллов железа составляет 13 000 МПа, меди 3000 МПа и цинка 2250 МПа, по сравнению с пределом прочности технического железа 300 МПа, меди 260 МПа и цинка 180 МПа.
Увеличение размеров усов сопровождается резким снижением прочности, что ограничивает их использование. Они нашли применение для армирования волокнистых композиционных материалов (см. о. 422), в микроэлектронике, для микроподвесок и микрорастяжек и т. д.
При возрастании количества дефектов свыше 10е—108 см~а (см. рис. 77) происходит упрочнение металла вследствие взаимодействия дислокаций и торможения их движения. Связь между пределом текучести ах и плотностью дислокаций р может быть описана уравнением
1 По более точным расчетам для металлов с ГЦК решеткой тте0р = 0.039G и для металлов с ОЦК решеткой атеор = 0,1Ю. Модуль сдвига для Fe равен 77 000 МПа, для Си — 44 000 МПа, для А1 — 27 000 МПа.
Рис. 77. Схема зависимости сопротивления деформации от плотности дислокаций и других дефектов кристаллического строения металлов:
1 — теоретическая прочность: 2—4 — техническая прочность (2 — усы; 3 — чистые неупрочненные металлы: 4 — сплавы, упрочненные легированием, наклепом термической нлв термомеханической обработкой)
Рис. 78. Схема влияния структурного упрочнения на предел текучести от, вязкость разрушения К1с и работу распространения трещины при испытании на удар КСТ:
1 — вязкое разрушение; 2 — хрупкое разрушение
где сг0 — напряжение сдвига до упрочнения (после отжига)? b — вектор Бюргерса; а — коэффициент, зависящий от природы металла, его кристаллической решетки и структуры. Плотность дислокаций не должна превышать 101а—1013 см»2. При большей плотности дислокаций образуются трещины.
Сопротивление пластической деформации (ат, ав) тем выше, чем меньше подвижность дислокации, чем больше препятствий (барьеров) на их пути. Пластичность (6, ф) и вязкость (KCU), наоборот, тем выше, чем легче осуществляется движение дислокации.
Следует иметь в виду, что помимо вязкого разрушения, являющегося результатом большого числа пластических сдвигов за счет движения дислокаций по различным плоскостям скольжения, возможно хрупкое разрушение в результате зарождения и прогрессирующего развития трещины.
На рис. 78 показано влияние структурного упрочнения (создание структурных барьеров для движения дислокаций) на предел текучести ат, трещиностойкость /Cic и работу распространения трещины КСТ.
С увеличением барьеров для движения дислокаций предел текучести возрастает, а трещиностойкость /С1с и работа распространения трещины КСТ уменьшаются. В области 1 (рис.
78) надежность против внезапных хрупких разрушений высокая, так как случайные перегрузки будут сниматься пластической деформацией в устье трещины в связи с низким пределом текучести ат и высоким значением вязкости разрушения /СюОбласть 2 (рис.
78) соответствует высокому значению ат и низкому значению /Cic металл может разрушаться хрупко при малых нагрузках. Поэтому во многих случах следует применять материал с меньшим ат, что несколько увеличит массу конструкций, но значительно повысит сопротивление хрупкому разрушению.
Для получения высокого комплекса механических свойств (высокой конструктивной прочности), исключения возможности хрупкого разрушения нужно, чтобы барьеры, тормозящие движение дислокаций, позволяли при определенном напряжении прорываться через них дислокациям («полупроницаемые» барьеры).
Рассмотрим с этих позиций основные механизмы упрочнения: деформационное, твердорастворное, образование гетерогенных структур (дисперсионное упрочнение), различного рода границ и оценим их роль в охрупчивании металлов.
Деформационное упрочнение (наклеп) рассмотрено выше.
Беспорядочно расположенные дислокации («лес дислокаций») в деформированном металле вызывает сильное повышение прочности (от = 10_3-i-10-2G при р = 10й-г-1012 см-2), но одновременно резко снижается сопротивление хрупкому разрушению. Следовательно, деформационное упрочнение не обеспечивает высокой конструктивной прочности. Оно нашло применение для упрочнения сплавов твердых растворов.
