- Критерии выбора труб
- Особенности труб в зависимости от типа шва
- Преимущества различных способов изготовления
- Размеры труб
- Способы соединения труб
- Сортамент стальных труб – какие бывают, преимущества видов
- Разновидности труб в зависимости от технологии
- Изделия электросварные прямошовные
- Труба, сваренная по спирали
- Труба бесшовная горячего проката
- Труба бесшовная холодного проката
- Популярные формы сечения изделий из стали
- Овальная труба
- Квадратная труба
- Прямоугольная труба
- Электросварные стальные трубы: виды и область применения
- Область применения сварных труб
- Материалы для изготовления
- Виды и особенности сварных труб
- Способы изготовления
- Параметры сварных труб
- Преимущества и недостатки
- Сварные трубы – технология, применение, достоинства
- Прямо или по спирали?
- Плюсы и минусы сварных или электросварных труб
- Области применения и ГОСТы
- Этапы изготовления электросварных прямошовных труб
- Материалы для изготовления труб
- Этапы изготовления труб
- Применение электросварных прямошовных труб
- Заключение
- Труба стальная электросварная:виды, производство, применение | Статьи
- Трубы электросварные — виды, различия, применение
Труба стальная электросварная получила широкое распространение в связи со своими качествами, среди которых можно выделить прочность и длительный период использования.
Из таких труб изготавливаются бытовые и промышленные трубопроводы, предназначенные для транспортировки как жидкостей, так и газа.
Как правильно подобрать трубу для той или иной системы и соединить трубы между собой, читайте далее.

Электросварные трубы из стали
Критерии выбора труб
Технические характеристики и особенности труб являются основными критериями при выборе изделий. Рекомендуется учитывать:
- тип шва, при помощи которого изготавливаются трубы;
- способ изготовления труб;
- размеры.
Особенности труб в зависимости от типа шва
Электросварные трубы из стали могут быть изготовлены:
- с прямым швом, который проходит параллельно оси трубы. Такие трубы получили название прямошовные;

Электросварная труба с прямым швом
- со швом, проходящим по спирали (спиралешовные трубы).

Электросварные трубы со швом, расположенным по спирали
Прямошовные трубы отличаются:
- меньшей стоимостью, так как процесс их изготовления легче;
- большим ассортиментом. В продаже можно найти трубы различных диаметров и с разной толщиной стенки;
- универсальностью. Их можно использовать для отопления, водоснабжения, канализации, в качестве опорных конструкций для фундамента и так далее.
Спиралевошные трубы более дорогие и изготавливаются исключительно больших диаметров, что значительно ограничивает область их использования. Основное предназначение изделий со спиральным швом – укладка трубопроводов в сейсмических зонах, так как такой вид отличается большей прочностью.
Преимущества различных способов изготовления
Электросварные трубы могут изготавливаться двумя методами:
- холодного деформирования;
- горячего деформирования.
Толщина стенки горячедеформированных труб больше из-за особенности изготовления, что влияет на прочность и стоимость изделий (стоимость значительно выше). Эти факторы приводят к сужению области применения таких видов труб. Они используются для сооружения трубопроводов, требующих повышенной прочности, например, для магистральных теплопроводных или газовых систем.
Размеры труб
При выборе труб для определенных целей следует учитывать:
- диаметр труб;
- марку стали, из которой изготовлены трубы.
Диаметр труб для различных систем трубопроводов определяется в зависимости от основных характеристик. Например, при выборе труб для системы водоснабжения учитывается длина трубопровода и суточный объем водопотребления.
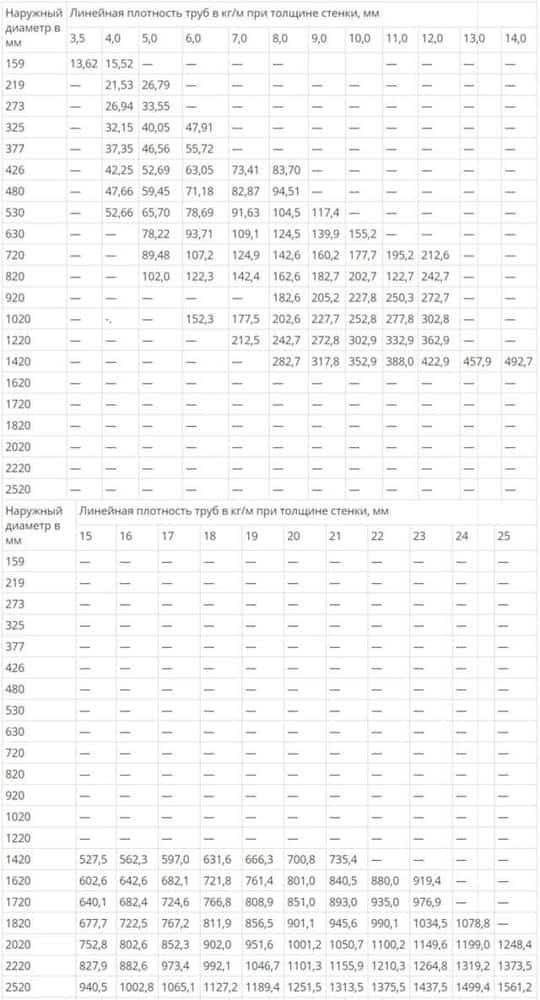
Сортамент выпускаемых электросварных труб регулируется ГОСТ 10704-91 (ознакомиться можно на странице “Документы“). В соответствии с этим документом изготавливаются прямошовные трубы диаметром от 10 мм до 1 420 мм с разной толщиной стенки. Таблица, указанная в ГОСТе, позволяет определить соответствие наружного диаметра, толщины стенки и вес труб.
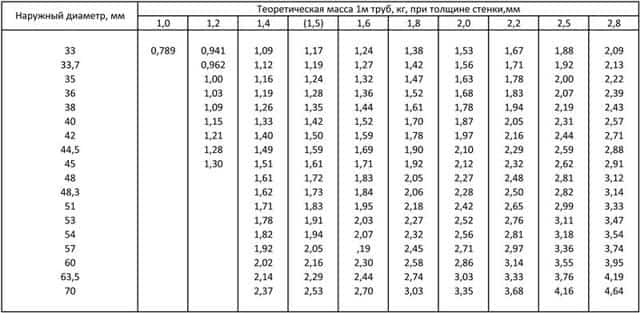
Фрагмент таблицы выпускаемого сортамента
Длина изготавливаемых труб может быть:
- мерной (стандартной);
- немерной (по согласованию с потребителем).
Мерная длина зависит от диаметра труб и составляет:
| Диаметр, мм | Длина, м |
| Менее 70 | 5 – 10 |
| 70 – 219 | 6 – 9 |
| 219 – 426 | 10 – 12 |
Немерная длина также зависит от диаметра и в настоящее время может составлять:
| Диаметр, мм | Длина, м (не менее) |
| Менее 30 | 2 |
| 30 – 70 | 3 |
| 70 – 152 | 4 |
| Более 152 | 5 |
Еще одним существенным параметром, который учитывается при выборе, является марка стали, использованная для изготовления труб. Электросварные трубы могут производиться:
- из углеродистой стали;
- из легированной стали.
