- Особенности сварки швеллеров
- Как варить швеллера без потери прочности
- Сварка двух швеллеров между собой
- Методы сварки
- Электродуговая сварка
- Газовая сварка
- Варианты сварки швеллеров
- Сварка встык
- Сварка при помощи накладок
- Соединение внутрь
- Смещенное соединение
- Требования, предъявляемые к сварке швеллеров
- Как варить швеллер к швеллеру или уголку– The-master.ru
- Виды стыковки швеллеров
- Применяемые виды сварки
- Электродуговая сварка
- Газовая сварка
- Типы сварки
- Сварка швеллеров встык
- Сварка швеллеров с накладками
- Соединение швеллеров внутрь
- Смещенное соединение
- Сварка швеллера своими руками
- Используемые технологии
- Электродуговая сварка
- Распространенные соединения
- Сварка встык
- Сварка с применением накладок
- Соединение внутрь
- Смещенное соединение
- Примечание
- Вместо заключения
- Электроды для сварки швеллера: какими варить?
- Какими электродами варить швеллер?
- Как варить швеллер: общие рекомендации
- Сварка швеллера правильным способом
- Сварка швеллера разными способами
- Сварка швеллера встык
- Сварка в коробку
- Сварной швеллер своими руками: технология и особенности
- Сварка встык
- Узел стыковки элементов из двутавров
Как сварить швеллера без потери прочности шва
В строительстве швеллер применяют с целью увеличения нагрузок на опорные и несущие конструкции строения. Часто швеллера соединяются между собой, чтобы увеличить их несущую площадь. Конечно же, лучше сварки для соединения швеллеров еще не придумали, поэтому речь пойдёт именно о ней.
Сварка швеллеров — это ответственный этап, поскольку от прочности соединения зависит безопасность всей конструкции. Поэтому при осуществлении данного процесса сварщики придерживаются строгих правил и ГОСТ.
Особенности сварки швеллеров
Стальной швеллер — это П-образное изделие из металла, которое изготавливается по технологии горячего проката на специальном станке. Благодаря особой П-образной конструкции, швеллер хорошо выдерживает всевозможные нагрузки.

При центральной нагрузке на изгиб, прочность швеллера очень высока. Неплохо выдерживает этот металлопрокат и большие осевые нагрузки. Сегодня заводы выпускают равнополочные, специальные, а также швеллера с параллельными гранями полок.
Чтобы добиться наибольшей прочности будущей металлоконструкции, чаще всего приходится сваривать равнополочные швеллера между собой. При этом даже самые малейшие ошибки во время этого процесса способны привести к нарушению прочности всей конструкции.
Следует знать, что само по себе сварное соединение уже ослабляет прочностные показатели металлоконструкций, не менее чем на 5%. При этом наваренный металл сварочного шва обладает несколько более высокой прочностью, чем тот, из которого изготовлена сама металлоконструкция.
Как варить швеллера без потери прочности
Для сварки швеллеров между собой чаще всего используется электродуговая сварка электродами с покрытием. При этом электроды должны обладать основным покрытием, а не рутиловым. Лучшим вариантом в данном плане являются электроды УОНИ.

Вот несколько рекомендаций, которые помогут варить швеллера без потери качества, улучшив при этом свойства сварного соединения:
- Итак, для сварки лучше всего использовать только электроды с основным покрытием;
- Сварные соединения лучше всего осуществлять внахлёст;
- Еще перед самим началом выполнения сварочных работ рекомендуется прокалить электроды при температуре не менее 250 градусов;
- Тщательная подготовка металлов перед свариванием является залогом успеха проделанной работы;
- Варить швеллер нужно только на короткой сварочной дуге средней мощности;
- Сварку следует осуществлять на прямой полярности, поскольку металл будет проплавляться глубже.
Особое внимание при этом уделяется способам соединения швеллеров. Сварка швеллеров встык не применяется там, где нужно получить максимальную прочность соединений. При создании прочной и усиленной балки из швеллеров предпочтительно соединять изделия только полками внутрь.
Сварка двух швеллеров между собой
За счет П-образного профиля швеллеры обладают высокими прочностными характеристиками при небольшом расходе металла. Поэтому их широко применяют для сборки несущих конструкций различного назначения.
