- Теоретические основы процесса гибки
- Технические характеристики профильных труб и их особенности для сгибания
- Поведение круглого, квадратного и прямоугольного сечения, виды разрушений
- Методы гибки профильных труб
- Станок
- Трубогиб
- Болванка
- Холодные способы гибки
- Метод резки
- С применением песка и соли
- Оборудование для гибки труб: заводские и самодельные варианты
- Самодельные трубогибы
- Как рассчитать минимально допустимый радиус
- Трубогиб для профильной трубы своими руками. Особенности и классификация
- Особенности и классификация трубогибов
- Как самому сделать трубогиб для трубы профильного сечения
- Самый простой вариант
- Как выбрать промышленный образец
- Гибка профильных труб по радиусу — Трубы и сантехника
- Рынок сбыта гнутых труб
- Гибка труб на специальном оборудовании
- Гибка профильных труб на заказ
- Гибка профильных труб по радиусу
- Оборудование
- Мы гнем следующие виды труб:
- Технология и способы гибки труб
- Горячая гибка труб
- Холодная гибка труб
- Переносные трубогибы
- Станочная гибка труб
- Методы гибки труб и профилей
- Факторы, влияющие на выбор технологии гибки труб
- В чем заключается особенности горячей гибки труб?
- Метод холодной гибки труб
- Гибка трубы по радиусу – Методы и способы
Главная / Инструменты /
Гибка квадратной профильной трубы – это процедура, в ходе которой изделие приобретает изогнутую форму. Сгибание проводится своими руками или специальным инструментом. Изогнутую форму металла получают на станке.
Теоретические основы процесса гибки
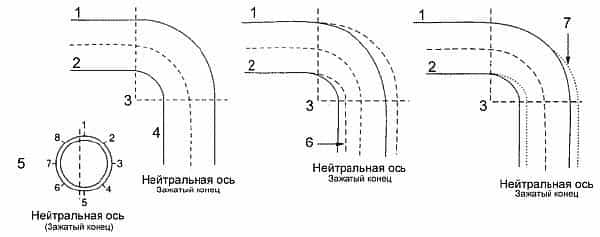
Вследствие возникающих напряжений при изгибании:
- стенка трубы растягивается по внешней стороне прилагаемого усилия;
- сжимается по внутренней стороне;
- образуется и нейтральная ось, на ней состояние материала не изменяется.
Это интересно: Гильотина для резки металла — виды и характеристики
Технические характеристики профильных труб и их особенности для сгибания
Перед проведением изгибания металла рекомендовано ознакомиться с их техническими характеристиками, что положительно отобразится на результате работы. Изделия имеют овальное, квадратное, плоскоовальное или прямоугольное сечение. В соответствии со стандартами ГОСТ профтрубы с круглым сечением относятся к профильным трубам.

Размеры изделий могут быть различными. Отличительными особенностями между ними является толщина стенок и площадь сечения. Определение пластических возможностей проводится с учетом совокупности размеров. Это минимально допустимый радиус размеров.
Поведение круглого, квадратного и прямоугольного сечения, виды разрушений
- Ставшая тонкой внешняя стенка тяготеет к выгибу, направленному к срединной оси трубы. Это приводит к тому, что ее поперечное сечение деформируется.
- Когда предел прочности изделия превышается, оно разрывается по внешней плоскости изгибания.
Толщина трубных стенок на внутренней части гиба становится больше, из-за появления сжимающего напряжения. Когда предел прочности изделия на сжимание превышается, оно утрачивает локальную жесткость. Это приводит к образованию глубоких складок на внутренней плоскости изогнутой трубы.
Как ведут себя квадратный и прямоугольный профиль:
- Их трубные стенки подвержены сжимающему и растягивающему напряжению, как на наружной, так и на внутренней плоскости изгиба, по максимуму.
- У материала повышенная склонность к деформациям, мастеру трудно их контролировать.
- Профильный материал на внутренней стороне изгиба склонен к вертикально направленному расширению. При этом он течет горизонтально вдоль торца изделия. Эти напряжения вдавливают вертикально расположенные трубные стенки. При этом квадрат поперечного сечения деформируется. Он приобретает конфигурацию трапеции.
- Поперечное сечение прямоугольной и квадратной формы плохо передает зажимные усилия между изгибочной и зажимающей колодкой.
- Профиль стремится проскользнуть вдоль колодки в начале изгибания. При этом он может ее тереть, что ведет к износу оборудования.
Поведение материала с круглым сечением, когда происходит его изгиб:
- Материал меньше деформируется на участках наивысшего напряжения. Места максимального сжимания/растягивания расположены по касательной осевой линии к поперечному сечению.
- Круглая форма дает металлу возможность равномерно растекаться по всем направлениям в ходе изгибания. Благодаря этому мастеру легче контролировать процессы деформации материала.
- Благодаря поперечному сечению округлой формы труба хорошо передает усилия между изгибочной и зажимающей колодкой.
- При гибке круглых труб по радиусу, они практически не проскальзывают в инструменте.
Методы гибки профильных труб
Гибка профильной металлической трубы по радиусу проводится холодным и горячим способом. Для облегчения этого процесса рекомендовано применение специальных приспособлений – болванки, трубогибы, станки.
Станок
Гибочный прокаточный станок для профильной трубы можно приобрести или изготовить самостоятельно. При использовании установки проводится гибка металла холодным способом. Станок может быть полуавтоматическим и автоматическим. При использовании второго из них обеспечивается качественный прогиб трубы.
Вальцы для гибки металла – это устройство, которое имеет две составляющие – металлическую станину и подающие вальцы. Ручной инструмент применяется для изгибания изделий небольшого диаметра. Гидроприводные вальцы используются, если профтруба имеет толстую стенку, а ее диаметр более 10 миллиметров.
Трубогиб
Инструмент позволяет согнуть металлическую профильную трубу в домашних условиях правильно. Принцип работы оборудования основан на оказании большого давления на одну или несколько точек, что обеспечивает ее изгиб.
