- Технология плазменной сварки
- Разновидности
- Микроплазменная сварка
- Плазменная сварка на средних и больших токах
- Автоматическое оборудование с применением плазменной сварки
- Плазменная сварка — технология, оборудование, принцип действия
- Принцип работы плазменной сварки
- Плазменная сварка прямого действия
- Плазменная сварка косвенного действия
- Оборудование для плазменной сварки
- Область применения
- Преимущества и недостатки метода
- Заключение
- Технология и принцип работы плазменной сварки
- Принцип работы
- Плазменная сварка – описание процесса
- Автоматическая и ручная плазменная сварка
- Плазменная сварка – нюансы
- Технология выполнения работ
- Микроплазменная сварка
- Плазменная сварка
- Что такое плазменная сварка и где она применяется? :
- Применение процесса плазменной и плазменной+TIG сварки
Плазменная дуга — мощный и чрезвычайно гибкий инструмент для применения во многих областях промышленности. Высокая скорость и качество при относительно небольших затратах делают плазменную сварку неплохой альтернативой более дорогим и сложным методам сварки, таким как лазерная и электронно-лучевая.
Технология плазменной сварки
Плазмой называется частично или полностью ионизированный газ, состоящий из нейтральных атомов и молекул, а также электрически заряженных ионов и электронов.
Однако по отношению к обычной дуге термин «плазма» практически не применяют, так как обычная дуга имеет относительно невысокую температуру и обладает невысоким запасом энергии по сравнению с традиционным понятием плазмы.
Для повышения температуры и мощности обычной дуги и превращения ее в плазменную используются два процесса: сжатие дуги и принудительное вдувание в нее плазмообразующего газа.
Сжатие дуги осуществляется за счет размещения ее в специальном устройстве – плазмотроне, стенки которого интенсивно охлаждаются водой. В результате сжатия уменьшается поперечное сечение дуги и возрастает ее мощность – количество энергии, приходящееся на единицу площади.

Температура в столбе обычной дуги, горящей в среде аргона, и паров железа составляет 5000–7000°С. Температура в плазменной дуге достигает 30 000°С.
Одновременно со сжатием в зону плазменной дуги вдувается плазмообразующий газ, который нагревается дугой, ионизируется и в результате теплового расширения увеличивается в объеме в 50–100 раз. Это заставляет газ истекать из канала сопла плазмотрона с высокой скоростью.
Кинетическая энергия движущихся ионизированных частиц плазмообразующего газа дополняет тепловую энергию, выделяющуюся в дуге в результате происходящих электрических процессов. Поэтому плазменная дуга является более мощным источником энергии, чем обычная.
Разновидности
В зависимости от силы тока различают три разновидности плазменной сварки:
- микроплазменная (Iсв = 0,1–25А);
- на средних токах (Iсв = 50–150А);
- на больших токах (Iсв > 150А).
Микроплазменная сварка
В связи с высокой степенью ионизации газа в плазмотроне плазменная дуга может гореть при очень малых значениях тока, начиная с 0,1 А.
Микроплазменная сварка является эффективным способом сварки изделий малой толщины, от 0,05 до 1,5 мм.
Высокая концентрация энергии и иглоподобная форма малоамперной сжатой дуги обеспечивает получение узкого шва и малой зоны термического влияния, что снижает деформацию изделий на 25-30 % по сравнению с аргонодуговой сваркой.
Микроплазменная сварка используется для сварки листов цветных металлов малой толщины, а также нержавеющей стали, никеля, титана, циркония, сплавов серебра и золота, успешно применяется при производстве тонкостенных труб и емкостей, приварке мембран и сильфонов к массивным деталям, соединении фольги, термопар, при изготовлении ювелирных изделий, медицинского оборудования и электроники.
Плазменная сварка на средних и больших токах
Плазменная сварка на токах Iсв = 50–150А имеет много общего с аргонодуговой сваркой вольфрамовым электродом. Однако из-за более высокой мощности дуги и ограниченной площади нагрева она является более эффективной.
По энергетическим характеристикам плазменная дуга занимает промежуточное положение между обычной дугой и электронным или лазерным лучом. Она обеспечивает более глубокое проплавление, чем обычная дуга, при меньшей ширине шва. Сварка может осуществляться с применением присадочной проволоки или без нее.
Плазменная сварка на токах более I = 150A оказывает еще большее силовое воздействие на металл (плазменная дуга на токах 150А эквивалентна 300А дуге при сварке неплавящимся электродом). Сварка сопровождается полным проплавлением с образованием в ванне сквозного отверстия.
Такой способ сварки получил название «сварка проникающей дугой». Процесс характеризуется полным проплавлением свариваемых элементов по толщине с образованием небольшого отверстия, через которое раскаленные газы и пары удаляются за нижние кромки свариваемых элементов.
Металл, расплавленный дугой, стекая по стенкам свариваемых элементов, удерживается силами поверхностного натяжения. При подобной технологии подкладки не применяют.
Применение способа сварки проникающей дугой позволяет получать качественное соединение при сварке металлов, обладающих повышенным поверхностным натяжением, например нержавеющих сталей и сплавов титана от 3 до 15 мм на токах от 100 до 300 А.
Автоматическое оборудование с применением плазменной сварки
Добиться максимальной производительности и качества от применения плазменной сварки возможно только при использовании автоматических систем и комплексов. Высокая скорость процесса ограничивает его использование в ручном режиме, за исключением микроплазменной сварки.
Использование плазменной технологии широко используется для сварки продольных или кольцевых швов стыковых соединений.
Установка для сварки продольных швов является идеальным технологическим решением для работы с продольными сварочными швами различных изделий из нержавеющих сталей, алюминиевых и титановых сплавов.

Установка для сварки продольных швов
Возможность производить сварку на таких установках без предварительной обработки кромок материалов с ограниченной свариваемостью позволяет добиться высокой производительности и качества конечного продукта.
Большое распространение технология плазменной сварки получила в нефтехимической промышленности и при производстве трубопроводного оборудования.
Применение способа сварки проникающей дугой совместно со сварочными колоннами консольного типа обеспечивает высокую производительность и качество при изготовлении емкостей, реакторов, теплообменников и других изделий из низко и высоколегированных сталей, а также алюминия.

