- Что такое арматура
- Разновидности арматуры
- Особенности сваривания арматуры
- Основные требования
- Способы сварки арматуры
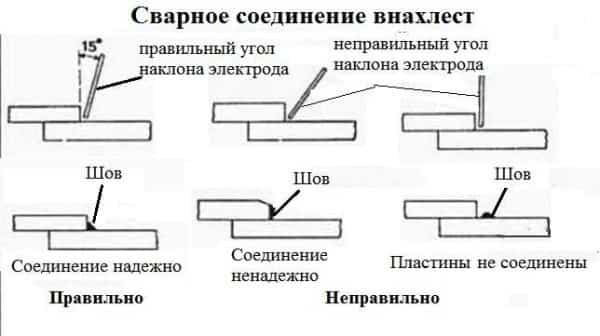
- Внахлест
- Встык
- Точечная контактная
- Крестообразная
- Оборудование и материалы для сварки
- Проверка прочности готовой конструкции
- Параметры режимов сварки
- Рекомендуемые показатели тока
- Особенности подбора электродов
- Соотношение электродных и арматурных стержней по толщине
- Техника безопасности
- Особенности сварочных работ на высоте
- Возможные сложности
- Что лучше: сварка или вязка арматуры
- Как выполнить сварку арматуры своими руками
- Общая информация
- Способы сварки
- Сварка внахлест
- Сварка встык
- Контактная точечная сварка арматуры
- Вместо заключения
- Как варить арматуру своими руками
- Особенности сваривания арматуры
- Способы сварки
- Внахлест
- Встык
- Контактная точечная
- Какими электродами варить арматуру
- Контактно-точечная сварка арматуры: оборудование, технология, режимы, процесс соединения
- Особенности использования для сваривания арматуры
- Необходимое оборудование
- Технология
- Режимы сварки
- Жесткий
- Мягкий
- Подготовка арматуры
- Процесс соединения
Сварка арматуры позволяет быстро изготовить жесткий каркас любых размеров. Однако применение этого метода не всегда допустимо. Решение зависит от материала стержней и действующей на них нагрузки.
 Сварка позволяет создать каркас любых размеров.
Сварка позволяет создать каркас любых размеров.
Что такое арматура
Бетон обладает высокой прочностью на сжатие, но плохо работает на растяжение. Во избежание раскрытия трещин при таких нагрузках в него замоноличивают стальные стержни круглого сечения – арматуру. Их дополнительная функция сводится к усилению бетона при сжатии.
Разновидности арматуры
В соответствии с ГОСТ 5781-82 стержни делятся на классы от А-I (А240) до А-VI (А1000). В основном применяют следующие:
- А-I (А240). Гладкие стержни из горячекатаной спокойной, полуспокойной или кипящей стали марки Ст3.
- А-II (А-300). Арматура этого и последующего классов имеет периодический профиль – выступы, обеспечивающие прочное сцепление с бетоном. Стержни диаметром менее 40 мм изготавливают из стали Ст5 (спокойной и полуспокойной), более толстые – из 18Г2С.
- А-III (А400). Изготавливается из стали 35ГС и 25Г2С. Вторая разновидность представляет собой улучшенный вариант и помечается нанесением на концы несмываемой белой краски. В отличие от первого, ее можно соединять электросваркой; стержни обладают повышенной прочностью за счет холодного вытягивания. А-III – один из самых распространенных видов арматуры. Применяется в ответственных конструкциях, в т.ч. предварительно напряженных.
ГОСТ Р 52544-2006 устанавливает еще 3 класса арматуры, подвергнутой термомеханическому упрочнению:
- А500С. Горячекатаные стержни. В последние десятилетия широко применяются вместо А-III. За счет использования стали без легирующих добавок стоят дешевле и могут соединяться между собой дуговой сваркой.
- В500С. Холоднокатаный вариант.
- Ат800. Более прочная горячекатаная разновидность.
В железобетонном изделии различают 2 вида арматуры:
- Продольная. Является основной, держит расчетную нагрузку.
- Поперечная. Служит для соединения поясов продольной арматуры в 3-мерный каркас. Обеспечивает связь между сжатым бетоном и растянутыми стержнями, воспринимает усилия от температурного расширения.
Диаметр у поперечной арматуры меньше, чем у продольной.
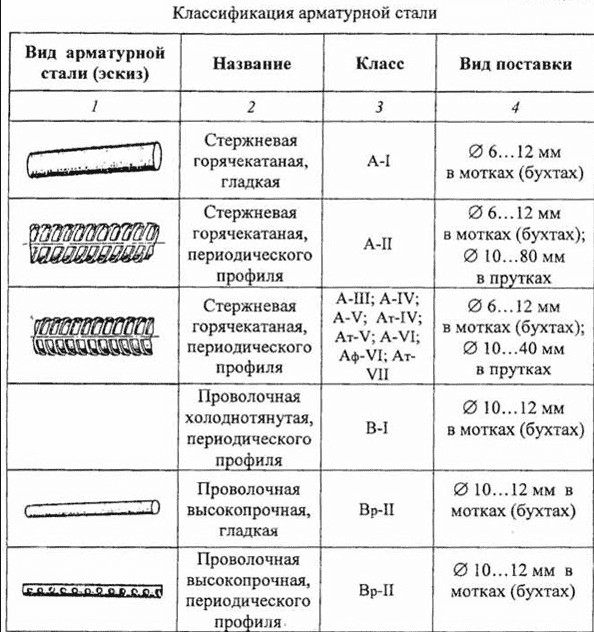 Разновидности арматурной стали.