Инструмент имеет компактные размеры, что упрощает процесс его использования в домашнем хозяйстве. Существуют ручные и гидравлические трубогибы. Второй вариант агрегатов имеет больший коэффициент полезного действия.
Производятся электрические аналоги, которые упрощают процесс изгибания металла и не требуют участия мастера. При одноразовом проведении процедуры их покупка нецелесообразна.
Трубогиб придает трубе плавности линий. В металлоизделие засыпается мелкий песок, а его отверстия закрываются с двух сторон деревянными пробками или простым брусом.
При выборе пробки рекомендуется следить за тем, чтобы ее длина в два раза превышала радиус. Это устранит возможность деформации профтрубы. Далее с двух концов просверливаются небольшие отверстия, с помощью которых обеспечивается выход газа.
В местах будущего изгиба делается разметка. Затем проводится прогревание необходимого участка и загиб.
Болванка
Этот способ используется при большом радиусе изгиба металлоизделия. Место изгиба пользователь нагревает паяльной лампой. Предварительно берется проволока, диаметром 1-4 миллиметра, и сделать из нее пружину, которая надевается на место изгиба. После разогрева профтрубы ее сгибают болванкой, которая имеет радиус равен изгибу.

Холодные способы гибки
Это простой способ, который применяется только при отрицательных температурах. Берется отрезок и с одной стороны надевается пробка. В другой конец металлоизделия заливается вода.
Конструкцию оставляют на морозе до тех пор, пока вода внутри не замерзнет. После этого проводится гибка любым инструментом.
Этот способ применяется, если материал – дюраль, медь латунь и другие мягкие металлы.
Перед применением способа рекомендуется следить, чтобы толщина стенки была не более 1 миллиметра, а диаметр – не более 8 миллиметров.
Метод резки
Предварительно рекомендуется точно рассчитать радиус закругления. С трех столон рекомендовано сделать метки-пропилы. Далее с применением инструмента проводится аккуратное сгибание. В местах пропилов труба заваривается сваркой.

С применением песка и соли
В металлопластиковую трубу засыпается песок или соль, которые предварительно разогреваются. После прогрева отрезка его сгибают в соответствии с шаблоном заданного радиуса.

Оборудование для гибки труб: заводские и самодельные варианты
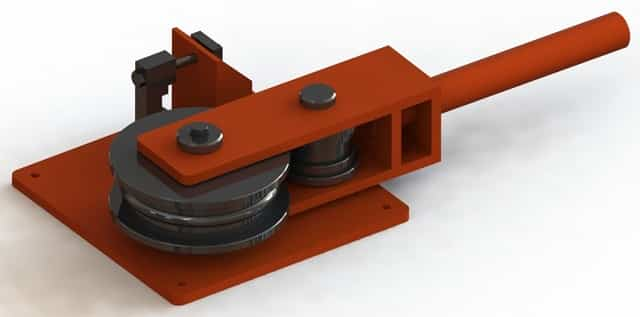
Классическое приспособление для гибки профильной трубы – это трубогиб. Причем агрегаты подобного типа бывают ручными и механизированными.
У ручных станков от мускульной силы оператора работает и привод подачи трубы (соединенные цепной передачей вальцы) и генератор деформирующего усилия (соединенная с верхним вальцом струбцина).
Механизированный станок для гибки профильной трубы работает на электрическом приводе, который генерирует крутящий момент на подающих вальцах. Генератор прижимного усилия такого агрегата функционирует либо от мускульной силы оператора (струбцина), либо от гидравлического привода (ротационный пресс).
К заводским моделям трубогибов относятся агрегаты из серии «ПГ» (профелегибы).
Причем в быту и промышленности используют следующие модели:
- ПГ-1 – мобильный трубогиб, который могут использовать и «домашние мастера» и слесари или сантехники из аварийных бригад. Этот компактный аппарата сгибает профиль с габаритами до 40х40 миллиметров. Причем минимальный радиус изгиба – 180 миллиметров, а минимальный диаметр (для кольцеобразных деталей) – 0,6 метра.
- ПГ-2 – мобильный трубогиб с увеличенной мощностью. Этот аппарат сгибает даже 60-миллиметровые профили. Минимальный радиус изгиба в данном случае равен 22 сантиметрам (диаметр — 60 сантиметрам).
Средняя стоимость подобных станков – 600-700 долларов США. Поэтому большинство домашних мастеров используют не «фабричные» а самодельные трубогибы. Или заказывают услугу у специализированных компаний.
Причем цена гибки профильной трубы зависит от объемов работы, габаритов и конструкционного материала деформируемого изделия и сложности профиля согнутой детали.
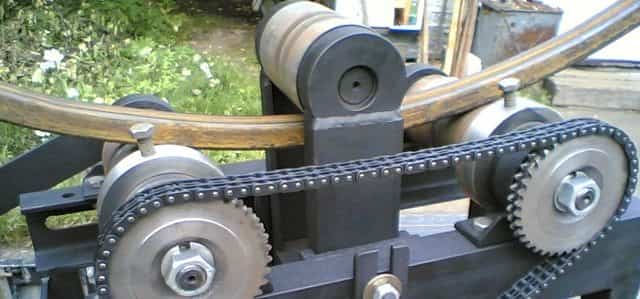
Самодельные трубогибы
Самодельные аппараты для гибки труб конструируют на основе трехвальцовой схемы, реализованной в промышленных трубогибах.
Сборку такой конструкции начинают с производства каркаса – прямоугольника, изготовленного из четырех швеллеров, соединенных сваркой.
На изготовленный каркас, по центру, наваривают П-образный кронштейн, в центр верхней планки которого вваривают гайку – основу будущей струбцины. В эту гайку вкручивают винт с маховиком.
Пята винта контактирует с подвижной плитой, которая перемешается в пазах боковых стенок П-образного кронштейна.
В плиту (которую можно выполнить в виде того же П-образного кронштейна, только с короткими вертикальными «ножками) встраивают валец (закрепляя между боковыми «ножками»). Прижимное усилие будет генерироваться струбциной.
