- Сущность токарных работ по металлу
- Режущий инструмент для токарных работ
- Виды токарных станков по металлу
- Основные сведения о токарной обработке
- Другие статьи по сходной тематике
- Токарная обработка металла: особенности и виды
- Технология токарной обработки металлов
- Токарная обработка металла – используемые резцы
- Токарная обработка металла – виды оборудования
- Режимы и особенности токарной обработки металла
- Токарная технология
- Какие используются резцы?
- Какое оборудование используется?
30 Январь 2019 Токарные работы по металлу: технология и области применения 

Вопросы, рассмотренные в материале:
- Что такое токарные работы по металлу
- Для чего предназначены токарные работы по металлу
- Какие станки используются для токарных работ по металлу
- Какой инструмент применяют для токарных работ по металлу
Металлические изделия обрабатывают различными способами, одним из которых являются токарные работы по металлу, в результате чего заготовкам придают вид деталей, подходящих к различным механизмам. Их выполняют посредством токарных станков, инструментов и многофункциональных приспособлений в виде резцов, благодаря которым можно создавать детали различной конфигурации и геометрической формы.
Сущность токарных работ по металлу
Технология токарных работ по металлу заключается в том, что с изделий срезается излишний металлический слой до тех пор, пока деталь не примет необходимую форму, размер и шероховатость поверхности. Для такой обработки используются металлорежущие станки, которые называются токарными.
Токарные станки подходят для обработки вращающихся деталей – валов, зубчатых колес, шкивов, втулок, колец, муфт, гаек и т. п.
В основном, при помощи токарных станков выполняют обработку поверхностей, имеющих цилиндрическую, коническую форму, а также фасонные и торцовые поверхности, уступы. На станках вытачивают канавки, отрезают части заготовок, обрабатывают отверстия за счет сверления, растачивания, зенкерования, развертывания; нарезают резьбу, накатывают.
Токарные работы по металлу на заказ и в промышленных масштабах выполняются с помощью режущих инструментов. Работа на станках предполагает применение различных режущих инструментов – резцов, сверл, зенкеров, разверток, метчиков, плашек, резьбонарезных головок и т. п.
Процесс резания схож с процессом расклинивания, а рабочая часть режущих инструментов напоминает клин.

За счет приложения к резцу усилия его режущий край вклинивается в заготовку, а непрерывно сжимающая лежащий впереди слой металла передняя поверхность инструмента преодолевает сцепление частиц обрабатываемой поверхности и отделяет их от основной массы. Срезаемый в процессе токарной обработки слой, являющийся металлической стружкой, называют припуском.
В процессе работ на токарном станке по металлу сочетаются два движения. Первое (главное) из них предполагает вращение заготовки, которая закреплена в патроне или планшайбе, второе – движение подачи – совершается инструментом, чтобы придать обрабатываемой детали заданные параметры по размеру, форме и качеству поверхности.

Благодаря множеству вариантов соединения названных движений, токарное оборудование позволяет работать с деталями, имеющими различную конфигурацию, а также выполнять другие технологические операции. При помощи станков можно:
- нарезать резьбу различных типов;
- сверлить, растачивать, развертывать, зенкеровать отверстия;
- отрезать части заготовки;
- вытачивать на поверхности изделия канавки различной конфигурации.
Широкий спектр функций токарного оборудования позволяет делать многочисленные работы. Именно оно подходит для обработки:
- гаек;
- валов различных конфигураций;
- втулок;
- шкивов;
- колец;
- муфт;
- зубчатых колес.
Разумеется, по окончании токарной обработки должно получиться готовое изделие, соответствующее определенным стандартам. Качество в данном случае предполагает, что детали должны иметь соответствующие требованиям размеры, форму, шероховатость поверхности и точность взаимного расположения.
Чтобы обеспечить надлежащий контроль качества в процессе токарных работ по металлу пользуются измерительными инструментами: если речь идет о крупных предприятиях, выпускающих серийную продукцию, – предельными калибрами; в случае изготовления деталей мелкими партиями, либо единично – штангенциркулями, микрометрами, нутрометрами и прочими измерительными устройствами.

Режущий инструмент для токарных работ
На эффективность токарных работ по металлу, выполняемых при помощи станков, влияют различные параметры, включая глубину и скорость резания, величину продольной подачи. Для выполнения высококачественной обработки деталей требуется создание следующих условий:
- для заготовки, зафиксированной в патроне или планшайбе, имеет значение достаточно высокая скорость вращения;
- для инструмента важна устойчивость и возможность оказывать сильное воздействие на заготовку;
- во время одного прохода инструмента должен срезаться как можно больший слой металла;
- все узлы станка должны обладать достаточной устойчивостью и поддерживаться в рабочем состоянии.
На скорость резки влияют характеристики материала, из которого выполнена заготовка, тип и качество используемого резца. При выборе частоты вращения шпинделя станка, который включает токарный патрон или планшайбу, необходимо ориентироваться на нужную скорость резки.
Различные типы резцов позволяют проводить разного рода черновые или чистовые токарные работы, а выбор инструментов зависит от характера обработки.
За счет изменения геометрических параметров режущей части инструмента регулируется величина снимаемого слоя металла.
При обработке детали правые резцы двигаются от задней бабки к передней, а левые, соответственно, продвигаются в обратном направлении.

В зависимости от формы и расположения лезвий резцы могут быть:
- прямыми;
- отогнутыми;
- инструментами с оттянутой рабочей частью, которая по ширине меньше, чем ширина их крепежной части.
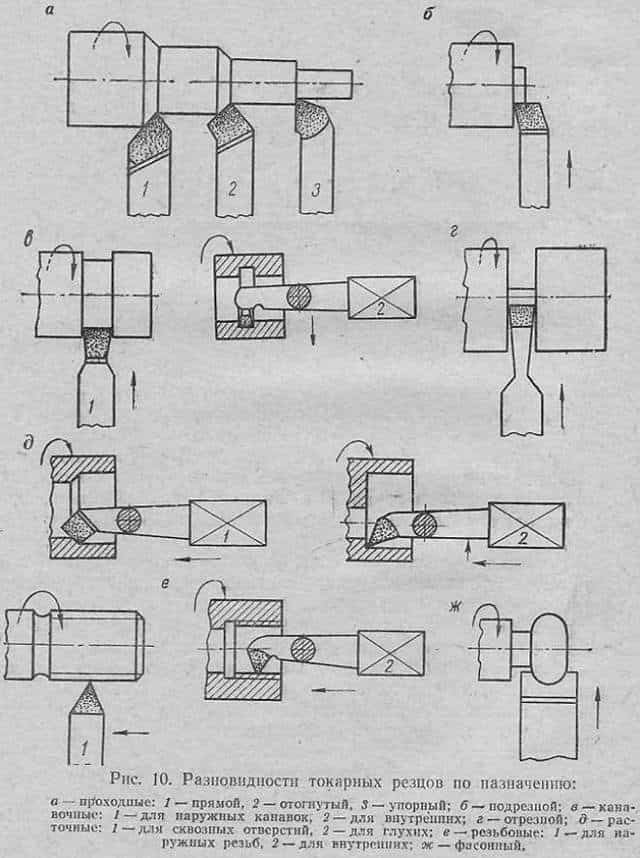
Существует классификация резцов в зависимости от целей их применения. Они бывают:
- подрезными (предназначены для обработки поверхностей, которые располагаются перпендикулярно к оси вращения);
- проходными (с их помощью обтачивают плоские торцовые поверхности);
- канавочными (предназначенными для формирования канавок);
- фасонными (позволяющими изготавливать детали, имеющие определенный профиль);
- расточными (для расточки отверстий в заготовке);
- резьбовыми (для нарезания резьбы любых видов);
- отрезными (позволяют отрезать детали требуемой длины).
