- Слесарные работы. Резка
- Правила разрезания материалов ручными инструментами
- Механизация работ при резке
- Резка металла
- Pereosnastka.ru
- Реклама:
- Техника слесарной обработки металлов и оборудованние приминяемое при работе
- Слесарно-ремонтные работы
- Разметка, рубка, правка и гибка
- Разметка заготовки
- Поруб металла
- Правка и гибка изделия
- Обработка металла резанием
- Неразъемные соединения
- Пайка деталей
- Резание металла слесарной ножовкой
- ГБОУ
СПО ЛНР - Алчевский
металлургический колледж 
- Учебное пособие
- для
выполнения слесарных работ. - Тема
урока: - «Резка металла»
-
Разработала: -
мастер производственного обучения -
Ермишина Ирина Петровна - Алчевск
- 2018
г - Тема
урока: «Резка металла» - Резание металла ножовкой.
- Для разрезания заготовок из сортового
проката применяют ручную слесарную ножовку.
Полотно слесарной
ножовки — тонкая лента из твердой стали, на одной кромке которой
нанесены зубья клиновидной формы. Каждый зуб 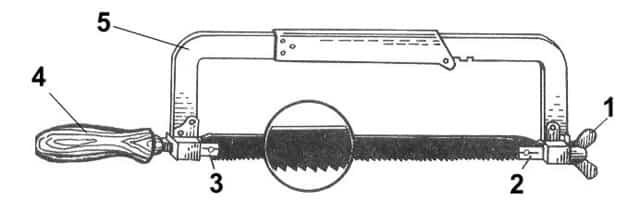 представляет
представляет
собой резец.
Ножовочное полотно должно
быть надежно закреплено в рамке(см. рис. справа 5) натяжным
винтом(1), а зубья направлены в сторону, противоположную ручке(4).
Приступая к
работе, следует отрегулировать натяжение полотна в ножовочной рамке. Для этого
нужно вставить один край полотна в заднюю головку (3)
и закрепить шплинтом.
Второй край полотна вставить в пропил передней
головки(2) и натянуть полотно с помощью натяжного
винта-барашка. Слишком сильное натяжение полотна, как и слишком слабое,
может привести к
его поломке.
По разметочной
риске делают неглубокий пропил трехгранным напильником. Это обеспечит точное
направление движения полотна.
Во время работы нужно принять правильную
рабочую позу (см. рис. слева): стать вполоборота к тискам, левую ногу поставить
вперед и ступни расположить под углом друг к другу.
Ножовку во время
резания держат двумя руками. Положение рук показано на рисунке ниже.
Перемещение ножовки осуществляется только руками, а корпус остается
неподвижным. Это позволяет экономить силы и обеспечивает высокое качество
работы.
Ножовкой
можно резать полосовой материал только в том случае, если на его толщине
укладывается три или более зубьев ножовочного полотна.
Более тонкий
материал закрепляют между деревянными брусками (см.рис. справа).
Тонкие заготовки собирают пакетами, т. е. складывают несколько штук вместе и закрепляют
в тисках.
При
разрезании длинных заготовок не всегда удается
довести резание до конца из-за того, что рамка станка упирается в их торец.
Тогда полотно поворачивают по отношению к рамке на 90° (см.рис. слева) и
продолжают работу.
Заготовки
фасонного профиля (уголок, швеллер и др.) при
разрезании ножовкой рекомендуется закреплять в деревянных нагубниках (см.рис.
справа).
В
начале разрезания полосового и квадратного проката ножовку наклоняют слегка
вперед. Постепенно наклон уменьшают и после того, как пропил дойдет до
ближайшего ребра заготовки, ножовку возвращают в горизонтальное положение.
Надо
следить за тем, чтобы разметочная риска была сохранена. Если пилить точно по
разметочной риске, то после отпиливания размер детали будет меньше заданного на
чертеже, что приведет к непоправимому браку.
Движение ножовки вперед является рабочим, так как в это время зубья полотна
режут металл, а движение назад — холостым.
При движении ножовки вперед ее
слегка прижимают вниз, обратное движение выполняют без
нажима.
Ход ножовки должен
быть полным, чтобы полотно изнашивалось равномерно по всей длине. Двигать
ножовку нужно плавно, без рывков, ритмично.
Скорость движения
ножовки может быть от 30 до 60 двойных ходов в минуту. Чтобы уменьшить трение,
полотно ножовки покрывают машинным маслом или другим густым смазочным
материалом.
Заготовку
надо надежно закреплять в тисках. Работать ножовкой надо плавно, без
рывков.
Заканчивая
резание, необходимо ослабить нажим на ножовку и придержать снизу отрезаемую
часть.
Нельзя
сдувать стружку и сметать ее рукой. Надо пользоваться щеткой-сметкой.
- Варианты слесарных
ножовок и различных приспособлений для резания металла. - Резание
металла ножницами. - Тонколистовой
металл можно резать специальными ножницами.
Ручные
ножницы состоят из двух половинок. Каждая
половинка изготовлена как единое целое и объединяет в себе нож и ручку.
Половинки
соединены между собой винтом. По расположению режущих ножей ручные ножницы
подразделяются на левые(рис. слева а) и правые (рис. слева б).
Если смотреть на ножницы со стороны ножей, у левых ножниц верхний нож
расположен слева, у правых — справа.
По форме режущих ножей различают прямые
(рис. справа а-г) и кривые ножницы
(д).
Для снижения
усилий, необходимых для разрезания прочного материала, используют рычажные
ножницы (см.рис. слева).
Режущие кромки ножей у ножниц должны быть хорошо заточены, а режущие плоскости
плотно прилегать друг к другу и хорошо закреплены винтом.
Качество заточки ножниц можно проверить по тому, насколько хорошо или плохо они
режут бумагу.
Тонколистовой металл можно разрезать двумя способами.