По бокам от П-образного кронштейна наваривают стержневые кронштейны, которые будут удерживать подающие вальцы. Крепление вальцов осуществляется с помощью винтов. Причем с одной стороны на вальцы монтируют звездочки цепной передачи (можно использовать детали от велосипеда).
В финале на подающие вальцы надевают цепь и крепят к одной из звездочек рукоять, с помощью которой генерируют момент вращения на валу.
Схема работы такого агрегата очень проста:
- Деформируемую трубу укладывают на подающие вальцы и поджимают деформирующим роликом, затягивая винт струбцины.
- После этого, вращая рукоять подающей системы, прокатывают всю трубу сквозь зону деформации.
- При необходимости вышеописанные действия повторяют еще раз.
В итоге, труба гнется, а владелец оборудования экономит от 500 до 700 долларов США.
Как рассчитать минимально допустимый радиус
Минимальный радиус гиба трубы, при котором появляется критическая степень деформации, определяет соотношение:
Rmin=20∙S
В нем:
- Rmin означает минимально возможный радиус гиба изделия;
- S обозначает толщину, которой обладает трубопровод (в мм).
Следовательно, радиус по срединной трубной оси равен: R=Rmin+0,5∙Dn. Тут Dn означает условный диаметр круглого стержня.
Обязательное условие, чтобы грамотно вычислить минимальный радиус изгиба — это необходимость принять во внимание соотношение:
Кт=S:D
Тут:
- Кт означает коэффициент тонкостенности изделий;
- D указывает на наружный диаметр труб.
Следовательно, универсальная формула для вычисления минимально допустимого радиуса гибки:
R=20∙Кт∙D+0,5∙Dn.
Когда заданный радиус получается больше, нежели значение, получаемое по приведенной выше формуле, то используется метод холодной гибки труб. Если он меньше рассчитанной величины, материал следует предварительно нагреть. Иначе его стенки при гибке деформируются.
Следует учесть тот случай, когда параметр тонкостенности составляет 0,03
Источник: https://tpspribor.ru/instrumenty/gibka-profil-nyh-trub-po-radiusu-metodika-i-oborudovanie.html
Трубогиб для профильной трубы своими руками. Особенности и классификация
Трубогиб входит в число необходимых в домашнем хозяйстве приспособлений.
С его помощью можно согнуть трубы для канализации, водостоков, изготовить несущий каркас для теплиц и выполнить много других аналогичных работ.
Многие домовладельцы используют подобные агрегаты, выпускаемые современной промышленностью, однако стоят эти станки очень недёшево. Экономически выгоднее будет изготовить трубогиб для профильной трубы своими руками.

Особенности и классификация трубогибов
Прежде всего, необходимо знать для чего нужно данное оборудование.
Как следует из названия, трубогиб помогает изогнуть трубную деталь (она может быть изготовлена из разного материала – алюминия, пластика, стали) с требуемым радиусом.
Угол загиба варьируется в самом широком диапазоне – 0…180 градусов. При изготовлении трубогиба для профильной трубы своими руками неоценимую помощь окажут профессиональные схемы и чертежи.
В качестве критерия для классификации приспособлений промышленного назначения выступают тип привода и способ изгиба.
Классификация агрегатов по типу привода. Существуют следующие виды данных устройств:
- станки гидравлические. Бывают ручными и стационарными. С их помощью можно гнуть трубную деталь диаметром до 3 дюймов. Гидравлические трубогибы широко используются в производственной сфере;
- электромеханические агрегаты. Данные конструкции пригодны для работы с любыми магистралями. «Умная» электроника, присутствующая в оборудовании для гибки профильной трубы такого типа, точно рассчитывает необходимое усилие нажатия и угол изгиба;
- ручные приспособления. Применяются для гибки трубных изделий небольшого диаметра.

Классификация по критерию «способ изгиба». Согнуть деталь можно различными методами. В зависимости от реализованного в конкретном агрегате способа, трубогибы бывают:
- сегментными. Оснащаются специальным механизмом, позволяющим протаскивать и одновременно перегибать магистраль под требуемым углом;
- устройства арбалетного типа. Оборудуются специальным приспособлением, представляющим собой изгибающий элемент;
- пружинные приспособления. Оснащаются пружинами. С помощью таких станков для гибки профильной трубы можно обрабатывать пластиковые элементы.
Как самому сделать трубогиб для трубы профильного сечения
Чтобы создать такое устройство, вам потребуется ряд электроинструментов, в число которых входят шуруповёрт, болгарка (со шлифовальным и отрезным кругом), а также сварочный аппарат.
Прежде, чем приступить к изготовлению приспособления для гибки профильной трубы своими руками все металлические компоненты станка рекомендуется покрыть предварительно антикоррозионной грунтовкой.
Так увеличится его срок службы.

Алгоритм сборки агрегата представлен ниже. Для его реализации необходимо иметь представление о том, как будет выглядеть устройство в конечном итоге.
- Из куска швеллера отрезается подходящий по длине кусок. Он будет служить в качестве опорной пластины каркаса.
- После этого вытачиваются на токарном станке обоймы подшипников внутри роликов. К опоре в вертикальном положении привариваются два уголка. Их высота 10-15 сантиметров.
- Из идентичного швеллера выполняется монтаж под валики основной несущей платформы. Её длина должна быть меньше аналогичного параметра нижней опорной пластины на 10 сантиметров.
- На самом краю верхнего швеллера делается сквозное отверстие. В нём монтируется на резьбовую втулку отрезок недостающей длины данного элемента. Под отрезком размещается домкрат так, чтобы его подъёмник упёрся в регулируемую пластину.
- Затем к верхнему обрамлению каркаса привариваются предварительно установленные в подшипники 3 ролика. Для поднятия над поверхностью пластины боковых роликов используется уголок, в то время как поднятие на большую высоту центрального ролика выполняется посредством профиля с прямоугольным сечением.