Разновидности арматурной стали.
Особенности сваривания арматуры
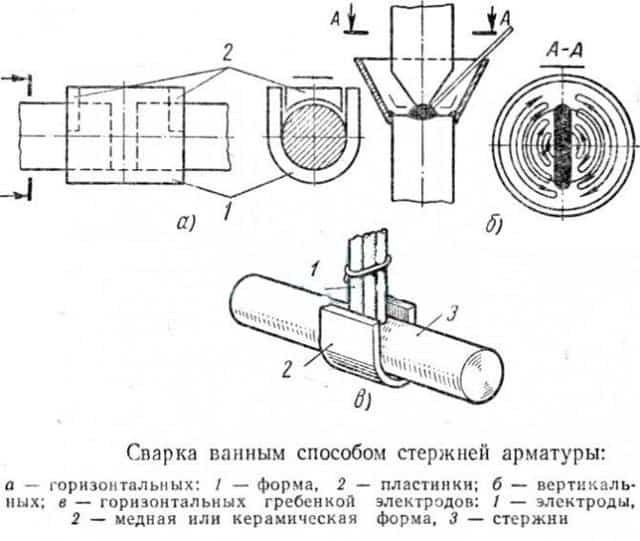
Круглая форма стержней обусловила появление специального метода – ванного. Его применяют при стыковой сварке, когда торцы элементов прилегают друг к другу.
При организации других видов соединений (нахлесточного, крестообразного и таврового) необходимо держать электрод под правильным углом.
Основные требования
В местах сварки металл не должен терять прочность и пластичность. Некоторые стали, например, 35ГС, запрещено соединять данным методом, поскольку материал в зоне шва становится хрупким. Каркасы из таких стержней собирают с помощью вязальной проволоки или фиксаторов из пружинной стали.
Рекомендуем к прочтению Размер зарплаты сварщика
Перед сваркой с арматуры удаляют грязь и пыль. При небольшом объеме работ ее зачищают до металлического блеска, что положительно отражается на качестве шва.
На крупных стройках этого не делают, т.к. подобная подготовка влечет за собой существенное удорожание процесса и растягивание его во времени.
Толщину электрода и сварочный ток подбирают так, чтобы избежать прожига стержня.
Способы сварки арматуры
Применяют ручную дуговую сварку, автоматическую и полуавтоматическую. Существует несколько вариантов расположения стержней один относительно другого.
Внахлест
К такому способу прибегают на участках, не подверженных большим нагрузкам. Придерживаются следующих рекомендаций:
Соединение арматурной стали внахлест.
- Соединяют стержни одинаковой толщины.
- Данный параметр (D) должен быть не менее 20 мм.
- Минимальная длина нахлеста составляет 10D.
- Стержни располагают горизонтально.
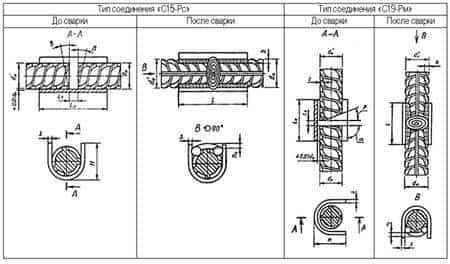
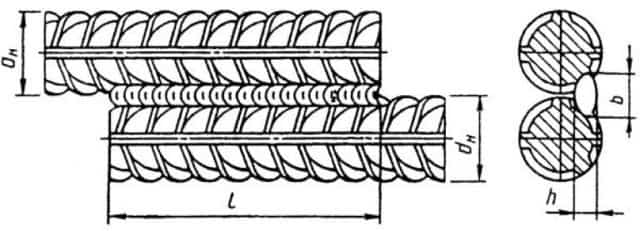
Встык
Этот тип соединения применяют для стержней диаметром 20-100 мм. Сварку осуществляют ванным способом:
- Арматуру укладывают с небольшим зазором между торцами.
- Ограничивают пространство между стержнями с 3 сторон накладками или специальной U-образной скобой.
- Сварочным электродом оплавляют торцы, в результате чего в зазоре между ними образуется ванна расплавленного металла.
- После его остывания накладки удаляют.
 Сварка арматуры встык.
Сварка арматуры встык.
Преимущества способа:
- высокие прочность и надежность соединения (подходит для ответственных конструкций);
- возможность вести работы в любом пространственном положении.
Недостаток – высокий расход электродов. Чтобы заполнить ванну между прутами толщиной 28 мм, понадобится 3 4-миллиметровых расходника. Если они плавятся последовательно, от мастера требуется умение быстро менять их. Проще закрепить все 3 электрода в специальной гребенке и варить ими одновременно.
Точечная контактная
Такую сварку применяют на автоматизированных производствах. Ее преимущество – высокая производительность. Недостатки:
- большая энергоемкость;
- потребность в специальном крупногабаритном оборудовании (может эксплуатироваться только в условиях промышленного предприятия).
Порядок действий:
- Стержни зачищают до металлического блеска.
- Зажимают в станке клещами с подключенными к ним электродами.
- Подают короткий электрический импульс.