Первый
способ — ножницы берут правой рукой.
Большой палец располагают на верхней ручке, а указательным, средним и
безымянным пальцами охватывают нижнюю ручку. Мизинец располагают между ручками:
при разрезании им раздвигают ручки ножниц (см.рис. справа).
Если ручки ножниц
раздвигаются туго, то вместо мизинца можно использовать указательный палец. В
этом случае его помещают между ручками ножниц.
Второй
способ разрезания тонколистового металла
заключается в том, что одну ручку ножниц (ту, которая снизу) зажимают в тисках,
а другую охватывают пальцами правой руки (см.рис. слева).
Материал
в обоих случаях подают левой рукой. Этот способ позволяет значительно усилить
давление между ножами и резать более твердый материал. Заготовку слегка
поднимают и подают на себя, а лезвие направляют точно по риске.
После резания заготовку выправляют, снимают с кромок заусенцы, притупляют
острые углы, проверяют линейкой и угольником качество резания.
Приемы резания
листа металла ножницами по прямой линии несколько отличаются
от приемов резания по окружности или другой кривой, но в любом случае нужно,
чтобы в процессе резания всегда была видна линия разреза.
При резании по
кривой линии (см.рис. справа) возникают затруднения в продвижении ножниц, так
как в месте закругления отрезанная часть металла хуже загибается и мешает
работе ножниц.
Для того чтобы
избежать этого при вырезании, например, круга из квадратного листа жести,
вначале по прямым линиям отрезают углы, а затем вырезают круг, срезая неширокую
полоску жести (см.рис. слева).
При работе ножницы следует раскрывать не полностью, а лишь настолько, чтобы они
захватывали лист. Если раскрывать ножницы слишком широко, то они будут не резать,
а выталкивать лист.
При разрезании
тонколистового металла ножницами отрезаемая часть сильно изгибается и кромки
листа в месте разреза делаются очень острыми. Поэтому на левую руку,
поддерживающую лист, обязательно надевайте рукавицу.
Левая
рука не должна находиться на линии реза.
Разрезая лист по линии большой длины, нельзя полностью сжимать ножи, так как
это может привести к трещинам и даже разрывам кромок материала на линии
разреза.
Закрепление
ножниц в тисках должно быть прочным и надежным, так как при их срыве можно
поранить руки о губки тисков.
Нельзя касаться голыми руками отрезанных кромок заготовки.
Подавайте ножницы ручками от себя, а кладите наоборот.
На предприятиях
тонколистовой металл режут на специальных машинах-ножницах.
Различают механические ножницы — гильотинные
и дисковые.
Гильотинные
ножницы бывают двух видов: параллельные и наклонные.
У первых ножи расположены параллельно друг к другу, у вторых — под небольшим
углом.
В дисковых
ножницах листовой металл режется острыми краями вращающихся дисков(см.рис.
слева).
Для фигурной резки используются высечные
ножницы, верхний нож которых поворачивается вокруг оси, а нижний —
неподвижен(см.рис. справа).
Резание заготовок на предприятии выполняют резчики металла. Они
должны хорошо знать свойства различных металлов и устройство промышленных
ножниц, уметь выполнять разметку заготовок.
В последнее время в производстве получают
распространение резка металла лучом лазера, струёй
воды под большим давлением. Эти способы отличаются высокой производительностью
и точностью.
Слесарные работы. Резка

Резка (резание) — операция, связанная с разделением материалов на части при помощи ножовочного полотна, ножниц или другого режущего инструмента.
К инструментам и приспособлениям, получившим наиболее широкое применение при резке, относятся ручные слесарные ножовки и ножницы различных конструкций (для разрезания листового материала и профильного проката); труборезы и приспособления для закрепления разрезаемых заготовок.
Ручные слесарные ножовки (рис. 1, а) предназначены для разрезания профильного проката, толстых листов и полос, выполнения пазов и шлицов в головках винтов и вырезания заготовок по контуру.
Ручные ножницы (рис. 1, б) изготавливают прямыми, правыми и левыми. Они предназначены для разрезания листовой стали толщиной до 0,7 мм, листовой меди и латуни толщиной до 1,5 мм.
Силовые ножницы (рис. 1, в) применяют при разрезании листовой стали толщиной до 2,5 мм.
Ручные настольные рычажные ножницы (рис. 1, г) применяют для разрезания стальных листов толщиной до 4 мм и алюминиевых или латунных — до 6 мм.
 Рис. 1. Инструменты для разрезания металла: а — ножовочные станки; б — ручные ножницы; в — силовые ножницы: 1 — нож; 2 — винт; 3 — шарнирное звено; 4 — рукоятка с насечкой; 5 — рукоятка с пластмассовым наконечником; 6 — ось; 7 — рычаг; 8 — шайба; г — ручные настольные рычажные ножницы: 1 — основание; 2 — рукоятка; 3 — нож; 4 — заготовка
Рис. 1. Инструменты для разрезания металла: а — ножовочные станки; б — ручные ножницы; в — силовые ножницы: 1 — нож; 2 — винт; 3 — шарнирное звено; 4 — рукоятка с насечкой; 5 — рукоятка с пластмассовым наконечником; 6 — ось; 7 — рычаг; 8 — шайба; г — ручные настольные рычажные ножницы: 1 — основание; 2 — рукоятка; 3 — нож; 4 — заготовка
Труборезы (рис. 2) обеспечивают более качественное по сравнению со слесарной ножовкой разрезание труб.