- Место установки оси вращения – отверстие центрального ролика. К этой оси приваривается приводная ручка. Затем вал соединятся с остальными роликами цепью. Изготовление самодельных станков для гибки профильной трубы без цепи, оставляя в качестве приводного только один ролик, специалисты не рекомендуют. Объясняется это тем, что пробуксовка профиля при прокатке приведёт к снижению КПД. Приводной рычаг лучше оснащать поворачивающейся ручкой.

Сделать такой агрегат недостаточно — работа с самодельными трубогибами для профильной трубы требует владения определёнными навыками. Сегодня гибка выполняется двумя методами – холодным и горячим.
Более простой в реализации первый способ, но он считается очень грубым: в месте, где в начале процесса ролик вдавливается в трубу, на профиле остаётся видимая деформация (остальная часть профильной трубы гнётся ровно).
Весьма значительные трудозатраты будут наблюдаться, когда холодным методом обрабатывается изделие с особо толстыми стенками. Тут оптимальный вариант – горячая гибка. Она предусматривает нагрев отрезка трубы на участке начального воздействия. Такой подход повысит пластичность материала, из которого было изготовлено профильное изделие. Источником огня может быть паяльная лампа.
Самый простой вариант
Если создание трубогиба профильной трубы своими руками по вышеописанной методике покажется сложным, самому можно сделать совсем простое приспособление. Речь идёт о конструировании шаблона. Этот вариант подходит для гибки медных и алюминиевых труб, однако обрабатывать на шаблоне стальной профиль достаточно сложно.

Самый простой образец представляет собой деревянную конструкцию. Из массива дерева (его толщина должна превышать диаметр описанной вокруг профиля окружности) вырезается полукруг. Размеры необходимо подбирать с учётом радиуса изгиба.
Изготовленный полукруг располагается неподвижно на любой устойчивой поверхности, например, на верстаке, с правой от него стороны крепится упор, с помощью которого будет фиксироваться обрабатываемое изделие. На этом изготовление простейшего из приспособлений для гибки разнообразных профильных труб будет завершено.
Сама процедура гнутья выглядит так: профиль помещается в отверстие между упором и шаблоном, затем путём давления на свободный конец трубы ей придаётся нужная конфигурация.
В случае, когда предполагается работа с полимерными трубными изделиями, подобный шаблон можно изготовить из металлических крючков. Их нужно жёстко зафиксировать на деревянной поверхности так, что бы был сформирован полукруг.
Как выбрать промышленный образец
К сожалению, не все домашние мастера могут выкроить время, чтобы изготовить трубогиб своими руками. Вместе с тем, приобретая такой инструмент, рачительный хозяин всегда исходит из принципа разумной необходимости. Агрегат должен решать возложенные на него задачи, не вводя домашнего мастера в неоправданные расходы
Основные критерии при выборе трубогиба ручного типа следующие:
- производительность. Данный параметр определяет скорость работы механизма;
- тип привода. Зависит от частоты использования аппарата и объёма работ;
- максимальные геометрические размеры обрабатываемого профиля. Тут всё понятно.
- принцип работы агрегата. Определяется спецификой исполняемых операций (сегментный, пружинный, арбалетный).
Особое внимание обратите на габариты инструмента. Их значения зависят от того, планируете ли вы выполнять процедуру реконфигурирования профильной трубы на рабочем верстаке либо у вас есть возможность установить под стационарный блок устойчивую прочную опору.

И знайте: качественный ручной или другой трубогиб для профильной трубы стоить дёшево не может, поскольку в процессе его производства используются прочные дорогостоящие детали.
Эксперты рекомендуют останавливать выбор на продукции ведущих производителей, например таких, как Rothenberger (Германия),PROMA Machinery (Чехия), RIDGID (США), Bahco (Швеция) и других компаний. Конечно, стоят они очень недёшево.
В частности, цена арбалетного трубогиба от американского бренда RIDGID составляет около 1500 долларов. Поэтому, если работы носят разовый характер, целесообразней такие агрегаты арендовать.
Источник: http://trubamaster.ru
Источник: https://primamedia.ru/news/22.03.2017/trubogib-dlya-profilnoj-truby-svoimi-rukami.html
Гибка профильных труб по радиусу — Трубы и сантехника
Гибка труб – одна из наиболее полезных услуг в монтаже коммуникаций, прокладке трубопроводов, создании гидро- и пневматических систем. Гибка стальных труб, незаменимая при монтаже сетей, помогает получить такие элементы трубопровода, как:
Требования к этим изделиям определены в ГОСТе 24950-81 – стандарте, посвященном отводам, которые производятся по технологии поперечной холодной гибки труб.
Рынок сбыта гнутых труб

В каркасном строительстве, монтаже рам и создании других конструкционных деталей наравне с деформированием круглых труб применяется гибка профильной трубы по радиусу. Например, для монтажа различного рода опор и стоек, в том числе для рекламных конструкций, бывает необходима гибка квадратной трубы.
Диаметр труб, мм
Стоимость за 1 гиб, руб.
Гибка труб на специальном оборудовании
Качественная гибка труб на заказ осуществляется на вальцовых трубогибных станках. Современная техника позволяет провести эту операцию с максимальной точностью, избегая складок, трещин, морщин и других возможных дефектов деформации металла.
Гибка профильной трубы на станке намного эффективнее, чем при использовании ручных трубогибов.
Однако форма сечения – квадрат или прямоугольник – ограничивает возможности обработки. Такая гибка труб, цена на которую в столице соответствует спросу, может обеспечить сгиб изделия только в двух плоскостях – горизонтальной или вертикальной.
Намного больший потенциал представляет гибка, которые имеют сечение в виде правильного круга.
Такая труба может деформироваться в любой плоскости, если через эту плоскость проходит ее ось. Поэтому из нее можно получить сложнейшие по форме детали.
Если для такой услуги, как гибка профильной трубы, цена остается достаточно демократичной, более сложная работа, особенно с дорогостоящим материалом – к примеру, гибка медных труб, – оценивается выше: исходя из сложности заказа и трудозатрат.
[content-egg module=GdeSlon template=compare]
Гибка профильных труб – процедура, часто необходимая при строительных работах, оформлении приусадебного участка и возведению навесов.