 Точечная контактная сварка арматуры.
Точечная контактная сварка арматуры.
Арматуру можно накладывать друг на друга или соединять встык. Во втором случае действуют ограничения по диаметру:
- Для гладких стержней – не менее 14 мм.
- Для профилированных – не менее 32 мм.
При наложении стержней внахлест сварку производят в нескольких точках.
Крестообразная
Сварку выполняют строго в горизонтальном или вертикальном положении. Это обеспечивает плотный контакт арматуры и предотвращает вытекание расплавленного металла. Электрод держат под углом 30-45° к плоскости стержней.
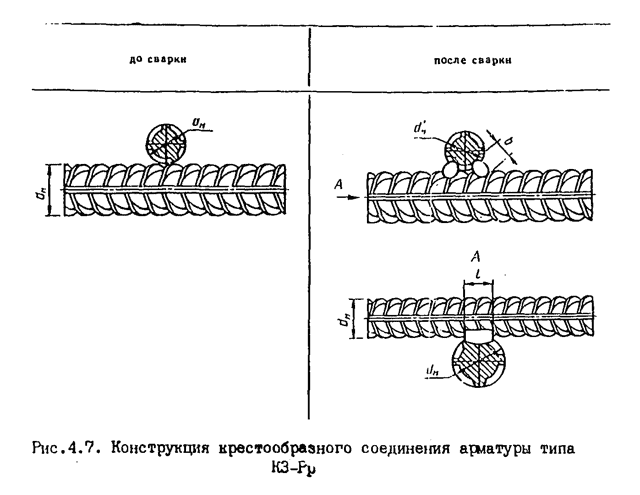 Крестообразная сварка арматуры.
Крестообразная сварка арматуры.
Данный вид сварки нельзя выполнять при отрицательных температурах воздуха.
Оборудование и материалы для сварки
Арматуру варят стандартными аппаратами для электродуговой сварки:
- трансформаторными;
- выпрямителями;
- инверторами, в т.ч. бытовыми.
Газовую сварку не применяют.
Разовые и небольшие по объему работы производят ручным способом. Ему присущи такие недостатки:
- требуется исполнитель с высокой квалификацией;
- процесс занимает много времени;
- характеризуется высокими расходами.
При серийном изготовлении каркасов в производственных условиях задействуют полуавтоматическую и автоматическую сварку. Это дает следующие преимущества:
- возрастают качество и производительность работ;
- снижаются себестоимость и требования к квалификации исполнителя.
В качестве примера полезно рассмотреть соединение ванным методом. Действуют в следующем порядке:
- Стержни подрезают гильотиной или болгаркой до нужной длины. Можно сварочным аппаратом, но это более затратный способ.
- Удаляют с них грязь и пыль, концы на длину 3-4 см зачищают до металлического блеска. Затем их моют и обезжиривают.
- Устанавливают арматуру в проектное положение. Максимально допустимое отклонение от соосности составляет 5% от толщины стержней. Величина зазора между торцами зависит от напряжения: 1,5D (диаметра электрода), если 220 В; и 2D, если 380 В.
- Крепят в зоне соединения накладки или скобу, препятствующие растеканию металла. Стальные детали приходится оставлять, что приводит к удорожанию работ. Съемные керамические или графитовые накладки используют многократно. Их фиксируют проволокой или струбциной.
- Если используют металлические накладки, их прихватывают к арматуре.
- Чиркают расходником по одному из торцов и плавят его, совершая колебательные движения между стержнями арматуры. Догоревший электрод быстро меняют на новый и так до тех пор, пока ванна не будет заполнена.
- Дожидаются остывания шва и проверяют его качество.
Скобу преимущественно используют при ручной сварке, керамические накладки – если применяют полуавтоматическую. Автоматы оборудованы медными ограничителями.
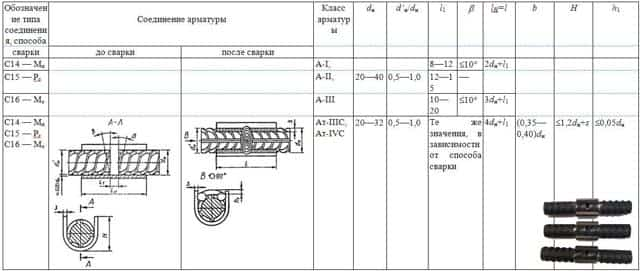 Схема сварки арматуры.
Схема сварки арматуры.
Проверка прочности готовой конструкции
Качество швов проверяют:
- Визуально. Осматривают соединение на предмет трещин, сквозных прожогов, подрезов, непроваров, пор и кратеров.
- Гамма-дефектоскопией. Метод для выявления внутренних дефектов (непроваров, пор, микротрещин, неметаллических включений).
- Простукиванием молотком или сбрасыванием каркаса на пол с высоты в 1-1,5 м (тест на прочность).
Параметры режимов сварки
Рекомендуемая длина дуги составляет 2 мм. С увеличением данного показателя разряд начинает «гулять» по поверхности, что приводит к непровару и разбрызгиванию металла.
Рекомендуемые показатели тока
Ампераж зависит от типа электрода и его толщины:
| Диаметр электрода, мм | СМ-11 | АНО-5 (6) | ВСЦ-4 | УОНИ-13/55 |
| 2 | – | – | – | 30-50 |
| 3 | 100-150 | – | 90-100 | 80-120 |
| 4 | 150-220 | 170-220 | 120-150 | 130-190 |
| 5 | 180-290 | 210-280 | – | 180-260 |
Если работы ведутся при отрицательной температуре воздуха, силу тока увеличивают на 15-20%.