Трубы из углеродистой стали (например, марок 08, 10, Ст3сп) отличаются высокой прочностью в нормальных условиях, но при понижении температуры этот показатель значительно снижается. Трубы преимущественно применяются для изготовления:
- бытовых водопроводов;
- бытовых газопроводов;
- систем отопления;
- трубопроводов к котлам высокого давления.
Легированная сталь (например, 10Г2, 15ХМ) применяется для изготовления труб, используемых при строительстве магистральных трубопроводов, в том числе и для транспортировки агрессивных сред. Легированная сталь является более прочной и менее подвержена воздействию низких температур, но стоимость такого материала больше.
Существенным минусом стальных труб любого вида является сильная подверженность изделий влиянию коррозии. Для устранения этого недостатка трубы подвергаются дополнительной обработке – цинкованию.
Труба стальная электросварная оцинкованная обладает следующими преимуществами:
- неподверженностью к коррозии;
- легкостью обработки для монтажа;
- привлекательным видом.
Стальная труба с защитным покрытием от коррозии
Способы соединения труб
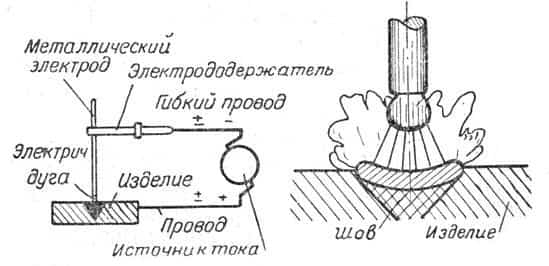
Для соединения электросварных труб преимущественно используется метод дуговой сварки. Чтобы произвести соединение сваркой, потребуются:
- инструменты для резки труб (ножовка по металлу, болгарка или труборез);
- фаскосниматель;
- аппарат для сварки (ручной, автоматический или полуавтоматический);
- электроды.
При выборе электродов учитывается толщина стенки свариваемых труб:
- сварка стальных труб с толщиной стенки менее 5 мм производится электродами диаметром 3 мм;
- для сварки труб с большей толщиной необходимо использовать электроды диаметром 4 мм или 5 мм.

Материал для сварки труб
Перед сваркой требуется предварительная подготовка труб, которая заключается:
- в очистке труб от загрязнений (пыли, ржавчины и так далее). Очистку можно производить металлической щеткой или наждачной бумагой до появления блеска металла;
- в подготовке концов труб. Сварка производится на ровных участках, поэтому при наличии трещин или деформации на концах труб требуется дополнительная обрезка.

Зачистка труб перед сваркой
Сварные соединения труб могут быть выполнены:
- встык;
- втавр;
- внахлест;
- в угол.
Сварки встык и внахлест используются при необходимости увеличения длины трубопровода, а сварки втавр и в угол при разветвлении трубопровода.
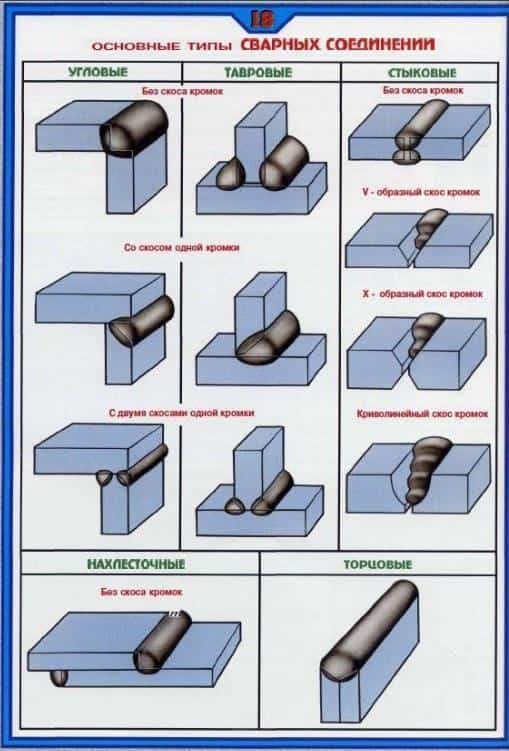
Основные способы сварки труб
Сварка стыков производится только после выравнивания труб относительно друг друга. Сваривать трубы необходимо непрерывно до получения цельного шва. Это позволит получить монолитный трубопровод без использования уплотнительных прокладок.
При необходимости наложения нескольких сварных швов соблюдается следующая технология:
- первый слой производится ступенчатой сваркой, то есть концы труб соединяются в нескольких местах по периметру. При выполнении сварки требуется следить за расположением труб (центровкой). При малейшем отклонении необходимо прекратить выполнение работы и устранить неисправность. Первый шов накладывается до полного расплавления кромок труб;

Наложение первичного сварного шва
- после наложения первого шва место сварки проверяется на наличие трещин и при их отсутствии очищается от шлака. Обнаруженные трещины необходимо устранить путем расплавления металла;
- второй слой накладывается по всему периметру трубы. Размеры сварного шва должны быть на 15 мм – 20 мм более размеров первого шва;
- если необходимо наложить следующие слои, то перед каждым слоем производится зачистка шва.

Сваренные отрезки труб
Процесс сварки труб представлен на видео.
После сварки труб подлежат окончательной очистке от шлака и покраске (за исключением оцинкованных труб). Это позволить продлить срок службы трубопровода из электросварных труб.
Источник: https://vse-o-trubah.ru/truba-stalnaya-elektrosvarnaya.html
Сортамент стальных труб – какие бывают, преимущества видов
Содержание:
На сегодняшний день стальная труба имеет огромную популярность. Для контроля над ее производством созданы специальные стандарты. Каждая разновидность трубы, изготовленной из стали, имеет свой сортамент.

Разновидности труб в зависимости от технологии
В зависимости от технологии изготовления стальная труба может быть:
- Электросварной прямошовной.
- Электросварной со спиральным швом.
- Бесшовной горячедеформированной.
- Бесшовной холоднодеформированной.
Изделия электросварные прямошовные
Сортамент труб стальных электросварных с прямым швом, указанный в ГОСТ 10704-91, контролируется соответствующими органами.
Документ допускает изготовление труб, которые имеют внешний диаметр от 10 до 1420 мм, а стенку толщиной не менее 1 и не более 32 миллиметров. Кроме того в указанном документе прописаны допустимые погрешности.
«Трубы стальные электросварные прямошовные – нормы стандарты, сфера использования».
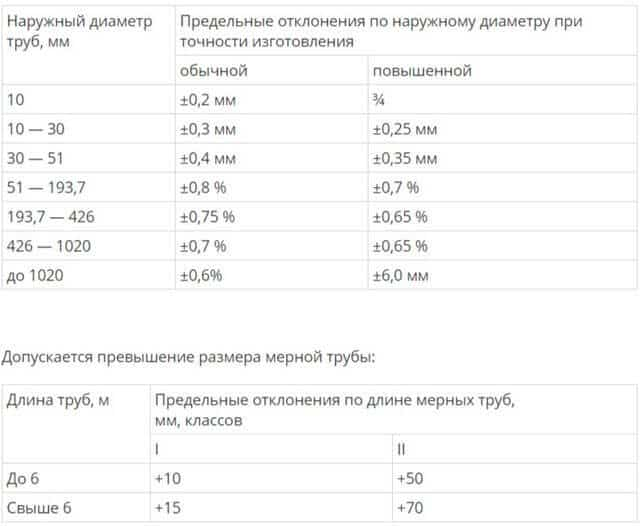
При обычном изготовлении стальной трубы минимального диаметра (10 мм) отклонение не может превышать 0,2 миллиметров. Изготовление трубы с максимальным диаметром 1020 мм допускает погрешность не больше 0,6%. Также ГОСТ 10704-91 регламентирует допустимое превышение длины мерной трубы. При длине трубы 1 класса не более 6 метров допускается отклонение до 10 мм.