При образовании твердых растворов сгв, ат и НВ повышаются {твердорастворное упрочнение).
В неупорядоченном твердом растворе возникающие вокруг атомов растворенного элемента поля упругих напряжений затрудняют скольжение дислокаций.
Степень торможения дислокаций в твердом растворе определяется фактором размерного несоответствия атомов растворителя и растворенного элемента, разностью модулей упругости и возрастает пропорционально концентрации.
В первом приближении упрочнение при образовании твердого раствора может быть определено по формуле, полученной Моттом и Набарро:
где G — модуль сдвига, МПа; е —параметр, зависящий от различия размеров атомов растворенного компонента г и растворителя Го (е = (г — г0)/гo)i С — атомная концентрация растворенного компонента.
Повышение прочности (рис. 79) в твердом растворе замещения прямо пропорционально концентрации растворенного элемента (до 10—30 %). Однако абсолютная величина упрочнения зависит от вида растворимого компонента (рис. 79). Величина Ки при образовании твердых растворов снижается.
В случае твердого раствора внедрения прочность во много раз больше, чем при образовании твердого раствора замещения при той же концентрации. Очень затрудняют движение дислокации, а следовательно, повышают прочность атмосферы Коттрелла, даже при малом содержании второго компонента внедрения.
Примеси внедрения сильно понижают трещиностойкость Ки> работу распространения трещины КСТ и повышают порог хладноломкости.
Рис. 79. Влияние атомной концентрации С растворенных в меди элементов на условный предел текучести 0„,2
Очистка хладноломких металлов (Fe, Cr, Mo, W и др.) от примесей внедрения (02, N2> Н2)
повышает работу распространения трещины, вязкость разрушения Кхс и понижает порог хладноломкости.
Основная причина охрупчивания металла в присутствии примесей внедрения — малая подвижность дислокации.
Это вызвано, с одной стороны, повышенным сопротивлением решетки раствора внедрения скольжению дислокаций и, с другой стороны, закреплением дислокаций атмосферами из атомов внедрения.
Из-за низкой подвижности дислокаций, а следовательно, отсутствия микропластической деформации не происходит релаксации (ослабления) напряжений у вершины хрупкой трещины, чем и объясняется низкое сопротивление распространению трещин.
Упрочнение при образовании твердого раствора достигает ат ^ 10″3G. При повышении температуры выше (0,5—0,6) Тпл упрочнение за счет образования твердого раствора сильно уменьшается .
При ограниченном легировании, твердые растворы замещения обладают достаточной пластичностью и вязкостью и служат ос-
Рис. 80. Влияние величины зерна d на условный предел текучести о0,2, предел выносливости (а) и ударную вязкость (порог хладноломкости) низкоугле- родистой стали:
1 —? мелкое зерно (0,04 мм); 2 ?— крупное верно (0,09 мм) новной матрицей для многих конструкционных и инструментальных сплавов.
Механические свойства сплавов твердых растворов в сильной степени зависят от величины зерна, полигонизованной структуры (субструктуры) и других структурных изменений.
Эффективным барьером для движения дислокаций в металлах является межзеренная граница — зернограничное упрочнение.
Это объясняется тем, что дислокация не может перейти границу зерна, так как в новом зерне плоскости скольжения не совпадают с плоскостью движения этой дислокации.
Дальнейшая деформация продолжается в результате возникновения новой дислокации в соседнем зерне, поэтому чем мельче зерно (больше протяженность границ), тем выше прочность металла (рис. 80, а).
Зависимость предела текучести от размера зерна описывается отношением Холла—Петча:
где а0 и k — постоянные для данного металла; d — диаметр зерна.
Эта зависимость справедлива и для субзерен. При очень мелком зерне предел текучести может достигнуть а ^ 10“3(3. Повышение прочности при измельчении зерна не сопровождается охрупчиванием.