Особенности подбора электродов
Профессионалы в большинстве случаев используют электроды УОНИ-13/55 Э50. Они имеют основное покрытие с деионизирующими элементами (фосфорными производными), затрудняющими горение дуги. Поэтому новичкам сложно варить такими расходниками: рекомендуют применять электроды марок АНО, МР-3, ВСЦ-4 или СМ-11.
Соотношение электродных и арматурных стержней по толщине
Нахлесточные и крестообразные соединения варят такими расходниками (толщина арматуры/электрода в мм):
- (5-8) / 3;
- (8-10) / 4;
- (Более 10) / 5.
Рекомендуем к прочтению Подводная сварка
Параметры для ванного метода приведены в таблице:
| Толщина стыкуемых арматурных стержней d н, мм | Диаметр электрода d э, мм | Сварочный ток, А, для стержней, расположенных | |
| горизонтально | вертикально | ||
| 20-2832-40 | 56 | 220-250260-300 | 200-220220-240 |
Техника безопасности
С целью защиты глаз и кожи от жесткого ультрафиолетового излучения и капель расплавленного металла сварщик использует средства индивидуальной защиты:
- щиток с темным стеклом;
- спецодежду;
- рукавицы.
Работы проводят с соблюдением правил электробезопасности.
Особенности сварочных работ на высоте
Если монтаж ведется с применением оборудования для промышленного альпинизма, оно должно быть усилено стальной цепью или тросом. Такие работы запрещено проводить в условиях плохой видимости:
- в темноте;
- в тумане;
- в снегопад.
В остальных случаях применяют строительное оборудование или специально смонтированные конструкции, позволяющие закрепиться страховочным поясом.
При выполнении работ в нескольких точках на разной высоте монтируют ограждения, препятствующие падению на нижерасположенных работников инструмента, капель расплава, электродов.
Сварщик должен иметь:
- Сумку для инструмента.
- Пенал для электродов.
- Огнестойкую тару для огарков.
Сварщику-высотнику запрещено:
- Использовать электрооборудование в дождь или снег, если оно не защищено навесом.
- Бросать огарки вниз.
 Сварочные работы на высоте требуют особой техники безопасности.
Сварочные работы на высоте требуют особой техники безопасности.
Возможные сложности
Часто приходится сталкиваться с ситуациями:
- Залипает электрод. Необходимо увеличить сварочный ток.
- Дуга прожигает свариваемую арматуру, или образуется чрезмерно большая ванна. Уменьшают ток либо применяют электрод меньшей толщины.
Что лучше: сварка или вязка арматуры
Каждый способ имеет свои сильные и слабые стороны. Достоинства вязки:
- Процесс не влияет на прочность и пластичность стали. Данное обстоятельство особенно важно при сооружении фундаментов тяжелых зданий и других конструкций, рассчитанных на большие нагрузки.
- Дешево стоит. Отожженная вязальная проволока имеет намного меньшую стоимость, чем электроды; для ее применения не требуется электричество.
- Обходится без использования сложного оборудования. Нужен только специальный инструмент – крючок.
- Может применяться в отношении стержней любых диаметров.
- Операция доступна человеку без специальных навыков.
Недостатки:
- Низкая скорость выполнения работ.
- Отсутствие жестких связей.
Второй аспект проявляется при изготовлении больших каркасов.
Сварка, наоборот, позволяет быстро получить жесткие конструкции любых размеров, но имеет следующие недостатки:
- Обходится дороже.
- Требует участия специалиста со сложным оборудованием.
- Неприменима к стержням толщиной менее 12 мм (возможен прожог).
- Может привести к уменьшению прочности и пластичности в зоне соединения.
- Нуждается в электроснабжении.
Сварку внахлест правильно вести в нижнем положении. В верхней позиции сталь плавится менее интенсивно. Также допускается расположение стержней под углом в 15-20°.
При сварке арматуры ванным методом с применением нескольких электродов одновременно их поджигают о днище ванночки. После заполнения ее металлом расходники 8-10 раз опускают в расплав на 2-3 секунды, чтобы обеспечить равномерное остывание.
Если отсутствуют накладки, их заменяют короткими отрезками арматуры.
Как выполнить сварку арматуры своими руками
Арматура — один из самых популярных строительных материалов. С ее помощью можно укрепить любые железобетонные конструкции.
Для любого профессионального сварщика не должна стать проблемой сварка арматуры для фундамента или даже необходимость выполнить сварку арматуры на высоте. Поэтому не думайте, что эти навыки не пригодятся вам из-за их узкой специализации.
Частные заказчики и крупные предприятия часто ищут профессионалов, способных выполнить сварку арматуры не только быстро, но и качественно.

Существует два способа соединения арматуры: связка и сварка. Каждый из них по-своему хорош, но не об этом наша статья. Мы расскажем вам именно о сварке, как о неотъемлемой части жизни любого сварщика. В этом материале вы узнаете, как следует осуществлять сварку арматуры на уровне профи, какие есть способы сварки и что нужно учесть, чтобы выполнить работу максимально качественно.