Современные роботизированные технологии открывают новые возможности по применению плазменной сварки. Роботизированные системы позволяют выполнять сложные сварные соединения, которые ранее приходилось выполнять вручную. Высокая скорость и точность выполнения операций при использовании роботов выводит плазменную сварку на новый уровень производительности.

Рис.1 Инверторные источники питания для плазменной и микроплазменной сварки EWM, Германия

Рис.2 Плазменная сварка проникающей дугой нержавеющей стали. Без разделки кромок, толщина 10мм
Антон Курищев, специалист по сварочному оборудованию ООО «ДельтаСвар».
С Новым годом и Рождеством! От всего сердца поздравляем вас с Новым годом и Рождеством! Желаем вам здоровья, достижения новых вершин и самореализации. Пусть Новый год будет полон радостных событий и ярких впечатлений! …
Критерий выбора сварочных материалов: цена или качество? Как часто вам приходилось делать выбор между этими двумя, несомненно, важными критериями для сварочных материалов? На сегодняшний день для многих производств актуальной является задача оптимизации расходов и увеличение производительности. При этом, качество выпускаемой продукции должно соответствовать всем требованиям динамично развивающегося современного рынка, делая товар конкурентноспособным и интересным с точки зрения конечной стоимости для покупателя. …
Установка LS для сварки продольных швов с подъемным механизмом Представляем вашему вниманию установку LS, предназначенную для сварки продольных швов обечаек, труб и конусов различного сечения, оснащенную механизированным блоком для увеличения высоты станины (функция «lift»). …
Что такое межкристаллитная коррозия и как бороться с этим явлением? Каждый специалист, занимающийся сваркой высоколегированных хромоникелевых сталей, на практике сталкивался с таким явлением, как «межкристаллитная коррозия». Межкристаллитная коррозия (МКК) — это распространяющаяся по границам зерен коррозия нержавеющих аустенитных и ферритных сталей типа 03Х18Н11, 03Х17Н14М3, 20Х23Н13 вследствие образования карбидов хрома по границам зерен и обеднения хромом прилегающих объемов. …
Выставка «Машиностроение. Металлообработка. Сварка. Казань» На стенде компании «ДельтаСвар» будет представлено оборудование для орбитальной сварки, для отрезки труб, торцевания и снятия фасок для промышленной подготовки сварных швов. …
Источник: https://www.deltasvar.ru/biblioteka/novosti/206-vysokoproizvoditelnye-svarochnye-sistemy-na-osnove-plazmennyx-proczessov
Плазменная сварка — технология, оборудование, принцип действия
С ростом точности деталей, изготавливаемых в промышленности и на частных предприятиях, появляется потребность в новых технологиях сварки и резки металлов.
Одним из таких нововведений является плазменная сварка. Несмотря на то, что метод появился относительно недавно, он уже успел получить и занять свою нишу в промышленности и в руках частных лиц.
Давайте рассмотрим, что такое технология плазменно дуговой сварки?
Принцип работы плазменной сварки
Во многом, плазменные сварочные аппараты напоминают принцип действия аргонно-дуговых и имеют схожую конструкцию горелки, которая в нашем случае называется – плазмотроном. Процесс образования плазмы происходит именно в горелке (об этом далее).
Плазма – это одно из состояний газа, которое образуется, если пропустить его через дугу. В этот момент происходят сложные химические и физические процессы, газ приобретает особые свойства. Нам, в данном случае интересен тот факт, что температура вырывающейся из сопла плазмы может доходить до 30 тысяч градусов, а это в 6 раз больше самой горячей дуги.
Таким образом, сущностью плазменной сварки является ионизация газа, проходящего под давлением.
В таких условиях происходит резка металла, который расплавляется мгновенно, а часть его просто испаряется. Для сваривания используют более щадящие режимы, а также технологию контроля дуги. Плазменные резаки считаются одними из наиболее точных и эффективных методов резки различных металлов.
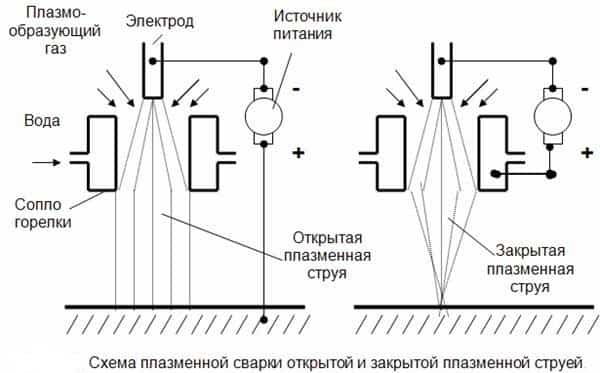
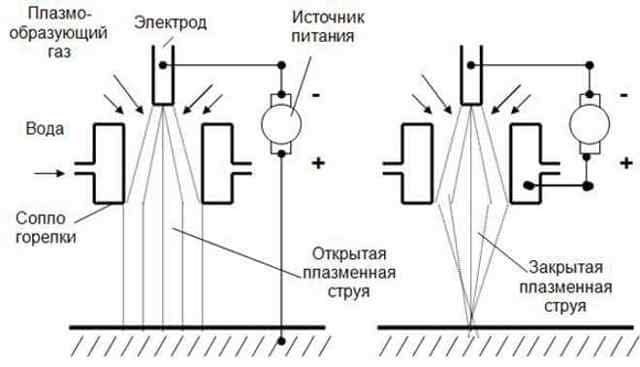 Схема плазменной сварки открытой и закрытой плазменной струей
Схема плазменной сварки открытой и закрытой плазменной струей
Чтобы понять принцип работы плазменной сварки, нужно перейти непосредственно к аппарату. Сама плазменная сварка представляет собой небольшую, весом 5 – 9 кг установку, внутри которой расположился понижающий трансформатор, выпрямитель и набор схем управления.
К ней подключается воздушный компрессор (если в сопло подается сжатый воздух) или специальные баллоны с плазмообразующим газом и инертным газом. В качестве газа для создания плазмы используют азот, кислород, аргон, воздух. На выходе устройства имеем горелку с набором газов (для сварки) или один вид газа для резки, а также плюсовую клемму (для прямого вида сварки).
Так, как температура работы этого компонента очень высока, внутри горелки имеется жидкостное охлаждение.