На качество, точность и производительность токарных работ по металлу при помощи токарного станка влияет не только правильный выбор инструмента, но и его геометрические параметры. В связи с этим при обучении токарному делу много внимания уделяют вопросам геометрии режущих инструментов.
Обработка поверхностей разного типа выполняется резцами определенной категории в соответствии с установленными правилами:
- С помощью обычных прямых и отогнутых резцов обрабатывают наружные поверхности деталей.
- Чтобы обработать торцевую или цилиндрическую поверхность, потребуется упорный проходной инструмент.
- Протачивание канавок и обрезка заготовок выполняется при помощи отрезного резца.
- Просверленные ранее отверстия обрабатываются расточными резцами.
Отдельная категория токарного инструмента представлена резцами, которые предназначены для обработки фасонных поверхностей с длиной образующей линии не более 40 мм.
Виды токарных станков по металлу
Впервые полноценный автоматизированный токарный станок, прообраз современных, увидел свет в Америке во второй половине XIX века.
С того времени техника претерпела серьезные изменения, появились различные виды оборудования, и каждый из них предназначен для выполнения определенных работ.
При помощи одних станков обрабатывают небольшие по размеру заготовки, другие позволяют изготавливать серийные детали, на третьих можно выполнять не только токарные, но и фрезерные операции и т. д.
Но вне зависимости от разновидности, все токарные станки предназначены для того, чтобы в процессе обработки придавать заготовкам необходимую форму путем срезания излишков металла. Однако разные типы станков могут обладать дополнительными особенностями, к примеру, позволяющими выполнять операции сверления и фрезерования.
В основном разница между видами станков в их конструкции, при изменении которой появляются новые возможности. Однако у каждого станка, предназначенного для выполнения токарных работ по металлу, присутствуют основные узлы, представленные:
- Станиной – элементом, на котором крепятся все рабочие части.
- Передней бабкой – узлом, в котором размещается коробка скоростей и шпиндель, коробка передач, являющаяся механизмом, который передает движение от шпинделя к суппорту через ходовой винт или валик.
- Фартуком – элементом, при помощи которого происходит преобразование переданного движения в поступательное.
- Суппорта – узла, состоящего из каретки, которая перемещается параллельно или перпендикулярно к оси станка. За счет суппорта передается поступательное движение режущему инструменту.
- Задней бабки – подвижного элемента, необходимого для закрепления вращающихся центров.
Благодаря тому, что у такого станка есть ход пиноли задней бабки, его можно оснастить сверлильным патроном. В этом случае с его помощью можно будет не только вытачивать детали различного профиля, выполнять углубления и канавки, выравнивать, подрезать в размер, но и высверливать отверстия и делать внутреннюю и внешнюю резьбу разными способами (в виде плашек, метчиков, резцов).
Заготовки из черных и цветных металлов обрабатываются именно на токарно-винторезных станках, что обеспечивает им востребованность в инструментальном производстве, приборостроении или часовой промышленности.

Такие станки оборудуются различными резцами, сверлами, метчиками, плашками и развертками для металла.
Выбирая токарно-винторезные станки для работы с металлом, необходимо обратить внимание на следующее:
- Расстояние от оси оборудования до станины влияет на максимальный диаметр заготовки, которую можно обрабатывать. Ряд станков позволяет выполнять токарные работы по металлу с заготовками, диаметр которых варьируется от 330 до 660 мм.
- Максимальную длину обрабатываемых деталей. При помощи токарно-винторезных станков можно работать с заготовками, длина которых достигает 2032 мм. Их можно использовать как в промышленных масштабах, так и в частных токарных мастерских.
- Вес заготовок. Для тяжелых деталей требуются установки с высокой жесткостью. Это позволяет работать более точно. В продаже есть представлены станки, весящие от 600 до 4250 кг.
Это уникальное оборудование, предназначенное для обработки черного и цветного металла, дерева и пластика, в котором сочетаются две разновидности станков – токарного и фрезерного, а значит, оно позволяет, помимо выполнения проходного точения заготовок, нарезки резьбы, наложения фасок, производства выборки галтелей, также вырезать прямые и криволинейные пазы или высверливать отверстия на наружных поверхностях.
Решение такого спектра задач стало возможным за счет наличия, кроме основных элементов, также и вертикальной фрезерной части со вторым шпинделем. Оборудование подходит для использования в инструментальном, часовом и приборостроительном производствах, его можно устанавливать в частных мастерских, а также в школах для проведения уроков трудового обучения.
Среди его достоинств следует отметить:
- Доступность. Один комбинированный станок стоит дешевле, чем два разных, выполняющих аналогичные функции.
- Компактность. Для размещения одной установки потребуется меньше места, чем для двух, что особенно актуально при небольших размерах мастерской.
- Ассортимент режущего инструмента для токарно-фрезерного станка весьма велик, он представлен резцами, сверлами, плашками, метчиками, развертками, фрезами для работ по металлу, стамесками для деревообработки, в соответствии с планируемыми работами.
Выбирая данный тип оборудования, необходимо обратить внимание не только на расстояние между центрами и максимально возможный диаметр, но и на предельный диаметр концевой и торцевой фрез. От этого параметра зависит выбор режущих инструментов, которые можно будет использовать при работе. В продаже есть станки, в которых можно пользоваться оснасткой 13 и 30 мм.

Помимо перечисленных устройств, существует еще ряд разновидностей станков для выполнения токарных работ по металлу.