Общая информация
Для начала определимся, что такое арматура. Арматура — это стальные прутки различного диаметра, могут иметь ребристую или гладкую поверхность.
От обычного металлического прутка арматура отличается тем, что предварительно закаливается для большей прочности.
В большинстве случаев арматуру изготавливают из разных марок стали, но в последнее время на рынке появились изделия из стеклопластика. Срок ее эксплуатации значительно дольше, поскольку стеклопластик не подвержен коррозии.

Самая популярная арматура — А3 А500С. Существуют даже специальные электроды для сварки арматуры а500с. Их диаметр составляет 5 миллиметров, и они подходят для арматуры с поперечным сечением менее 15 мм.
Способы сварки
Существует три основных способа сварки арматуры: сварка внахлест, сварка встык и контактная точечная сварка. Разберем каждый из них поподробнее.
Как изготовить точечную сварку для аккумуляторов своими руками
Сварка внахлест
Сварка внахлест — не самый популярный метод, несмотря на его относительную простоту. Его используют в тех случаях, когда необходимо сварить не самые ответственные конструкции, поскольку такое соединение не очень прочное. В частности, не стоит выполнять сварку арматуры на высоте. При желании шов даже можно разбить с помощью обычного молотка. Учитывайте это.
На картинке ниже изображена сварка внахлест. Вы можете видеть, что прутки смещены относительно друг друга, обычно это расстояние варьируется от 15 до 30 сантиметров. Чем нахлест больше, тем надежнее вся конструкция, но и расход арматуры тоже увеличиться.
Формирование шва следует проводить с противоположных сторон каждого из прутков. Это не всегда удобно. Иногда бывают случаи, когда просто нет возможности добраться до предполагаемой зоны сварки и приходится выполнять шов в неправильном положении. От этого надежность страдает еще больше.
Технология сварки арматуры внахлест предполагает предварительную подготовку изделий перед сваркой. Зачистите концы арматуры с помощью щетки с жесткими металлическими щетинами. Вы также можете использовать для этих целей шлифовальный круг или любые другие методы зачистки.
Теперь о выборе электродов для сварки. Здесь все просто: чем больше диаметр арматуры, тем толще должны быть электроды. Пользуйтесь нашими рекомендациями:
- Арматура от 5 до 8 миллиметров — выбирайте электроды диаметром до 3 миллиметров.
- Арматура от 8 до 10 миллиметров — выбирайте электроды диаметром 4 миллиметра.
- Арматура от 10 миллиметров и более — выбирайте электроды диаметром 5 миллиметров и более.
Также важно правильно настроить силу тока. Здесь цена ошибки может быть слишком большой, поэтому будьте внимательны. Ниже вы можете видеть таблицу, где указан диаметр арматуры и рекомендуемое значение тока. Первое время пользуйтесь этой таблицей, затем постарайтесь отследить результаты работы и научитесь настраивать аппарат, опираясь на свой опыт.
Что касается электродов, то можете выбирать недорогие МР и АНО. Они прекрасно подойдут для сварки внахлест.
Сварка встык
Сварка арматуры встык используется достаточно часто. На первый взгляд такое соединение может показаться ненадежным. Это действительно так, но только в том случае, если вы просто состыкуете два прутка и сварите их таким образом. Если выполнять все правильно, соединение встык может быть вполне долговечным.
Чтобы сделать соединение встык нужно использовать специальные ванночки для сварки. Это такие u-образные металлические детали, в которые укладываются концы двух арматур и свариваются.
Нужно расплавить концы двух арматур, эта процедура выполняется при большом значении тока (не менее 400 Ампер). Расплавленный металл заполняет ванночку, одновременно скрепляя оба прутка между собой. Ванночка должна быть больше толщины прутков.
В идеале расстояние от арматуры до стенки ванночки должно быть не менее полутора сантиметров.
Также такой способ называют неразъемным, поскольку ванночка становится частью готового сварного соединения. Но помимо этого существуют и съемные ванночки. Они предназначены для многоразового использования.
Сварка арматуры встык (например, сварка арматуры для фундамента) может выполняться с применением одного или нескольких электродов. Для выполнения работы вам понадобится аппарат для сварки.
Для этих целей можно приобрести обычный инвертор (он должен работать от сети в 220В), классический трансформатор (он должен работать от 220 или 380В), полуавтоматическое или автоматическое сварочное оборудование. Автоматическое оборудование самое передовое.
Оно позволяет выполнять работу не только быстро, но еще и качественно.
Теперь пора узнать, что такое контактная стыковая сварка арматуры.
Контактная точечная сварка арматуры
Использование контактной сварки арматуры — признак современного производства. Для контактной сварки не нужны вообще никакие расходники в виде электродов, проволоки или газа. Для контактной сварки необходима лишь электроэнергия.
Кроме того, данный метод позволяет полностью автоматизировать весь процесс сварки. Вы просто задаете станку программу и режим сварки. Этого достаточно. Не нужно поджигать дугу или следить за ее стабильностью.
За вас всю работу сделает машина.