Технология сваривания выбирается независимо от способа изготовления (швеллеры сварные, горячекатаные, гнутые).
Прочность создаваемой конструкции зависит от того, насколько надежно выполнена сварка швеллера с другими элементами.

Методы сварки
Способ сварки выбирают в зависимости от назначения создаваемой конструкции. При этом учитывают, что в зоне шва прочность уменьшается до 10%.
Электродуговая сварка
Эта техника сваривания применяется чаще других, так как позволяет проводить монтаж в труднодоступных и неудобных местах. Соединять небольшие перемычки можно обычными электродами, но для сборки узловых элементов применяют марку УОНИ. Однако из-за их специфики для работы нужен опыт. Поэтому новичкам предварительно полезно попрактиковаться на ненужных обрезках.
Приступая к работе, поверхности, примыкающие к стыку, очищают от грязи и ржавчины. Электроды подсушивают, так как качество шва зависит от влажности покрытия. Работа проводится постоянным током обратной полярности короткой дугой. Выполнение электродуговой сварки запрещено при температуре ниже -40°C.
Газовая сварка
Этот способ практически не применяется для сваривания швеллеров, так как сопровождается нагревом большой площади возле стыка. В результате увеличивается зона с пониженной прочностью на свариваемых балках. Помимо этого в металле возникают внутренние напряжения, приводящие к деформации конструкции. Газовую горелку применяют для устранения дефектов, нарезки заготовок и подготовки кромок.
Варианты сварки швеллеров
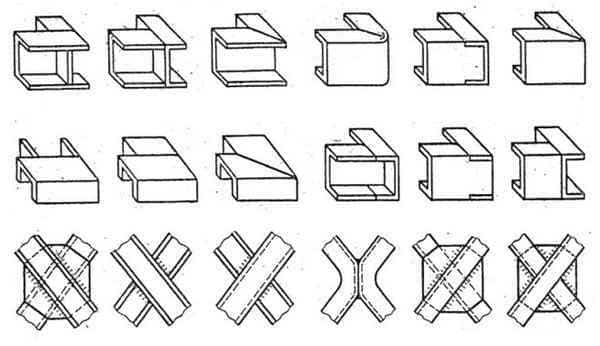
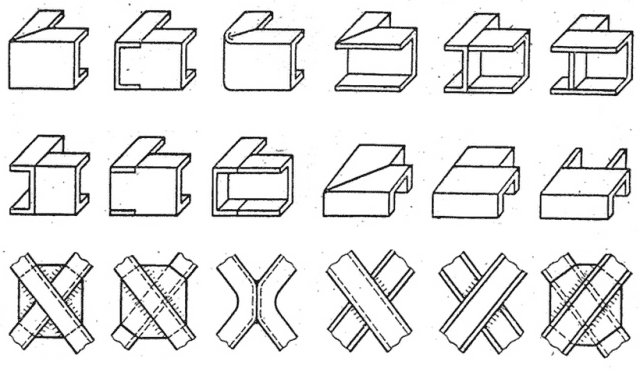
В зависимости от требований и условий монтажа соединение швеллеров выполняется встык, внутрь, накладками, со смещением.
 Способы стыковки швеллеров
Способы стыковки швеллеров
Сварка встык
Этот вариант применяют для создания швов, к которым не предъявляются повышенные требования по прочности. Сварку швеллеров встык выполняют с обеих сторон. Если накладывается односторонний шов его корень нужно подварить. При толщине полок 6 — 12 мм кромки разделывают под углом 30°. На более толстом металле угол делают тупым с V или X-образным профилем.
Виды и особенности сварки цветных металлов и сплавов
Для сварки швеллеров между собой их устанавливают горизонтально с зазором не больше 3 мм. Для точного совмещения применяют центратор, затем фиксируют прихватками с шагом 4 см. Сварку швеллера встык ведут от середины к краям. Однако такое соединение ненадежно. Поэтому когда наращивание балки закончено, ее необходимо усилить накладками.