Если вручную металлическое изделие, которое можно закрепить с одного конца, получается изогнуть с необходимым радиусом, то с материалами из профиля намного сложнее работать.
Для качественного сгиба изделий используется специализированный станок – трубогиб. Его применение сокращает временные и денежные затраты и ускорить процесс строительства.
Главным преимуществом гибки профильных труб по радиусу является то, что при возведении конструкции нет необходимости дополнительных затрат на фитинги, сварку, а эстетическая привлекательность сохраняется.
- *при гибке с засыпкой песком возможно уменьшение минимального радиуса
- на 15-20% и толщины стенок профиля;
- *одна их сторон не должна быть более 180 мм. сумма сторон должна
- быть не более 230 мм.
- *радиус гибка алюминиевых труб зависит от толщины стенки профиля;
- *при забивки трубы песком минимальные значения R могут быть уменьшены;
- *при недостаточной толщины стенки трубу необходимо заполнять песком;
Гибка профильных труб на заказ
Если у вас нет возможности самостоятельно проводить данную процедуру, подготавливать материалы или закупать оборудование, можно осуществить гибку профильной трубы на заказ.
Заказывать данную услугу продукции часто требуется в следующих случаях:
- при изготовлении сложных конструкций округлых форм;
- разработке и производстве дизайнерской мебели;
- монтаже теплого пола и коммуникаций (отопления, водопровода, канализации).
Изогнутые конструкции не только привлекательно выглядят, но еще и обладают достаточно высоким уровнем прочности.
Гибка профильных труб по радиусу
изделие наполняется водой и замораживается в промышленном холодильнике, после чего производится гибка на станке. Такой метод дает возможность изменять форму металлической продукции без разрывов;Гибка профильных труб по радиусу осуществляется двумя способами:
- заполняется песком, на концы ставятся заглушки и просверливается несколько отверстий для выхода газов, образующихся в процессе нагрева. После проводится гибка профильной трубы по радиусу.
Для гибки могут использоваться два вида продукции: стальные и алюминиевые. Минимальный радиус профильной трубы, подлежащий гибке, в случае заполнения песком уменьшается в разы.
Оборудование
Радиусная гибка профильной трубы производится на профилегибочных станках с различными видами привода. Оборудование с гидро- или электромеханической передачей относят к категории профессионального.
Для того, чтобы осуществить гибку продукции широко применяются холодная и горячая технология. Первый случай подходит продукции из пластичных материалов. Горячая же технология применяется практически для любых видов профилей.
Перфорированная металлическая труба
Помимо гибки профильных труб, мы предлагаем нашим клиентам гибку металлического уголка, швеллеров, а также других сложных профилей.
Цена на услуги по гибке профильной трубы по радиусу на заказ
Компания Строй-Пласт осуществляет гибку профильных труб по радиусу на заказ любых размеров по лучшим ценам!. Таблица размеров.
Источник: www.himgib.ru
[content-egg module=GdeSlon template=compare]

- гибку стальных труб;
- гибку профильных труб;
- гибку труб с дорном.
При производстве всегда возникает много нюансов. Трубы могут гофрить, р адиусы получаемого изделия могут плавать. Для каждой формы трубы, для каждой толщины стенки, для каждого размера существуют свои нюансы.
За сколько проходов можно погнуть, требуется набивка или нет. Как вы видите – это целая наука. Поэтому лучше доверить данную работу профессионалам, которые выполнят ее качественно и в срок.
Мы гарантируем качество получаемых изделий, высокую повторяемость при больших заказах.

Мы гнем следующие виды труб:
- Профильная труба как квадратная, так и прямоугольная с габаритами от 10 мм до 160 мм ( любое сочетание ) и толщиной стенки до 12 мм.
- Круглая труба диаметром до 160 мм с толщиной стенки до 12 мм.
- В данной таблице для каждого размера трубы вы можете увидеть минимальный радиус на который мы ее можем изогнуть.
В остальных случаях используется гибка трубы с дорном.
Это особенный вид гибки, применяемый, когда необходимо получить очень маленькие радиусы, которые на обычном валковом трубогибе не возможно сделать. Использование дорна позволяет избежать гофрения, изменения радиуса и заломов труб.
Точная гибка труб на заказ от компании Мосткон
Точная гибка труб на заказ от компании Мосткон. Гибка с дорном и гибка профильных труб. Вобщем гнем све виды труб.
Источник: mostcon.ru
[content-egg module=GdeSlon template=compare] Поделитесь статьей в соц. сетях:
Источник: https://trubyisantehnika.ru/gibka-profilnyih-trub-po-radiusu.html
Технология и способы гибки труб
Человечество начало применять трубу очень давно — ее прототипом были тростник и бамбук, из которых сооружались первые водоводы. Еще в древнем Риме научились изготавливать трубы из бронзы.
Первые методы промышленного производства таких металлических изделий возникли в начале 19 века.
В настоящее время выпускаются миллионы и миллионы тонн продукта, без которого не могут обойтись огромное количество отраслей хозяйственной деятельности человека.
При производстве жестких металлоконструкций из цельной заготовки в качестве альтернативы сварке и резьбовому соединению все чаще применяется гибка труб. Это объясняется целым рядом причин:
- снижение материалоемкости, так как нет ввариваемых патрубков;
- уменьшение трудоемкости при создании конструкций по сравнению со сварными и резьбовыми соединениями;
- лучшие гидроаэродинамические показатели прохода;
- отсутствие неблагоприятного воздействия на структуру металла по сравнению со сваркой;
- преимущество в герметизации относительно резьбовых соединений;
- лучший внешний вид конечного изделия.
Гнутье труб осуществляется различными методами. Применение той или иной технологии определяется следующими основными факторами:
- материал изготовления;
- толщина стенок;
- профиль;
- размер сечения (диаметр или высота профиля);
- радиус сгиба;
- необходимая точность гнутья;
- допустимые пределы деформации гнутой конструкции;
- качественные показатели прочности и долговечности в месте изгиба.