Есть лишь два минуса: сварка возможна только в цеху и само оборудование не только громоздкое, но и дорогостоящее. Также аппарат для контактной сварки потребляет очень много электроэнергии. У вас может возникнуть закономерный вопрос: как вообще происходит плавление металла, если мы используем в работе только электрический ток? Здесь нет ничего сложного. У тока есть одна очень важная способность: если на своем пути он встречает сильное сопротивление, то начинает выделять тепловую энергию. Этой энергии так много, что металл начинает плавиться и происходит это за считанные секунды. Иногда тепла настолько много, что металл расплавляется до жидкого состояния. Чтобы этого не произошло, нужно установить правильный режим сварки.
Да, сварка арматурных каркасов требует правильной настройки оборудования.
Вам нужно настроить силу тока, длительность процесса сварки, давление, с которым будут работать зажимы, и установить длину электродов.
Сложно рекомендовать какие-то универсальные настройки, поскольку для каждого типа работ они разные. Поэтому читайте инструкцию и экспериментируйте. А лучше спросите совета у коллег по цеху.
Если арматура сваривается в цеху, то можно провести первичный контроль качества соединения. Для этого внимательно осмотрите арматуру. На что похож стык? Если он имеет немного приплюснутую форму, то это хорошо. Если наблюдается бочкообразная форма, то качество такого соединения оставляет желать лучшего. Скорее всего, вы просто подобрали ошибочный режим сварки.
Вместо заключения
Вот и все, что мы хотели рассказать вам о сварке арматуры. Приобретите станок для сварки арматуры и приступайте к работе. Чем больше практики, тем лучше будет результат ваших последующих работ. Не забывайте про индивидуальные средства защиты и соблюдайте правила безопасности на рабочем месте.
Расскажите в х, приходилось ли вам сталкиваться с трудностями при сварке арматуры. Если да, то какими именно и какие советы вы можете дать для начинающих сварщиков. Поделитесь этой статьей в своих социальных сетях, чтобы другие мастера узнали для себя что-то новое. Желаем удачи в работе!
Как варить арматуру своими руками
Арматурные стержни используют для упрочнения бетонных фундаментов, монолитных стен, сеток, укладываемых под дорожного полотно. Сварка арматуры производится в цехах заводов ЖБИ, на строящихся объектах.
Собранные каркасы, сетки подвергаются статическим, динамическим нагрузкам. От качества швов зависит прочность металлоконструкции. Существует несколько способов горячего соединения арматурных стержней.
У каждого есть свои недостатки и достоинства.

Особенности сваривания арматуры
Все способы крепления арматурных стержней регламентированы ГОСТ 14098-91. При создании решетчатых каркасов удается получать перекрестные соединения по прочности сопоставимые с арматурой. Предпочтительнее соединять прутки встык, наращивая до нужной длины.
Прочность наращиваемых встык каркасов выше, чем при сварке арматурных стержней внахлест. Нарушается соосность, симметрия распределения нагрузки. Металл варят методом наплавки и расплавления.
Надежность расплавленного соединения выше, чем у наплавки, но метод не применим на строительных объектах, при сварке арматуры на высоте.
До горячей обработки следует осуществлять зачистку металла, чтобы в рабочей зоне не было ржавчины, частичек металла. При стыковых соединениях кромки выравнивают резаком.
Способы сварки
Чаще прутки варят встык, реже – внахлест. Качество шва при стыковой сварке выше, предусмотрен провар металла по всей площади стыка. Крепление стержней внахлест ненадежное, не рассчитано на изгиб, кручение.
Работы проводятся с использованием плавящегося электрода. Можно ли сваривать арматуру без наплавки, рассказывается в разделе «Контактная точечная».
А пока подробно о каждом из способов крепления арматурных стержней методом наплавки.
Внахлест
Сварка арматуры для каркасов, испытывающих небольшую нагрузку на изгиб, кручение, производится внахлест, прутки накладывают друг на друга на 15 –30 см. При таком методе расход металла увеличивается.
Угол наклона электрода до 15° к вертикали, шов делают с противоположных сторон обеих прутков или проваривают нахлест боковым непрерывным швом. Для работы используют плавящиеся электроды разных марок. Подробности в последнем разделе статьи.
Место сварки предварительно зачищают металлической щеткой. Некоторыми электродами допускается работать по ржавчине.
 Сварка арматуры внахлест производится для каркасов, испытывающих небольшую нагрузку на изгиб, кручение
Сварка арматуры внахлест производится для каркасов, испытывающих небольшую нагрузку на изгиб, кручение
Для качественного шва важно правильно подобрать параметры тока. Небольшая таблица свариваемости арматуры в зависимости от диаметра прутков (данные усредненные для стержней марок А500С и А400С):
Что такое подрез в сварке и 7 способов его предотвращения
| Вид электрода | Диаметр, мм | Рабочий ток, А |
| Э42, СМ-11 | 3 | 100—140 |
| 4 | 160—220 | |
| 5 | 180—280 | |
| УОНИ13/45 | 2 | 30—50 |
| 2,5 | 60—80 | |
| 3 | 80—100 | |
| 4 | 100—160 | |
| 5 | 140—200 | |
| AНО-5 | 4 | 160—230 |
| 5 | 190—300 | |
| АНО-6 | 4 | 180—200 |
| 5 | 180—270 | |
| ОЭС-23 | 2 | 40—50 |
| 3 | 90—120 | |
| ВСЦ-4 | 3 | 90—100 |
| 4 | 120—160 | |
| МР-3, Э-46 | 3 | 90—120 |
| 4 | 160—180 | |
| 5 | 170—230 | |
| 6 | 280—320 |
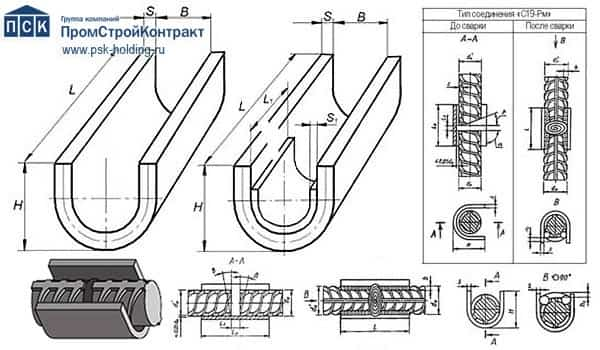
Встык
Сварка арматуры производится для удлинения прутков до необходимого размера. Для заполнения стыка горячим расплавом используют U-образные накладки, называемые ванночками. Они бывают:
- одноразовыми, подобно муфте остаются на соединении;
- многоразового использования, их делают из графита, цветных сплавов (после остывания ванны расплава форму снимают).