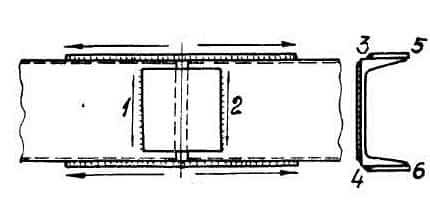
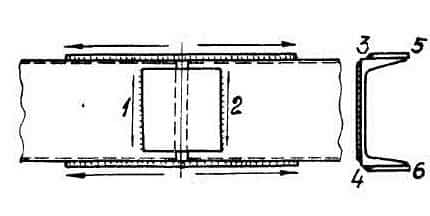
Сварка при помощи накладок
Метод обеспечивает прочность соединения немногим уступающий монолиту. Перед сваркой двух швеллеров их допускается располагать с зазором до 8 мм. Накладку размещают на стороне шва.
Ее длина должна быть в 5 раз больше ширины профиля, а толщина не меньше чем у стенок. Накладку проваривают с двух сторон, не прилегающих к боковым полкам. Оставшиеся зазоры заполняют антикоррозийным материалом.
При установке накладок с обеих сторон, наружная делается длиннее внутренней.
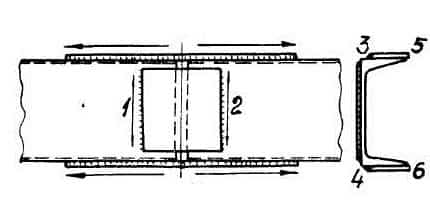 Сварка швеллеров при помощи накладок
Сварка швеллеров при помощи накладок
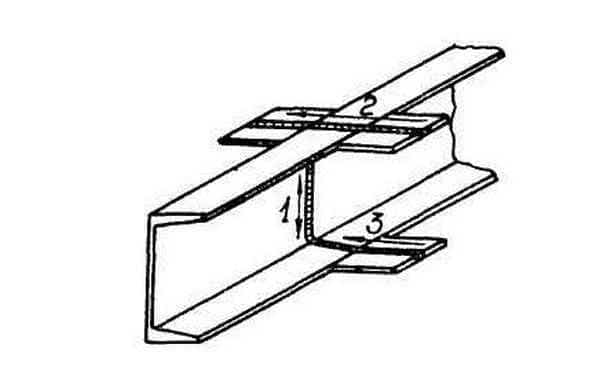
Соединение внутрь
Для создания усиленных балок швеллеры попарно сваривают в коробочки, соединяя боковые полки между собой. Технология аналогична стыковому методу, но выполняется с минимальным зазором или без него. Швеллеры устанавливают горизонтально и скрепляют струбцинами. Соединение начинают с середины, продвигаясь к концам. Шов нельзя зачищать болгаркой, так как это снижает его прочность.
Сборка коробочки возможна только в нижнем положении, когда швеллеры размещены горизонтально. Если это условие невыполнимо соединение выполняют стыковым швом усиленным накладками.
Сварка швеллеров в коробочку
Смещенное соединение
Метод применяется для соединения швеллеров между собой, если они разного размера. Работа выполняется бригадой сварщиков. Сначала соединяют стыки с толстым металлом. Сварку встык проводят по стандартной схеме.
Угловые соединения выполняются одновременно двумя сварщиками, ведущими швы от краев к середине.
Продольные стыки не доваривают до края балки на ширину профиля из низкоуглеродистой стали, на легированных размер увеличивается вдвое.
Требования, предъявляемые к сварке швеллеров
Для создания прочной конструкции сварные соединения должны выполняться в соответствии со следующими требованиями:
- сначала сваривают полки, затем более тонкие элементы;
- недопустимо сваривание внутренних углов профиля, поскольку это снижает прочность балки;
- между торцами должен быть зазор 2 — 3 мм, чтобы не пришлось счищать «горку» со шва, что приводит к снижению его надежности;
- легкие конструкции, не подверженные значительным нагрузкам в процессе эксплуатации, можно собирать двухсторонней сваркой встык;
- недопустимо появление на стыках горизонтальных и вертикальных изломов.
Ацетиленовая сварка
Независимо от метода соединения последовательность работ должна соответствовать ГОСТ. Если там указано, что разделка кромок проводится после очистки, это нужно неукоснительно выполнять. Кроме этого в документе указаны требования к материалу швеллеров, которые необходимы при расчете конструкции.