Горячая гибка труб
Гнутье труб с предварительным разогревом применяют в случаях,  когда нет возможности применить трубогибочные устройства и приспособления для гиба холодным способом. Процесс гибки труб с предварительным разогревом весьма трудоемок и производится с наполнителем. В этом качестве используют сеяный речной песок без органических включений и слишком мелких фракций, которые при термическом воздействии могут спекаться и пригорать к стенкам. Песок не должен быть влажным, чтобы исключить возникновение высокого давления пара в трубе при ее нагреве.
когда нет возможности применить трубогибочные устройства и приспособления для гиба холодным способом. Процесс гибки труб с предварительным разогревом весьма трудоемок и производится с наполнителем. В этом качестве используют сеяный речной песок без органических включений и слишком мелких фракций, которые при термическом воздействии могут спекаться и пригорать к стенкам. Песок не должен быть влажным, чтобы исключить возникновение высокого давления пара в трубе при ее нагреве.
Гибка стальных труб производится при температуре порядка 900 оС без пережога и с одним нагревом — иначе ухудшается качество продукции. Размер разогреваемого участка определяется сечением и радиусом гибки. По окончании процесса удаляют заглушки, извлекают песок, очищают и промывают полость трубы.
Холодная гибка труб
Технология гибки металлических труб холодным способом обладает существенными преимуществами по сравнению с горячим. Этот метод более технологичен и в несколько раз производительнее, что ведет к снижению себестоимости.
Холодным способом производится и операция по сгибанию труб из цветных пластичных металлов. Медь и алюминий отличаются высокой ковкостью, что позволяет согнуть изделия без разогрева.
Строго говоря, гибка труб отрицательно влияет на характеристики их качества. Возникают заметные дефекты, основными из которых являются:
- уменьшение толщины стенки на внешней стороне изгиба;
- появление гофровых складок на внутренней стороне изгиба;
- искажение формы прохода трубы — из круглой она превращается в овальную.
Особенно подвержены деформациям трубы из мягких металлов и с тонкими стенками. Поэтому гибка тонкостенных труб требует применения механического стабилизатора — им служит дорн.
Дорном называют специальный элемент оснастки, который в процессе гибки располагается в полости трубы по месту ее изгиба. Он предназначен для предотвращения деформаций стенок трубы в гибочном процессе. Дорн может быть жесткой или гибкой конструкции.
Жесткий дорн — это направляющий элемент, выполненный из твердого металла, с закругленным торцом с рабочей стороны. Его заправляют непосредственно в точку изгиба. Гибкий дорн также состоит из твердого стержня. На одном его краю находятся один или несколько изгибающихся сегментов, выполненных в виде шаров или полусфер особой формы.
Эти конструкции, находясь в месте изгиба, обеспечивают неизменность формы прохода. По завершении процесса дорн выталкивается из гибочной зоны, а шарики дополнительно калибруют внутреннюю поверхность. Использование гибкого дорна достаточно сложно. Для его применения в трубогибе должно быть устройство автоматического управления дорном.
Трубогибы с использованием дорна, в силу своей специфики, бывают только стационарными. Они производятся для работы как в полуавтоматическом, так и в полностью автоматическом режиме. Работа высокопроизводительных дорогостоящих трубогибов контролируется системой ЧПУ, которая отслеживает все текущие параметры технологического процесса.
Переносные трубогибы
Процесс изгибания труб непосредственно на месте возведения конструкции удобнее всего производить с помощью переносных трубогибов различного исполнения:
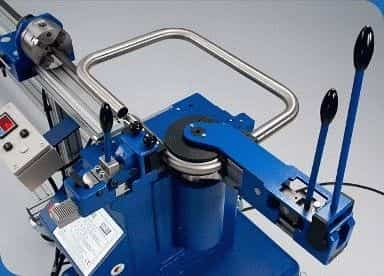
- Трубогибы рычажные. За счет большого плеча возможно совершать необходимые действия исключительно мышечным усилием человека. В изделиях из пластичного металла, включая нержавеющую сталь сечением до 3/4 дюйма, они позволяют делать загиб до 180о.
- Трубогибы арбалетного типа. Изделие размещают на двух опорных точках, вращающихся вокруг собственных осей. Гибочный башмак, соединенный с перемещающимся штоком, прилагает усилие к той части трубы, которая расположена между опорами. Такие легко переносимые трубогибы способны согнуть трубу из нержавейки диаметром до 100 мм на угол до 90о. Шток, создающий давление, может быть выполнен как:
- механический винтовой;
- гидравлический с ручным приводом;
- гидравлический с электроприводом.
- Электрические трубогибы. В них гибка труб производится на сменных гибочных сегментах различного радиуса. Здесь с помощью поворотной оправки заготовку загибают под определенным углом.
Положительные свойства этого инструмента:
- универсальность, которую обеспечивает сменный набор сегментов и поворотных оправок для разных сечений труб;
- угол изгиба до 180о;
- автоматическая работа без дополнительных действий;
- плавное изменение скорости, присутствие обратного хода;
- фактическое отсутствие деформации изгиба, благодаря безукоризненному согласованию всех элементов оснастки и необходимой динамики подачи;
- простота использования, легкая замена насадок;
- высокая производительность;
- компактность и малый вес, благодаря большой приведенной мощности привода.
При отсутствии электросети такие трубогибы обеспечиваются приводом, работающим от встроенного аккумулятора.
Станочная гибка труб
Самый распространенный вид трубогибочного станка — классический трехроликовый (трехвалковый) вальцевый трубогиб. Он использует способ холодного деформирования металла, который называют вальцовкой. Станок такого типа может работать с любыми металлами, от цветных до титановых сплавов.
Он может легко управиться с гибкой круглых и овальных трубных изделий, но при этом отлично гнет и заготовки квадратного, прямоугольного и даже треугольного сечения.
Гибка профиля из металла не представляет для такого станка никакой проблемы, так же как и гибка профильной трубы.
Универсальность оборудования данного типа обусловлена тем, что вальцовка по сути — это деформация материала по некоторому направлению. Этот метод можно отнести к самому общему виду гибки металла.