Обратите внимание! От эффективности охлаждения горелки будет зависеть не только качество шва, но и долговечность электрода и других компонентов. Сварщик должен внимательно следить не только за ходом сварки, но и за поступлением воды.
Дальнейшее описание технологии приводит нас к двум ее разновидностям:
Рекомендуем! Как варить чугун электросваркой. Сварка инвертором
Плазменная сварка прямого действия
Первый и наиболее распространенный метод плазменной сварки имеет прямое действие дуги на деталь. Сваривание происходит прямой дугой, образующейся между деталью и электродом, однако сам процесс розжига плазмы имеет двухступенчатую схему.
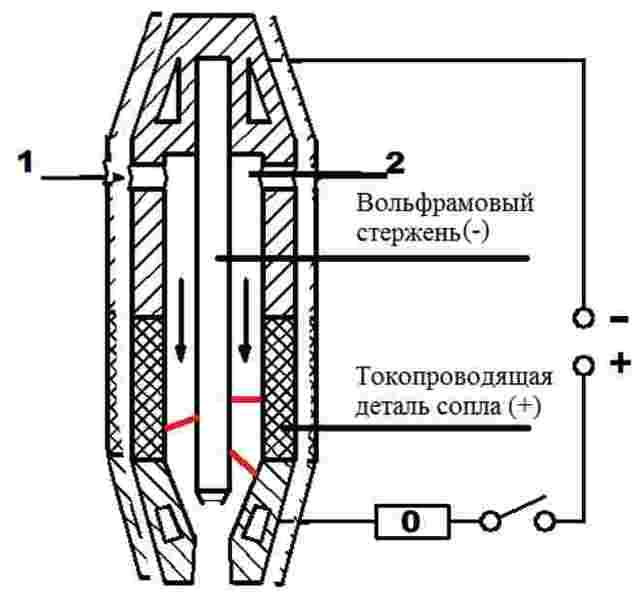 Плазменная сварка прямого действия
Плазменная сварка прямого действия
На первом этапе внутренний стержень плазмотрона (изображение ниже) имеет отрицательную полярность, в то время, как ближняя стенка сопла получает положительный заряд из-за замкнутого переключателя (0). Внутри сопла образуются дуги (отмечено красным), которые ионизируют проходящий газ (2) и превращают его в плазму.

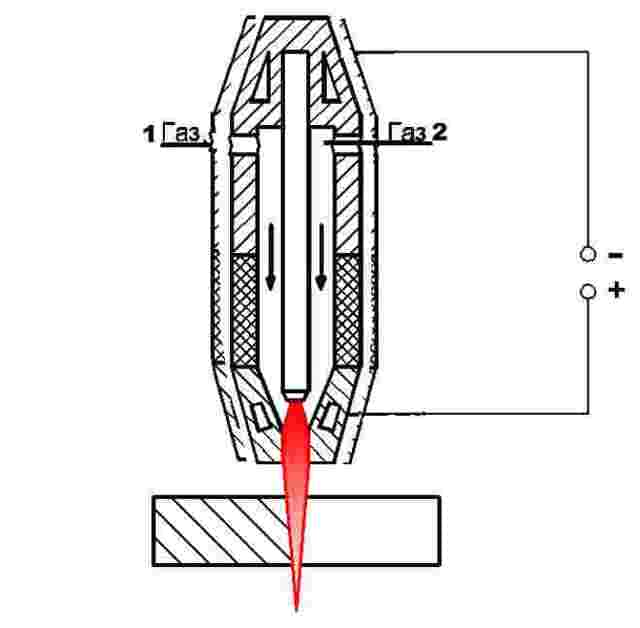
Следующий этап – непосредственно сварка, для этого на деталь цепляют плюсовую клемму и подносят работающий плазмотрон.
В этот момент изделие имеет лучшую проводимость, поэтому дуги концентрируются на конце вольфрамового электрода, переключатель размыкает внутреннюю цепь плазмотрона и под действием давления, а также естественного расширения газа при превращении в плазму, происходит направленный выплеск энергии.
При этом плазменная дуга имеет высокую стабильность, а минимальное разбрызгивание и изоляцию сварного участка обеспечивает инертный газ, проходящий по каналу (1). Газ не только защищает плазменную дугу, но и изолирует сварную ванну.
Плазменная сварка косвенного действия
Механизм плазмообразования в данном случае схож с предыдущим методом.
Главное отличие в том, что направленность плазменного потока контролируется не направленностью электрического потока, а давлением газа, созданным системой и внутренним давлением сопла.
Здесь помогает тот факт, что при переходе в состояние плазмы газ начинает увеличиваться в объеме до 50 раз, поэтому при возросшем давлении естественным образом стремится вырваться из сопла.
 Плазма косвенного действия
Плазма косвенного действия
Оба описанных способа имеют место в современном мире, однако прямой метод имеет больше плюсов. Так он гарантирует более стабильную работу на малых силах тока, позволяет меньше расходовать дорогостоящий газ и имеет заметно меньшую степень разбрызгивания.Аналогичным образом происходит резка металла, только без использования инертного газа (1).
Рекомендуем! Возможные причины залипания сварочных электродов
Оборудование для плазменной сварки
Современные сварочные плазменные аппараты – это компактные устройства, сравнимые по размерам с аргонно-дуговыми, инверторными или трансформаторными аппаратами. Простейшие модели имеют компактный размер и минимум настроек для удобства пользования. С их помощью можно производить сварку и резку металла.
 Схема сборки оборудования при ручной плазменной резке
Схема сборки оборудования при ручной плазменной резке
С ростом цены увеличивается функциональность аппаратов, так в продаже можно найти оборудование, с функцией пайки. Устройства профессионального уровня позволяют проводить операции воронения, термического оксидирования, порошкового напыления и закалки.
Ценовую политику оборудования можно разделить на несколько категорий. К стартовым, относятся устройства мощностью 8 – 12 А.
Их стоимость находится в пределах 25 – 40 тысяч рублей, это самые дешевые аппараты, которые можно приобрести и они уже в разы дороже инверторов, полуавтоматов.
Некоторые аппараты поддерживают функцию микроплазменной резки, другими словами работы при малых токах от 0.1А.