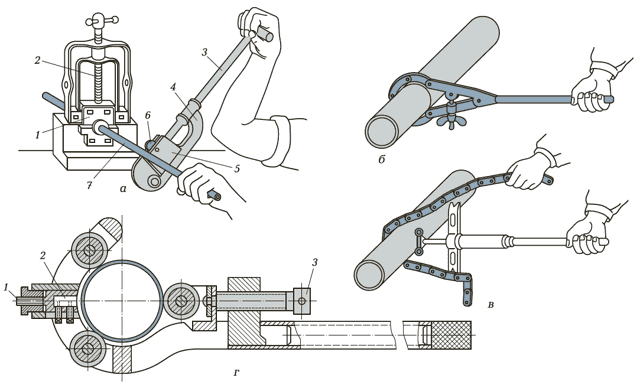 Рис. 2. Труборезы: а — роликовый: 1 — прижим; 2 — винт; 3 — винтовой рычаг; 4 — скоба; 5 — кронштейн; 6 — режущий ролик; 7 — труба; б — хомутиковый; в — цепной; г — резцовый: 1 — нажимной ролик; 2— отрезной ролик; 3 — винт
Рис. 2. Труборезы: а — роликовый: 1 — прижим; 2 — винт; 3 — винтовой рычаг; 4 — скоба; 5 — кронштейн; 6 — режущий ролик; 7 — труба; б — хомутиковый; в — цепной; г — резцовый: 1 — нажимной ролик; 2— отрезной ролик; 3 — винт
При разрезании заготовок их необходимо закреплять либо в тисках, либо в специальных приспособлениях, например трубных прижимах.
Правила разрезания материалов ручными инструментами
При резании металла ручными инструментами следует соблюдать ряд правил, которые в значительной мере различаются в зависимости от используемого инструмента и свойств материала, подвергаемого разрезанию.
При разрезании материалов ручной ножовкой следует придерживаться следующих правил:
- Проверить правильность установки и натяжения ножовочного полотна в станке ручной ножовки.
- Произвести разметку линии реза по всему периметру заготовки с припуском 2…3 мм на последующую обработку.
- Закрепить заготовку в тисках.
- Разрезание полосового и углового материала следует производить по широкой части заготовки.
- В том случае, если длина реза на заготовке превышает размер полотна ножовочного станка, разрезание следует производить ножовочным полотном, закрепленным перпендикулярно плоскости ножовочного станка (ножовкой с повернутым на 90° полотном).
- Листовой материал малой толщины при разрезании следует зажимать в тисках между деревянными брусками и разрезать вместе с ними.
- При разрезании труб их следует закреплять в трубном прижиме или в тисках с использованием доя этого профильных (призматических) деревянных прокладок.
В процессе разрезания заготовки необходимо:
- в начале разрезания наклонять ножовку от себя на 10… 15°;
- при разрезании ножовочное полотно удерживать в горизонтальном положении;
- в работе использовать не менее 3/4 ножовочного полотна;
- рабочее движение производить плавно, без рывков;
- в конце разрезания нажатие на ножовку ослабить и поддерживать отрезанную часть рукой.
При разрезании листового металла ручными ножницами необходимо выполнять следующие правила:
- при разметке заготовки необходимо предусмотреть припуск 0,5 мм на последующую обработку;
- разрезание следует производить при надетых на руки руковицах;
- разрезаемую заготовку следует располагать строго перпендикулярно лезвиям ножниц;
- в конце разрезания лезвия ножниц не следует сводить полностью;
- разрезание следует производить строго по линии разметки.
При разрезании металла ручными рычажными ножницами следует:
- работать в рукавицах;
- разрезание листового материала размером более 0,5×0,5 м производить вдвоем (один должен поддерживать лист и продвигать его в направлении от себя по нижнему ножу, а другой — нажимать на рычаг ножниц);
- располагать разрезаемую заготовку строго перпендикулярно плоскости подвижного ножа;
- не доводить ножи до полного сжатия в конце каждого реза.
При разрезании труб труборезом рекомендуется:
- отмечать линию реза мелом по всему периметру трубы;
- прочно закреплять трубу в трубном прижиме или в тисках с использованием профильных деревянных прокладок;
- располагать место реза не более чем в 100 мм от зажимных губок прижима или тисков;
- смазывать место реза машинным маслом;
- следить за перпендикулярностью рукоятки трубореза оси трубы;
- следить, чтобы диски трубореза располагались точно, без перекоса по линии реза;
- не прикладывать больших усилий при вращении винта рукоятки трубореза для подачи режущих дисков;
- поддерживать труборез обеими руками в конце реза.
Механизация работ при резке
Механизация работ при резке осуществляется главным образом за счет ручного механизированного инструмента, в качестве которого, в большинстве случаев, применяют механическую ножовку и ручные электровибрационные ножницы.
 Рис. 3. Механическая ножовка: 1 — барабан; 2 — корпус; 3 — палец; 4 — ползун; 5 — скоба; 6 — ножовочное полотно
Рис. 3. Механическая ножовка: 1 — барабан; 2 — корпус; 3 — палец; 4 — ползун; 5 — скоба; 6 — ножовочное полотно
Механическая ножовка (рис. 3) состоит из корпуса 2, в котором помещен электрический двигатель. На валу двигателя установлен барабан 1, в спиральный паз которого входит палец 3, соединенный с ползуном 4.
На ползуне укреплено ножовочное полотно 6. При вращении барабана ножовочное полотно получает возвратно-поступательное движение и выполняет разрезание металла.
Во время работы ножовка упирается скобой 5 и поддерживается за рукоятку.
Ручные электровибрационные ножницы (рис. 4) позволяют разрезать листовую сталь толщиной до 2,7 мм. Ножницы состоят из корпуса 3, в котором смонтирован электрический двигатель, и корпуса 2 ножовочной головки. Двигатель через червячную передачу приводит в движение эксцентриковый вал 1.
Шатун 9, установленный на эксцентриковый вал 1, нижней головкой связан с пальцем 8 рычага верхнего ножа 6. Нижний нож 5 крепится к скобе 4. В процессе работы шатун 9, совершая возвратно-поступательное движение, заставляет качаться ножевой рычаг 7 с верхним ножом 6, обеспечивая разрезание металла.