Размер трубы сталь прямошовной 2 класса может быть превышен на 50 мм. Мерная труба 1 класса длиной свыше 6 метров может иметь погрешности в длине не больше 15 мм, аналогичное изделие 2 класса – 70 миллиметров. Еще один регламентируемый параметр — степень овальности трубы и толщина ее стен.
Труба, сваренная по спирали
Требования к изготовлению стальной круглой трубы со спиральным швом указаны в стандарте 8696-74.
Здесь же представлен полный сортамент труб электросварных с указанным типом шва (прочитайте также: «Трубы электросварные – виды, производство, характеристики, правила выбора»).
Производство стальной трубы, предназначенной для строительства нефтяных и газовых магистралей, регламентируется отдельным стандартом.
В соответствии с документом труба для этих целей может выпускаться с минимальным диаметром 159 мм, максимальным – 820 мм. При этом толщина стенок указанного материала соответственно может быть не меньше 3 и не больше 12 миллиметров.
Труба бесшовная горячего проката
Информация о перечне видов горячедеформированных бесшовных труб из стали указана в ГОСТ 8732-78. Согласно этому документу материал может выпускаться диаметром 20-550 миллиметров. Минимальная толщина стенок у таких труб – 2,5 мм, а максимальная может достигать 75 мм. Вероятно, вам будет интересно узнать, как делают бесшовные трубы на производстве.
Для справки: вес 1 погонного метра стального изделия, имеющего стенку толщиной 75 мм и диаметр 550 мм, превышает 870 кг.
Труба бесшовная холодного проката
Обрабатываются заготовки труб с одной отличительной особенностью. Все действия выполняются с холодной гильзой. Регламентирующий документ изделий холоднодеформированных – ГОСТ 8734-75. В нем перечислено огромное множество размеров, среди которых есть крайние границы.
Минимальный диаметр бесшовной холоднодеформированной трубы составляет 5 мм, максимальный – 250 мм. Наименьшая толщина стен у этого вида изделий должна быть не менее 0,3 мм, самая толстая стенка – 24 мм. Труба холодной деформации производится мерной и немерной длины. Этот параметр может быть не менее 1,5 метров и не более 11,5 метров.
Популярные формы сечения изделий из стали
Какую же форму может иметь стальное изделие, и где в зависимости от этого оно находит применение?
В зависимости от сечения труба из стали может выпускаться следующих форм:
- Круг.
- Овал.
- Плоский овал.
- Квадрат.
- Прямоугольник.
Трубы с овальной и плоскоовальной формой сечения находят применение:
- При изготовлении декоративных конструкций.
- Для выпуска разных типов систем охлаждения жидкости. В этой сфере использование трубы овальной и плоскоовальной формы более эффективно, чем круглой трубы, так как в первом случае поверхность имеет большую площадь, чем во втором.
Трубы квадратной и прямоугольной формы имеют одну важную отличительную особенность: они меньше деформируются в процессе изгиба (прочитайте также: «Сортамент квадратных труб – из каких материалов и какого размера их делают»). Этот критерий дает большое преимущество при использовании материала. Стальные трубы такого сечения применяются при монтаже несущих конструкций из металла параллельно со швеллерами и двутавром.
При выборе стальных труб стоит принять во внимание один факт: помимо прочности на изгиб профильная труба квадратной или прямоугольной формы удобна при монтаже. Объясняется это наличием плоскостей, которым требуется минимальная подгонка. Чаще всего монтаж профильной трубы осуществляется с помощью болтов, не прибегая к использованию сварочного оборудования.
Овальная труба
ГОСТом 8642-68 указан сортимент стальной трубы, имеющей овальное сечение. Допустимые размеры толщины стенок могут быть не меньше 0,5 и не больше 2,5 миллиметров. Наименьший размер выпускаемых изделий – 6*3 мм. Самый большой размер имеют трубы 32*90 и 50*85 миллиметров.
Квадратная труба
Размеры для производства профильной трубы с квадратным сечением заданы в ГОСТ 8639-82. В соответствии с этим документом квадратная стальная труба, имеющая наружный размер 10 мм, может иметь толщину стенки около 1 мм. При наружном размере до 180 миллиметров толщина стенок трубы может быть от 8 до 14 мм.
Прямоугольная труба
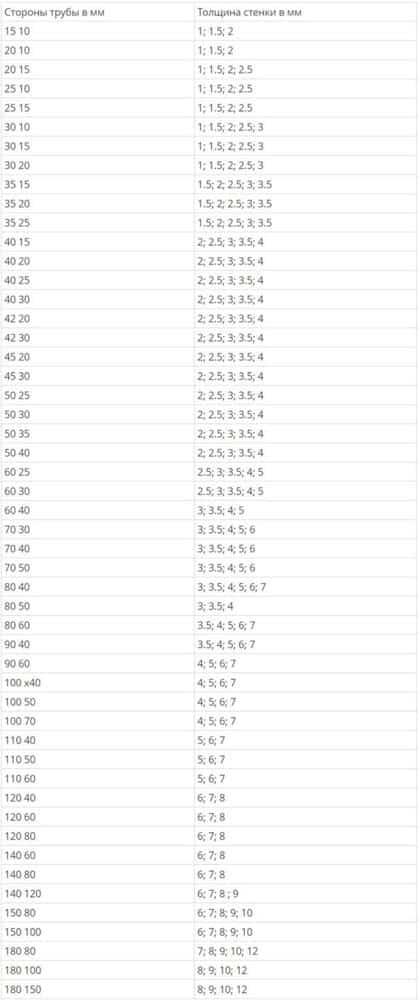
Большинство стальных труб прямоугольного сечения производятся методом электрической сварки с прямым швом. Сортамент такого вида материала указан в ГОСТ 8645-82, согласно которому определяется предельная толщина стенок для труб определенного размера. Например, для изделия со сторонами 15 и 10 миллиметров допускается толщина стенок 1 мм, 1,5 мм и 2 мм.

Для трубы размером 80*60 мм стенки могут иметь толщину 3,5мм, 4 мм, 5 мм, 6 мм и 7 мм. Максимальные размеры стандартной трубы с прямоугольным сечением могут быть 180*150 мм. При этих параметрах допускается производить изделия, имеющие толщину стенок 8 мм, 9 мм, 10 мм, 12 мм.
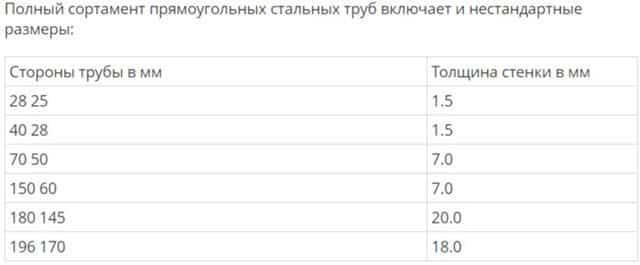
ГОСТ 8645-82 допускает изготовление стальной трубы нестандартных размеров, например, 28*25 мм или 196*170 мм. Отклонения имеет и толщина стенок таких изделий, соответственно 1,5 мм и 18 мм.