В средней ценовой категории расположились сварки мощностью 25 – 150А. Они имеют расширенные настройки, позволяют подключать несколько видов газов и нередко имеют расширенный функционал. Стоимость таких аппаратов от 40 до 150 тысяч рублей.
Самые дорогие из неавтоматизированных – сварки мощностью выше 150 А. В их конструкцию заложен практически весь возможный функционал плазменной технологии, но все работы производятся сварщиком. Цена начинается со 100 тысяч и может превышать отметку 1 миллион рублей.
Область применения
Благодаря работе при температурах, доходящих до 30 000 градусов, технология позволяет работать со многими видами металлов: нержавеющая сталь, углеродистая сталь, чугун, медь, латунь, бронза, титан, алюминий и другие. Вместе с высокой точностью работ, это обуславливает такие области использования технологии:
- пищевая промышленность;
- энергетическая сферы;
- химическое производство;
- ювелирное дело;
- машиностроение;
- приборостроение;
- медицинское оборудование;
- изготовление деталей высокой точности.
Рекомендуем! Как варить полуавтоматом без газа
Преимущества и недостатки метода
Как видно, использование плазмы имеет свои преимущества, но не обошлось и без недостатков. Ниже, мы выделили основные положительные и негативные моменты.
Плюсы
- Высокое качество и скорость работ.
- Контроль глубины провара.
- Доступность технологии частным лицам.
- Безопасность работ.
- В процессе работы не остается отходов.
- Высокая точность резки позволяет дополнительно не обрабатывать кромки.
Основной положительный момент технологии – ее незаменимость. Большая часть работ может быть выполнены и другими методами, но когда речь идет о лучшей скорости, качестве и удобстве сварки, мы неизбежно приходим к плазменному методу.
Недостатки
- Дорогие аппараты и высокая стоимость работ.
- Высокие требования к квалификации сварщика.
- Необходимость качественного охлаждения из-за высоких температурных потерь.
Главный минус технологии – ее сложность. Чтобы обучить хорошего специалиста требуется время и деньги, в противном случае метод не сможет принести должных результатов. Это связанно с тем, что в процессе работ важно не только контролировать процесс сварки, но и внимательно следить за охлаждением, поступлением газов и многими другими параметрами.
Заключение
Теперь вы знаете, как работает плазменная сварка. Если стоимость оборудования вас не пугает, то технологию вполне успешно можно использовать для выполнения высокоточных работ в условиях дома или небольшого предприятия.
Для создания герметичных швов и изготовления соединений высокой точности, подобные аппараты будут незаменимы, тем более, если мы говорим о промышленных масштабах.
Здесь в дело вступают автоматизированные плазменные комплексы, сводящие к минимуму человеческий фактор и погрешность работ.
Источник: https://svarkagid.ru/tehnologii/plazmennaya-pryamogo-i-kosvennogo-dejstviya.html
Технология и принцип работы плазменной сварки
 Плазменная сварка – это, наверное, наиболее высокотехнологичный способ соединения металлов и других материалов. Многие специалисты уверены – это самый идеальный из ныне существующих методов.
Плазменная сварка – это, наверное, наиболее высокотехнологичный способ соединения металлов и других материалов. Многие специалисты уверены – это самый идеальный из ныне существующих методов.
Принцип работы
Плазменную сварку применяют как для создания неразъемного соединения, так и для резки металлов, толщина которых не превышает одного миллиметра. При этом допустимо даже соединять разнородные материалы.
Как правильно пользоваться резаком
В основе метода лежит использование особой плазмы, обеспечивающей локальное расплавление обрабатываемых деталей. Применяемый поток – это подверженный ионизации газ, содержащий заряженные токопроводящие частицы. Благодаря этому возникает чрезвычайно высокая температура – до 30 000 градусов!
Ионизация газа происходит в процессе нагрева предварительно сжатой электродуги, выходящей из особого устройства – плазмотрона. У данного метода есть определенное сходство с аргоновой сваркой. Правда, последняя не способна поддерживать температуру выше 5 000 градусов. Дуга, применяемая в плазменной технологии, преобразуется из привычной электрической. Ее основные достоинства:
- мощность, не имеющая аналогов;
- высокая температура;
- минимальный диаметр потока.
Благодаря этому в значительной мере усиливается воздействие на материал.
Плазменная сварка обеспечивается выполнением ряда условий:
- защита электрода инертным газом;
- интенсивное охлаждение плазмотрона;
- использование вольфрамового неплавкого электрода с ториевой присадкой.
 Аппарат может функционировать как на постоянном, так и на переменном токе.
Аппарат может функционировать как на постоянном, так и на переменном токе.
Какой должна быть подготовка металла под сварку
Плазменная сварка – описание процесса
Зажженная дежурная электродуга сжимается в плазмотроне, куда поступает под давлением инертный газ. Как правило, речь идет об аргоне. В конечном итоге рабочая область устройства разогревается до 50 тысяч градусов, из-за чего газ расширяется и выходит из небольшого отверстия на значительной скорости.
В итоге дополняющие друг друга кинетическая и тепловая энергии создают очень сильный поток. Струя плазмы без труда расплавляет металл и образует шов или разрез.
Применяемые в настоящее время технологии имеют в целом единственное отличие – рабочий ток. Существуют аппараты:
- малой мощности;
- средней;
- высокой.
В рабочую зону газ подается по двум независимым коммуникациям. Одна струя служит для образования плазмы, а вторая помогает защищать обрабатываемую поверхность от кислорода.
Автоматическая и ручная плазменная сварка
Если обработка металла (как черного, так и цветного) производится в малых объемах, то применяют ручные аппараты. В этом случае специалист подводит сопло к поверхности материала и одновременно подает в ванну присадочную проволоку. Расплавление последней и обеспечивает создание шва большой крепости.
Автоматическая сварка более востребована в промышленности, где требуется скорость и точность. В зависимости от типа обрабатываемых деталей, используются специализированные аппараты. На сегодняшний день есть устройства, помогающие скреплять:
- трубы и плоские элементы;
- однопроходные, с автоматизированной подачей присадки;
- многопроходные;
- применяющие флюсы и пр.
Плазменная сварка – нюансы
Помните, имея дело с плазменной сваркой, необходимо соблюдать технику безопасности:
- носить маску;
- использовать специальный костюм и перчатки-краги;
- устроить на месте работ принудительную вентиляцию.
