- Суть процесса обработки металлов давлением
- 2 направления в обработке металлов давлением
- Основные методы обработки металлов давлением
- Волочение
- Прокатка металла
- Листовая штамповка
- Ковка металла
- Объемная штамповка
- Обработка комбинированными методами
- Дефекты при обработке металлов давлением
- Виды обработки металлов давлением
- Физические основы обработки металлов давлением
- Существует горячая и холодная обработка металлов давлением
- Существуют различные виды обработки материалов давлением:
- Способы прокатки
- Ковка
- Прессование
- Волочение
- Объемная штамповка
- Листовая штамповка
- Общая характеристика методов обработки металлов давлением
- Основные виды обработки металлов давлением, основанных на механическом свойстве
- Виды
- Обработка металлов давлением – ОМД: разновидности и особенности технологии
- Ковка
- Прессование и волочение металлов
- Прокатка
- Существуют различные виды обработки материалов давлением:
- Способы прокатки
- Ковка
- Волочение
- Основы процесса обработки давлением металла
- Прокатка
- Волочение
- Обработка металлов давлением – ОМД: разновидности и особенности технологии
- Мы проконсультируем вас по любым вопросам!
- Физика процесса обработки металлов давлением
- Виды обработки
- Прокатка
- Ковка
- Прессование
- Волочение
- Объемная штамповка
- Листовая штамповка
- Мы проконсультируем вас по любым вопросам!
- Мы проконсультируем вас по любым вопросам!
22.02.2022 VT-METALL 
Из этого материала вы узнаете:
- Суть процесса обработки металлов давлением
- 2 направления в обработке металлов давлением
- Основные методы обработки металлов давлением
- Дефекты при обработке металлов давлением
Обработка металлов давлением (ОМД) – это востребованная технология, которая осуществляется различными способами. В ходе процесса деталь меняет не только свой внешний вид, но и физические и механические свойства.
Данная технология экономична и производительна, что обеспечивает ее популярность в разных сферах промышленности. В нашей статье мы расскажем о физике процесса ОМД, разберемся в методах и направлениях этой обработки и поговорим о наиболее частых дефектах.
Суть процесса обработки металлов давлением
Обработка металлов давлением – это использование внешних условий для изменения размера и параметров заготовок. При этом важно, чтобы результат после преобразования сохранился. Для этого следует использовать материалы, имеющие высокую пластичность и поддающиеся отделке.
После окончания всех рабочих процессов удастся получить изделие, максимально соответствующее ожиданиям. Оно будет иметь такие же габариты, которые планировались изначально. Чтобы увеличить пластичность до необходимого уровня, нужна высокая температура.
Для каждого металла подбирается свой температурный режим, который бы соответствовал его показателям и свойствам.
Суть процесса состоит в пластической деформации. Она происходит благодаря тому, что атомы после особых действий получают возможность принимать другое положение в кристаллической решетке.
Важно не оказывать на атомы слишком сильное влияние, иначе материал потеряет свойственную ему упругость. Технология обработки металла давлением должна строго соблюдаться. Только в этом случае получится изделие не только с другим внешним видом, но и новыми свойствами.
2 направления в обработке металлов давлением
Возможна как горячая, так и холодная обработка металлов давлением.
Вместе с возрастанием внешней силы (P) постепенно смещаются частицы зерна. После сдвига они поворачиваются в направлении уменьшения угла между направлением силы и плоскостью скольжения, а зерно вытягивается в направлении внешней силы.
- Металл приобретает волокнистую структуру, физические свойства меняются в зависимости от направления.
- VT-metall предлагает услуги:
- Порошковая покраска металла
Также холодная обработка приводит к потере пластичности и повышению прочности металла. Если обработку давлением нужно возобновить, то предварительно следует отжечь заготовку. Основные преимущества холодного способа заключаются в точном соответствии размеров, идеально гладкой поверхности и повышенной благодаря наклепу прочности.
Но такая обработка подойдет только изначально пластичным металлам. На практике ее чаще всего используют при волочении, прокатке тонкого листа и штамповке гильз для артвыстрелов.

Горячая обработка металла давлением должна происходить при температуре, которая выше температуры рекристаллизации. Упрочнение металлов, возникшее в процессе пластической деформации (т. е. наклеп), необходимо полностью снять, чтобы придать материалу равноосную структуру.
Стоит отметить, что на волокнистом строении это никак не отразится. От того, насколько металл был подогрет, зависит уровень его пластичности и сопротивления изменению формы.
Так, максимально нагретый металл получится самым пластичным и с наименьшим сопротивлением деформированию (для углеродистой стали, к примеру, конечный показатель может быть в 10–15 раз меньше исходного).
Для качественной обработки важно следить, чтобы не было пережога, т. е. образования слишком обезуглероженного и крупнозернистого внешнего слоя. Если он появится, то его можно обнаружить возле линии солидуса.
Основные методы обработки металлов давлением
Обычно выделяют такие способы обработки металлов давлением:
Волочение
Такой обработкой занимаются с использованием особого инструмента – волоки (фильеров). В процессе деталь из металла проходит через отверстие фильеров, а затем приобретает окончательную форму с заданными параметрами поперечного сечения. Чаще всего волочение используют в производстве проволоки.