Однако высокая стоимость и значительные габариты позволяют использовать их только на крупных предприятиях для серийного производства различных деталей механизмов машин, таких как валы, втулки, изделия сложного профиля с отверстиями, не соосными с осью детали и т. п. Подобное оборудование представлено:
- Токарно-карусельными станками, предназначенными для работы с крупногабаритными заготовками (диаметр которых превышает 2000 мм).
- Токарно-револьверными – станками, на которых изготавливают детали из калиброванного прутка. Режущий инструмент в такой установке закрепляется на вращающемся барабане, в который помещаются отдельные блоки с прикрепленной к ним оснасткой.
- Станками с ЧПУ и обрабатывающими центрами – такое оборудование предполагает минимальное участие мастера при выполнении токарных работ по металлу, обеспечивая при этом высокую точность обработки. При помощи таких установок можно выполнять большое количество операций, при этом оператор играет роль наблюдателя, основная задача которого заключается в выемке готовых деталей, в остальном станок работает самостоятельно на основании заданной программы, составленной специалистом.
Также следует отметить, что некоторые станки можно переоборудовать таким образом, что с их помощью будут выполняться не только разные виды токарных работ по металлу, но и обработка древесины (Jet BD-7).
Они отличаются возможностью установки упора под стамески.
Если в процессе трудовой деятельности вы сталкиваетесь с необходимостью обработки различных материалов, то стоит обратить на подобное оборудование особое внимание.
https://www.youtube.com/watch?v=_2PgkWg9Rjo
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Экспресс расчет стоимости заказа
Узнайте предварительную стоимость заказа, отправив нам необходимую информацию:
Источник: https://vt-metall.ru/articles/108-tokarnye-raboty-po-metallu
Основные сведения о токарной обработке
1.1. Сущность токарной обработки
Токарная обработка — один из возможных способов обработки изделий путем срезания с заготовки лишнего слоя металла до получения детали требуемой формы, размеров и шероховатости поверхности. Она осуществляется на металлорежущих станках, называемых токарными.
На токарных станках обрабатываются детали типа тел вращения: валы, зубчатые колеса, шкивы, втулки, кольца, муфты, гайки и т.д.
Основными видами работ, выполняемых на токарных станках, являются: обработка цилиндрических, конических, фасонных, торцовых поверхностей, уступов; вытачивание канавок; отрезание частей заготовки; обработка отверстий сверлением, растачиванием, зенкерованием, развертыванием; нарезание резьбы; накатывание (рис. 1).
Инструменты, применяемые для выполнения этих процессов, называются режущими. При работе на токарных станках используются различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, резьбонарезные головки и др.
Процесс резания подобен процессу расклинивания, а рабочая часть режущих инструментов — клину (рис. 2).
При действии усилия Р на резец его режущая кромка врезается в заготовку, а передняя поверхность, непрерывно сжимая лежащий впереди слой металла и преодолевая силы сцепления его частиц, отделяет их от основной массы в виде стружки. Слой металла, срезаемый при обработке, называется припуском.
Все способы обработки металлов, основанные на удалении припуска и превращении его в стружку, определяются понятием резание металла. Для успешной работы необходимо, чтобы процесс резания протекал непрерывно и быстро. Форма обрабатываемой детали обеспечивается, с одной стороны, относительным движением заготовки и инструмента, с другой, — геометрией инструмента.
Процесс резания возможен при наличии основных движений: главного движения — вращения заготовки и поступательного движения резца, называемого движением подачи, которое может совершаться вдоль или поперек изделия, а также под постоянным или изменяющимся углом к оси вращения изделия.
Рис. 1.
Основные виды токарных работ: а — обработка наружных цилиндрических поверхностей; б — обработка наружных конических поверхностей; в — обработка торцов и уступов; г — вытачивание канавок, отрезка заготовки; д — обработка внутренних цилиндрических и конических поверхностей; е — сверление, зенкерование и развертывание отверстий; ж — нарезание наружной резьбы; з — нарезание внутренней ’резьбы; и — обработка фасонных поверхностей; к — накатывание рифлений; 1 проходной прямой резец; 2 — проходной упорный резец 3 — проходной отогнутый резец; 4 — отрезной резец; 5 — канавочный резец; б — расточной резец; 7 — сверло; 8 — зенкер; 9 — развертка; 10 — резьбовой резец; 11 — метчик; 12 — фасонный резец; 13 — накатка (стрелками показаны направления перемещения инструмента вращения заготовки).
Рис. 2. Схемы работы клина (а) и резца (6): 1 — стружка; 2 — резец; 3 — заготовка; 4 — снимаемый слой металла; Р сила, действующая на резей и клин при работе; (5 — угол заострения.)
Вращение заготовки называется главным движением, так как оно выполняется с большей скоростью. На обрабатываемой заготовке выделяются следующие поверхности; обрабатываемая, обработанная и поверхность резания. При срезании припуска образуется элемент, называемый стружкой.
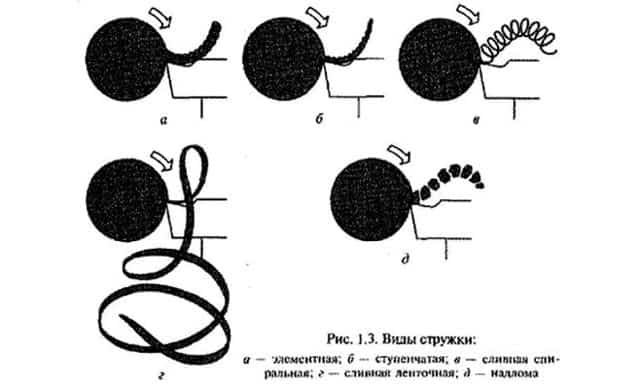
Выделяются следующие виды стружки (рис. 3):
- элементная стружка (стружка скалывания) образуется при обработке твердых и маловязких материалов с низкой скоростью резания (например, при обработке твердых сталей). Отдельные элементы такой стружки слабо связаны между собой или совсем не связаны;
- ступенчатая стружка образуется при обработке стали средней твердости, алюминия и его сплавов со средней скоростью резания. Она представляет собой ленту — гладкую со стороны резца и зазубренную с внутренней стороны;
- слитая стружка образуется при обработке мягкой стали«меди, свинца, олова и некоторых пластмасс при высокой скорости резания. Эта стружка имеет вид спирали или длинной (часто путаной) ленты;
- стружка надлома образуется при резании малопластичных материалов (чугуна, бронзы) и состоит из отдельных кусочков.
Рис. 4. Токарные станки: а — токарно-винторезный, б — токарно-револьверный, в — лоботокарный, г — токарно-карусельный
Токарная обработка выполняется на токарных станках разных типов, различающихся по назначению, компоновке, степени автоматизации и другим признакам.