Чтобы обычная электродуга стала плазменной, необходимо выполнить всего две процедуры:
- сжать ее;
- обеспечить вдув образующего плазму газа.
В качестве последнего, как ранее уже отмечалось, применяют аргон. Иногда используют его с добавками:
Причем аргон служит и для создания защитного пузыря над ванной. Во всех случаях – электроды вольфрамовые. Плазмотрон, внутри которого происходит сдавливание дуги, необходимо постоянно охлаждать проточной водой. Это приводит к поперечному сужению сопла (за счет сжатия металла) и росту мощности.
Еще одним достоинством рассматриваемого метода является возможность создания дуги на сравнительно малых токах – до 30 ампер.
Технология выполнения работ
Перед началом необходимо подготовить свариваемые элементы:
- тщательно зачистить края;
- убрать все царапины, разрывы и неровности (наждаком или напильником);
- запитать аппарат и пустить газ;
- выбрать ток в зависимости от толщины металла;
- включить горелку;
- поднести ее на расстояние от 3 до 5 миллиметров к детали;
- при возникновении дуги начать сварку (для чего следует нажать кнопку плазмотрона);
- работы производят со средней скоростью;
- по завершении процесса горелку отключают и охлаждают водой.
Микроплазменная сварка
На сегодняшний день эта разновидность становится все популярнее. Чем она отличается от обычной плазменной сварки? Низкими токами – до 25 ампер. Применяется она обычно в ситуации, когда требуется соединить тонкие детали (0,025-0,8 миллиметра).
Готовый мини-аппарат нетрудно приобрести или изготовить своими руками – в Сети есть немало подходящих схем и подробнх инструкций, потому останавливаться на этих моментах мы не будем.
О большей мере микроплазменную сварку применяют для материалов с трудом соединяемых подобными методами. Это может быть:
- алюминий;
- титан;
- пластик;
- специальные ткани.
Благодаря миниатюрности плазмотрона, струя получается очень тонкой и напоминает иголку. Это позволяет соединять детали практически незаметными швами. При этом из-за небольшой площади ванны почти всегда удается избежать деформации материала. Здесь позволительно использовать постоянный ток или импульсный режим.
Основные достоинства микроплазменного способа:
- соединение очень тонких элементов;
- устойчивая дуга, которая обеспечивает высокое качество работы вне зависимости от квалификации мастера;
- способность спаивать ткани и пластмассы;
- легкая автоматизация процесса.
Недостатки:
- быстрый износ горелок;
- малая мобильность из-за газовых баллонов.
Источник: https://SpecInstrumenta.ru/elektroinstrument/svarochnye-apparaty/tehnologiya-i-printsip-raboty-plazmennoj-svarki.html
Плазменная сварка
Плазма (от греч. plasma, букв. – вылепленное, оформленное) – частично или полностью ионизированный газ, в котором плотности положительных и отрицательных зарядов практически одинаковы.
Термин «плазма» ввели в 1929 г. И. Ленгмюр и Л. Тонкс. Большой вклад в развитие учения о плазме внесли советские ученые – Л. Д. Ландау, А. А. Власов, А. Д. Сахаров, американские ученые И. Е. Тамм, Л. Спитцер.
Современные ученые выделяют плазму как четвертое состояние вещества, наряду с газом, жидкостью и твердыми телами. В состоянии плазмы находится большая часть вещества Вселенной – звезды, звездные атмосферы, межзвездная среда. Около Земли плазма существует в виде солнечного ветра, проявления которого мы наблюдаем в виде полярных сияний.
При сильном нагревании любое вещество испаряется, превращаясь в газ. Если увеличивать температуру и дальше, резко усилится процесс термической ионизации, т. е.
молекулы газа начнут распадаться на составляющие их атомы, которые затем превратятся в ионы.
Ионизация газа, кроме того, может быть вызвана его взаимодействием с электромагнитным излучением (фотоионизация) или бомбардировкой газа заряженными частицами.
Свободные заряженные частицы, особенно электроны, легко перемещаются под действием электрического поля. Поэтому в состоянии равновесия пространственные заряды входящих в состав плазмы отрицательных электронов и положительных ионов должны компенсировать друг друга так, чтобы полное поле внутри плазмы было равно нулю.
Именно отсюда вытекает необходимость практически точного равенства плотностей электронов и ионов в плазме – ее квазинейтральности. Нарушение квазинейтральности плазмы в объеме, ею занимаемом, ведет к немедленному появлению сильных электрических полей пространственных зарядов, тут же восстанавливающих квазинейтральность.
- Принято выделять два типа плазмы:
- • низкотемпературная плазма с температурой внутри её ниже 105 К;
- • высокотемпературная плазма с температурой выше 106–108 К.
- На сегодняшний день плазму получают следующими способами:
- • электрическим разрядом в газах (дуговой, искровой, тлеющий);
- • в процессах горения и взрыва.
Плазма обладает так называемыми коллективными процессами. Ее можно рассматривать как упругую среду, в которой легко возбуждаются и распространяются различные шумы, колебания и волны.
Причем плазма обладает наличием собственных колебаний и волн. Таким образом, плазма резко отличается от газов. Например, электропроводность полностью ионизированной плазмы превосходит электропроводность серебра.
Поэтому плазму можно рассматривать как идеальный проводник.
Плазменная технология подразумевает различные методы обработки и получения материалов с использованием плазменной струи или плазменной дуги.
Наиболее широкое распространение получили атмосферные (при нормальном давлении) плазменные методы обработки материалов – резание, напыление, наплавка, сварка, выращивание монокристаллов.
В 1980-х годах эффективное развитие получили ионно-плазменные технологии. Процессы обработки материалов с помощью ионно-плазменной технологии реализуются в вакууме с помощью плазменных ускорителей. Благодаря этому удается наносить сверхтвердые, жаростойкие, коррозионно-стойкие покрытия.
Плазму получают в специальных устройствах – плазмотронах. Плазмотрон – устройство для создания плотной (с давлением порядка атмосферного) низкотемпературной плазмы (до 104 К) с помощью электрического разряда в газах, дающее плазменный поток.