 Стыковая ванная сварка – распространенный метод, используемый на строительной площадке
Стыковая ванная сварка – распространенный метод, используемый на строительной площадке
Стыковая ванная сварка – распространенный метод, используемый на строительной площадке. Работы производят в горизонтальном и вертикальном положениях. Для работы используют плавящиеся электроды, подходящие под тип прутков. Работы проводят на высоких токах, до 400 А. Для работы используют трансформаторы, выпрямители, инверторы. Технические особенности выполнения стыковых соединений:
- стыки зачищают, укладывают в ванночке с соблюдением соосности;
- плавящийся электрод разжигается при касании одного из стержней;
- образуемая ванна расплава постепенно заполняет стык, пустоты между прутками и материалом ванночки;
- после кристаллизации расплава со шва счищают окалину.
Вместо ванночки, для стыковых горизонтальных соединений, иногда используют стальные угловые накладки, они ограничивают растекание ванны расплава подобно ванночке.
Контактная точечная
Стыковое соединение стержней безэлектродным методом в больших объемах производится стационарным оборудованием для сварки арматуры. Это специальные стационарные автоматы, установленные в цехах. На строительных площадках подобного оборудования нет.
 Контактная точечная сварка арматуры
Контактная точечная сварка арматуры
Ванна расплава на поверхности арматуры при сварке контактным методом образуется за счет преобразования электрической энергии в тепловую при возникновении дуги, она прошивает металл насквозь.
Ток подводится в рабочую зону по неплавящимся электродам. Разогретую зону стыка плотно сжимают. Метод энергозатратный, но высокопроизводительный.
По сути, стыковая автосварка – контактно-точечный способ с высокой плотностью точек контакта.
Ручное оборудование стационарного или переносного типа используют для соединений внахлест. Площадь воздействия ограничена диаметром электродов.
На строительной площадке контактно-точечная сварка не применяется из-за сложности транспортировки оборудования. При выполнении швов сварочными клещами качество шва ограничено силой давления на рычаги.
На арматурные прутки марки АI оказывают давление от 30 до 50 МПа в зависимости от диаметра, на АII – от 60 до 80 МПа.
Что такое прямая и обратная полярность при сварке
Контактная точечная сварка бывает двух типов:
- С непрерывным оплавлением стыка в течение 1–20 секунд в зависимости от диаметра прутка. Так варят холоднокатаные стержни типа АI из низкоуглеродистой стали.
- В прерывистом режиме. Прутки в зоне стыка предварительно прогревают. Метод применим для горячедеформированных прутков, при импульсной подаче тока в металле не возникает остаточных напряжений, отрицательно сказывающихся на качестве шва.
Какими электродами варить арматуру
При выборе электродов для сварки арматуры необходимо учитывать способ изготовления и толщину прутков. В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
Учитывают размер прутков:
- варить арматуру диаметром от 5 до 8 мм нужно электродами не толще 3 мм;
- арматура от 8 до 10 мм – электрод от 3 до 4 мм;
- арматура свыше 10 мм – электрод не менее 5 мм.
Электроды делят на 6 видов, при выборе следует смотреть маркировку:
- «У» предназначены для низкоуглеродистых и низколегированных сплавов;
- «Т» – для термостойких легированных;
- «Н» – наплавочные;
- «Э» – с повышенными требованиями пластичности, универсальные в применении.
Для А500С подходят электроды марок Э42А, Э46А, Э50А, Э55, Э60, в них стержни из сварочной проволоки Св-08или Св-08А, рутиловая обмазка с двуокисью титана, она выполняет роль защитного флюса. Рутиловые электроды ОЗС-12 обеспечивают хорошее качество стыкового соединения.
Для сварки арматуры А400С, применяемой для каркасов, рассчитанных на небольшую нагрузку, выбирают электроды МР (соответствуют по составу Э46), АНО, ими варят прутки внахлест, шов допускается делать по ржавчине. Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
При сварке арматурных стержней важно учитывать, что прочность стыковых швов выше, чем сварки внахлест. Для фундаментов, опорных конструкций предпочтительнее ванный метод. Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов.
Контактно-точечная сварка арматуры: оборудование, технология, режимы, процесс соединения
Точечная контактная сварка арматуры – сложный процесс, требуемый использования специальных технологий. Сплавление выполняется машинным способом.