К станкам токарной группы относятся: токарно-винторезные, токарно-револьверные, лоботокарные, токарно-карусельные (рис. 4), токарные автоматы и полуавтоматы, токарные станки с программным управлением.
1.2. Устройство токарно-винторезных станков
Токарный станок, оснащенный специальным устройством для нарезания резьбы, называется токарно-винторезным. Станок состоит из следующих основных частей и узлов (сборочных единиц) (рис. 5).
Станина 7— массивное чугунное основание, на котором смонтированы основные узлы станка. Верхняя часть станины имеет две плоские и две призматические направляющие, по которым перемещаются суппорт и задняя бабка. Передняя бабка 2 — чугунная коробка, внутри которой расположены главный рабочий орган станка — шпиндель и коробка скоростей.
Рис. 5. Токарно-винторезный станок: 1- коробка подач, 2 — передняя бабка, 3 — поперечные салазки, 4 — верхние салазки суппорта, 5 — задняя бабка, 6 — продольные салазки, 7 — станина, 8 — ходовой винт, 9- ходовой вал, 10 — фартук, 11 — гитара сменных зубчатых колес, 12 — маховики управления продольным и поперечным перемещениями, 13 — электрошкаф
Шпиндель представляет собой полый вал. На правом конце шпинделя крепится приспособление {например, патрон), зажимающее заготовку. Коробка скоростей служит для изменения частот вращения Суппорт — устройство для закрепления резца и обеспечения движения подачи, т.е. перемещения резца в продольном и поперечном направлениях. Движение подачи может осуществляться вручную или механически.
Механическое (автоматическое) движение подачи суппорт получает от ходового вала 9 или ходового винта 8 (при нарезании резьбы).
Суппорт состоит из следующих сборочных единиц; продольных салазок 6, фартука 10, поперечных салазок 3, верхних (резцовых) салазок 4, рез резцедержателя.
Коробка подач представляет собой механизм, передающий вращение от шпинделя к ходовому валу или ходовому винту. Коробка подач служит для изменения скорости движения подачи суппорта (величины подачи).
Вращательное движение к коробке подач передается от шпинделя через реверсивный механизм (трензель) и гитару со смежными зубчатыми колесами.
- Гитара 11 предназначена для настройки станка на различные виды нарезаемых резьб.
- Задняя бабка 5 предназначена для поджатая с помощью центра длинных заготовок в процессе обработки, а также для закрепления и подачи стержневых инструментов (сверл, зенкеров, разверток).
- Электрооборудование станка размещено в шкафу 13.
Включение и выключение электродвигателя, пуск и останов станка, управление коробкой скоростей, коробкой подач, механизмом фартука и т.д. производится соответствующими органами управления (рукоятками, кнопками, маховичками).
Для наиболее ясного представления о работе и взаимосвязях деталей в станках применяют кинематические схемы, в которых детали и передачи изображены условными упрощенными обозначениями.
На этих схемах указываются числа зубьев зубчатых колес, диаметры шкивов, число заходов червяков и число зубьев червячных колес, шаг винтовых передач, мощность и частота вращения вала электродвигателя, порядковая нумерация валов, муфт и т.д.
На этих схемах четко просматриваются кинематические цепи, связывающие источник движения и исполнительные органы станка, с помощью которых обеспечиваются передача движения, изменение скорости и направление движения.
1.3. Организация рабочего места токаря
Рабочим местом токаря называется участок производственной площади цеха, оснащенный; одним или несколькими станками с комплектом принадлежностей; комплектом технологической оснастки, состоящим из различных приспособлений, режущего, измерительного и вспомогательного инструментов; комплектом технической документации, постоянно находящейся на рабочем месте (инструкции, справочники, вспомогательные таблицы и т.д.); комплектом предметов ухода за станком (масленки, щетки, крючки, совки, обтирочные материалы и т.д.); инструментальными шкафами, подставками, планшетами, стеллажами и т.п.; передвижной и переносной тарой для заготовок и изготовленных деталей; подножными решетками, табуретками или стульями. Комплект технологической оснастки и комплект предметов ухода (за станком и рабочим местом) постоянного пользования устанавливаются в зависимости от характера выполняемых работ, типа станка и типа производства. Наибольшим количеством такой оснастки располагают токари, работающие в условиях единичного и мелкосерийного производств, и значительно меньшим — токари, работающие в условиях-серийного и крупносерийного производств. Планировка рабочего места, как и его оснащение, зависят от многих факторов, в том числе от типа станка и его габаритных размеров и формы заготовок, типа и организации производства и др.
Рис. 6 Схема размещения оргоснастки на рабочем месте токаря: 1- станок, 2- урна для мусора, 3 — планшет для чертежей, 4 — инструментальный шкаф, 5 — лоток для инструмента, 6 — решетка, 7 — тара, 8 — стеллаж
При обработке заготовок с установкой в центрах, левой рукой планировка рабочего места соответствует схеме, изображенной на рис. 6.
Инструментальный шкаф в этом случае располагается с правой стороны от рабочего, а стеллаж для деталей слева, если токарь устанавливает заготовку и снимает обработанные детали правой рукой, то инструментальный шкаф располагается с левой стороны от рабочего, а стеллаж — с правой. Перед станком на полу укладывают деревянную решетку. Высоту расположения решеток выбирают в зависимости от роста рабочего.
В верхнем ящике инструментального шкафа хранят чертежи, технологические карты, рабочие наряды, справочники, измерительные инструменты, в среднем — резцы, сгруппированные по типам и размерам. Ниже последовательно располагают режущие инструменты, переходные втулки, центры, хомутики, подкладки.
В самое нижнее отделение укладывают патроны, а также кулачки к ним. Не следует загромождать шкаф излишним запасом инструмента: все необходимое для работы лучше получать в начале смены из кладовой.
Перед началом работы все предметы, которые берут правой рукой, располагают справа от рабочего; а предметы, которые берут левой рукой, — слева; предметы, которыми пользуются чаще (на пример, ключ патрона), кладут ближе к рабочему, чем предметы, которыми пользуются реже {например, ключ резцедержателя).
Часто применяемые ключи и подкладки укладывают на лоток, который помещают на передней бабке, станине или на специальной стойке.
Рабочее место важно всегда содержать в чистоте, так как грязь и беспорядок приводят к потере рабочего времени, браку, несчастным случаям, простою и преждевременному износу станка. Пол на рабочем месте должен быть ровным и чистым, не иметь подтеков масла и смазочно-охлаждающей жидкости. Рабочее помещение оборудуется устройствами для удаления загрязненного воздуха и притока свежего.
- Температура воздуха в цехе (мастерской) должна быть 15 — 18 градусов С.
- Для достижения высокой производительности труда при наиболее полном использовании технических возможностей производственного оборудования и при нормальной физической нагрузке работающего организация рабочего места должна отвечать требованиям научной организации труда (НОТ).