Зазор между ножами регулируется перемещением скобы 4 в картере ножевой головки. Величина этого зазора зависит от толщины разрезаемого металла.
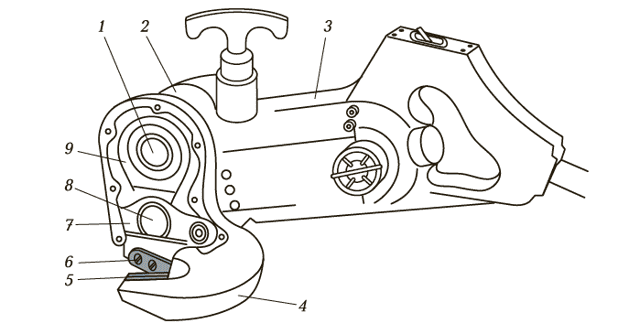 Рис. 4. Ручные электровибрационные ножницы: 1 — эксцентриковый вал; 2 — корпус ножовочной головки; 3 — корпус; 4 — скоба; 5 — нижний нож; 6 — верхний нож; 7 — рычаг; 8 — палец; 9 — шатун
Рис. 4. Ручные электровибрационные ножницы: 1 — эксцентриковый вал; 2 — корпус ножовочной головки; 3 — корпус; 4 — скоба; 5 — нижний нож; 6 — верхний нож; 7 — рычаг; 8 — палец; 9 — шатун
Резка металла
Резка металла — это разделение его на части или заготовки с помощью ножовки, ножниц и других режущих инструментов.
Операция резки металла в слесарных работах применяется обычно с целью получения заготовок для деталей.
Холодная резка металла может производиться двумя способами: без снятия стружки — различными ножницами, кусачками, и со снятием стружки — ножовкой, резцом, пилой и т. д. Механическая (машинная) резка металла будет рассмотрена в гл. 11 «Обработка деталей корпуса», а тепловая резка — в гл. 7 «Тепловая резка».
Для ручной резки металла без снятия стружки используется следующий инструмент и оборудование.
Ручные ножницы (рис. 4.9, а) применяются для резки тонкого листового материала толщиной до 0,8 мм.
Рис. 4.9. Ножницы для резки металла: а — ручные; б — рычажные; в — переносные для резки угловой стали. 1 — нижний нож; 2 — верхний нож; 3,6 — рукоятка; 4 — промежуточный рычаг; 5 — промежуточная тяга;
7 — вырез щеки.
Стуловые ножницы применяются для резки листового металла толщиной до 3 мм. Рычажные ножницы (рис. 4.9, б) используются для резки металла толщиной до 5—6 м. Для резки мелких угольников предназначены переносные ножницы (рис. 4.9, в).
В настоящее время для механизации ручной резки металла широко применяются пневматические вибрационные ножницы (рис. 4.10), позволяющие резать металл толщиной до 3 мм.
Рис. 4.10. Вибрационные ножницы.
Следует отметить, что названные пределы толщин разрезаемого металла относятся к обычной стали. Для других металлов и сплавов эти значения могут быть больше или меньше, в зависимости от прочности материала.
Для резки труб служит труборез с дисковыми ножами, закрепленными на корпусе и ползуне.
Резку металла вручную со снятием стружки выполняют при помощи ножовки. Распиливаемый материал необходимо закреплять в тисках таким образом, чтобы он не вибрировал при пилке (рис. 4.11).
Рис. 4.11. Правильное положение ножовки во время работы.
Ножовкой работают со скоростью 30—60 двойных ходов в минуту. Твердые металлы разрезают с меньшей скоростью, мягкие — с большей. Нажимают на ножовку при движении вперед; при обратном ходе нажимать не следует. В конце резки нажим ослабляют.
Если при разрезании заготовок не требуется получить чистые торцы, то допускается ради экономии времени надрезать металл (круглый, шестигранник и т. п.) с нескольких сторон, не доходя до середины, а затем отломить заготовку.
Pereosnastka.ru
- Слесарная резка
- Категория:
- Резание металла
Слесарная резка
Резкой называют процесс разделения заготовки на части заданных размеров и формы.
Резку применяют для получения заготовок заданных размеров и формы из сортового и листового проката, а также прорезей и отверстий в заготовках.
Современные методы резки обеспечивают высокопроизводительную обработку заготовок практически любых размеров и из материалов с любыми физико-механическими свойствами.
Различают следующие технологические методы резки.
1. Распиливание ножовками, ленточными и дисковыми пилами. Используется для резки сортового проката.
2. Резка ножницами. Применяется для резки листового проката.
3. Резка на металлорежущих станках (токарных, фрезерных и др.).
4.
Анодно-механическая, электроискровая и светолу-чевая (лазерная) резка. Эти методы применяют в тех случаях, когда другие методы не обеспечивают достаточной производительности и требуемого качества.
Например, они используются для резки высокопрочных материалов по сложному и точному контуру и т. д.
5. Ацетиленокислородная резка. Ее используют для резки заготовок значительной толщины из углеродистой стали. Она не обеспечивает высокой точности, приводит к изменению структуры и химического состава материала в месте реза. Однако она широко распространена в условиях единичного производства благодаря своей простоте, высокой производительности и универсальности.
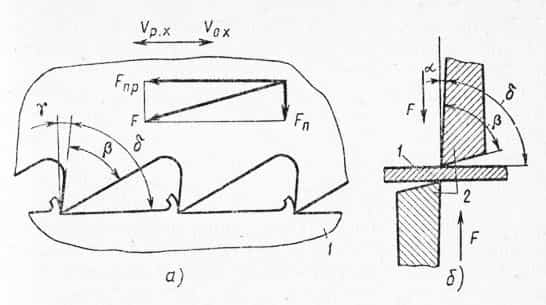
Рис. 1. Распиливание (а) и резка заготовок на ножницах (б): 1 — заготовка, 2 — ножи; у — передний угол, а — задний угол, Р — угол заострения, 8 — угол резания
Резка может производиться как вручную, так и механически.