По вышеописанному принципу заготовка для проволоки проходит через несколько волок, а в результате получается необходимая нам деталь.
Для волочения принято несколько классификаций. Так, по чистоте поверхности выделяется:
- черновое волочение;
- чистовое волочение.
По влажности:
- мокрое волочение, требующее мыльной эмульсии;
- сухое волочение, для которого используется стружка из мыла.
По количеству требуемых переходов:
- однократное;
- многократное (для него необходимо несколько операций, после каждой из которых размер сечения становится меньше).
По температурному режиму:
Прокатка металла
Прокатка представляет собой процесс, в котором воздействие на материал обеспечивается прокатными валками. Эта операция требует специализированного оснащения. Основной задачей при этом выступает уменьшение габаритов исходной детали.
Такая обработка металла давлением способна придать материалу любую форму.
Сейчас прокатку выполняют по одной из трех технологий:
- Поперечная. Для нее характерна обработка металла вращением (к примеру, цилиндров, шаров). Поступательное движение материала в этом случае невозможно.
- Продольная. Используется в производстве чаще всего. Суть технологии в движении заготовки между двумя валками. Они, в свою очередь, вращаются в разные стороны, в результате чего деталь сжимается до ширины зазора между валками.
- Поперечно-винтовая. Благодаря такому виду прокатки можно обрабатывать пустые внутри изделия. Здесь взяты особенности как продольной, так и поперечной технологии обработок.

Листовая штамповка
Этот вид обработки металла давлением позволяет получать изделия, где задействованы детали из листового проката. Выделяется два подвида листовой штамповки, каждый из которых выбирается в зависимости от ожидаемого результата. Это:
- формообразующая штамповка;
- разделительная штамповка.
После данного вида обработки изделие получается полностью подготовленным к работе. Это означает, что его не нужно подвергать механической и иной обработке. Но чтобы достичь такого эффекта, следует делать заготовки качественными и соответствующими заданным требованиям.
Благодаря такому преимуществу листовая штамповка имеет широкое распространение. Вид обработки металла давлением используется во многих отраслях промышленности. Требования к габаритам деталей отсутствуют.
Можно производить как мелкие радиодетали, так и большие кузова для авто.
Ковка металла
Ковка – один из тех видов обработки, который существует только в условиях высоких температур. Перед тем как приступить к операции, нужно нагреть заготовку до необходимой температуры. Какой именно – зависит от марки металла. После этого можно начинать саму ковку, которая возможна одним из трех способов:
- ручная ковка;
- штамповка;
- ковка на специальном оборудовании: гидравлическом, пневматическом либо паровоздушном.
Для свободного вида ковки (ручного либо машинного) важно отсутствие ограничений, которые бы мешали детали принимать любое положение. Ручной способ находит применение в кузнечных мастерских, где нужно небольшое количество изделий.
Машинная технология обработки и штамповка подразумевают размещение штампа, препятствующего свободному перемещению детали. В итоге изделие получает такую же форму, как и полость матрицы.
Ковка тоже используется там, где не требуется большое количество изделий. После того как заготовка нагрета, она помещается между ударными элементами молотка – бойками. Прокладным инструментом может выступать топор, раскатка либо обжимки.
Объемная штамповка
Данный вид обработки металла давлением предполагает использование штампа. Именно он помогает сделать изделие необходимой формы. Пустота, сформированная элементами штампа внутри детали, не позволяет материалу сдвигаться в неправильное положение.
Выделяют открытую и закрытую разновидность штампа. В первом случае присутствует небольшое раскрытие формы. В образовавшийся зазор выдавливается излишний металл.
Благодаря раскрытию можно не вымерять точную массу детали, но из-за него приходится выполнять дополнительное действие – удалять облой, который появляется по контуру изделия.
Закрытая технология не предполагает наличия зазора, поэтому процесс выполняется в замкнутом пространстве. Из-за этого придется вымерять точную массу детали и ее предполагаемый объем.

Обработка комбинированными методами
Если есть необходимость в изделии, которое бы идеально соответствовало всем требованиям, то стоит прибегнуть к комбинированным методам.
Один из вариантов – сочетание сварки и давления. Такой способ позволяет упростить и удешевить изготовление деталей без потерь качества. Но при этом комбинация может привести к уязвимости места сварки.
Другой распространенный пример комбинации – обжиг и вытяжка. Здесь обработка металла давлением поможет уменьшить диаметр изделия и изменить его толщину в процессе деформации.
Допустимо объединение холодного и горячего методов обработки. В этом случае металлическое изделие станет максимально прочным.
При воздействии на металл давлением важно повторить законы физики, так как на их основе выстроены технологические процессы. Знание операции и точность расчетов – залог качества и высокой эффективности производства.

Раньше всех методов обработки появилась ковка. Выплавка металла позволила мастерам дойти до азов технологии. Практически сразу стало понятно, что ковка обеспечивает прочность и долгий срок службы орудий труда.
Дефекты при обработке металлов давлением
Основные дефекты при обработке металлов давлением – внутренние и поверхностные сколы, трещины и разрывы, возникшие вследствие механических и термических напряжений.
При штамповке, прокатывании и ковке возможны несплошности материала заготовок. Это связано с тем, что металл несколько раз находится под воздействием высокой и низкой температуры, сильных сжимающих и расширяющих сил.