Дополнительный документ 8645-68 содержит информацию об ином перечне прямоугольных труб из стали. Особых различий между регламентирующими документами нет. Однако во втором стандарте указаны специальные параметры. Они позволяют выпускать стальные изделия прямоугольного сечения, имеющие параметры 230*100 миллиметров.
Заключение
Подробные описания сортамента ст труб и документов, регламентирующих их изготовление, помогут сделать правильный выбор материала для строительства и подобрать нужные размеры. Удачного строительства!
Источник: https://trubaspec.com/vidy-trub/sortament-stalnykh-trub-kakie-byvayut-preimushchestva-vidov.html
Электросварные стальные трубы: виды и область применения
15.03.2019
Первые письменные упоминания о трубопроводах появились на заре цивилизации.
В древнем Китае их строили из пустотелых стволов бамбука, для подачи воды с гор в города римляне строили закрытые акведуки, мастера средневековой Европы трубы делали из свинца.
Первая труба сварная была изготовлена в середине позапрошлого века и сейчас этим способом производится больше половины трубной продукции.

Область применения сварных труб
Трубопроводы из них работают во всех отраслях промышленности и сельского хозяйства, агрегатах и механизмах, технологическом оборудовании. Без стальных труб был бы недоступен монтаж подземных коммуникаций.
Универсальные разновидности используются для перемещения разнообразных газообразных и жидких веществ. По специализированным трубопроводам перекачивается газ, нефть и продукты, получаемые из нее.
Кроме этого труба сварная также используется как силовой элемент при строительстве каркасных сооружений (домов, теплиц, навесов и пр.).
В особую разновидность выделены сварные трубы из нержавеющей стали. Уникальность эксплуатационных параметров позволяет им работать на химических, фармацевтических и предприятиях по производству пищевых продуктов. Благодаря презентабельной внешней поверхности сварные трубы из нержавейки встраиваются в дизайн помещений как декоративные элементы.
Материалы для изготовления
Сварной трубопрокат делается из листовой стали толщиной до 5 см или ленты свернутой рулонами. Для изготовления производителями используется углеродистое или низколегированное железо.
В зависимости от процентного содержания углерода сталь подразделяется на низко, средне и высокоуглеродистые сорта. Чем его больше, тем прочнее металл.
Однако при отрицательных температурах высокоуглеродистая сталь становится хрупкой, что ограничивает область применения.
У низколегированного металла, содержащего не больше 2,5% легирующих добавок, высокая прочность сохраняется в широком диапазоне температур. Это дает возможность снизить вес за счет уменьшения толщины стенок. Такие сварные трубы дороже, чем из простой стали.
Однако за счет уменьшенного износа и повышенной стойкости к коррозии увеличивается срок эксплуатации. Поэтому расходы окупаются с лихвой. Сварные трубы из нержавейки делают из холоднокатаной (толщина 0,4 — 5 мм) или горячекатаной (2 — 50 мм) листовой стали.
Виды и особенности сварных труб
Прямошовные виды делаются из свернутого по окружности металлического листа или ленты с последующим свариванием кромок. Линия соединения проходит вдоль оси. Поскольку ширина листов ограничена изделия большого диаметра сваривают из двух полусфер, накладывая швы на обе стороны.
 Прямошовная сварная труба
Прямошовная сварная труба
Для производства спиралешовных разновидностей используется длинная стальная лента в рулонах. Линия сварки проходит по внешней поверхности в виде спирали. Этот способ дает возможность производить изделия диаметром до 2,5 м на одном прокатном стане из материала равномерной ширины. По данной технологии делаются сварные трубы с соотношением диаметра и толщины стенки более 100.
 Спиралешовная сварная труба
Спиралешовная сварная труба
Для производства спиралевидного вида не нужно сложного оборудования используемого при производстве трубы прямой прямошовной. Из достоинств отмечается, что спиральная форма шва не позволяет образоваться длинной продольной трещине при разрыве. Однако из-за повышенной длины шва увеличивается расход материалов для сварки.
Технология сварки газовых труб
Способы изготовления
Сварные трубы делаются по трем технологиям:
- Печная сварка. Заготовки, называемые штрипсами, нагреваются в туннельной печи до 1300˚ После выхода из нее производится обдув кромок горячим воздухом, повышающим их температуру до 1400˚C с одновременным сдуванием окалины. Затем заготовку обрабатывают на формовочно-сварочном стане, придавая ей нужную форму. После вторичного обдува кромок горячим воздухом их сваривают между собой. Заготовка еще раз проходит через печь, затем шов для улучшения качества обжимается формовочными валиками. Продукция, производимая по этой технологии, классифицируется как горячедеформированная.
- Электросварка. Это самый распространенный метод, так как позволяет делать тонкостенные изделия больших диаметров. Швы накладываются сваркой под флюсом. Трубные заготовки из холодных штрипсов получают на прокатном стане методом валковой формовки. Полусферы для прямошовных видов большого диаметра делаются методом прессовой формовки. Спиралешовные заготовки получают на валково-оправочных или втулочных станах. После сварки кромок на поверхности образуется прямолинейный или шов в форме спирали. После его очистки и водяного охлаждения заготовка переносится на калибровочный стан, где проводится корректировка диаметра по всей длине. Затем проверяют качество шва визуально и ультразвуком, после чего проводят гидроиспытания его прочности. Если после еще одного просвечивания ультразвуком дефектов не обнаружено, электросварные трубы отправляются на склад готовой продукции.
- Сварка в среде инертного газа. По данной технологии производятся варианты из легированной и нержавеющей стали. При обычной сварке качество шва из-за карбидизации легирующих добавок происходящей при взаимодействии с кислородом воздуха снижается. Для устранения этого явления место сварки защищается аргоном, гелием, углекислым газом. Шов создается путем плавления электрической дугой присадочной проволоки из того же материала что и труба. Сварка ведется неплавящимся электродом из вольфрама. Продукция, создаваемая по этой и предыдущей технологии, относится к холоднодеформируемым.
Герметик для заделки сварных швов автомобиля
Параметры сварных труб
Размеры и допуски отклонения нормируются ГОСТ 10704-91. В зависимости от качественных характеристик сварные трубы подразделяются на четыре класса, в каждом из которых указываются:
- А — механические характеристики;
- Б — химический состав;
- В — механические и химические свойства;
- Г — величина гидравлического давления.
Толщина стенки в зависимости от диаметра:
- не меньше 2 мм при диаметре до 3 см;
- от 3 мм при 3 — 7 см;
- не менее 4 мм, если диаметр 7 — 15,2 см;
- от 5 мм, когда размер больше 15,2 см.
В зависимости от внешнего диаметра в диапазоне 10 — 620 мм толщина стенки должна быть 2 — 20 мм.
Длина также зависит от диаметра. Для немерной длины она равна:
- не меньше 2 м при диаметре до 30 мм;
- от 3 м — 30 — 70 мм;
- не менее 4 м — 70 — 152 мм;
- от 5 м при размере свыше 152 мм.
Для сварных стальных труб мерная длина нормируется в пределах:
- 5 — 9 м, если диаметр 7 см;
- 6 — 9 м до 21,9 см;
- 10 — 12 м до 42,6 см;
- при диаметре больше 42,6 см устанавливается немерная длина.