- Научная организация труда предусматривает: рациональную планировку рабочего места; оснащение рабочего места необходимым комплектом инвентаря, приспособлений, режущего и измерительного инструмента; своевременную подачу необходимого количества заготовок на рабочее место и вывоз готовых деталей или перемещение их на соседнее рабочее место; своевременный контроль деталей контролером отдела технического контроля (ОТК); четкую организацию получения и сдачи инструментов, их своевременную заточку; своевременное обеспечение технической документацией (чертежами, операционными картами, рабочими нарядами); использование наиболее рациональных режимов резания.
Токарь обязан обслуживать свое рабочее место: ежедневно убирать станок и околостаночное пространство, проводить очистку смазочно-охлаждающей жидкости и т.д.
Другие статьи по сходной тематике
Источник: https://TochMeh.ru/info/tokar.php
Токарная обработка металла: особенности и виды
Токарная обработка металла незаменима в том случае, если из обычной заготовки надо сделать деталь с заданными параметрами.
Для осуществления токарной обработки металла потребуется токарный станок, также необходимы различные инструменты (резцы), позволяющие придавать заготовке любые формы (цилиндрические, конические, сферические), металлы при этом могут быть также самыми разными (титан, бронза, нержавейка, чугун, медь и т. д.).
Технология токарной обработки металлов
Токарная обработка металла осуществляется на специальных станках с применением различного режущего инструмента (резцов, сверл, разверток и др.), необходимого для того, чтобы придавать заготовке определенный вид.
Металл по данной технологии обрабатывается благодаря сочетанию главного движения (вращения закрепленной в патроне/планшайбе заготовки) и движения подачи (совершается резцом до тех пор, пока заготовка не достигнет заданного размера, формы и качества поверхности).
Благодаря различным вариантам совместного использования этих движений, токарной обработке можно подвергать изделия из металла различной формы, кроме того, токарные станки необходимы для:
- нарезки резьбы;
- сверления отверстий, а также их растачивания, обработки разверткой и зенкером;
- резки деталей;
- вытачивания на изделиях канавок различных форм.
Таким образом, на токарных станках можно осуществлять обработку нижеперечисленных деталей из металла:
- гаек;
- валов необходимых конфигураций;
- втулок;
- шкивов;
- колец;
- муфт;
- зубчатых колес.
В результате токарной обработки металла можно получить деталь, удовлетворяющую всем требованиям к качеству, а именно токарная обработка металла подразумевает выполнение изделия с соответствующими требованиям размерами, формами, степени гладкости поверхностей и точности их расположения.
При токарной обработке металла проверку качества осуществляют предельными калибрами (на крупносерийном производстве), а также штангенциркулями, микрометрами, нутрометрами и т. д. (на единичных и мелкосерийных производствах).
Теперь опишем кратко технологию токарной обработки металла. При врезании в деталь кромки резца, этой кромкой отмечают зажим изделия, подготовленного для обработки. Резец снимает лишний слой металла, превращая его в стружку, которая бывает:
- слитой – образуется в результате токарной обработки олова, меди, пластмассы, мягкой стали на высокой скорости;
- элементной – образуется в результате токарной обработки твердого металла (к примеру, это может быть титан) на низкой скорости;
- надломом – образуется в результате токарной обработки малопластичных заготовок;
- ступенчатой – получается в результате токарной обработки металлов средней твердости на средней скорости.
Для того чтобы при токарной обработке металла достичь наибольшей производительности, важно безошибочно рассчитать режим. Расчет можно сделать, воспользовавшись таблицей, содержащей в себе справочные и нормативные сведения.
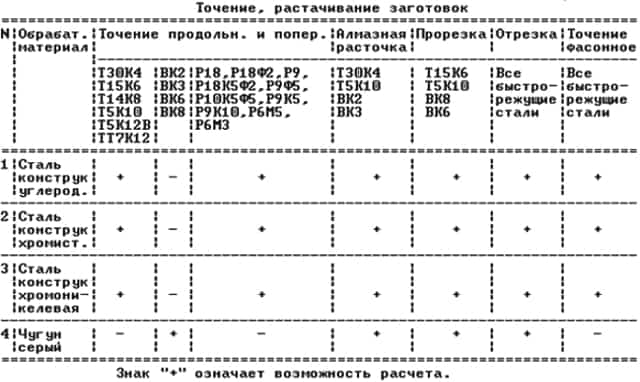
В таблице представлены различные режимы резания в соответствии с видом материала, подвергаемого токарной обработке, будь то медь, чугун, титан, нержавеющая сталь и т. д. Также в ней есть информация о характеристиках материала (физических). При правильном расчете режима обработки можно быть уверенными в том, что готовое изделие удовлетворит всем предъявленным требованиям к его качеству.
В первую очередь надо определиться с глубиной резания, затем – с подачей и скоростью. Последовательность расчета нарушать нельзя, ведь в основном от скорости зависит устойчивость и длительность эксплуатации режущего инструмента.
Внимание! Для абсолютно точного расчета режима токарной обработки металла нужно учитывать геометрическую форму резца, а также материал, из которого сделаны инструмент и заготовка.
Теперь нужно определиться с величиной шероховатости заготовки, на основе которой подбирают наиболее подходящий способ обточки изделия.
Глубину рассчитывают по показателю припуска на обточку поверхностей. Подачу выбирают в соответствии с необходимой чистотой обточки.
При черновой токарной обработке металла устанавливают наибольшие значения, а для чистовой – наименьшие. Скорость высчитывают по формулам, учитывая уже полученные при расчетах цифры.
Токарная обработка металла имеет ряд достоинств:
- можно производить самые сложные по форме изделия: сферические, цилиндрические и др.;
- обработке на токарном станке поддаются любые металлы и сплавы: бронза, нержавеющая сталь, чугун, титан, медь;
- токарная обработка металла производится на высокой скорости, выдает отличные по качеству и точности обработки детали;
- поскольку металлическую стружку, переплавляя, можно использовать вторично, отходов практически не остается.
Токарная обработка металла – используемые резцы
Важным условием качественной токарной обработки металла является точный расчет глубины и скорости резания, величины продольной подачи. Токарную обработку металла следует осуществлять с учетом нижеперечисленных требований:
- скорость вращения заготовки, закрепленной в патроне или планшайбе, должна быть высокой;
- инструмент должен быть прочно закреплен и в достаточной степени воздействовать на заготовку;
- инструмент за проход должен убирать максимально возможный слой металла;
- все элементы станка должны быть предельно устойчивыми и поддерживаться в рабочем состоянии.