Форсирование температуры, подачи, скорости нагрева металла и других режимов обработки – также прямой путь к дефектам. Если их наличие нужно минимизировать и получить заготовку высокого качества, то нельзя пренебрегать режимами. Они должны соответствовать характеристикам и свойствам обрабатываемого материала.
Некачественная штамповка для листового проката опасна разрывами и утончениями готового изделия. В первом случае дефекты легко определить визуально, особенно если деталь габаритная (часть кузова автомобиля).
Однако в ситуации с утонениями, которые бы превышали норму и не соответствовали требованиям, потребуется особая проверка методами неразрушающего контроля.
Обычно эксплуатационная надежность деталей, которые получают способом глубокой вытяжки, во многом зависит именно от степени утонения металла, т. е. снижения толщины материала из-за его чрезмерного удаления во время обработки инструментом.
Отсутствие разрывов отходит на второй план, так как наличие утонений гораздо более опасно. Эксплуатация некачественной детали может повлечь за собой разрушение в зоне утонения.
Особенно внимательно нужно подходить к изделиям, которые будут использоваться в крано-, автомобиле- и тракторостроении.
И в металлургии, и в прокатных цехах, и в автомобилестроении специалисты часто встречаются с множественными дефектами деталей, среди которых трещины на торце, риски, волосовины, плены, отделение слоев и др. Создателям машин, заготовок и материалов приходится тщательно проверять качество используемых ими изделий.
В статье были перечислены основы обработки металлов давлением. Как удалось понять, ОМД – действительно непростой и кропотливый процесс, требующий точности и соответствующих знаний.
Однако важно привлечение не только хороших специалистов, но и использование качественного оборудования. В домашних условиях почти невозможно сделать деталь, соответствующую высоким запросам. Гораздо выгоднее и надежнее обращаться в проверенные компании, способные оказать помощь в обработке металлов.
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Виды обработки металлов давлением
Обработка материалов давлением основана на их пластичности. В результате процесса можно получить конечную деталь либо заготовку, близкую по форме к готовому продукту. Различные виды обработки металлов давлением применяются в машиностроении, авиационной промышленности, автомобилестроении и пр.
Физические основы обработки металлов давлением
Обработка материалов давлением основана на механическом свойстве атомов занимать новое устойчивое положение при воздействии на них нагрузки, превышающей предел упругости материала. Это называется пластической деформации. Помимо механических, изменяются и физико-химические свойства металла.
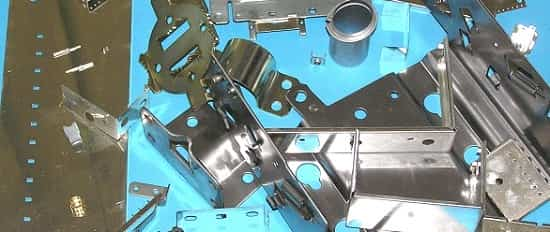 Штампованные детали
Штампованные детали
Существует горячая и холодная обработка металлов давлением
- Горячей называется обработка при температуре заготовки выше температуры рекристаллизации;
- Холодная обработка материалов давлением происходит при температуре заготовки ниже температуры рекристаллизации.
Существуют различные виды обработки материалов давлением:
- прокатка;
- ковка;
- прессование;
- волочение;
- объемная штамповка;
- листовая штамповка;
- комбинированные методы.
Обработка металлов давлением: прокатка
Прокаткой называется вид пластической обработки, в процессе которого исходная заготовка обжимается вращающимися валками стана прокатного. Целью операции является уменьшение поперечного сечения заготовки и придания ей заданного профиля.
Способы прокатки
Существует три способа прокатки металла:
- продольная: самый распространенный способ прокатки. Суть его заключается в следующем: заготовка пропускается между валками, вращающимися в разные стороны, при этом она обжимается до толщины, равной зазору между валками;
- поперечная: применяется для обработки тел вращения (шаров, цилиндров, втулок и пр.). Заготовка при этом не имеет поступательного движения;
- поперечно-винтовая: нечто среднее между двумя предыдущими способами. Применяется для изготовления полых заготовок.
Ковка
Ковка относится к высокотемпературным операциям. Заготовка предварительно нагревается до ковочной температуры, зависящей от конкретной марки металла.
Способы ковки:
- ковка на молотах (пневматических, гидравлических и паровых);
- штамповка;
- ручная ковка.
Машинная (на молотах) и ручная ковка является свободной, так как металл при воздействии на него инструмента ничем не ограничен.
Штамповка свободной не является, так как заготовка находится в матрице штампа (т. е. ограничена со всех сторон). В результате штамповки металл принимает форму полости матрицы.
Ковка применяется в единичном и мелкосерийном производстве. Для получения поковки разогретую заготовку помещают между ударными частями (бойками) молота. В качестве подкладных инструментов используются:
- топор;
- обжимка;
- раскатка.
Прессование
Это способ обработки металла, в процессе которого он выдавливается прессом из полости матрицы через ее отверстие. Применяется для обработки хрупких металлов.
Прессованием получают полые и сплошные профили из титановых сплавов, алюминия, меди и магния – детали для автомобилей, самолетов, лопатки, подвески, трубы.