Для прямошовных труб указано 2 класса точности:
- 1 — обрезные с удаленными заусенцами, несоответствие по длине не более 15 мм;
- 2 — без обработки торцов, несовпадение длины до 10 см.
Преимущества и недостатки
Если сравнивается труба электросварная и бесшовная, то у первой при прочих равных параметрах меньше вес и больше пропускная способность. Это обусловлено тем, что у нее стенки в 2 раза тоньше.
Соответственно материалов для производства сварных труб тратится меньше, поэтому стоят они дешевле, чем бесшовные. Поскольку для изготовления используются ровные металлические листы, толщина стенки одинакова по всей площади.
К достоинствам относится также расширенный ассортимент — сварные трубы выпускаются диаметром 10 — 2520 мм, а бесшовные — 5 — 550 мм.
Из недостатков отмечается снижение прочности по шву. Независимо от применяемой технологии сварное соединение будет слабее основного металла. Из-за шва, который нарушает гладкость внутренней поверхности, у сварных труб повышается коэффициент шероховатости.
Несмотря на недостатки, сварные трубы успешно заменяют бесшовные виды при прокладке магистральных и коммунальных трубопроводов. Поэтому объем их производства увеличивается. По таким же технологиям делают отводы, сгоны, переходы.
Электросварные стальные трубы: виды и область применения Ссылка на основную публикацию 

Источник: https://svarkaprosto.ru/tehnologii/svarnye-truby
Сварные трубы – технология, применение, достоинства
ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных артерий требуется много, и одними только бесшовными изделиями не обойдешься. Бесшовные трубы при всех своих многочисленных достоинствах обладают еще и одним очень существенным с точки зрения потребителя недостатком – они дороги в производстве.
Между тем, главное достоинство бесшовных труб – способность выдерживать огромные давления – востребована далеко не всегда. Во многих трубопроводных сетях давление в трубах никогда не достигает тех сотен атмосфер, которые делают необходимым использование бесшовных труб.
Опять же – технологии обработки металлов не стоят на месте и прочность сварных швов в наше время позволяет сварным трубам держать давление в разы большее, чем тридцать-сорок лет назад.
Поэтому нет ничего удивительного в том, что сварные трубы сохраняют свои позиции и кое-где даже выигрывают в конкуренции с бесшовными. Во всяком случае, сейчас до половины труб больших диаметров являются сварными.
Этого уже достаточно для того, чтобы дополнительно разобраться с тем, какими бывают сварные трубы, какие технологии применяются при их производстве и в каких отраслях экономики их можно использовать наиболее успешно.
Прямо или по спирали?

- И только с появлением электросварки шовные трубы и делятся на прямошовные и спиралешовные.
- Название «прямошовные» говорит само за себя: такой метод изготовления труб связан с тем, что стальную полосу – штрипс – разогревают до придания металлу пластичности и пропускают через два ряда валков, которые сворачивают металл «в трубочку» — так что остается только соединить его края электросваркой.
- Это довольно простая и дешевая технология, но при ее использовании возникают некоторые проблемы, а именно:
- — для изготовления труб разного диаметра будут необходимы заготовки-штрипсы разной ширины.
- — при остывании заготовки в сварном шве будут возникать напряжения, которые существенно снизят его прочность.
- — если такая труба все же не выдержит подаваемого по ней давления, то ее разрыв произойдет именно по шву и на всю длину отрезка трубы, что будет создавать дополнительные проблемы при ликвидации аварии.
- Другой вариант производства сварных труб – это соединение стальных полос при помощи спиралевидного шва. При таком технологическом варианте сам шов получается гораздо длиннее, чем при прямошовном соединении, но зато появляется целый ряд преимуществ:

- — изменение диаметра выпускаемых труб может быть произведено при помощи простой переналадки производственной линии; достаточно будет просто поменять угол подачи ленты.
- — при сварке трубы из металлической ленты не требуется сильно разогревать всю металлическую полосу; это снижает возможность изменения свойств металла при нагреве-охлаждении и уменьшает возможность внутренние напряжения в нем.
- — при спиралевидной сварке образовавшийся шов сам по себе становится элементом, придающим дополнительную прочность конструкции
- — если такой шов все же не выдерживает и расходится, то расходится не «вдоль», а «наискось», что уменьшает размеры того отрезка трубы, который придется заменить.
Плюсы и минусы сварных или электросварных труб
Разумеется, что все технологические проблемы и энергозатраты при производстве прямо- и спиралешовных труб не идут ни в какое сравнение с теми усилиями, которые производитель должен затратить на производство бесшовных труб. Отсюда и главное достоинство этого вида стального проката – относительная дешевизна.
Другим несомненным достоинством сварных труб является их большой диаметр, который может в 100 и более раз превышать толщину стенок. Это делает трубы более легкими, а значит и удобными при транспортировке. Кроме того, именно большой диаметр сварных труб делает их незаменимыми при строительстве магистральных нефте- и газопроводов.
Технология изготовления прямошовных труб позволяет формировать не только круглые, но и профильные трубы (прежде всего квадратные и прямоугольные).
Эти достоинства в условиях рыночной экономики перевешивают все минусы, но эти минусы все-таки есть. В чем же они состоят?
Во-первых – сварные трубы выдерживают давление на порядок меньшее, чем бесшовные. Об этом можно судить даже по нормам ГОСТов.
Если от бесшовных труб с минимальной толщиной стенок ГОСТ требует выдерживать давление в 20 мегапаскалей (то есть около 200 атмосфер), то ГОСТ-10705 предельно допустимым для сварных труб давление в 16 мегапаскалей (160 атмосфер). То есть шовные трубы на 25% менее устойчивы к таким нагрузкам.
Во-вторых – сварные трубы, в отличие от бесшовных, не поддаются изгибанию. Если надо изменить направление газо- или водопровода, собранного из сварных труб, то обязательно придется пользоваться фитингами.
В-третьих – сама технология производства сварных труб требует использования таких сортов стали, которые хорошо поддаются сварке – то есть должны изготавливаться из низколегированных углеродистых сталей, сравнительно мало устойчивых к коррозии. Таких, как стали марок 17Г1с и 09Г2С.
- Это обстоятельство заставляет производителей сварныхтруб использовать различные способы предотвращения коррозии, к которым относятся:
- — оцинковка внутренних и внешних поверхностей (для сталей ст3 и ст20)
- — покрытие внешних поверхностей гидроизоляцией
- — покрытие внешних поверхностей тепло и гидро-изоляцией
Области применения и ГОСТы
- Поскольку главным достоинством (кроме дешевизны) сварных труб является большой диаметр при тонких стенках, то они применяются в бытовых водопроводах, различных металлоконструкциях – но больше всего используются прежде всего в крупных строительных проектах.
- Способность сварных труб выдерживать высокое давление жидкости дает возможность использования их для прокладки как магистральных, так и локальных коммуникаций, распределительных веток, местных технических водоводов и в сфере ЖКХ.