Принцип работы плазмотрона заключается в следующем: холодный газ непрерывным потоком продувают через область, где горит стационарный разряд. Газ нагревается, ионизируется, превращается в плазму, которая истекает в виде плазменной струи.
- На практике применяют следующие виды плазмотронов, работающих:
- • на дуговом разряде;
- • пеннинг-разряде;
- • ВЧ и СВЧ-разрядах (высоко– и сверхвысокочастотных);
- • с ионизацией газа электронным пучком;
- • фокусировкой оптического разряда с помощью лазера.
Наибольшее практическое применение получили плазмотроны на дуговом электрическом разряде. Дуговой плазмотрон может работать на постоянном или переменном токе. Мощность дуговых плазмотронов – от 102 до 107 Вт.
Температура на срезе сопла – 3000–20 000 °C. Скорость истечения струи 1–104 м/с, промышленный к.п. д – 50–90 %. Плотность тока в плазмотронах достигает 100 А/мм2.
- В качестве плазмообразующего газа используют аргон (температура плазмы – 15000–30000 °C), азот (температура плазмы – 10000–15000 °C) или смесь газов, а также водяной пар (температура плазмы до 10000 °C).
- Применяют два основных плазменных источника нагрева для сварки:
- • плазменную струю, выделенную из столба косвенной дуги;
- • плазменную дугу, совмещенную с плазменной струей.
- Соответственно применяют два типа плазменных горелок.
В горелках (рис. 9а) для получения плазменной струи дуга (1) горит между вольфрамовым электродом (2) и соплом (4), к которому подключен положительный полюс источника тока.
Электрод изолирован от корпуса горелки керамической прокладкой (3). Сопло интенсивно охлаждается водой. Из сопла выходит яркосветящаяся плазменная струя (5).
Горелка питается током прямой полярности от источников с падающей характеристикой.
Плазменная струя представляет собой независимый источник теплоты, позволяющий в широких пределах изменять степень нагрева и глубину проплавления поверхности заготовок. Тепловая мощность плазменной струи ограничена, ее применяют для резки и сварки тонких металлических листов и диэлектрических материалов, а также для напыления тугоплавких материалов на поверхность заготовок.
Горелки, предназначенные для сварки, снабжены вторым концентрическим соплом (6), через которое подается защитный газ. Сопло электрически нейтрально и служит для сжатия и стабилизации дуги.
Сжатие столба происходит следующим образом: рабочий газ, проходя через столб дуги, нагревается, ионизируется и выходит из сопла плазмотрона в виде плазменной струи.
Плазменная струя имеет форму ярко выраженного конуса (рис. 9а) с вершиной, обращенной к изделию и окруженной факелом.
Устройство горелок для получения плазменной дуги (рис. 9б) принципиально не отличается от устройства горелок первого типа. Только дуга горит между электродом и изделием.
Процесс возбуждения плазменной дуги между электродом и изделием осуществить очень трудно. Поэтому дуга вначале возбуждается между электродом и соплом (дежурная дуга), а затем при касании ее факела изделия происходит автоматическое зажигание основной дуги между электродом и изделием. Для этого к соплу подключен токопровод от положительного полюса источника тока.
Плазменная дуга обладает большей тепловой мощностью по сравнению с плазменной струей, т. к. в изделие вводится дополнительное тепло от электрического тока дуги. Плотность теплового потока плазмотрона в десятки раз больше теплового потока при сварке плавящимся электродом.
- Различают следующие виды плазменной технологии:
- • плазменная сварка со сквозным проплавлением (толщина материала свыше 3 мм);
- • плазменная сварка плавлением (толщина материала 1–3 мм);
- • микроплазменная сварка (толщина материала 0,01–1 мм).
- На рисунке 10 представлена конструкция микроплазменной горелки.
Данный текст является ознакомительным фрагментом.
Следующая глава
Источник: https://info.wikireading.ru/84242
Что такое плазменная сварка и где она применяется? :
Сварка один из технологических процессов который применяется при ремонте, монтировании и реконструкции оборудования. Исправная работа оборудования напрямую зависит от качества сварки.
Ведь если при сварке доменных ферм где-то получился слабый шов, то он обязательно прорвется, что приведет к остановке доменной печи или того хуже к гибели людей. В последнее время на место старой технологии сварки стали приходит все более новые, одна из них – плазменная сварка.
Для того чтобы понять, что такое плазменная сварка, сначала нужно разобраться с тем, что такое плазма.
Плазма, по определению — это ионизированный газ, т.е. поток ядер и электронов, не связанных между собой. Как известно, отрицательно заряженный электрон и положительно заряженное ядро взаимно притягиваются под действием кулоновских сил.
Для того, чтобы оторвать все электроны от ядер, нужно сообщить веществу огромную энергию — либо нагреть до высокой температуры, либо разогнать до высокой скорости и «ударить» обо что-нибудь
Плазменная сварка — это сварка плавлением, при которой нагрев проводится направленным потоком дуговой плазмы. Такая сварка основана на разогреве рабочего газа, его ионизации и выпуске тонкой струёй на рабочую поверхность через наконечник плазмотрона.
Можно дать ёще одно определение:
Плазменная сварка — сварка сжатой дугой, — сварка плавлением, при которой нагрев соединяемых деталей производят дугой, сжатой потоком газа или внешним магнитным полем. Выполняется плазматронами.
При сжатии дуги повышается концентрация энергии, температура столба, и уменьшается пятно нагрева по сравнению со свободно горящей дугой. Плазменная сварка основана на работе генератора плазмы, или плазмотрона. Плазмотроны бывают высокочастотные и дуговые. Под действием сильного электрического тока газ ионизируется, и затем используется для сварки.
На сегодняшний день пламенная сварка является одним из наиболее прогрессивных, качественных и быстрых способов сварки.
Она широко используется в авиа- и автомобилестроении, приборостроении, химическом машиностроении и других сферах промышленного производства. Применение плазменной сварки — это путь к новому технологичному уровню производства, высокой степени автоматизации производственного процесса, экономичности и превосходному качеству выпускаемых изделий.
Преимущество плазменной сварки состоит в том, что она не подвергает опасности сварщика, когда тот работает за аппаратом.
Аппарат по плазменной сварке совершенно безопасен и экономичен по сравнению с другими аппаратами, которые используют в работе баллоны с кислородом, пропаном или ацетиленом.