Прессование может быть горячим и холодным. Обработка пластичных материалов производится в холодном состоянии (олово, медь, чистый алюминий). Тугоплавкие металлы и сплавы (содержащие никель, титан и др.) прессуются только после предварительного нагрева заготовки и инструмента.
С помощью этой операции можно получить детали различной конфигурации, с ребрами (внутренними и наружными), постоянным или периодическим профилем по длине.
Прессование выполняется на прессах со сменной частью (матрицей). Матрицы изготавливаются из жаропрочных штамповых сталей.
Волочение
Волочением называется метод обработки металлов, в процессе которого заготовка круглого (или фасонного) профиля принудительно протягивается через фильеру (волоку). Примером может служить изготовление проволоки, когда заготовка большого диаметра (катанка) протягивается через ряд фильер, на выходе из которых получается проволока гораздо меньшего диаметра.
Операция классифицируется:
- сухое (через мыльный порошок);
- мокрое (через эмульсию мыльную).
- по чистоте обработки поверхности:
- однократное;
- многократное (с несколькими переходами с постепенным уменьшением поперечного сечения заготовки).
- холодное волочение;
- горячее волочение.
Объемная штамповка
Метод обработки металла, при котором придание заготовке заданной формы осуществляется с помощью штампа. При этом течение металла ограничивается полостями его частей.
Существует две разновидности штампов: открытые и закрытые.
В открытых штампах между подвижными частями предусмотрен зазор, в который выдавливается избыток металла – облой. Его приходится удалять на последующей операции механической обработки. Штамповка в открытых штампах хороша тем, что не требуется предъявлять особых требований к массе заготовки.
Закрытые штампы такого зазора не имеют. Весь металл находится в замкнутом пространстве, облоя не образуется. Но в этом случае заготовка тщательно рассчитывается по объему.
Листовая штамповка
Листовая штамповка заключается в изготовлении детали из листа, полосы или ленты, полученных прокаткой.
Существуют два основных вида операций:
- разделительные: вырубка, отрезка и пробивка;
- формообразующие: вытяжка, гибка отбортовка, раздача, чеканка и пр.
Листовая штамповка производится на кривошипных и гидравлических прессах. В качестве инструмента используются штампы, основными деталями которых являются матрицы и пуансоны.
В основном штампованная деталь не требует дальнейшей механической обработки. Поэтому матрицы и пуансона должны быть тщательно рассчитаны и изготовлены с соблюдением всех технических требований.
Несмотря на то, что листовая штамповка является в какой-то мере стандартной операцией, конструктора часто сталкиваются с нетипичными проблемами: обработка металлов давлением учебник, как правило, предоставляет множество примеров конструкторских разработок частных случаев.
Листовая штамповка широко применяется практически во всех отраслях промышленности. Детали, полученные этим методом, отличаются высокой точностью. От мельчайших деталей микроэлектроники до кузовов автомобилей – все это производится методом листовой штамповки. Специальность обработка металлов давлением наряду с обработкой металла резанием является одной из самых востребованных.
Общая характеристика методов обработки металлов давлением
В основе процесса обработки металлов давлением (ОМД) лежит использование одного из важнейших свойств металлов — пластичности, т.е.
способности металла к необратимому изменению формы и размеров тела под действием внешних сил без нарушения его целостности, которое сопровождается изменением структуры и механических свойств металла.
Таким образом, сущность процесса ОМД состоит в том, что получение заготовок деталей, а в некоторых случаях и самих деталей требуемых размеров и формы достигается пластическим перемещением (сдвигом) частиц металла.
В этом её основное отличие и преимущество по сравнению с обработкой резанием, при которой готовая деталь получается удалением части заготовки. Поэтому ОМД — малоотходное производство. Кроме того, ОМД является высокопроизводительным процессом. Указанные особенности обусловили непрерывное возрастание роли ОМД в машиностроении. В настоящее время обработке давлением подвергают около 90% всей выплавляемой стали и более 50% цветных металлов.
Основными видами ОМД являются: прокатка, прессование, волочение, свободная ковка, объемная и листовая штамповка.
В настоящее время свыше 80% стали идет на прокатку и около 15% на все остальные виды ОМД. Процессы ОМД хорошо поддаются механизации и автоматизации. Поэтому они находят широкое применение в массовом производстве
При воздействии на металл заготовки внешних сил он деформируется. Сначала в металле возникает упругая деформация. При увеличении действующих сил упругая деформация переходит в пластическую.
Особенностью пластической деформации является то, что после снятия нагрузки она не исчезает, в отличие от упругой деформации, исчезающей при снятии внешних сил.
В результате возникновения в заготовке пластической деформации первоначальные размеры и форма заготовки после снятия нагрузки не восстанавливаются.
Пластическая деформация заключается в перемещении атомов металла относительно друг друга на расстояния больше межатомных из одних равновесных положений в новые. При перемещении атомов в одной кристаллографической плоскости без изменения расстояния между этими плоскостями силовое взаимодействие атомов не исчезает, и деформация протекает без нарушения сплошности тела.
Основным видом пластической деформации является скольжение. При скольжении происходит параллельное смещение отдельных частей кристаллов по определённым кристаллографическим плоскостям — плоскостям скольжения. В результате скольжения отдельные части кристаллита могут смещаться на расстояния, во много тысяч раз превышающие величину межатомных расстояний.