- Соответственно и стандарты, определяющие их параметры настроены соответственно:
| ГОСТ, наименование | ||
| ГОСТ 10705-80 | ГОСТ 10706-76 | ГОСТ 20295-80 |
| Трубы стальные электросварные | Трубы стальные электросварные прямошовные | Трубы стальные электросварные для магистральных нефтегазопроводов |
| Марки стали | ||
| Углеродистые Ст1-3сп/пс Качественные 08, 10, 20 | Углеродистые Ст3сп/пс Категории 3-5 |
|
| Размеры (наружный диаметр) | ||
| от 10 мм. до 530 мм. | от 478 мм. до 1420 мм. | от 159 мм. до 820 мм. |
| Области применения электросварных труб | ||
| Сооружение трубопроводов общего назначения для холодной и горячей воды, бытового газа | Сооружение трубопроводов подачи воды и теплотрасс | Сооружение магистральных трубопроводов – нефтепроводов и газопроводов высокого давления |
Соответственно, правила реализации сварных труб тоже будут зависеть не только от желаний клиента, но и от параметров самих изделий. Внешний диаметр труб варьируется в пределах до1620 мм, а толщина стенок в соответствии с диаметром — до 20 мм.
- Классифицируются трубы по внешним геометрическим показателям следующим образом:
- 1-трубы диаметром менее 70 мм при толщине стенки не менее 3 мм;
- 2-трубы диаметром от 70 до 219 мм при толщине стенки не менее 4 мм;
- 3-трубы диаметром более 219 мм при толщине стенки не менее 5 мм.
- Сейчас почти все сварные трубы изготавливаются стандартной мерной длины:
- — 6 м до 76 диаметра
- -11,7 и 12 метров для всех диаметров более 76.
- Наиболее востребованными являются стальные электросварные трубы для производства водопроводов, а также электросварная труба ГОСТ 10704 91, используемая для строительства металлических конструкций.
- Сварные трубы достаточно универсальны и доступны по цене, но при их выборе нужно быть особенно внимательным в расчетах гидравлической нагрузки.
- Видео по теме:
Источник: https://stvybor.ru/staty/186-svarnye-truby-tekhnologiya-primenenie-dostoinstva/
Этапы изготовления электросварных прямошовных труб
04.12.2017
На производство труб во всем мире идет примерно 10 % общего объема выпускаемой стали. По этой достаточно солидной цифре можно судить о востребованности таких изделий. Существуют разные виды труб и способы их изготовления. В данной статье речь пойдет о сварных прямошовных.
Материалы для изготовления труб
Чаще всего для производства труб используются углеродистые марки стали. Они отличаются высокой прочностью и твердостью, но низкой износо- и теплостойкостью.
Несколько уступают им по популярности низколегированные и легированные стали. При этом за счет легирующих элементов их свойства удается улучшить.
Так, хром используется для повышения твердости, никель – прочности и пластичности, марганец – твердости и износостойкости, а алюминий – жаростойкости.
Этапы изготовления труб
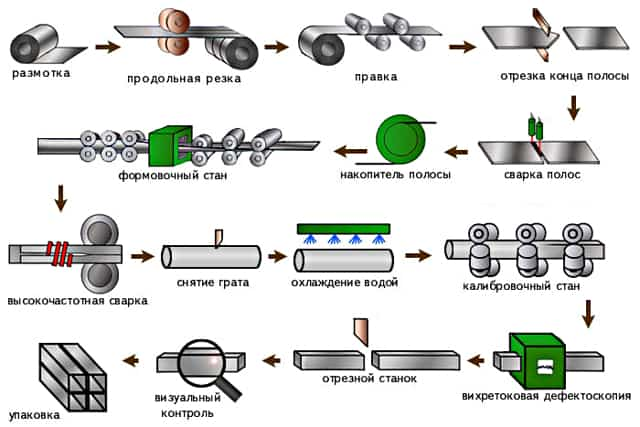
Изготовление прямошовных электросварных труб выполняется на основании ГОСТов 10706-76, 10705-80 и 10704-91. Технологический процесс включает в себя несколько этапов:
- Порезка листового металла. Операция выполняется с помощью агрегатов продольной порезки. Они отличаются производительностью и рассчитаны на работу с металлами разной толщины и ширины. Агрегаты продольной порезки дают возможность с высокой точностью изготовлять полосы металла одинаковой ширины. Это в дальнейшем обеспечивает схождение кромок полос при формовке трубной заготовки.
- Правка полос. На данном этапе полосы пропускаются через систему спаренных горизонтальных валков. Таким образом устраняются дефекты поверхности (например, волнистость).
- Сварка полос. Эта операция позволяет получить одну бесконечную полосу. Она выполняется с помощью полуавтоматической сварки под флюсом. Такой способ соединения металлов обеспечивает формирование прочных и пластичных швов с минимально возможным количеством дефектов. Полученная бесконечная полоса передается в накопитель.
- Формовка трубной заготовки. Чтобы придать плоской заготовке форму трубы, ее пропускают через систему горизонтальных и вертикальных валков. Каждая последующая пара валков уменьшает радиус заготовки, пока ее кромки максимально не сблизятся друг с другом.
- Сварка продольного шва. Для этой цели применяется высокочастотная сварка. При ее использовании соединяемые кромки заготовки нагреваются токами высокой частоты до температуры плавления, а потом сдавливаются обжимными роликами. В результате образуется прочное и долговечное соединение. Высокочастотная сварка может проводиться индукционным или контактным способом. Оба они задействуются при изготовлении труб:
- В первом случае нагрев осуществляется с помощью индуктора. Он возбуждает в трубной заготовке, проходящей сквозь его витки, высокочастотный переменный ток. Этот процесс очень быстрый и занимает не более трех секунд.
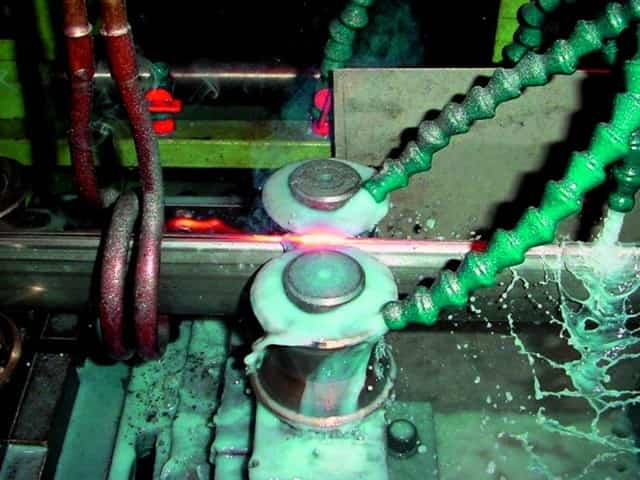 Высокочастотная сварка прямошовных труб
Высокочастотная сварка прямошовных труб
- При использовании контактного способа сварки ток от высокочастотного генератора подводится с помощью контактов. Они остаются неподвижными и в процессе сварки скользят по перемещающимся вдоль них трубным заготовкам. Недостатком способа является необходимость периодической замены контактов.
Высокочастотная сварка позволяет со скоростью до 50 м/мин. изготавливать трубы диаметром до 426 мм с толщиной стенки до 8 мм.
- Снятие грата. Эта операция выполняется для улучшения внешнего вида и качества сварочного шва.
- Калибровка. На данном этапе устраняется овальность труб и обеспечивается точность их геометрических размеров и форм. Для этого изделия сначала остужают с помощью воды, а затем пропускаются через калибровочные валки.
- Профилирование. Такая операция выполняется только при изготовлении профильных труб. Для этого круглые заготовки пропускаются через формовочные валки, которые и придают им прямоугольную или квадратную форму.