Физическая сущность резки основана на различных способах разрушения материала заготовки в месте реза.
При распиливании и резке на металлорежущих станках сила F, приложенная к режущему клину, направлена под острым углом к обрабатываемой поверхности. Поэтому режущий клин срезает материал и превращает его в стружку. При резке на ножницах сила F, приложенная к режущему клину, перпендикулярна обрабатываемой поверхности. Поэтому инструмент разрезает материал без образования стружки.
Электроискровая резка основана на электрической эрозии (разрушении) материала заготовки. Конденсатор С, включенный в зарядный контур, заряжается через резистор R от источника постоянного тока напряжением 100—200 В.
Когда напряжение на электродах (инструменте) и (заготовке) достигнет пробойного, между их ближайшими микровыступами происходит искровой разряд продолжительностью 20—200 мкс. Температура разряда достигает 10 000—12 000 °С.
В месте разряда на заготовке мгновенно расплавляется и испаряется элементарный объем материала и образуется лунка. Удаленный материал в виде гранул остается в диэлектрической среде (масле), в которой проходит процесс обработки.
Разрядами, следующими непрерывно друг за другом, разрушается весь материал заготовки, находящийся от инструмента на расстоянии 0,01—0,05 мм. Для продолжения процесса обработки электроды необходимо сблизить, что делается автоматически.
Рис. 1.6. Электроискровая резка заготовок: 1 — проволока-инструмент, 2 — заготовка
При ацетиленокислородной резке металл заготовки в месте реза сначала подогревают ацетиленокислород-ным пламенем до температуры его воспламенения в кислороде (для стали 1000—1200 °С). Затем в это место направляют струю кислорода и металл начинает гореть. При этом выделяется столько теплоты, что ее достаточно для поддержания непрерывного процесса резки.
Анодно-механическая резка основана на комбинированном разрушении материала заготовки — электрическом, химическом и механическом. Постоянный ток, проходящий в месте реза между заготовкой и инструментом, вызывает электрическую эрозию поверхности заготовки.
Образующиеся расплавленные частицы материала выносятся из зоны обработки вращающимся инструментом — диском.
Одновременно электролит, подаваемый в зону обработки, под действием электрического тока образует на поверхности заготовки пленки оксидов, которые удаляются тем же вращающимся инструментом.
Инструменты для резки. При распиливании в качестве режущих инструментов применяют ножовочные полотна (для ручной и механической ножовок), ленточные и дисковые пилы.
Ножовочные полотна и ленточные пилы представляют собой тонкую ленту из быстрорежущей или легированной (Х6ВФ, В2Ф) стали с мелкими зубьями в виде клиньев на одной или двух сторонах. Ленточные пилы получают путем сгибания ленты в кольцо и спаивания ее концов высокотемпературным припоем.
У дисковой пилы зубья расположены на периферии диска. Режущие зубья закаливают до твердости 61 — 64 HRQ. Для того, чтобы инструмент не заклинивал в узком пропиле, его зубья разводят.
При выборе инструмента для распиливания в первую очередь следует учитывать длину пропила и твердость обрабатываемого материала.
При длинных пропилах необходимо выбирать полотна с крупным шагом зубьев, а при обработке тонкостенных заготовок — с мелким. В резании должны одновременно участвовать не менее трех зубьев.
Чем выше твердость обрабатываемого материала, тем больше должен быть угол заострения. Образующаяся в этом случае стружка имеет форму запятой и плотно укладывается в небольшом пространстве.
При обработке мягких материалов следует применять инструменты с большим пространством для стружки.
Положительный передний угол повышает производительность, так как в этом случае зуб режет, а не скоблит материал заготовки.
Для обработки высокопрочных материалов применяют ножовочные полотна с синтетическими алмазами на рабочей поверхности.
Для резки листового материала применяют режущие инструменты в виде ножей, которые чаще всего выполняются съемными. Ножи бывают с прямолинейными, криволинейными и круглыми (роликовыми и дисковыми) режущими кромками.
При анодно-механической резке в качестве инструмента используют тонкие диски из мягкой стали. На электроискровом станке в качестве инструмента для вырезания применяют непрерывно перемещающуюся проволоку.
Оборудование и приспособления для резки. В условиях инструментального цеха небольшие заготовки режут ручной ножовкой. Ножовочное полотно крепят в рамке так, чтобы зубья были направлены от рукоятки.
Ручные рычажные ножницы предназначены для резки листового материала. В инструментальных цехах используют небольшие переносные ножницы. На них можно разрезать листовую сталь толщиной до 4 мм, алюминий и латунь — до 6 мм.
Ручные ножницы предназначены для резки листового материала, изготовления заготовок с криволинейным контуром, вырезания в заготовках отверстий сложного контура. Для прямолинейного реза применяют ножницы с прямыми широкими ножами.
Если верхняя режущая кромка расположена справа относительно нижней, то ножницы называются правыми, а если слева — левыми. Для получения наружных криволинейных резов используют ручные ножницы с изогнутыми широкими ножами.
Вырезание внутренних криволинейных контуров производят ножницами с узкими изогнутыми ножами.
Механическую резку листового материала выполняют ручными электроножницами, виброножницами, а также на роликовых, многодисковых и листовых ножницах.
Последовательность и приемы работ при резке. Резке предшествует разметка. Затем выбирают метод резки, оборудование и инструмент.
Большое значение для качественной обработки имеет правильное выполнение приемов резки.
Расположение заготовки и инструмента при ручной резке должно быть таким, чтобы разметочная риска постоянно была доступна для наблюдения. При большой длине реза нажим на ножовку увеличивают, при малой — уменьшают.