Скорость резки зависит от материала заготовки, а также от того, какой тип резца вы используете и какого качества. После этого определяется частота вращения шпинделя станка, имеющего токарный патрон или планшайбу.
Используя разные резцы, выполняют черновую или чистовую токарную обработку металла, инструмент должен быть подобран в соответствии с характером выполняемых работ. Регулируя геометрические параметры резца, изменяют толщину удаляемого слоя металла. Резцы подразделяют на правые (направлены от задней бабки к передней) и левые (двигаются в обратном направлении).
По форме и расположению лезвия резцы могут быть:
- с оттянутой рабочей частью (по ширине она меньше ширины крепежной);
- прямыми;
- отогнутыми.
По предназначению резцы бывают:
- подрезными (для обрабатывания поверхностей, расположенных перпендикулярно оси вращения);
- проходными (для обрабатывания плоских торцовых поверхностей);
- канавочными (с их помощью формируют канавки);
- фасонными (получают детали с указанным профилем);
- расточными (для растачивания отверстий в заготовке);
- резьбовыми (для того, чтобы делать резьбу любого вида);
- отрезными (для отрезания необходимых по длине деталей).
Качество токарной обработки металла зависит от верного выбора необходимого инструмента и его геометрических параметров. По этой причине студентам, изучающим токарное дело, подробно рассказывают именно о геометрии режущего инструмента.
Наиважнейшие геометрические параметры резца – это углы между его режущими кромками и
направлением подачи (их также называют углы в плане).

Выделяют следующие углы в плане:
- главный – φ. Это угол, который составляет главная режущая кромка и направление подачи;
- вспомогательный – φ1. Угол, который составляет вспомогательная режущая кромка и направление подачи;
- угол при вершине резца – ε.
Величина ε зависит от того, насколько хорошо заточен инструмент, на ф1 оказывает влияние и его установка.
При увеличении ф уменьшается ε, становится меньше и рабочая часть режущей кромки, которая участвует в обработке, следовательно, инструмент становится не таким стойким.
Чем меньше главный угол, тем больше часть режущей кромки, которая принимает участие в обработке и отводе тепла. Этот инструмент более стойкий.
Дорогие читатели!
Если у Вас возникли вопросы по поводу разработки и производства:
- ➜ корпусов для РЭА;
- ➜ корпусов для светодиодных табло и мониторов;
- ➜ экранирующих конструктивов для электронных устройств.
Позвоните по телефону: +7(495) 642-51-25или оставьте заявку. Мы ответим на все Ваши вопросы!
Это абсолютно бесплатно!
При токарной обработке не очень жестких заготовок небольших диаметров оптимальное значение главного угла должно быть равно 60–90°. Если диаметр заготовки намного больше, то значение главного угла должно быть равным 30–45°. От ф1 зависит, насколько прочной будет вершина резца, поэтому его выставляют обычно в пределах 10–30°.
Будущих токарей обучают также правилам выбора типа резца в соответствии с особенностями обрабатываемых поверхностей. Назовем некоторые из них:
- При обработке наружной стороны детали надо брать обычные прямые и отогнутые резцы.
- При обрабатывании торцевых и цилиндрических поверхностей подойдет упорный проходной инструмент.
- Для того чтобы проточить канавки и обрезать заготовку необходимо взять отрезной резец.
- Если надо отделать отверстия, сделанные ранее, необходимо взять расточные резцы.
Резцы для токарной обработки фасонных поверхностей с длиной образующей линии до 40 мм делят на следующие типы:
- в зависимости от конструктивных особенностей они бывают стержневыми, круглыми и призматическими;
- в зависимости от направления токарной обработки детали бывают радиальными и тангенциальными.
Токарная обработка металла – виды оборудования
Для токарной обработки металла из-за своей многофункциональности наиболее популярен токарно-винторезный станок. Его можно встретить как на больших, так и малых предприятиях.
Конструкция этого универсального станка следующая:
- передняя бабка (в ней есть коробка скоростей, шпиндель с токарным патроном/планшайбой) и задняя бабка (в ней находятся продольные салазки и пиноль);
- суппорт с верхними и нижними салазками, поворотной плитой и резцедержателем;
- станина, установленная на двух тумбах с электродвигателями;
- механизм, с помощью которого изменяют движение подачи (коробка подач).
Чем выше скорость станка, тем выше его производительность, – это главное, что должно учитываться, когда стоите перед выбором токарного станка.
Наиболее популярными становятся токарные станки с ЧПУ. Их отличие от обычных – в конструкцию включен блок управления.
Станки с ЧПУ имеют следующие преимущества по сравнению с обычными:
- более стойкие к вибрациям;
- есть программы предварительного нагрева узлов, которые снижают деформацию изделий при их неравномерном охлаждении и нагревании;
- в передаточных устройствах нет станочных приводов-зазоров;
- обработка металла происходит на высокой скорости;
- возможность обработки самых разных металлов, таких как чугун, медь, титан, нержавеющая сталь и т. д.;
- обработка изделий любой конфигурации: сферической, цилиндрической и т. д.
Станки с ЧПУ имеют износостойкие направляющие с малыми значениями силы трения, благодаря чему обеспечивается высокая точность и скорость токарной обработки металла. Направляющие в них могут иметь вертикальное и горизонтальное расположение.
- Для получения наилучших результатов при токарной обработке металла на станке с ЧПУ нужно тщательно подготовить весь процесс и правильно составить программу управления.
- Важно безошибочно связать систему координат механизма с ЧПУ, положение заготовки и исходной точки передвижения резца.
- Основа программирования токарного станка с ЧПУ – ход резца относительно системы координат двигателя, находящегося в состоянии покоя.
- Токарная обработка изделий из металла на станках с ЧПУ осуществляется таким образом:
- Процесс делят на три этапа: черновой, чистовой и дополнительной отделочной обработки. Желательно совместить последние два этапа, от этого производительность повысится, а трудоемкость снизится.
- Обработка совершается согласно конструкторских и технологических правил, что уменьшает погрешности при креплении и размещении деталей.
- Полная обработка изделия с использованием минимального количества установок.
- Рациональная работа на станке при обрабатывании деталей.
Особое внимание при токарной обработке металла на станке с ЧПУ нужно уделять отдельной операции, во время которой изготавливается одна деталь на одном станке. Техпроцесс включает определенное количество переходов, разделяющихся на самостоятельные проходы.
Для того чтобы безошибочно запрограммировать станок с ЧПУ, важно четко определить последовательность обработки. Для этого необходимо ввести в программу общее число установок, переходов и проходов, а также задать тип обработки.
Для токарной обработки металла также применяются станки: токарно-револьверные (на них обрабатываются сложные изделия), токарно-винторезные, токарно-карусельные (обрабатываются крупные заготовки), лоботокарные, токарно-фрезерные, многорезцовые полуавтоматические.