- Порезка. На данном этапе бесконечная труба режется на отрезном станке для получения изделий заданной длины.
- Контроль качества труб. Э тап является одним из важнейших. Он включает в себя три вида проверки: неразрушающий контроль сварного шва, гидроиспытание и сплющивание:
- Согласно положениям ГОСТа 10705-80, для проведения неразрушающего контроля может использоваться магнитный, ультразвуковой, вихретоковый или рентгеновский способ. Чаще всего используется ультразвуковой. Это недорогой, но эффективный метод обнаружения дефектов в сварных швах. Он выполняется автоматически, а сам дефектоскоп устанавливается в линию стана. Соответственно, проверку проходит 100% швов. При обнаружении дефектов они исправляются, а отремонтированные трубы, помимо ультразвуковой дефектоскопии, в обязательном порядке проходят гидроиспытание.
- Гидроиспытанию подвергается 15 % труб от партии. Сама процедура прописана в ГОСТе 3845-75. Заключается она в кратковременном повышении давления (на 5 секунд) до 30 или 60 кгс/см2. Трубы должны выдерживать его без деформации, а на их поверхности не допускается появления потеков жидкости.
- Испытанию на сплющивание подвергаются две трубы из партии. Оно проводится в соответствии с положениями ГОСТа 8695-75. Трубы сплющиваются до расстояния между стенками, равного ? наружного диаметра. При этом на их поверхности не должно появиться трещин или надрывов.
На заключительном этапе состояние поверхности труб контролируется визуально, они упаковываются и отгружаются потребителю или на склад.
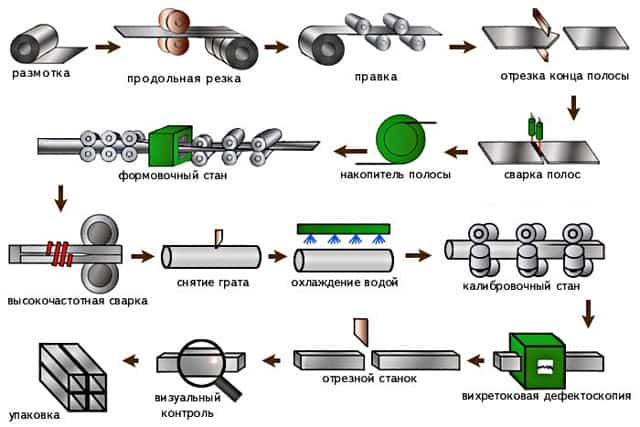 Схема изготовления сварных прямошовных труб
Схема изготовления сварных прямошовных труб
Применение электросварных прямошовных труб
Электросварные прямошовные трубы универсальны. Они используются в сфере ЖКХ, машиностроении и промышленных отраслях.
Чаще всего такие трубы применяются для сооружения инженерных сетей, эксплуатирующихся при повышенных нагрузках. К ним относятся нефте-, газо- и водопроводы, а также сети отопления.
Способность электросварных труб выдерживать высокое давление позволяет с успехом использовать их для прокладки локальных и магистральных коммуникаций.
Стальные трубы можно обоснованно назвать уникальным строительным материалом. С их помощью сооружено немало конструкций, достойных занесения в Книгу рекордов Гиннесса. К ним относятся самые длинные в мире трубопроводы для транспортировки различного сырья: нефтепровод «Дружба» (8900 км), газопровод «Запад – Восток» (8407 км), аммиакопровод (2500 км) и даже спиртопровод (135 км). Самым сложным подводным сооружением можно назвать подводный газопровод Langeled. Он состоит из труб диаметром 1200 мм, уложен на глубине до 1200 м и имеет длину 1200 км.
Заключение
На первый взгляд может показаться, что слабым местом электросварных труб является сварной шов. Однако для их изготовления не зря выбрана именно высокочастотная сварка. Для ее применения не требуются дополнительные сварочные или присадочные материалы.
Фактически она позволяет получить монолитное изделие. Это и обеспечивает электросварным прямошовным трубам высокие прочностные характеристики и широкую сферу применения.
Главное при их изготовлении – соблюдение требований технологического процесса и нормативных документов.
Возврат к списку
Источник: http://www.ktzholding.com/blog/etapy-izgotovleniya-elektrosvarnykh-pryamoshovnykh-trub/
Труба стальная электросварная:виды, производство, применение | Статьи
Назначение современных электросварных труб
Несмотря на стремительное развитие технологий, практически невозможно представить, что в ближайшем будущем в процессе возведения различного назначения зданий и сооружений, а также при прокладке коммуникаций что-либо заменит стальные трубы.
Прокладка подземных и надземных систем отопления, водопроводов и газопроводов была бы невозможна без стального трубопроката различного диаметра.
Он активно используется в качестве составных частей всевозможных машин и механизмов, включая сложнейшее технологическое оборудование, а также в сельском хозяйстве и в процессе строительства, где успешно выполняет роль прочной, но легкой арматуры и может служить основой при возведении каркасов зданий.
Отдельную категорию составляет труба сварная, изготовленная из нержавеющей стали.
Благодаря своим уникальным эксплуатационным характеристикам, они широко применяются в пищевой, химической, энергетической и фармацевтической промышленности.
А высокая эстетическая привлекательность таких изделий из нержавеющей стали позволяет использовать их в современной архитектуре и оформлении интерьеров помещений различного назначения.
Материалы для изготовления электросварных труб
Главным материалом для изготовления электросварных труб на сегодняшний день является металл: стальные листы толщиной до 50 мм или находящаяся в рулонах стальная лента различной толщины.
Наиболее востребован в современной экономике сварной трубопрокат большого диаметра из низколегированной или углеродистой стали. Особенностью данной стали является содержание определенного количества углерода при отсутствии или минимальном количестве легирующих элементов.
В зависимости от конкретного содержания углерода в материале, сталь для производства труб делится на низкоуглеродистую, среднеуглеродистую и высокоуглеродистую.
Повышение содержания в составе стали углерода приводит к ощутимому повышению прочности сварной трубы в нормальных условиях эксплуатации.
Одновременно с этим, эластичность изделия заметно уменьшается, а порог его хладноломкости увеличивается.
Другими словами, сталь с большим содержанием углерода в условиях пониженной температуры приобретает хрупкость, существенно ограничивающую область применения таких труб.
Использование же стали с содержанием легирующих элементов в объеме не более 2,5% позволяет существенно увеличить прочность электросварных труб вне зависимости от условий эксплуатации, увеличить срок их службы и значительно уменьшить массу при прочих равных условиях.
Применение для производства трубопроката низколегированной стали несколько увеличивает его стоимость, однако значительно повышает прочность, износостойкость и коррозийную устойчивость по сравнению с изготовленными из углеродистой стали сварными изделиями, поэтому ценовой фактор в данном случае не является основополагающим.
Материалом для изготовления нержавеющих электросварных труб является обладающий высокой стойкостью к коррозии, легкостью в процессе обработки, сравнительно небольшим весом и привлекательным внешним видом нержавеющий стальной лист. При этом в качестве трубного материала может применяться как холоднокатаный (толщиной 0,4-5,0 мм), так и горячекатаный (толщина 2,0-50 мм) лист нержавеющей стали.
Виды электросварных труб и их особенности
Прямошовные электросварные трубы изготавливаются методом сварки одного стального листа встык, т.е. путем сворачивания листа (стальной ленты) и сварки его боковых кромок между собой. Шов в изделии данного вида расположен вдоль всей ее длины.