Изгиб профильной трубы обеспечивается установкой необходимой формы (калибра) роликов или валков.
К достоинствам такого станка следует отнести возможность получения гнутого профиля большой длины — более 5 метров, что бывает часто необходимо в строительстве.
Кроме того, заготовку можно гнуть на угол до 360 градусов — на полный круг.
Гибку труб большого диаметра производят на электрических станках со следующим принципом изгиба: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.
Такие станки позволяют реализовать точный угол загиба (до одного градуса). Это обеспечивается либо простым механическим путем, либо заданием параметров в цифре с контролем всего процесса на мониторе на высокоавтоматизированных комплексах. Станки используются только в заводских условиях.
Источник: https://WikiMetall.ru/metalloobrabotka/gibka-trub.html
Методы гибки труб и профилей
23.10.2017
Процесс сгибания труб присутствуют во многих производственных операциях: в прокладке нефтегазовых трасс, тепловых магистралей, в монтаже сетей водопровода и водоотведения, систем промышленной вентиляции и кондиционирования. Гнутые трубы выполняют роль ответвлений, соединительных отрезков, отводов и ограждений в конструкциях различных механизмов и жестких металлических конструкций.
Во всех случаях гибка труб производится с помощью трубогибочных машин. Каждая технология изменения направленности трубы имеет свои особенности и показания, которые следует учитывать при выборе оборудования.
Факторы, влияющие на выбор технологии гибки труб
Сгибание трубной заготовки представляет собой процедуру изменения направленности трубы, в том числе – геометрии отрезка. Данный процесс выполняется на трубогибочных станках разными технологиями, использование которых во многом зависит от:
- Материала трубопровода
- Величины наружного и внутреннего диаметра
- Толщины стенки трубы
- Требуемой точности гибки
- Сложности конструкции
- Величины радиуса сгибания
- Допустимых величин деформации заготовки
- Качественных показателей прочности
- Срока эксплуатации конструкции, в том числе на отрезке изгиба.
Выбирая трубогибочный инструмент, необходимо определить для каких целей он будет использоваться, так как от правильного выбора зависит принцип работы, производительность оборудования, метод гнутья и объемы задействованных ресурсов. В настоящее время существует два варианта гибки труб на профилегибах и трубогибочных машинах – метод холодной или горячей гибки.
В чем заключается особенности горячей гибки труб?

Главной особенностью горячей гибки труб является использование специального наполнителя. В подавляющем большинстве им выступает чистый речной песок определенной фракции, без включения мелких или крупных частиц, в том числе без органических или неорганических примесей. Присутствие посторонних включений может повлечь за собой их пригорание к частицам песка или поверхности трубы. Кроме того, песок не должен быть мокрым, иначе при повышении температуры возникнет высокое давление пара в трубе и ее деформация.
Принцип действия горячей гибки труб
- После засыпания песка в заготовку происходит повышение температуры до 900 градусов по С и выполняется гибка трубы нужного радиуса.
- Нагревание детали происходит единоразово без пережога, чтобы не допустить ухудшения качества.
- Выбор размера подогреваемой зоны на трубе зависит от угла сгибания, толщины и размера диаметра.
- После завершения процедуры, вынимают заглушки, удаляют наполнитель и прочищают заготовку.
Метод холодной гибки труб
- Метод холодной гибки труб — это процесс изменения радиуса трубы без нагрева в месте сгиба.
- Холодным способом выполняется сгибание профиля и трубных заготовок из:
Источник: https://remontenergo.ru/stati/2771-Metody-gibki-trub-i-profiley/
Гибка трубы по радиусу – Методы и способы
РџСЂРё производстве металлоконструкций, вместо сварки Рё сопряжения применяется РіРёР±РєР° труб РїРѕ радиусу. Рто РѕРґРЅР° РёР· основных операций РїСЂРё выполнении работ РїРѕ монтажу трубопроводных систем.
Благодаря этому, изделия создаются монолитными, значительно сокращается количество швов и соединений, гарантируется герметичность.
Для изделий с небольшим диаметром используются ручные трубогибы, а для больших диаметров применяют трубогибочные станки.
Можете прямо сейчас посмотреть каталог трубогибочного оборудования от компании «Передовые технологии».
Заказ оборудования осуществляется по номеру 8(495)150-24-23. Доставка по всем городам РФ.
Давайте разберемся, что случается с трубным прокатом в процессе деформации.
- Стенки максимально подвергаются сжимающему и растягивающему напряжению со всех сторон;
- Если материал очень хорошо подвергается деформации, мастер с трудностями будет контролировать гибку трубы по радиусу;
- Внутренняя часть изделий склонна к вертикальному расширению, в итоге изделие на выходе получается в форме трапеции;
- Профиль всегда старается проскользнуть вдоль колодки.
- Благодаря круглой форме, изделие может равномерно изменять форму в процессе изгиба. Соответственно, мастера всегда могут гарантировать качество работы;
- Легко передается усилие между колодками;
- В инструменте не проскальзывает через зажимы.
Радиус, при котором могут начаться деформации, считается по формуле: R=20*S. (Где S – толщина трубного изделия в миллиметрах).
Обязательно нужно учитывать формулу Кт=S/Dn. (Кт – коэффициент тонкостенности, D – наружный диаметр).
�з этого, мы можем вывести общую формулу для разрешенного радиуса гибки трубы.
R=20*РљС‚*D+0,5*Dn.
Если вдруг выйдет, что уже заданный параметр будет больше, чем значение из формулы выше, применяйте метод холодной гибки. Если меньше – метод горячей деформации.
- С применением ручных аппаратов;
- Обработка сжатием;
- С помощью прессования;
- Ротационно-вытяжная гибка.
Для трубопроката небольшого диаметра используются ручные трубогибы. Оборудование представляет собой переносную конструкцию, которая оснащается роликами. Принцип работы – сжим стержня.
Отличный пример данного оборудования, благодаря которому выполняется гибка трубы по радиусу – CBC OB/KIT. Работать с этим оборудованием прямо на месте, где будет выполняться установка металлопроката.