Границы зерен и субзерен являются полупроницаемыми барьерами для движущихся дислокаций.
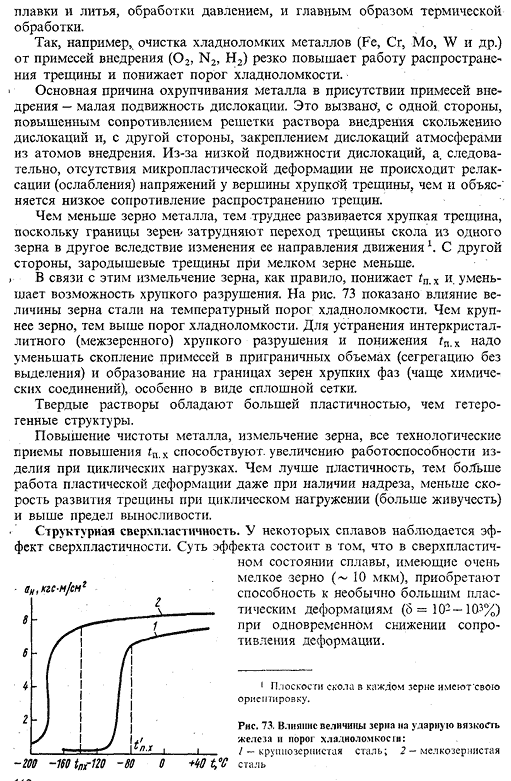
Чем мельче зерно, тем труднее развивается хрупкая трещина, поскольку границы зерен затрудняют переход трещины сколом из одного зерна в другое вследствие изменения ее направления движения. В то же время, зародышевые трещины при мелком зерне меньше.
Измельчение зерна понижает порог хладноломкости (?60). На рис. 80, б показано влияние величины зерна стали на температурный порог хладноломкости. Чем крупнее зерно, тем выше порог хладноломкости.
Для устранения интеркрметаллитного (межзеренного) хрупкого разрушения и понижения UoQ надо уменьшать скопление примесей в приграничных объемах (сегрегацию без выделения) и образование на границах зерен хрупких фаз (чаще химических соединений), особенно в виде сплошной сетки.
По данным различных работ при большей величине зерна трещиностойкость Кс возрастает, как это имеет место в стали (см. рис. 109) и титане. Чем мельче зерно, тем выше предел выносливости (рис. 80, а), который может быть определен по формуле
где ая0 и Кп — постоянные, зависящие от материала.
Измельчение зерна модифицированием, термической обработкой, легированием и т. д. является одним из перспективных методов упрочнения металлов и сплавов.
Создание в зерне препятствий для движения дислокаций в виде хорошо развитой субструктуры приводит к дополнительному упрочнению. Образование дислокационной етруктуры по механизму полигонизации (ячеистой структуры) повышает стт, мало изменяя Kic, и понижает порог хладноломкости (/г,0).
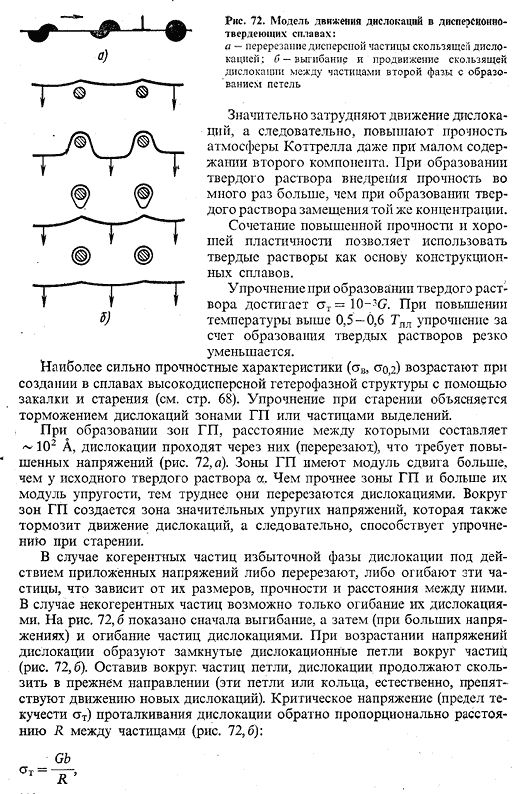
Выделение внутри зерен твердого раствора высокодисиерсных равномерно распределенных частиц упрочняющих фаз, например, в процессе закалки и старения, сильно повышает стт (дисперсное упрочнениех). Упрочнение при старении объясняется торможением дислокаций зонами Гинье—Престона (ГП) или частицами выделений.