Как варить швеллер к швеллеру или уголку– The-master.ru

Виды стыковки швеллеров
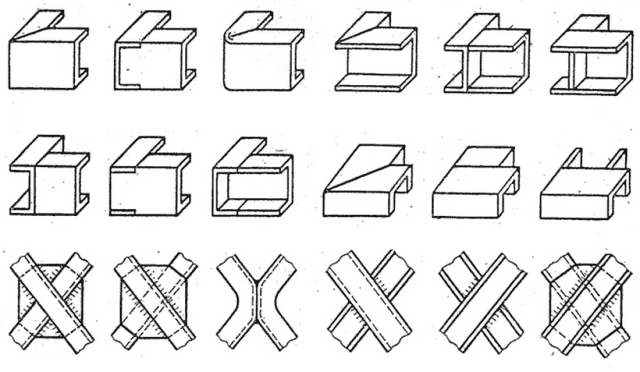
Выбор соединения прямо пропорционально зависит от размеров конструкции и действующих на нее сил.
Различают следующие варианты взаимного расположения швеллеров:
- полки швеллеров обращены внутрь;
- полки швеллеров обращены наружу (образует двутавр);
- смешанное расположение полок;
- полки швеллера перпендикулярны плоскости каркаса;
- диагональное размещение (размещение «стоя» или «лежа).
Выбор определенного варианта связан с:
- условиями наложения шва;
- протяженности места сваривания и количества задействованных рабочих для его наложения;
- вида сил и мест их воздействия;
- типа и габаритных размеров швеллера;
- требуемой расчетной устойчивостью и полной нагрузки на сооружение.
Применяемые виды сварки
Электродуговая сварка
Огромный выбор типов электродов по их номинальным характеристикам и особенности работы ими обеспечивают неоспоримое преимущество перед остальными видами сварки и делают его предпочтительным для данной задачи. Самый лучший шов мы получим в случае применения электродов УОНИ. При работе данными электродами следует учесть их особенности и рекомендации:
- По возможности соединения должны быть выполнены внахлест.
- Для использования данного электрода нужен предварительный опыт работы с ним.
- Перед применением электрод подлежит прокалке в спец. печи на протяжении часа. Температура прокалки 250 С.
- Места соединений изделий должны быть очищены от загрязнений, ржавчины и подготовлены согласно ГОСТу 5264-80.
- Сварщик должен работать короткой дугой средней мощности, постоянным током и обратной полярностью.
- Металлоконструкция сваренная данным электродом не должна использоваться при температуре ниже – 40 С.
Газовая сварка
Данным типом при сварки швеллеров зачастую не пользуются из-за огромной области и температуры нагрева.
Данные факторы являться источником образования внутренних напряжений в структуре металла и общих деформаций негативно влияющих на всю металлоконструкцию.
Тем не менее газовую сварку часто используют для устранения изъянов готовых конструкций или порезки заготовок с последующим снятием кромок.
Типы сварки
Сварка швеллеров встык
Данное соединение применяют для не ответственных конструкций. Сварка выполняется с лицевой, тыльной стороны и с условием хорошей толщины провара. Монтажный шов сперва выполняют на тонкой, а после на более толстой части швеллера. Допускается выполнение данного шва с одной стороны изделия с обязательной подваркой корня шва.
Последовательность наложения швов
Потребность в снятие кромок определяется исходя из толщины полок швеллера:
- 6 мм и менее-скос кромок не требуется.
- 6-12 мм – скос делают под углом 30 .
- 12 мм и более-скос кромок выполняется под тупым углом на внутренней стороне заготовки. Шов выполняют V и Х-образным.
Алгоритм сварки:
- Швеллер размещается стенками горизонтально.
- Снимают кромки в зависимости то толщины металла.
- Производится стыковка двух балок с зазором не больше 3 мм.
- Производится временная прихватка заготовок между собой точками с шагом в 40 мм.
- Анализируется правильность созданной конструкции.
- Окончательная обварка поверхности стыка проводится непрерывно от середины стенки в сторону полок.
Для улучшения сварных характеристик и предотвращения появления трещин в местах сварки советуется выполнить усиление проката подкладками сразу после установки изделия. При приварке П-образного проката только в стык, без накладок, сваренное соединение будет слабее чем сам швеллер.
Сварка швеллеров с накладками
Зазор при стыке двух свариваемых деталей устанавливают не больше 8 мм. Накладка размещается со стороны сварного шва. Толщина усиления зависит от режима сварки и размеров проката.
Алгоритм сварки:
- Швеллера привариваются торцами друг к другу согласно технологических норм ГОСТа.