Так как зубья ножовки особенно легко ломаются в начале и в конце реза, в эти моменты нажим на нее должен быть минимальным.
Ручные ножницы при резке следует раскрывать на 2/3 длины режущих кромок. В этом случае они легко захватывают заготовку и хорошо режут. Плоскость резания всегда должна быть перпендикулярна разрезаемой поверхности заготовки. Перекос ведет к заеданию, смятию кромок и появлению заусенцев.
Большое значение имеет правильная регулировка инструмента. Так, при слабом натяжении ножовочного полотна в ручной ножовке рез получается косым. Большой зазор между ножами ведет к образованию заусенцев. Появление заусенцев при правильно отрегулированных ножах является сигналом об их затуплении.
Выполняя резку ручной ножовкой, следует стоять свободно и прямо, вполоборота к тискам.
Реклама:
Техника слесарной обработки металлов и оборудованние приминяемое при работе
Слесарные работы по металлу в основном относятся к процессам холодной обработки металлов резанием. Такая обработка может осуществляться вручную или с помощью специального механизированного инструмента. Такими инструментами являются зубило, кернер, молоток, шабер, ножницы гильотинные, напильник и многие другие.
Слесарная обработка заготовки из металла выполняется в определенной последовательности.
Первым делом осуществляют подготовительные работы по изготовлению заготовки или изменению ее формы — правку, резку, рубку, гибку материала.
Затем заготовку размечают и осуществляют её основную обработку: последовательно снимают лишний слой металла, чтобы она приобрела размеры, форму и состояние поверхностей, близких к указанным на чертеже.
 Инструмент слесаря
Инструмент слесаря
Потом выполняется отделочная обработка металлических изделий, после которой деталь должна соответствовать всем требованиям чертежа.
Слесарно-ремонтные работы
Существуют слесарно-ремонтные работы, заключающиеся в замене или исправлении поврежденных и изношенных деталей, изготовлении недостающих деталей, сборке узлов, механизмов и даже целой машины, выполнении подгоночных работ и работ по регулировке собранных механизмов и проведении испытаний готовой машины. У каждого слесаря имеется свое рабочее место — небольшой участок производственной площади цеха, где есть все необходимое оборудование: ручные инструменты для обработки металла, контрольно-измерительные приборы, вспомогательные приспособления.
Основным оборудованием рабочего места для слесарной обработки является слесарный верстак с тисками, закрепленными на нем, и набором необходимых рабочих и контрольно-измерительных инструментов и приспособлений.
Чтобы на рабочем месте можно было перемещать деталь или узлы массой более 16 кг, оно должно обслуживаться кранами или подъемниками.
Для выполнения сборочных или разборочных работ рабочие места оснащают стендами, конвейерами, рольгангами, специальными тележками или другими транспортирующими устройствами.
Разметка, рубка, правка и гибка
Слесарная обработка металлов включает в себя такие операции, как разметка, рубка, правка и гибка, а также резка металла ножовкой и ножницами, нарезание внутренней или наружной резьбы, шабрение и соединение деталей с помощью паяния или склеивания.
Разметка заготовки
Разметка — это процесс нанесения на поверхность заготовки специальных линий (рисок), которые согласно требованиям чертежа определяют места или контуры детали, подлежащие обработке.
Разметка создает необходимые условия для получения детали определенной формы и нужных размеров, удаления с заготовок припуска металла до заданных границ и для максимальной экономии материалов.
История художественной обработки металла знает множество примеров, когда с помощью разметки и последующим гравированием или насечкой получались настоящие произведения искусства.
Поруб металла
Процесс рубки представляет собой снятие металла заготовки с помощью зубила и молотка. Она производится в тисках, на наковальне или плите.
Правка и гибка изделия
Правка — это операция, с помощью которой устраняют различные недостатки формы заготовки (неровности, кривизну). Ручная правка выполняется молотком на правильной наковальне или плите, а машинная — на правильных машинах.
С помощью гибки заготовке придается заданная форма (при изготовлении петель, скоб, колец, кронштейнов и других изделий). Как и любая другая обработка металла, ручная гибка может производится в тисках с применением слесарного молотка и всевозможных приспособлений. Механизированная гибка осуществляется на гибочных станках и гибочных прессах с ручным и механизированным приводом.
Обработка металла резанием
Для резки металла может применяться специальная ножовка или ножницы (гильотина для металла). Листовой металл режут ручными или механическими ножницами, трубами, а профильный материал — ручными или механическими ножовками по металлу. Для резки труб применяют труборезы, а также дисковые и ленточные механические пилы.
Техника обработки металла резанием включает в себя такую операцию, как опиливание. Этот процесс заключается в снятии с поверхности обрабатываемого изделия слоя металла с целью придания ему более точных размеров и необходимой чистоты поверхности. Опиливание выполняется напильниками.
При слесарной обработке металлов может производиться такая операция, как сверление — получение цилиндрических отверстий при помощи сверла.
Сверление можно осуществлять на многих металлорежущих станках: сверлильном, токарном, револьверном и других. Наиболее приспособленными для этой операции являются сверлильные станки.
Во время сборочных и ремонтных работ сверление часто производят с помощью переносных дрелей: пневматических, электрических и ручных.
Изготовление деталей из металла может включать в себя нарезание резьбы — процесс образования на внутренних и наружных цилиндрических и конических поверхностях заготовок спиралей, служащих для соединения деталей.
Такие детали образуют разъемные соединения. Резьбу на болтах, винтах и прочих деталях нарезают в основном на станках.
При сборке и ремонте агрегатов, а также при монтажных работах прибегают к нарезанию резьбы вручную при помощи метчиков и плашек.