Особенности использования для сваривания арматуры
Особенность метода – использование сильного нагрева и сдавливания. Качественное соединение обеспечивается при любом положении арматуры.
По сравнению с электродуговым способом контактный точечный метод обладает рядом преимуществ:
- повышение производительности труда;
- экономия материалов;
- облегчение условий работы;
- усиление прочности соединений;
- улучшение качества изделий.
Необходимое оборудование
Для соединения арматурных каркасов железобетонных изделий применяют специальные контактные машины. Функции механизма – сжатие и нагрев свариваемых деталей.
Главная часть машины для точечной контактной сварки – корпус. На нем закреплены:
- передвижной нижний кронштейн с консолью;
- электродержатель с электродом;
- верхний кронштейн с установленным пневматическим приводом усилия сжатия электродов.
Пневмопривод соединен с верхней консолью, имеющей электродержатель. Управление работой пневматического привода осуществляется с помощью пневмоаппаратуры.
 Примерная стоимость аппаратов для контактной точечной сварки арматуры на Яндекс.маркет
Примерная стоимость аппаратов для контактной точечной сварки арматуры на Яндекс.маркет
Сварка конструкции громоздкой конфигурации, которую к стационарной контактной машине подать невозможно, осуществляется с помощью подвесного механизма, имеющего отдельно расположенный или встроенный трансформатор. Рабочий орган машины с отдельно размещенным трансформатором – сварочные клещи, к которым питание подводится по гибкому кабелю.
Технология
Число перекрещивающихся стержней, оплавляемых одновременно, должно составлять не более четырех. Самая высокая прочность сварных точек достигается при соединении двух прутков.
Технологический процесс точечной сварки арматуры включает:
- выбор режима;
- выправка стержней;
- подготовка поверхности прутков;
- сборка элементов под сварку;
- сварочный процесс;
- обработка;
- контроль качества.
Режимы сварки
К параметрам режима относятся:
- сварочный ток;
- размеры контактной поверхности электродов;
- усилие сжатия прутков электродами машины.
Режимы процесса условно подразделяют на жесткий и мягкий.
Жесткий
Для жесткого режима характерно:
- непродолжительность протекания сварочного тока большой плотности (120-360 а/мм2);
- кратковременный нагрев свариваемого материала.
Жесткий режим применяют для сплавления арматуры малого диаметра:
- круглых стержней с плоскими включениями сортового проката;
- гладких прутков с прутками периодического профиля;
- холоднообработанной арматуры.
Преимущества жесткого режима:
- уменьшение времени на рабочий процесс;
- повышение производительности.
К недостаткам относятся:
- повышенная рабочая мощность;
- сетевые нагрузки.
Мягкий
Этот режим используется для соединения прутков большого диаметра. Длительность протекания тока – большая, плотность – маленькая (80-160 а/мм2). Нагрев заготовок происходит плавно.
Положительные черты:
- небольшое количество потребляемой мощности;
- недорогое оборудование.
Недостатками считаются снижение производительности труда, увеличение расхода электроэнергии, пережог или перегрев металла ядра.
При сварке арматуры разного сечения режим процесса определяется по стержню наибольшего диаметра. Если условия работы не соответствуют заявленным, режим подбирается опытным путем.
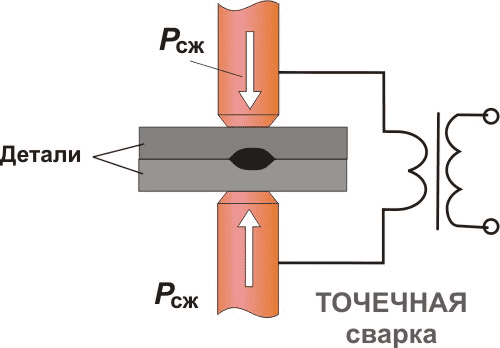 Схема точечной сварки
Схема точечной сварки
Подготовка арматуры
Для обеспечения прилегания друг к другу в зоне контакта прутки перед соединением выправляют. Затем проводят зачистку их поверхности в точках перекрещивания до чистого металла.
Способ подготовки поверхности зависит от материала стержня, состояния его поверхности. Удаляют загрязнения, пленку, ржавчину.
Следующий этап – сборка под сварку. Прутки укладывают между электродами и фиксируют в нужном положении, плотно прижимая.
Процесс соединения
Алгоритм контактной точечной сварки арматуры состоит из этапов:
- Подготовленные стержни укладываются в заданном положении между электродами контактной машины и плотно прижимаются в точке соединения.
- В зону контакта подается питание и происходит нагрев металла до состояния пластичности. Прижатие способствует созданию уплотняющего пояса в свариваемой точке, что не позволяет металлу растекаться.
- В результате совершения усилия сжатия электродов происходит сварка арматуры.
Имеется два способа – непрерывным и прерывистым оплавлением. Аппаратами для контактной сварки поддерживаются оба режима.
Непрерывный метод заключается в постоянном воздействии тепла, расплавляющего торцы прутков. Концы оплавляются до получения сварного соединения. Способ используется для соединения арматуры класса А1 и подходит для изделий, не подверженных упрочнениям.
Прерывистое оплавление подразумевает непостоянное воздействие дуги. Метод применяют для соединения прутков, обработанных способом горячего проката.