- Шов внутри швеллера зачищается к плоскости.
- Во внутреннюю часть швеллера приваривается усиление – лист стали имеющий длину равную 5-ти кратной ширине швеллера. Ширина листа ровна ширине швеллеров, толщина листа берется равноценной толщине материала швеллера. Полоса заваривается лишь по продольным сторонам.
- Вторая полоса крепится в качестве ребра и заваривается по обеим сторонам от полосы. Ребро должно быть хорошо проварено по контуру с двух сторон и вплотную к полосе.
Прочностные характеристики срощеного данным методом изделия уступят монолиту на малость.
Соединение швеллеров внутрь
Для создания усиленной пустотелой балки можно соединить два изделия полками внутрь. Выполнение такого соединения одинаково со сваркой двух швеллеров встык. Данное соединение применяют при требовании конструкций средней мощности.
Алгоритм сварки:
- Заготовки установить полками горизонтально напротив друг друга.
- Скрепить струбцинами.
- Шов выполнить либо по ГОСТу с разделением кромок, либо оставить зазор.(величину зазора выбирают в зависимости от толщины швеллера, но не менее 3 мм).
- Шов необходимо производить по методу прихвата либо от середины к краям.
Зачистка швов болгаркой в данном соединении категорически запрещена и может привести к ослаблению всей конструкции.
Собрать данную конфигурацию в непригодных для данной работы условиях при сборке конструкции реально лишь при проведении сварочных работ в горизонтальной плоскости и нижнем положении. В иных случаях боле разумным и простым будет использование стыковых швов с усилением их листами-подкладками.
Смещенное соединение
Такая сварная конструкция производится несколькими сварщиками и применяется для объединения швеллеров с различными геометрическими размерами. Сварку начинают с мест, имеющих более толстый металл.
Соединение встык производят, руководствуясь стандартными нормами, а угловые соединения требуется производить синхронно двумя сварными (от края к середине). Продольные швы нельзя накладывать до конца балки. Это расстояние зависит от соединяемых материалов и площади полки проката.
Для углеродистых сталей данное расстояние приравнивается к ширине полки, а для легированных металлов приравнивается к двукратной ее ширине.
При сборе металлоконструкций различной степени сложности и конфигурации используются выше перечисленные нами методы и типы сваривания швеллеров. Любая металлоконструкция может быть разбита на отдельные небольшие самостоятельные узловые соединения, в которых будут применимы вышеописанные методы.
Любая сварка швеллеров или двутавров требует соблюдения заранее определенного ряда действий и точного порядка проведения монтажных работ.
Сборку любой металлоконструкции всегда нужно начинать с середины и продвигаться к краям, одновременно сварку начинают со швеллеров имеющих более толстый профиль металла.
При компоновке не рекомендуется размещать сварные швы близко друг к другу, данные места лучше укреплять применяя подкладные листы из металла и вспомогательные усилительные конструкции.
Любой сварной шов сам по себе уменьшает прочность всей металлоконструкции на 5-7 процентов, хотя материал сварного шва обладает более лучшими прочностными характеристиками, чем материал основной детали. Сварочный режим и быстрота наложения сварного шва напрямую зависит от выбранного вами вида соединения, но наилучший при работе ручной электросваркой считается 20 м/ч.
Чтобы создать отличное прочное соединение необходимо перед сваркой хорошо зачистить места будущих соединений, и обработать кромки согласно рекомендациям ГОСТа. Полосы укрепления после приварки встык нужно размещать только снаружи швеллеров. Сварка во внутренних углах швеллера приведет к ослаблению всей конструкции, поэтому проводить работы во внутренних углах узла не желательно.
Сварка швеллера своими руками
Время чтения: ≈10 минут
Швеллер — один из самых распространенных типов металлических балок. Его отличительная особенность — сечение в виде буквы «п». Швеллера широко используются при сварке металлоконструкций любого масштаба.
Надежность конструкции напрямую зависит от качества сварного соединения.
Если сварка швеллеров между собой была выполнена с нарушением технологии, то конструкция просто не выдержит тех нагрузок, которые должна выдерживать в теории.

В этой статье мы кратко расскажем, какие технологии используются при сварке швеллеров и как выполняется сварка встык, с накладками, внутрь и со смещением.