Резцы токарно-револьверного станка крепятся в барабане. В этих станках используются приводные блоки, увеличивающие функциональность оборудования (появляется возможность сверления отверстий, нарезания резьбы, фрезеровки). Такого типа станки нашли применение на крупных предприятиях.
На токарном обрабатывающем центре делают токарно-фрезерную обработку металла в полуавтоматическом режиме. Такую обработку используют при работе с титаном, алюминием и другими сложными для резания материалами.
Наверх
При помощи токарной обработки металла можно осуществлять резку таких металлов, как алюминий, титан, медь, олово и пр. Заметим, что сделать это в домашних условиях невозможно, так как необходимо наличие специального оборудования. Наша компания ООО «Треком» имеет большой опыт в выполнении заказов, связанных с токарной обработкой металла в соответствии с требованиями заказчиков.
Со своей стороны ООО «Треком» всегда предлагает:
- Отработанные технические процессы.
Опытные специалисты используют только высокопрофессиональное оборудование, которое отвечает всем современным техническим стандартам. Применение программных средств способствует не только точности, но и оперативности исполнения заказов наших клиентов.
Помимо непосредственного выполнения заказа, наши специалисты берутся за любые сопроводительные работы: гравировку, дополнительные покрытия, упаковку и доставку готовых изделий в зависимости от желания заказчика.
Производство осуществляется собственными силами без привлечения сторонних исполнителей. Это позволяет держать под контролем весь процесс изготовления изделий. Кроме того, такой подход исключает какие-либо перебои поставок и позволяет добиться максимальной оперативности работы.
Предусмотрен индивидуальный подход к сотрудничеству с постоянными заказчиками. Например, возможно постепенное изготовление большой партии с необходимостью оплаты только того количества изделий, которое требуется заказчику на конкретный период.
Вы можете позвонить нам по телефону: +7(495) 642-51-25или
Оставить заявку
Источник: http://korpusa-trekom.ru/vidy-tokarnoj-obrabotki-metalla.html
Режимы и особенности токарной обработки металла
[Токарная обработка] – один из распространенных методов обработки металла, посредством которого обычная стальная заготовка становится подходящей деталью для механизма.
Для токарных работ используются токарные станки, инструменты и приспособления в виде резцов, которые являются многофункциональными и способны создавать детали любых геометрических форм: цилиндрических, конических, сферических из всех металлов: титана, бронзы, нержавеющей стали, чугуна, меди и др.
Токарная технология
Токарная обработка металла производится на токарном станке, имеющим сверла, резцы и иные режущие приспособления, срезающие слой металла с изделия до установленной величины. Является оптимальной для работы с деталями из нержавеющей стали.
- Вращение обрабатываемой детали называется главным движением, а постоянное перемещение режущего инструмента обозначается движением подачи, обеспечивающим непрерывную резку до установленных показателей.
- Видео:
- Возможность сочетать различные движения позволяет обтачивать на токарном устройстве детали резьбовых, конических, цилиндрических, сферических и многих других поверхностей.
Также на токарных устройствах нарезается резьба, отрезаются части деталей из разных металлов и нержавеющей стали, обрабатываются различные отверстия сверлением, развертыванием, растачиванием. Все процессы подробно представлены на видео.
Для таких видов резания обязательно нужно использовать разнообразные измерительные приспособления (штангенциркули, нутромеры и т.д.).
Эти инструменты и приспособления определяют формы и размеры, и иные параметры деталей, изготовленных из различных материалов: свинца, железа, титана, нержавеющей стали и др.
Технология токарной обработки следующая. Когда под воздействием усилия в деталь врезается кромка режущего инструмента, данная кромка отмечает зажим обрабатываемого изделия.
В это время резцом удаляется лишний слой металла, превращающийся в стружку. Принцип резания можно посмотреть на видео.
Стружка подразделяется на следующие виды:
- слитая — возникает при высокоскоростной обработке олова, меди, пластмасса, мягкой стали;
- элементная — образовывается при низкоскоростной обработке твердого металла, например, титана;
- надлом — образовывается при обработке малопластичных заготовок;
- ступенчатая — образовывается при среднескоростной обработке металлов средней твердости.
Для производительного резания нужно правильно произвести расчет режима.
Расчет режимов производится на основе справочных и нормативных сведений, которые объединяет специальная таблица.
Таблица отображает режимы скорости резания для разных материалов: меди, чугуна, титана, латуни, нержавеющей стали и т.д. Также таблица отображает плотность и другие физические параметры материала.
Расчет режимов служит гарантией подбора оптимальных значений всех показателей и обеспечения высокоэффективного резания стали.
Любой расчет начинается с подбора глубины резания, после чего устанавливается подача и скорость.
ВАЖНО ЗНАТЬ: Методы раскроя металла — лазерный, плазменный
Расчет должен выполнять строго в данной последовательности, так как скорость больше всего влияет устойчивость и износ резца.
Расчет режимов будет идеальным, если учесть геометрическую форму резца, металл изготовления резца и материал обрабатываемой заготовки.
- В первую очередь, производится расчет величины шероховатости заготовки.
- Исходя из данного показателя, выбирается оптимальный способ обточки поверхностей заготовки, таблица содержит данные значения.
- Таблица содержит данные, указывающие на то, какой инструмент рекомендуется для резания.
- Нужно иметь в виду, что таблица также содержит иллюстрации, демонстрирующие рациональные способы токарной обработки поверхностей разных металлов: олова, алюминия, титана, меди, нержавеющей стали.
Расчет глубины высчитывается показателем припуска на обточку поверхностей. На расчет величины подачи влияет уровень требуемой чистоты обточки.
Максимальные показатели выставляются для черновой обработки, минимальные – для чистовой.
Расчет скорости обработки поверхностей основывается на основе полученных значений по формулам. Допускается брать скорость, значения которой содержит таблица.
Также необходим расчет усилия резания по эмпирическим формулам, установленным для каждого типа обработки.
Преимуществами токарного резания можно назвать:
- возможность производства деталей самых сложных форм: сферических, цилиндрических и др.;
- возможность обработки любых металлов (и деталей из них) и сплавов: бронзы, нержавеющей стали, чугуна, титана, меди;
- высокая скорость, качество и точность обработки металла и деталей;
- минимальное количество отходов, так как образовавшаяся стружка может повторно переплавляться и использовать для создания деталей.
Какие используются резцы?
Широкий спектр токарных работ обеспечивается разнообразием обрабатывающих инструментов. Наиболее распространенным инструментом являются резцы.
- Ключевое отличие всех резцов — форма режущей кромки, влияющей на тип обработки.