Использование плазменной сварки позволяет не только вывести производство на совершенно новый уровень, но и заметно повысить экономичность и мобильность сварочных работ.
Добавлено: 06.08.2012 07:47
Источник: https://blogstroiki.ru/vopros-otvet/chto-takoe-plazmennaya-svarka-i-gde-ona-primenyaetsya/
Применение процесса плазменной и плазменной+TIG сварки
Плазменная дуга: природный феномен, полностью изученный и освоенный SAF-FRO. В основном, термин «плазма» касается газообразных сред, в которых при атмосферном давлении преобладают температуры свыше 3000 °С.
С позиции температуры, можно считать, что это четвертое состояние материи после твердого, жидкого и газообразного. Плазменная дуга ныне широко используется в черной металлургии, химии и при изготовлении механических конструкций.
Будучи лидером в своей области, SAF-FRO сделала плазму исключительно эффективным инструментом для резки и сварки. Что касается сварки, следует признать, что метод с использованием плазмы является новым технологическим этапом в развитии открытой дуги в нейтральном газе (метод TIG).
Из представленных изотерм четко видно, что распределение энергии сильно изменяется в дуге.
В плазме зона температур от 16000 до 24000° К находится за пределами наконечника. Зона 10000-16000° К полностью переведена на деталь и порождает режим дуги с лучом, выходящим с обратной стороны соединения (эффект замочной скважины).
В случае с открытой дугой (TIG), зона высоких температур слишком близка к катоду, чтобы ее можно было использовать. Если рассмотреть зону температур 4000-10000° К, то можно отметить, что она узкая в плазме и шире раскрыта при TIG.
Данная зона небесполезна: в ней осуществляется плавление (поверхностное) с глубиной, уменьшающейся по отношению к плоскости соединения, делая возможным, таким образом, плавное соединение свариваемой зоны и основного металла.
Однако данная зона чересчур широка при TIG, что ограничивает эффективность.
Материя плазма состоит из электронов, ионов и атомов или возбужденных молекул; данное состояние часто встречается в природе, например, разрядом молнии образуется плазма. Приблизительно с 1960 в области сварки по инициативе SAF-FRO значение слова «плазма» изменилось и обозначает состояние повышенной концентрации энергии, вызванное сжатием электрической дуги посредством диафрагмы или наконечника.
- Быстродействие и малые деформации, что позволяет снизить и даже полностью исключить операции по выпрямлению, а также мало излишних наплавлений, что исключает операции по полировке, а также контроль химического состава основного материала во избежание коррозии.
- Отличный внешний вид является показателем качества, т.к. все чаще сварные швы остаются на виду, а также постоянство получаемого качества и снижение затрат времени на подготовку посредством исключения операции по обработке торцов деталей толщиной до 8 мм.
- Снижение длительности сварки, по сравнению с ручной сваркой, в 4 и даже 5 раз, а также гарантия полного и равномерного плавления благодаря технологии проникающего пучка при сварке на стыках.
- Обеспечение высокого качества, отвечающего самым строгим требованиям, и гарантия его воспроизводимости.
- Безупречное качество наложения шва благодаря полному контролю управляемых параметров.
Если длина листов, подлежащих сварке, достигает 3-4 м, производство завода, изготавливающего трубы или котлы путем поэтапной формовки (прокат или пресс), может быть ограничено скоростью плазменной сварки с одиночным электродом. Именно в данной ситуации оправдана комбинация плазма + TIG.
- Высокое качество плазменной сварки
- Улучшение производительности на 30-50%
- Большие возможности адаптации к различным процессам производства котлов
В технологии Плазма + TIG первая (плазменная) дуга обеспечивает плавление по всей толщине соединения благодаря использованию строго ограниченной плазменной среды, воздействующей только на обратную сторону соединения. Следующая за ней и расположенная в 250-300 мм дуга TIG в комбинации с металлом-наполнителем и системой магнитного колебания осуществляет окончательную обработку сварного шва. Он получается очень аккуратным благодаря магнитному колебанию дуги и защитной газовой среде длиной 120 мм.
Детали толщиной менее 3 мм превосходно свариваются технологией TIG с одиночным электродом. Сварка деталей толщиной более 8 мм требует дополнительного заполнения методом TIG с одиночным электродом.
Технология и оборудование плазма + TIG специально разработаны для производства котлов большой емкости из нержаверщей стали:
- длиной > 3 метров,
- диаметром > 2,2 метра
или для производства болших нержаверщих труб индивидуального размера.
Использование плазменной технологии и TIG для продольной или круговой сварки на плоскости нержаверщей стали, благородных металлов, железа или алюминия. Изготовление различной продукции для нефтехимической пищевой, аэрокосмической и других видов промышленности.
- Максимальное перемещение в стандартном исполнении: 4,3 м по горизонтали, 6,2 м по вертикали
За информацией по оборудованию со специальными характеристиками обращайтесь к нашим специалистам.
Сварка на стенде
- Допустимая толщина — до 10 мм,
- Максимальная длина сварки 6 в зависимости от типа стенда: 4 м (exter), 6 м (exinter) или 7 м (inter)
За информацией по оборудованию со специальными характеристиками обращайтесь к нашим специалистам.
Применение технологии плазмы и TIG при горизонтальной круговой сварке нержавеющей стали, благородных металлов, железа или алюминия. Изготовление контейнеров для хранения/переработки для пищевой, нефтехимической промышленности и пр. Сварка на вращателе требует жесткости детали (зависимость между диаметром, толщиной и внешними размерами), гарантирующей необходимую при сварке стабильность структуры данной детали. Для случаев если жесткость недостаточна или ее обеспечение является дорогостоящим, сложным или невозможным, SAF-FRO предлагает сварочное оборудование с «вертикальной осью», когда деталь вращается на горизонтальном вращателе, а сварочная головка статична и находится в горизонтальном положении. Данный подход позволяет производить очень объемную продукцию без сложного оборудования.
Вращателивыдерживают нагрузку в 5 т, 10 т и 15 т. За информацией по оборудованию со специальными характеристиками обращайтесь к нашим представителям.
Производство сборных труб является предварительным этапом строительства трубопроводов, что позволяет осуществлять в цехах производство и сварку базовых элементов (трубы, фланцы, угольники и т.д.).