Технологии ручной обработки металла немаловажное значение придают шабрению — операции по обработке поверхностей металлических деталей, в процессе которой соскабливают слой металла специальным режущим инструментом — шабером. Шабрение применяют для обеспечения точного соприкосновения трущихся поверхностей без нарушения их смазки. Данную операцию выполняют вручную или на специальных станках.
При слесарных работах финишная обработка металла часто осуществляется с помощью притирки, которую выполняют с использованием твердых шлифовальных порошков, наносимых на специальные притиры из серого чугуна, меди, мягкой стали и других материалов.
Притир по форме должен соответствовать форме обрабатываемой поверхности.
Путем перемещения притира по обрабатываемой поверхности с неё снимают очень тонкий (0,001—0,002 мм) слой шероховатостей, что способствует достижению плотного соприкосновения сопрягаемых деталей.
Неразъемные соединения
Для получения неразъемных соединений из металлических деталей нередко применяются такие способы обработки металла, как клепка и паяние (пайка). Клепка — способ получения неразъемного соединения из двух или нескольких деталей с помощью заклепок. Клепку можно производить пневматическим молотком, ручным слесарным молотком или на специальных клепальных машинах.
Пайка деталей
Пайка это процесс соединения металлических частей с помощью расплавленного сплава, который называется припоем и имеющий температуру плавления гораздо ниже, чем металл соединяемых деталей. Обработка металла в домашних условиях зачастую включает в себя пайку — её широко применяют при ремонтных работах, а также для заделки трещин, устранения утечек жидкостей из сосудов и т. п.
Существуют разные типы обработки металла давлением. Подробно о каждом из них вы можете прочитать в этой статье.
При сваривании высокопрочных сталей нужно обладать определенными знаниями и навыками — только так можно достичь успеха в этом деле. Интересную информацию по этому вопросу вы найдете в нашей статье по https://elsvarkin.ru/texnologiya/vysokoprochnye-stali-i-osobennosti-ix-svarki/ ссылке.
Резание металла слесарной ножовкой
Во время работы нужно принять правильную рабочую позу и держать ножовку двумя руками (рис. 68). При движении ножовки вперед (рабочий ход) зубья режут металл, а при обратном движении (холостой ход) не режут. Поэтому при рабочем ходе нужно перемещать ножовку с легким нажимом на заготовку, а при холостом — без нажима.
Ножовку следует перемещать по заготовке таким образом, чтобы в разрезании участвовала вся длина ножовочного полотна. В этом случае износ полотна будет равномерным по всей длине и полотно прослужит дольше.
Резать полосовой металл легче по узкой стороне. Однако толщина полосы не должна быть меньше расстояния между тремя зубьями полотна, иначе зубья поломаются.
Если же толщина заготовки меньше этого расстояния, то ее закрепляют в тиски между двумя деревянными брусками и затем разрезают.
Если заготовка имеет большую длину и рамка упирается в ее торец, то ножовочное полотно поворачивают на 90° по отношению к рамке и продолжают работу
На предприятиях сортовой прокат режут с помощью механических ножовок дисковых или ленточных пил.
- 1. Надежно закреплять заготовку в тисках.
- 2. Работать плавно, без рывков.
- 3. Ручка ножовки должна быть исправной и плотно насаженной на хвостовик.
- 4. Заканчивая резание, необходимо ослабить нажим на ножовку, поддержать часть заготовки, которую отрезаем.
- 5. Нельзя сметать стружку рукой. Нужно пользоваться специальной щеткой.
- 1. Разметьте заготовки шаблона для контроля углов приспособления для изготовления заклепок и других деталей.
Заготовки из сортового проката разрезают слесарной Основными деталями ножовки являются неразъемная рамка (она может быть и разъемной).
Резать полосовой металл легче по узкой стороне. Однако толщина полосы не должна быть меньше расстояния между тремя зубьями полотна, иначе зубья поломаются.
Если же толщина заготовки меньше этого расстояния, то ее закрепляют в тиски между двумя деревянными брусками и затем разрезают.
Если заготовка имеет большую длину и рамка упирается в ее торец то ножовочное полотно поворачивают на 90° по отношению к рамке и продолжают работу .
На предприятиях сортовой прокат или ленточных пил.режут с помощью механических
При резке твердых материалов нажим на ножовку должен быть сильным, при резании мягких материалов, полос, труб — небольшим. Перед окончанием резки усилие уменьшается во всех случаях. Ножовка при резании перемещается горизонтально, чтобы избежать скольжения, при врезании ножовку отклоняют от себя.
Полосовой металл толщиной свыше 3 мм режут по узкой грани, при меньшей толщине — по широкой. Разрезая широкие поверхности, ножовку последовательно наклоняют от себя и на себя.
Тонкие листы зажимают между двумя деревянными брусками и режут вместе с ними. При отрезании от листа длинных полос полотно поворачивают на 90°, ножовку держат горизонтально.
Фасонные заготовки (детали) и прорези вырезают лобзиками или сточенными по ширине до размера 8- 10 мм ножовочными полотнами.
Прутковый материал разрезают так же, как и полосовой. Если место реза обрабатывается, то разрешается надрезать заготовку с нескольких сторон и затем обламывать.
Ручная резка ножовкой производится обычно без охлаждения. Для уменьшения трения полотно можно смазывать минеральным маслом.
При уводе ножовочного полотна в сторону не следует пытаться исправить положение поворотом ножовки, так как при этом полотно сломается. В этом случае резку нужно начать в новом месте.
Нельзя производить резку полотном со сломанными зубьями, его нужно заменить или сточить 2-3 соседних со сломанным зуба. При продолжении резки новым полотном ее начинают в новом месте, так как изношенное полотно дает пропил меньшей ширины.
Правила безопасности
- 1. Надежно закреплять заготовку в тисках.
- 2. Работать плавно, без рывков.
- 3. Ручка ножовки должна быть исправной и плотно насаженной на хвостовик.