Если представить пластическую деформацию как одновременное перемещение всех атомов в плоскости скольжения (синхронный или жесткий сдвиг), то, как показывают расчеты, на это потребовались бы очень большие напряжения. В реальных металлах пластическая деформация происходит при напряжениях меньше теоретических в сотни и тысячи раз. Это объясняется исходя из дислокационного механизма пластического деформирования.
- По современным представлениям пластическая деформация происходит под действием напряжений в результате последовательного перемещения небольшого числа атомов в области дислокации или иначе, перемещения дислокаций.
- Процессу пластического деформирования свойственны следующие закономерности:
- 1 При ОД объем металла практически не изменяется:
Vдеф. тела = Vтела до деф.
2 При ОД металл течет в сторону наименьшего сопротивления.
3 Деформирование происходит в результате действия внутренних напряжений, возникающих на плоскостях скольжения.
Основные виды обработки металлов давлением, основанных на механическом свойстве
Обработка металлов давлением — это технология воздействия на материал, позволяющая изменить форму и габариты продукта, а также его физические свойства.
Пластическая деформация выполняется разными методами, но все они направлены на создание изделий, соответствующих требуемым параметрам.
Высокая скорость обработки металлических заготовок посредством давления обеспечивает повышенную результативность труда по сравнению с другими технологиями.
В качестве исходных материалов при обработке давлением используются стальные слитки, сортовой прокат, продукты из стали и сплавов цветных металлов. Технология активно применяется для выпуска изделий, востребованных в автомобилестроительной, машиностроительной, авиационной и прочих отраслях промышленности.
Виды
Упругость – общая характеристика всех металлов, являющаяся наиболее важной.
Это свойство, которое позволяет веществу возвращаться в исходную форму после воздействия на него силы давления. Если она превышает предел упругости обрабатываемого материала, его атомы займут устойчивое положение и не вернутся в исходную форму. Такое свойство обозначается термином «пластическая деформация».
Титан в природе (0,6% в Земной коре)
Выделяют следующие виды обработки металлов давлением, в зависимости от применяемых для этого температур:
- Горячая. Если температура рекристаллизации ниже температуры заготовки;
- Холодная. Если температура рекристаллизации выше температуры заготовки.
В современной промышленности могут использовать следующие способы обработки металлов давлением:
- ковку;
- прокатку;
- волочение;
- прессование;
- объемную или листовую штамповку.
Прокатку, прессование и волочение используют для получения изделий с постоянным поперечным сечением по длине, которые применяются как заготовки для дальнейшего производства деталей, или как элементы для строительных конструкций.
Штамповка и ковка применяются для изготовления элементов, являющихся приближенными по форме и размерам к готовым деталям, но требующих последующей механической доработки.
Обработка металлов давлением – ОМД: разновидности и особенности технологии
ОМД, или обработка металлов давлением, возможна благодаря тому, что такие материалы отличаются высокой пластичностью.
В результате пластической деформации из металлической заготовки можно получить готовое изделие, форма и размеры которого соответствуют требуемым параметрам.
Обработка металла давлением, которая может выполняться по различным технологиям, активно используется для выпуска продукции, применяемой в машиностроительной, авиационной, автомобилестроительной и других отраслях промышленности.
Обработка листового металла давлением на прокатном станке
Ковка
Ковка – наиболее простой способ ОМД. В технологии используются универсальные инструменты простой формы (плоские бойки) и гидравлический пресс. Это высокотемпературная операция. Деталь предварительно нагревают. Температура нагрева зависит от характеристик конкретного вещества.
Разогретую до необходимой температуры деталь вставляют между бойками, которые представляют собой две параллельные плиты. Верхний боек может двигаться, нижний является неподвижным.
Если при ковке используется молот, после размещения детали по ней наносятся удары верхним бойком. В случае использования гидравлического пресса, деталь медленно сжимается бойками.
Для устранения выпуклостей ее помещают на ребро и повторяют процедуру.
При использовании данной разновидности технологии образуется локальная деформация, что позволяет использовать исходный материал сложной формы. При ковке могут использоваться заготовки массой от нескольких грамм до нескольких сотен тонн. По этой технологии можно создавать судовые валы (массой более ста двадцати тонн), прокатные валки (до пятидесяти тонн).
Прессование и волочение металлов
В металлургии, электротехнической и судостроительной промышленности широко используется обработка металла волочением. Этот способ предполагает протягивание прутков через отверстие с меньшими выходными размерами, чем исходное сечение прутка.
Таким образом изготавливают тонкую проволоку диаметром до 0,002 мм, прутки диаметром до 100 мм, тонкостенные трубы. Данный метод подходит для обработки различных сталей и сплавов, любых цветных металлов (золота, серебра, меди, алюминия) и их сплавов.
Благодаря изготовлению волочением изделий круглого и фасонного сечений удается добиваться высокой точности и чистоты, недостижимых при прокатке.