При этом при изготовлении труб большого диаметра часто требуется наличие сразу двух швов на одном изделии, что обусловлено ограничениями в ширине имеющихся стальных листов.
Для производства спиралешовных труб применяется находящаяся в рулонах листовая сталь.
Основным преимуществом данного вида трубопроката является возможность получения изделий диаметром вплоть до 2520 мм при использовании заготовок одинаковой ширины и одного и того же прокатного стана путем несложной переналадки угла спирали. Именно спиралешовная технология позволяет изготовить трубы, отношение диаметра которых к толщине стенки превышает 100.
Для изготовления спиралешовных изделий требуется менее сложное технологическое оборудование, чем для производства прямошовных, при этом точность изготовления остается на весьма высоком уровне.
Еще одним преимуществом труб со спиральным швом является более простая ликвидация последствий при аварийном разрыве трубопровода: спиралевидная форма шва препятствует образованию продольной магистральной трещины — наиболее опасного вида разрушения трубопровода.
Среди недостатков спиралешовных труб можно отметить увеличенную длину шва и связанный с этим дополнительный расход сварочных материалов.
Изготовление электросварных стальных труб
На сегодняшний день процесс изготовления трубы сварной может осуществляться различными способами, наиболее распространенными из которых являются
- печная сварка
- электросварка
- сварка в защитном газе
Преимущества сварного трубопроката
Современная технология сварки позволила добиться высочайшего качества шва, который ничем не уступает по своей прочности цельному металлу.
В результате область применения электросварных труб значительно расширилась и сегодня они применяются даже там, где еще несколько десятков лет назад можно было использовать исключительно бесшовные аналоги.
По сравнению с последними, стальные электросварные трубы обходятся значительно дешевле в производстве. Это обусловлено не только самой технологией изготовления, но и значительно меньшими материальными затратами.
В частности, стенки электросварных труб значительно тоньше, чем у бесшовных. Это позволяет не только существенно сэкономить на потреблении стали, но и сделать трубы более легкими.
Последнее обстоятельство особенно важно в процессе перевозки и монтажа, которые требуют меньшее количество техники и человеческих ресурсов.
Наконец, стенки сварной трубы имеют значительно меньшие отклонения по толщине, ведь изготавливаются они из готовой листовой стали, имеющей однородную толщину по всей площади.
Источник: https://aosgk.ru/articles/416/
Трубы электросварные — виды, различия, применение
Стальные трубы, произведенные из стальной ленты (штрипса) на прокатном стане, называют электросварными трубами. Сварные трубы по типу шва выпускаются двух видов:
| Прямошовные | имеют один прямой шов, проходящий по длине всей трубы |
| Спиральношовные | имеют один шов вращающийся вокруг трубы в форме спирали по всей ее длине |
Наибольшее распространение получили прямошовные трубы. Главными достоинствами таких труб является минимальная длина шва, что упрощает контроль его качества и повышает надежность трубы. Спиральношовные трубы производят чаще всего только больших диаметров и исключительно по причине отсутствия возвожности поставки широкой заготовки для прямошовных труб.
На трубах длиной более 10,5 метров допускается наличие одного поперечного сварного шва, при условии, что такой шов проверен изготовителем неразрушающими методами.
Размерный ряд электросварных труб, выпускаемых в нашей стране, в соответствии с Государственными стандартами, очень велик и находится в диапазоне от 10 до 1420 мм — по наружному диаметру и от 1,0 до 16,5 мм по толщине стенки.
Сварные трубы выпускаются из стали низкоуглеродистых, углеродистых, качественных и низколегированных марок, а так же легированных и нержавеющих марок.
Однако ниже речь пойдет только о трубах, изготовленных из рядовых и качественных углеродистых марок, а так же низколегированных марок стали, применяющихся в системах трубопроводов и при строительстве в качестве элементов ответственных и не ответственных металлоконструкций.
| ГОСТ 10705-80 | ГОСТ 10706-76 | ГОСТ 20295-80 |
| Трубы стальные электросварные | Трубы стальные электросварные прямошовные | Трубы стальные сварные для магистральных газонефтепроводов |
| ГОСТ 10705-80 | ГОСТ 10706-76 | ГОСТ 20295-80 |
| от Ø 10мм до Ø 530мм | от Ø 478мм до Ø 1420мм | от Ø 159мм до Ø 820мм |
| ГОСТ 10705-80 | ГОСТ 10706-76 | ГОСТ 20295-80 |
| Углеродистые Ст1-3сп/пс, Качественные 08, 10, 20 | Углеродистые Ст3сп/пс категории 3-5 | Качественные 10, 20 Низколегированные 09Г2, 09Г2С, 17ГС, 17Г1С Выбор марки стали обусловлен классом прочности К34 — К60 |
| ГОСТ 10705-80 | ГОСТ 10706-76 | ГОСТ 20295-80 |
| < Ø 102 мм - 6 МПа > Ø 102мм — 3МПа | 2-2,5МПа | До 12МПа |
| ГОСТ 10705-80 | ГОСТ 10706-76 | ГОСТ 20295-80 |
| Обрезка выполняется под прямым углом. Допускается наличие фаски. | Обрезка под прямым углом. По требованию потребителя фаска 25-30 градусов. | На всех трубах обязательно наличие фаски 25-30 градусов. |
| ГОСТ 10705-80 | ГОСТ 10706-76 | ГОСТ 20295-80 |
| Допускаются плены, закаты, вмятины, в пределах отклонений, предусмотренных ГОСТ | Плены, трещины, закаты, расслоения не допускаются | Плены, трещины, закаты, расслоения не допускаются |
| ГОСТ 10705-80 | ГОСТ 10706-76 | ГОСТ 20295-80 |
| Сооружение трубопроводов общего назначения для холодной и горячей воды, бытового газа, производство | Сооружение трубопроводов подачи воды и теплотрасс. | Сооружение магистральных трубопроводов — нефтепроводов и газопроводов высокого давления. |
Предельные отклонения по наружным размерам, для труб произведенных по ГОСТ 10705-80 и ГОСТ 10706-76 не должны превышать значений, установленных ГОСТ 10704-91. Предельные отклонения по наружным размерам труб, произведенных в соответствии с ГОСТ 20295-80, не должны превышать значений, установленных в том же ГОСТ 20295-80.
Электросварные трубы, в зависимости от диаметра, упаковывают в связки, весом от 1 до 8 тонн. Чаще всего можно встретить связки весом от 2-х до 5-ти тонн. Трубы от 159 миллиметров часто не упаковывают в связки для увеличения нормы загрузки транспортного средства при транспортировке, а так же удобства производства погрузо-разгрузочных работ на строительных объектах.
Транспортировка электросварных труб осуществляется в связках (пачках) или россыпью, открытыми транспортными средствами — грузовыми автомобилями, полувагонами, приспособленными к вертикальной погрузке и разгрузке с применением крановой техники.
Хранение стальных электросварных тонкостенных труб, с толщиной стенки менее 1,5 миллиметров осуществляется в коробах, под навесом или в закрытом складе. Хранение труб с толщиной стенки от 1,5 миллиметров и больше осуществляется на открытых площадках, при естественных погодных условиях.
Источник: https://s235.ru/trubi-svarnie—vidi-razlichiya-primenenie