- 4. Заканчивая резание, необходимо ослабить нажим на ножовку, поддержать часть заготовки, которую отрезаем
- 5. Нельзя сметать стружку рукой. Нужно пользоваться специальной щеткой.
Ножовочное полотно представляет собой тонкую полоску из инструментальной стали с двумя отверстиями на концах. На одной или двух кромках полотна нарезаны зубья, имеющие наклон в одну сторону.
Ножовочное полотно крепиться к рамке штифтами штифтами 7 и натягивается натяжной гайкой 1. При этом зубья должны быть направлены в сторону, противоположную ручке.
Натяжение ножовочного полотна не должно быть очень сильным или очень слабым, так как это может привести к его поломке.
Заготовку прочно закрепляют в тисках и в месте разрезания делают небольшой пропил трехгранным напильником, чтобы полотно не скользило по ее поверхности. Место разрезания располагают на расстоянии 10… 15 мм от края губок.
Во время работы нужно принять правильную рабочую позу и держать ножовку двумя руками При движении ножовки вперед (рабочий ход) зубья режут металл, а при обратном
Разрезать листовой металл на отдельные части, вырезать в деталях отверстия, изготовлять детали с криволинейным контуром и выполнять другие подобные работы можно ручными ножницами.
В зависимости от расположения режущей кромки лезвия ножниц (справа или слева от нижнего лезвия) они называются правыми (рис. 47, а) или левыми (рис. 47, б).
Ручные ножницы изготовляют с прямыми (и кривыми режущими лезвиями.
Ручные ножницы с прямыми режущими лезвиями применяют для резки листов, полос и лент из стали толщиной до 0,7 мм, а из цветных металлов до 1,5 мм по прямым линиям. Ножницы с кривыми режущими лезвиями применяют при резке листов, полос и лент из стали толщиной до 0,6 мм, а из цветных металлов толщиной до 1,2 мм по кривым линиям или при вырезании деталей с комбинацией кривых и прямых линий.
Ручные ножницы по изготовляются длиной 200, 250, 320 и 400 мм; при этом ширина по наружному охвату ручек в закрытом положении соответственно общей длине составляет 40, 40, 50, 55 мм.
Ножницы состоят из двух половинок, которые изготовляются цельными или составными с приваркой лезвий. Цельные половинки ножниц изготовляют из углеродистой стали 65, 70. Ручки сварных ножниц изготовляют из углеродистой стали не ниже марки Ст.
2, а лезвия — из инструментальной углеродистой стали У7 с термической обработкой их до твердости HRC 52—58.
Режущие кромки лезвий остро затачивают под углом 70—75° а лезвиях и поверхностях ножниц не должно быть завалов, выхватов, выкрошенных мест, заусенцев, раковин, плен, волосовин, зазубрин и трещин.
Лезвия ножниц в закрытом состоянии должны взаимно перекрываться, причем перекрытие на концах не должно превышать 2 мм. Обе половинки должны соединяться при помощи винта с гайкой и обеспечивать плотное прилегание половинок без перекосов и люфта. Ножницы должны резать любым участком режущих кромок; при ЭТОМ ХОД их должен быть плавным без заеданий.
Нижний нож прямой верхний изогнут в сторону режущей кромки. Нижний нож снабжен специальной ребордой, благодаря которой отрезаемая часть листа отгибается и ножницы свободно проходят по линии разметки вдоль всего разрезаемого листа.
Благодаря такой форме ножей резка этими ножницами осуществляется с меньшим усилием. У этих ножниц рукоятки расположены под углом 30° к плоскости резания, что исключает возможность порезов рук.
Этими ножницами разрезают листовой металл в два раза быстрее, чем обычными ручными ножницами.
Разрезают листовой металл ручными ножницами, как правило, по заранее нанесенным на поверхности листового металла разметочным линиям движении холостой ход не режут.
Поэтому при рабочем ходе нужно перемещать ножовку с легким нажимом на заготовку, а при холостом — без нажима. Ножовку следует перемещать по заготовке таким образом, чтобы в разрезании участвовала вся длина ножовочного полотна.
В этом случае износ полотна будет равномерным по всей длине и полотно прослужит дольше
Резать полосовой металл легче по узкой стороне. Однако толщина полосы не должна быть меньше расстояния между тремя зубьями полотна, иначе зубья поломаются.
Если же толщина заготовки меньше этого расстояния, то ее закрепляют в тиски Если заготовка имеет большую длину и рамка упирается в ее торец то ножовочное полотно поворачивают на 90° по отношению к рамке и продолжают работу между двумя деревянными брусками и затем разрезают
На предприятиях сортовой прокат режут с помощью механических ножовок 0), дисковых или ленточных пил.
При резке металла необходимо выполнять следующие правила техники безопасности:
- 1) прочно и правильно закреплять ножовочные полотна, так как при слабом креплении полотно может выскочить из рамки, а туго натянутое — лопнуть, в результате чего рабочему может быть нанесено ранение;
- 2) крепко и надежно закреплять в тисках разрезаемую деталь, так как при плохом закреплении она может упасть на ноги рабочему;
- 3) нельзя работать ножовкой без ручки или с треснувшей ручкой;
- 4) в конце резки уменьшать нажим на ножовку и поддерживать отрезаемую часть, чтобы она не упала на ноги;
- 5) не сдувать стружку из пропиленного места, так как стружка может попасть в глаза;
- 6) систематически убирать обрезки и заготовки у рабочего места;
- 7) рабочее место должно быть чистым, на нем не должно быть масла;
 у рабочего места должен находиться ящик для обрезков, удобный для перевозки его на электрокаре;
у рабочего места должен находиться ящик для обрезков, удобный для перевозки его на электрокаре;- 9) материал, предназначенный для резки, укладывать сбоку резчика.