Обычно волочение осуществляют при комнатной температуре, когда пластическая деформация сопровождается наклепом. Последний, совместно с термической обработкой, позволяет улучшить механические свойства материала. Данная технология работы предполагает такие этапы:
- предварительный отжиг заготовок, позволяющий добиться мелкозернистой структуры металла и повысить его пластичность;
- травление заготовок в подогретом растворе серной кислоты, чтобы устранить окалину, провоцирующую повышенный износ матрицы;
- заострение концов заготовок в ковочных вальцах или под молотом для пропуска через отверстие матрицы и захвата клещами стана;
- волочение;
- отжиг для устранения наклепа;
- отделка готовой продукции, которая состоит из обрезки концов, правки, резки на мерные длины, пр.
Масла, используемые для поршневых и винтовых компрессоров.
Исходным материалом при волочении являются катаные и прессованные заготовки. Тогда как роль инструментов играют матрицы (волоки или фильеры), волочильные доски, кольца и оправки из инструментальных сталей и твердых сплавов. Для изготовления этим способом тончайшей проволоки выбирают алмазные волоки, обладающие повышенными твердостью и стойкостью.
Прокатка
При прокатке вещество деформируется во время прохождения через вращающиеся валки. Сначала при помощи силы трения деталь втягивается между валков.
После этого она проходит между ними, деформируясь и приобретая во время прохождения необходимую форму. В процессе производства используется специальная машина – прокатный стан.
Обработка металлов давлением преследует две цели: придание детали заданного профиля и уменьшение ее поперечного сечения.
Выделяют три способа прокатки:
- продольная. Наиболее распространенный способ. Заготовку пропускают между валками. Ее толщина уменьшается до размеров зазора между используемыми валками;
- поперечная. Данным способом обрабатывают втулки, шары, цилиндры. Поступательное движение в процессе прокатки отсутствует;
- полые предметы изготовляются путем применения поперечно-винтовой прокатки.
Этими видами прокатки широко пользуются в современной промышленности. Так, прокатке поддается около восьмидесяти процентов всей выплавляемой сегодня стали. Таким способом изготавливаются блюмы, балки, трубы, рельсы, слябы, круглые и квадратные профили, шестерни и т.п.
Существуют различные виды обработки материалов давлением:
- прокатка;
- ковка;
- прессование;
- волочение;
- объемная штамповка;
- листовая штамповка;
- комбинированные методы.
Обработка металлов давлением: прокатка
Прокаткой называется вид пластической обработки, в процессе которого исходная заготовка обжимается вращающимися валками стана прокатного. Целью операции является уменьшение поперечного сечения заготовки и придания ей заданного профиля.
Способы прокатки
Существует три способа прокатки металла:
- продольная: самый распространенный способ прокатки. Суть его заключается в следующем: заготовка пропускается между валками, вращающимися в разные стороны, при этом она обжимается до толщины, равной зазору между валками;
- поперечная: применяется для обработки тел вращения (шаров, цилиндров, втулок и пр.). Заготовка при этом не имеет поступательного движения;
- поперечно-винтовая: нечто среднее между двумя предыдущими способами. Применяется для изготовления полых заготовок.
Ковка
Ковка относится к высокотемпературным операциям. Заготовка предварительно нагревается до ковочной температуры, зависящей от конкретной марки металла.
Способы ковки:
- ковка на молотах (пневматических, гидравлических и паровых);
- штамповка;
- ручная ковка.
Машинная (на молотах) и ручная ковка является свободной, так как металл при воздействии на него инструмента ничем не ограничен.
Штамповка свободной не является, так как заготовка находится в матрице штампа (т. е. ограничена со всех сторон). В результате штамповки металл принимает форму полости матрицы.
Волочение
Под волочением подразумевается способ изменения металла давлением, во время которого деталь протягивают через фильеру.
В зависимости от конкретных условий, она может предварительно нагреваться. В зависимости от цели, заготовка может поддаваться волочению один раз, или проходить через несколько фильер, что подразумевает постепенное уменьшение ее поперечного сечения.
В большинстве случаев таким способом обрабатывают прокатные материалы. Волоки, через которые осуществляется волочение, могут состоять из алмаза, твердых сплавов или инструментальной стали.
Для проведения процедуры происходит захват заостренного конца прутка клещами, с помощью которых и осуществляется волочение.
Этот метод обработки металла давлением используется для изготовления проволоки (толщиной от нескольких микрометров до шестнадцати миллиметров), тонкостенных труб и других пустотелых профилей.
Ручная и автоматическая штамповка
Основы процесса обработки давлением металла
Процедура опирается на физические свойства металла безвозвратно изменять свою форму под давлением внешней нагрузки без разрушения. Это основано на механическом свойстве атомов менять свое стабильное состояние на новое при воздействии сил, которые превышают упругость самого металла.
Обработка проводится горячим и холодным способом. При горячем методе температура заготовки выше, чем показатель рекристаллизации.
При холодном методе давление производится при показателях температуры ниже, чем у рекристаллизации.
Применяется несколько процессов воздействия на металл давлением:
- волочение;
- воздействие прессом;
- ковочный процесс;
- прокатный станок;
- объемный вариант штамповки;
- листовой метод;
- комбинированные методы.
Каждый из них отличается многими нюансами.
Прокатка
Для прокатки используется вращательный инструмент — валка. Заготовка втягивается в зазор между валками и приобретает необходимую форму детали. Прокатка имеет несколько разновидностей:
- Продольная: один из самых распространенных методов прокатки.
- Поперечная: заготовка в таком методе не делает поступательных движений.
- Поперечно-винтовая: средний вариант обработки между двумя методами обработки.