- Видео:
- Все режущие приспособления изготовлены из металлов, прочность которых превышает прочность обрабатываемого изделия: вольфрама, титана, тантала.
- Также можно встретить резцы керамические и алмазные, использующиеся для обточки, требующей высокой точности.
- На эффективность работы оборудования влияет глубина и скорость обработки, величина продольной подачи заготовки.
- Данные параметры обеспечивают:
- высокую скорость вращения шпинделя механизма и обточки детали;
- высокую устойчивость устройства для рассекания;
- максимально допустимое количество образовывающейся стружки.
Скорость резки зависит от вида металла, типа и качества режущего приспособления. Показатель обточки и скорость рассекания устанавливают частоту вращения шпинделя.
Токарный механизм может иметь чистовые или черновые резцы.
Геометрические размеры режущего приспособления позволяют срезать малые и большие площади слоя. По направлению движения резцы делятся на правые и левые.
По размещению лезвия и форме резцы бывают следующих видов:
-
отогнутые;
-
прямые;
-
оттянутые (когда ширина резца меньше ширины крепления).

По назначению режущие приспособления подразделяются на:
- резьбовые;
- расточные;
- фасонные;
- проходные;
- канавочные;
- подрезные;
- отрезные.
ВАЖНО ЗНАТЬ: Технология и методы лазерной резки алюминия
- Эффективность токарной обработки значительно увеличивается при грамотном подборе геометрии резца, влияющей на качество и скорость обработки.
- Для правильного выбора нужно знать про углы, представляющие собой углы между направлением подачи и кромками режущего инструмента.
- Углы бывают следующих видов:
- вспомогательные;
- главные;
- при вершине.
Угол при вершине выставляется в зависимости от расточки резца, а главный и вспомогательный – от установки резца.
При больших показателях главного угла снизится стойкость резца, так как в работе будет только небольшая часть кромки.
При низких показателях главного угла, резец будет устойчивым, что обеспечит эффективную обработку резцом.
Для тонких деталей средней жесткости главный угол выставляется в значении 60-90°, для деталей с большим сечением выставляется угол в 30-45°.
Вспомогательный угол для создания деталей должен составлять 10-30°. Большое значение угла ослабит вершину резца.
- Для торцовых, сферических и цилиндрических поверхностей деталей одновременно используются упорные проходные резцы.
- Видео:
- Для наружных поверхностей используются отогнутые и прямые резцы, отрезные резцы применяются для обточки канавок и отрезания определенных частей изделия.
- Обточка фасонных поверхностей, у которых образуется линия длиной до 4 см, осуществляется фасонными резцами круглыми, стержневыми, тангенциальными и радиальными по направлению подачи.
Какое оборудование используется?
Самым востребованным оборудованием для резания поверхностей является токарно-винторезный станок, который считается широко универсальным.
Основными узлами данного оборудования являются:
- передняя бабка на станке, имеющая коробку скоростей и шпиндель, и задняя бабка, оснащенная корпусом, продольной салазкой и пинолью;
- суппорт – верхне- и среднеполочные, продольные нижние салазки на станке, держатель резца;
- станина горизонтального плана с тумбами, в которых расположены двигатели на станке;
- коробка подач на станке.
- Главным критерием токарного станка считается скорость, напрямую увеличивающая производительность.
- Для получения высокоточных линейных и диаметральных геометрических величин часто используются программируемые станки с ЧПУ.
- Плюсами резания механизмом с ЧПУ являются:
-
высокая антивибрационная устойчивость;
-
наличие программ предварительного нагрева узлов, что снижает термическую деформацию заготовок;
-
отсутствие станочных приводов-зазоров в передаточных устройствах;
-
высокая скорость обработки;
-
рассекание любых металлов: чугуна, меди, титана, нержавеющей стали и др.;
-
обточка поверхностей любых форм: сферических, цилиндрических и т.д.
Все устройства с ЧПУ оснащены износостойкими направляющими с низкими показателями силы трения, что обеспечивает высокую точность и скорость обработки.
ВАЖНО ЗНАТЬ: Виды резки листового металла
- В устройстве с ЧПУ направляющие могут быть расположены вертикально и горизонтально.
- Видео:
- Для максимально эффективного использования токарного устройства с ЧПУ должен быть тщательно подготовлен весь процесс и составлена программа управления.
- Важным моментом является грамотное связывание системы координат механизма с ЧПУ, положение обрабатываемой заготовки и исходной точки передвижения режущего инструмента.
- Основой программирования механизма с ЧПУ является движение режущего приспособления по отношению к системе координат двигателя, которая находится в состоянии покоя.
- Обработка деталей механизмом с ЧПУ производится следующим образом:
-
Разделение процесса на 3 стадии: черновую, чистовую и дополнительную отделочную. Если есть возможность, то последние оба вида отделки нужно совместить, что увеличит производительность и снизит трудоемкость;
-
Соблюдение конструкторских и технологических правил для уменьшения погрешностей крепления и размещения детали;
-
Обеспечение полной обработки детали при минимальном количестве установок;
-
Рациональная работа с деталями.
- Важной частью процесса резания на устройстве с ЧПУ является, так называемая, отдельная операция, подразумевающая обработку одного изделия на одном станке.
- Процесс состоит из нескольких переходов, которые делятся на самостоятельные проходы.
- Правильное программирование механизма с ЧПУ нуждается в разработке последовательности процесса.
Для этого нужно задать общее количество установок, количество переходов и проходов, тип обработки.
Также для резания используются такие виды станков, как токарно-револьверные, предназначенные для сложных изделий, токарно-карусельные, многорезцовые полуавтоматические, токарно-винторезные, токарно-фрезерные, лоботокарные.
Частое применение получили винторезные и карусельные станки. Отличаются карусельные станки возможностью обработки крупных заготовок, на винторезном механизме это невозможно.
- В токарно-револьверном оборудовании режущие приспособления фиксируются в барабане.
- Такой вид оборудования оснащается приводными блоками, расширяющими спектр работ в отличие от стандартных устройств, например сверление отверстий, нарезание резьбы, фрезеровка.
- Видео:
- Используются подобные станки на крупных предприятиях.
- С использованием токарного обрабатывающего центра выполняется токарно-фрезерная обработка в полуавтоматическом режиме.
- Токарно-фрезерная обработка часто используется для титана, алюминия и других сложных в обработке материалов.
- Токарная обработка металла – один из популярных методов резания любых металлов: алюминия, титана, меди, олова и других, однако осуществить такую обработку можно лишь на предприятии, что обусловлено использованием станков.
- Технология резания представлена на видео в нашей статье.
Источник: https://rezhemmetall.ru/tokarnaya-obrabotka-metalla.html