Существуют ручные рычажные трубогибы. С помощью удлиненных плечей, обрабатываемый трубопрокат до 20 мм диаметром легко гнется до 180 градусов (медь, алюминий). Пример такого инструмента – C.B.C. UNI 22.
Арбалетные трубогибы имеют конструкцию посложнее. Там изделие кладут РЅР° РґРІРµ РѕРїРѕСЂС‹, которые перемещаются РЅР° нужное расстояние. Данный РІРёРґ позволяет обрабатывать изделия диаметром РґРѕ 100 РјРј Рё гнуть РёС… РґРѕ 90 градусов. Хороший пример — CBC OB/85S (работает СЃ изделиями РёР· меди Рё нержавеющей стали).
Не можете определиться, какое из перечисленных оборудований Вам может пригодиться? Читайте статью «Как выбрать трубогиб», советы и рекомендации специалистов Вам обязательно помогут.
Также, Вы можете созвониться с менеджером компании «Передовые технологии» по телефону 8(495)150-24-23. Вам предложат хорошую модель, в соответствие целей применения, который устроит Вас как по цене, так и по качеству. Гибка трубы по радиусу на предприятиях делается с помощью трубогибочных станков. Особо популярны станки с тремя валками, которые предназначаются для трубопроката с хорошей длинной.
На таких станках можно выполнить даже спиральные металлические изделия.
Как проходит процесс сгиба? Заготовка проходит через ролики, которые расположены на определенном расстоянии (зависит от угла сгиба). Одновременно сгибается с двух сторон, сжимаются цилиндром, и получается изделие нужной формы.
В качестве примера можно рассмотреть станок SAHINLER PK 35F, который может выполнять любые углы без потери изначального качества заготовки. Закажите его, добавив товар в корзину и заполнив личные данные. Доставка будет осуществлена в любой город России.
Часто встречается, что на производстве используют станки, выполняющие гибку труб по радиусу методом сжатия. Могут обрабатываться изделия абсолютно разного сечения.
Такие устройства гнут трубной прокат на угол до 180 градусов. Фиксируют заготовки с установленной мощностью, не смотря ни на какие воздействующие усилия.
Подходит для профильного металлопроката.
Гибку труб по радиусу с помощью прессовки можно выполнять на изделиях длиной не больше 0,7 метров. Могут использоваться механические или гидравлические прессы. Применяется, как правило, для сложных конструкций.
Рто является РѕРґРЅРёРј РёР· дорогостоящих оборудований, РЅРѕ РїСЂРё этом, производительность РЅР° СѓСЂРѕРІРЅРµ (можно обрабатывать широкий ассортимент Р·Р° короткое время). Ротационная вытяжка труб выполняется РЅР° трубогибочных станках СЃ электрическим или гидравлическим механизмом для перетаскивания роликов, которые управляют толщиной стенок.
Такая гибка труб по радиусу – дорогостоящая, но эффективная. Применяется тогда, когда требуется обрабатывать большие партии металлопроката.
К примеру, станок CANSA CNC38 R3. Работает как в ручном, так и автоматическом режиме.
Полностью автоматизированная работа, которая сопровождается передачей каждого действия на экран.
Закажите прямо сейчас, позвонив по номеру 8(800)555-34-63. Доставка осуществляется в любой город России.
Где применяется данный вид гибки?
- В предприятиях, изготавливающих лестницы, ограждения и др.;
- В строительных компаниях, занимающихся установкой ограждений (ворот, заборов);
- При создании торговых конструкций;
- На производстве мебельных компаний.
Все производимые квадратные и прямоугольные трубы имеют параметры, которые были установлены при их создании. Они же и показывают пластические возможности трубопроката.
Минимальный радиус сгиба труб зависит от поперечной площади и толщины стенки. Чуть позже в таблице Вы узнаете оптимальные величины.
«Профилированные трубные изделия высотой h до 0.2 см могут иметь участок не больше, чем 2,5*h. Если высота больше 0,2 см, максимальная длина участка высчитывается по формуле 3.5*h».
Усилие, которое возникает при гибке труб по радиусу, вызывают сложности, переливающиеся в следующие ситуации:
- Внешняя стенка лопнет под действием получаемой нагрузки;
- Сегменты могут растерять свою прочность;
- Внутренняя часть профиля образует складки в виде гофры.
Пользуясь расчетами и значениями, показанными в таблице, Вы сможете узнать, каким радиусом гнуть трубу и как сделать идеально ровный изгиб без деформаций.
В качестве примера приведем популярный профилегибочный станок SAHINLER HPK 120 с тремя роликами, который выполняет изгиб за один проход. Если Вы решите заказать такое оборудование, по согласованию с нами, можно будет приобрести дополнительный комплект роликов.
Не теряйте время и закажите его прямо сейчас, добавив товар в корзину и заполнив поля с личными данными.
- Если диаметр трубопроката не больше 10 см, то его нужно изначально разогреть до определенной температуры и заполнить полость песком. Благодаря наполнителю будет исключено возникновение поломок, трещин и других изменений;
- Во время нагрева внутри полости будут выделяться газы, поэтому, во избежание взрыва в заглушках, нужно создать несколько отверстий 3-4 мм;
- Рекомендуемое значение для сгиба = тройной радиус;
- Греть трубное изделие нужно только в месте сгиба газовой горелкой;
- Внимательно наблюдайте на процессом, если в месте сгиба присутствует шов;
- После выполнения процедуры, избавьте металлопрокат от возникнувших накалин;
- Если диаметр меньше 8 см, то возможно нагрев даже и не понадобится.
Гибка трубы по радиусу может реализовываться тогда, когда учтены:
- Диаметр продукта;
- Толщина стенок;
- Материал изготовления;
- РЈРіРѕР» СЃРіРёР±Р°.
Соблюдайте все данные рекомендации и правила техники безопасности, выполняйте необходимые расчеты и тогда Вы сможете выполнить идеальную гибку трубы по радиусу (круглого или профильного типа).
Источник: https://www.rezka-trub.ru/technology/gibka-trubyi-po-radiusu/