Последняя разновидность чаще применяется для изготовления полых заготовок. Прокатка является одним из наиболее широко применяемых методов создания металлических заготовок давлением. При помощи данного процесса получают: балки, рельсы, листы, прутковый материал, трубы.
На производстве несколько валков, соединенных в станину, получается клеть. Всем известный станок проката — это несколько клетей, которые имеют соединения. На прокатных станах используется, и горячий, и холодный метод обработки металла.
- В зависимости от готовой продукции, которую выпускает прокатный стан, их делян на: листопрокатные, трубопрокатные, рельсобалочные, а также специальные.
- Такие станки подразделяются на то, сколько валков расположено в нем.
- Важно знать: Новые и старые способы резки металла
Волочение
В данном метода обработки применяется принудительное пропускание профиля (круглого или фасонного) через фильеру. Ее еще называют волокой. Волока изготавливается из твердых сплавов, а также инструментальной стали и алмазов. Таким образом, изготавливается проволока.
При этом толщина и ширина сечения должны иметь соотношение не больше 20. В таком процессе через несколько фильер протягивается заготовка большого диаметра. Процесс волочения так же разделяется на виды.
- По типу волочения: сухое или мокрое. При мокром волочении используется мыльная эмульсия, а при сухой обработке давлением применяется емкость с мыльным раствором.
- Много- и однониточное волочение. Многониточное волочение допускает протягивание 8 одновременных заготовок.
- По обработке поверхности: чистовое или черновое. Чистовое волочение используется как оканчивающая процедура, а черновой вариант является заготовительным.
- По температурным показателям: холодный и горячий вариант.
- По числу обработки: однократное или многократное. Считается по количеству протягиваний полосы через станок.
При помощи данной технологической процедуры получается проволока до 8 мм в диаметре. Волочение полых конструкций помогает произвести тонкостенные трубы небольшого диаметра.
Обработка металлов давлением – ОМД: разновидности и особенности технологии
ОМД, или обработка металлов давлением, возможна благодаря тому, что такие материалы отличаются высокой пластичностью.
В результате пластической деформации из металлической заготовки можно получить готовое изделие, форма и размеры которого соответствуют требуемым параметрам.
Обработка металла давлением, которая может выполняться по различным технологиям, активно используется для выпуска продукции, применяемой в машиностроительной, авиационной, автомобилестроительной и других отраслях промышленности.
Мы проконсультируем вас по любым вопросам!
Физика процесса обработки металлов давлением
Сущность обработки металлов давлением состоит в том, что их атомы такого материала при воздействии на них внешней нагрузки, величина которой превышает значение его предела упругости, могут занимать новые устойчивые положения в кристаллической решетке. Такое явление, которым сопровождается прессование металла, получило название пластической деформации. В процессе пластической деформации металла изменяются не только его механические, но и физико-химические характеристики.
В зависимости от условий, при которых происходит ОМД, она может быть холодной или горячей. Различия их состоят в следующем:
- Горячая обработка металла выполняется при температуре, которая выше температуры его рекристаллизации.
- Холодная обработка металлов, соответственно, осуществляется при температуре, находящейся ниже температуры, при которой они рекристаллизуются.
Ковка раскаленной заготовки на молоте – вид горячей обработки металла давлением
Виды обработки
Обрабатываемый давлением металл в зависимости от используемой технологии подвергается:
- прокатке;
- ковке;
- прессованию;
- волочению;
- объемному штампованию;
- листовому штампованию;
- обработке, выполняемой комбинированными способами.
Основные виды обработки металла давлением
Прокатка
Прокатка – это обработка давлением заготовок из металла, в ходе которой на них воздействуют прокатные валки. Целью такой операции, для выполнения которой необходимо использование специализированного оборудования, является не только уменьшение геометрических параметров поперечного сечения металлической детали, но и придание ей требуемой конфигурации.
Виды прокатных валков
На сегодняшний день прокатку металла выполняют по трем технологиям, для практической реализации которых необходимо соответствующее оборудование.Продольная
Это прокатка, являющаяся одним из самых популярных методов обработки по данной технологии. Сущность такого способа обработки металла давлением заключается в том, что заготовка, проходящая между двумя валками, вращающимися в противоположные стороны, обжимается до толщины, соответствующей зазору между этими рабочими элементами.Поперечная
По такой технологии обрабатывают давлением металлические тела вращения: шары, цилиндры и др. Выполнение обработки данного типа не предполагает, что заготовка совершает поступательное движение.Поперечно-винтовая
Это технология, которая представляет собой нечто промежуточное между продольной и поперечной прокаткой. С ее помощью преимущественно обрабатываются полые металлические заготовки.
Виды прокатки металла
Ковка
Такая технологическая операция, как ковка, относится к высокотемпературным методам обработки давлением. Перед началом ковки металлическую деталь подвергают нагреву, величина которого зависит от марки металла, из которого она изготовлена.
Обрабатывать металл ковкой можно по нескольким методикам, к которым относятся:
- ковка, выполняемая на пневматическом, гидравлическом и паровоздушном оборудовании;
- штамповка;
- ковка, выполняемая вручную.
При машинной и ручной ковке, которую часто называют свободной, деталь, находясь в зоне обработки, ничем не ограничена и может принимать любое пространственное положение.