При образовании зон ГП дислокации проходят через них (перерезают), что требует повышенных напряжений (рис. 81, а). Зоны ГП имеют модуль сдвига больше, чем у исходного твердого раствора.
Чем прочнее зоны ГП и больше их модуль упругости, тем труднее они перерезаются дислокациями.
Вокруг зон ГП создается зона значительных упругих напряжений, которая также тормозит движение дислокаций, а следовательно, способствует упрочнению при старении.
В случае когерентных частиц избыточной фазы дислокации под действием приложенных напряжений либо перерезают, либо огибают эти частицы, что зависит от их размера, прочности и расстояния между ними. В случае некогерентных частиц возможно только огибание их дислокациями. На (рис.
81, б) показано сначала выгибание, а затем (при больших напряжениях) и огибание частиц дислокациями. При возрастании напряжений дислокации образуют замкнутые дислокационные петли вокруг частиц (рис. 81, б).
Оставив вокруг частиц петли, дислокации продолжают скользить в прежнем направлении (эти петли или кольца, естественно, препятствуют движению новых дислокаций). Предел текучести при дисперсном упрочнении зависит от размера частиц d и их объемной доли /.
Уравнение прочности в этом случае имеет вид:
где а„ — напряжение сдвига в матрице; а — коэффициент, включающий вектор Бюргерса и модуль сдвига G матрицы.
Наибольшее упрочнение наблюдается, когда вторая фаза дисперсна, равномерно распределена по объему и расстояние между частицами не велико.
Упрочнение при огибании частиц (при одной объемной доле выделений второй фазы) всегда менее эффективно, чем упрочнение при перерезании. Однако вязкость разрушения Kic и пластичность при огибании частиц выше.
Максимальной прочности после дисперсионного старения соответствует минимальное значение КХс. Коагуляция избыточной [1]
Рис. 81. Модель движения дислокаций в дис-
персионно-твердеющих сплавах: а — перерезание дисперсной частицш дислокаций; б — выгибание и продвижение дислокаций между частицами второй фазы о образованием петель
фазы, снижая прочность (ав, ат), повышает /(1с. Упрочнение дисперсными частицами достигает 10“2G МПа, но при нагреве до температуры (0,6—0,75) Тап снижается за счет их растворения.
Дисперсными частицами часто являются химические соединения. Чем сложнее кристаллическая решетка фазы упрочнителя и чем больше отличается ее состав от основного твердого раствора, тем сильнее упрочнение. Химические соединения, особенно карбиды и нитриды, имеют высокую твердость, но хрупки.
Например, твердость карбида вольфрама WC составляет Н1790, карбида титана TiC — Н2850, нитрида титана TiN — Н3230.
Таким образом, для получения сплавов с высокой конструктивной прочностью нужно, чтобы основной твердый раствор (матрица) имела мелкозернистое строение с развитой внутренней субструктурой, в которой равномерно распределены высокодисперсные частицы упрочняющей фазы.
Такая структура сплава обеспечивает получение полупроницаемых барьеров для движущихся дислокаций и сочетание высокой прочности (ов, сгт), пластичности (6, ф), вязкости разрушения (/С1с), вязкости (KCU, KCV, КСТ) и низкой температуры вязкохрупкого перехода (порог хладноломкости t60).
Рассмотренные механизмы упрочнения положены в основу современных технологических процессов повышения конструктивной прочности металлов и сплавов.