- Кораблестроительные верфи и оффшорные платформы
- Нефтепереработка и теплоэлектроцентрали
- Химический и пищевой комплекс
- Газораспределительные станции
- Углеродистые стали
- Нержаверщие стали
- Благородные металлы и титан
Плазменная сварка весьма эффективна при производстве сборных труб диаметром свыше 1,5 дюйма. Сварку элементов меньшего диаметра можно осуществлять методом TIG на том же оборудовании.
Данный комплекс разработан для производства емкостей большого объема из нержаверщей стали (марка 300 толщиной от 1 до 8-10 мм для транспортировки и хранения химической и пищевой продукции). Данная установка работает по оригинальной технологии SAF-FRO плазма + TIG, когда первая, «плазменная», сварочная головка осуществляет плавление на стыке двух листов. Вторая головка, «TIG», с металлом-наполнителем, оснащенная электромагнитным дуговым осциллятором и модулем защитного газа, выполняет шов с отличной поверхностью, которая зачастую не требует дополнительной обработки. Данный метод с двумя работающими в тандеме сварочными головками обеспечивает более высокую производительность — на 30-50% выше, по сравнению плазменной сварочной установкой с одиночной головкой.
Каждая установка сохраняет и управляет собственными параметрами сварки. Установки также дополнены цифровым блоком управления для синхронизации начала движения или остановок сварочных головок, для управления скоростью движения и длиной сварки. Данный блок управления записывает и управляет параметрами перемещения.
Установка TIG + плазма состоит из двух установок NERTAMATIG 450:
- Плазменная установка со сварочной головкой SP 7 и регулируемым напряжением дуги
- Установка TIG со сварочной головкой МЕС 4, регулируемым напряжением дуги, механизмом подачи проволоки, осциллятором дуги и модулем защитного газа.
- Центральным модулем
- Интерфейсом для:
- Облегчения его интеграции в окружение машины посредством внешнего PLC (режим открытого PLC)
- Обеспечения (посредством ПО, установленного на ПК) доступа к программным файлам, возможности редактирования программ, экспорта программ в файл Excel для печати и хранения.
- Промышленным разъемом USB для импорта-экспорт программ
- Вспомогательным источником питания для пилотной дуги (25A)
- Основным источником питания (450A)
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Источник питания использует транзисторную технологию с прерывателем, специально предназначен для сварки ТИГ или плазменной сварки, на параметры не влияют колебания питающей сети + 10 %.
- Сварочный ток : 3 — 450 A
- ПВ: 100% при 450A и 40°C
- Частота импульса: 1 – 1000 Гц.
- Напряжение без нагрузки: 110 В
- Ток вспомогательной дуги: 7 — 25 A / 100 %
- Напряжение питающей сети: 230 / 400 / 415 / 440 В — 3 ф., 50-60 Гц
Эта установка отвечает самым высоким требованиям к качеству сварки и производительности в различных отраслях промышленности, таких как изготовление бойлеров из нержавеющей стали, аэрокосмическая техника с использованием цветных металлов, химическая технология, производство, трансформация и
транспорт энергии, а также сборка газо и нефтепроводов.
В этой системе блок управления заменен на промышленный ПК, позволяющий осуществлять полное управление пуском аппарата только с одной панели управления и придающий следующие функции:
- Цифровое управление процессом сварки, связанных с ней перемещениями и приводами.
- Прослеживаемость, программа включает все параметры, позволяющие обеспечить воспроизводимость сварки.
- Система контроля качества по опции, запись и сохранение важнейших параметров сварки (ток, напряжение, подача проволоки, перемещение).
- Удобный для пользователя интуитивный интерфейс, позволяющий осуществлять программирование, контроль и слежение.
- Интуитивное составление цикла благодаря графическому программированию.
- Сенсорный экран, облегчающий использование HPW.
- Независимое программирование на РС, обмен данными через USB.
- Оптимизация компоновки аппарата.
- Управление с помощью промышленного ПК.
- Удобство пользования и интуитивный интерфейс, позволяющий программирование, управление и
слежение - Интуитивная, интерактивная и удобная для пользователя программа интерфейса HPW позволяет легкое ориентирование и облегчение диалога между аппаратом и оператором, следовательно, гибкость сварки применительно к вашей продукции
- Видеосистема TIG / плазма является узлом, который легко интегрируется в оборудование SAF-FRO и благодаря значительному увеличению изображения позволяет более точно позиционировать сварочную головку, что облегчает работу оператора и улучшает качество сварки.
| Отклонение дуги | Осцилляция дуги |
Отклонение дуги
Данная технология позволяет электрически изогнуть дугу TIG, что значительно удлиняет тепловую зону вдоль оси сварки и на 30-50 % ускоряет сварку деталей толщиной менее 2 мм. Данная особенность имеет большое значение при непрерывной сварке тонких труб, гнутых с листа, патрубков для кабеля, защиты электрического сопротивления и пр. детали, выпускаемые крупными сериями без металла-наполнителя.
Осцилляция дуги
Развитие метода отклонения дуги, описанного выше. Осцилляция дуги применяется для нанесения металла на зоны шириной до 20 мм, чтобы заполнить фацетированные участки или восстановить покрытие поверхности.
Повышение производительности путем увеличения скорости нанесения металла.
Для заполнения фасок глубиной 40 мм использование горячей проволоки является очень интересным решением, которое великолепно адаптировано к установкам, имеющим повышенные требования к характеристикам сварного шва.
Особый метод, позволяющий с использованием дополнительной энергии довести конец проволоки до состояния, близкого к точке плавления. Доказавший свою рентабельность при сварке листов толщиной более 10 мм, метод с горячей проволокой позволяет наносить 2,5-3 кг металла в час для заполнения фацетированных участков в несколько заходов или для наплавки на поверхности.
Данное устройство обеспечивает автоматическое регулирование положения горелки в пределах допустимых отклонений. Поддержание расстояния между электродом и свариваемой деталью эквивалентно поддержанию постоянного значения напряжения дуги. Эта функция выполняется путем управления приводной направляющей, на которой установлена сварочная горелка.
Источник: https://www.svartools.ru/technology/primenenie-protsessa-plazmennoy-i-plazmennoy-tig-varki/