Ручная ковка используется в кузнечных мастерских при изготовлении небольшого количества изделий
Машины и технология обработки металлов давлением по методу штамповки предполагают, что заготовка предварительно помещается в матрицу штампа, которая препятствует ее свободному перемещению. В результате деталь принимает именно ту форму, которую имеет полость матрицы штампа.
К ковке, относящейся к основным видам обработки металлов давлением, обращаются преимущественно в единичном и мелкосерийном производстве. Разогретую деталь при выполнении такой операции располагают между ударными частями молота, которые называются бойками. При этом роль подкладных инструментов могут играть:
- обычный топор:
- обжимки различных типов;
- раскатка.
Прессование
При выполнении такой технологической операции, как прессование, металл вытесняется из полости матрицы через специальное отверстие в ней.
При этом усилие, которое необходимо для осуществления такого выдавливания, создается мощным прессом. Прессованию преимущественно подвергают детали, которые изготовлены из металлов, отличающихся высокой хрупкостью.
Методом прессования получают изделия с полым или сплошным профилем из сплавов на основе титана, меди, алюминия и магния.
Прессование в зависимости от материала изготовления обрабатываемого изделия может выполняться в холодном или горячем состоянии.
Предварительному нагреву перед прессованием не подвергают детали, которые изготовлены из пластичных металлов, таких как чистый алюминий, олово, медь и др.
Соответственно, более хрупкие металлы, в химическом составе которых содержится никель, титан и др., подвергаются прессованию только после предварительного нагрева как самой заготовки, так и используемого инструмента.
Установка холодного прессования изделий из листового металла
Прессование, которое может выполняться на оборудовании со сменной матрицей, позволяет изготавливать металлические детали различной формы и размеров. Это могут быть изделия с наружными или внутренними ребрами жесткости, с постоянным или разным в различных частях детали профилем.
Волочение
Основным инструментом, при помощи которого выполняется такая технологическая операция, как волочение, является фильера, называемая также волокой.
В процессе волочения круглая или фасонная металлическая заготовка протягивается через отверстие в фильере, в результате чего и формируется изделие с требуемым профилем поперечного сечения.
Наиболее ярким примером использования такой технологии является процесс производства проволоки, который предполагает, что заготовка большого диаметра последовательно протягивается через целый ряд фильер, в итоге превращаясь в проволоку требуемого диаметра.
Технологические процессы получения проволоки методом волочения
Классифицируется волочение по целому ряду параметров. Так, оно может быть:
- сухим (если выполняется с применением мыльной стружки);
- мокрым (если для его выполнения используется мыльная эмульсия).
- По степени чистоты формируемой поверхности волочение может быть:
- Линия волочения медной проволоки
- По кратности переходов волочение бывает:
- однократным, выполняемым за один проход;
- многократным, выполняемым за несколько проходов, в результате которых размеры поперечного сечения обрабатываемой заготовки уменьшается постепенно.
По температурному режиму этот вид обработки металла давлением может быть:
Объемная штамповка
Сущность такого способа обработки металла давлением, как объемная штамповка, состоит в том, что получение изделия требуемой конфигурации осуществляется при помощи штампа. Внутренняя полость, которая сформирована конструктивными элементами штампа, ограничивает течение металла в ненужном направлении.
В зависимости от конструктивного исполнения штампы могут быть открытыми и закрытыми.
В открытых штампах, применение которых позволяет не придерживаться точного веса обрабатываемой заготовки, предусмотрен специальный зазор между их подвижными частями, в который может выдавливаться избыток металла.
Между тем использование штампов открытого типа вынуждает специалистов заниматься удалением облоя, образующегося по контуру готового изделия в процессе его формирования.
Особенностью горячей штамповки металла является воздействие высокой температуры, вследствие чего заготовка деформируется, принимая форму штампа
Между конструктивными элементами штампов закрытого типа такой зазор отсутствует, и формирование готового изделия происходит в замкнутом пространстве. Для того чтобы обрабатывать металлическую заготовку при помощи такого штампа, ее вес и объем должны быть точно рассчитаны.
Листовая штамповка
При помощи листовой штамповки готовые изделия получают из листового металла. В зависимости от того, какого результата необходимо добиться в процессе выполнения такой технологической операции, различают штамповку:
- разделительную (отрезка, вырубка и пробивка);
- формообразующую (гибка, вытяжка, раздача, отбортовка, чеканка и др.).
Для выполнения листовой штамповки используют гидравлические или кривошипно-шатунные прессы, рабочими органами которых являются штампы, состоящие из матрицы и пунсона.
Примеры изделий, изготовленных методом листовой штамповки
Качество готового изделия, которое обеспечивает листовая штамповка, позволяет не подвергать его последующей механической обработке. Для того чтобы обеспечить это качество, матрица и пунсон должны быть хорошо разработаны и изготовлены с высокой степенью точности.
Листовая штамповка – это одна из наиболее распространенных методик ОМД, которая активно применяется почти во всех отраслях промышленности. По такой технологии, в частности, производят как мельчайшие детали радиоэлектронных устройств, так и массивные кузова автотранспортных средств.
Получить более полное представление о способах обработки металла давлением, позволяет видео, демонстрирующее их в мельчайших подробностях.