Используемые технологии
Существует несколько технологий, подходящих для качественной сварки швеллеров. Но мы расскажем о самой, на наш взгляд, удобной и часто используемой.
Электродуговая сварка
Электродуговая технология — неоспоримый лидер. А все потому, что производители предлагают большой ассортимент электродов для работы с самыми разнообразными типами металлов. К тому же, электродуговая сварка может осуществляться в самых труднодоступных местах, в том числе на высоте. Конечно при условии, что сварочный аппарат компактный и его можно повесить на плечо.
Электродуговая сварка и резка металлов
Для сварки швеллеров мы рекомендуем использовать электроды марки УОНИ. Но с ним непросто работать, если вы новичок. Вам придется много практиковаться прежде чем вы приступите к основной работе.
Но, поверьте, результат стоит того. Перед сваркой рекомендуем прокалить электроды в электропечи. Оптимальная температура — 250 градусов.
Прокалка нужна для того, чтобы убрать из электродов излишки влаги.
Также перед сваркой необходимо тщательно подготовить металл. Здесь все стандартно: не должно быть грязи, коррозии или следов краски. Рекомендуем установить постоянный ток и обратную полярность. Дуга должна быть короткой. Также учитывайте, что электродуговая сварка не подойдет, если металлоконструкция будет использоваться при экстремально низких температурах (от -40 градусов и ниже).
Распространенные соединения
Сварка встык
Сварка встык швеллера — любимое соединение всех новичков. Оно применяется для практики или для сварки неответственных конструкций. Может выполняться как с лицевой, так и с внутренней стороны. Но при сварке с внутренней стороны нужно следить, чтобы не было непроваров. Также шов можно сформировать только с одной стороны, но при этом необходимо подваривать корень шва.
Если толщина стенок швеллера превышает 6 миллиметров, то необходимо разделать кромки. Разделка может быть V или X-образной. Оптимальный угол — 30 градусов, если толщина не более 12 миллиметров.
Приступим к сварке. Для начала состыкуйте два швеллера стенками друг к другу. Стыковка должна быть максимально точной, лучше делать ее не на глаз, а с помощью специального центратора.
Зазор между двумя швеллерами не должен превышать 3 миллиметров. Чтобы заготовки не расходились в разные стороны во время сварки нужно сделать временную прихватку.
Прихватка приваривается к обеим деталям с помощью сварных точек.
Шов необходимо вести от середины швеллеров к краям. Примите к сведению, что такое соединение не очень надежное. Чтобы его усилить можно использовать накладки. Далее мы поговорим об этом подробнее.
Сварка с применением накладок
Сварка швеллеров с накладками уже надежнее, чем обычная сварка встык. Это доказывает и тот факт, что зазор между швеллерами может доходить до 8 миллиметров.
Саму накладку нужно разместить со стороны сварного соединения. Накладка выбирается исходя из толщины и размера швеллеров. Чем больше и толще швеллера, тем прочнее должна быть накладка.
При сварке необходимо проварить две стороны накладки.
Теперь подробнее. Чтобы выбрать накладку нужно знать примерные размеры швеллеров, которые вы собираетесь варить. Мы рекомендуем делить длину швеллера на 5.
Так вы получите рекомендуемую длину накладки. Толщина накладки должна быть такая же, как и толщина швеллера. Всего должно быть две накладки. С внутренней, и с наружной стороны.
При этом наружная накладка должна быть длиннее, чем внутренняя.
Соединение внутрь
Иногда швеллера сваривают «полками» внутрь. Техника та же, что и при сварке встык, только зазора либо нет, либо он очень маленький. Сварку внутрь выполнить сложнее, чем встык. Так что такое соединение может стать следующим в вашей учебной практике.
Сварка выполняется следующим образом. Перед сваркой тщательно подготовьте металл. Не используйте болгарку, иначе соединение будет непрочным. Состыкуйте два швеллера горизонтально и симметрично. Закрепите их с помощью струбцин. Желательно сделать шов с разделкой кромок, но иногда допускается небольшой зазор. Сварка выполняется от середины швеллера к его краям.
Главный недостаток такого метода сварки швеллеров — необходимость работы в идеальных условиях. Вы не сможете выполнить сварку в труднодоступных местах. Чтобы шов получился качественным, нужно варить строго в горизонтальном нижнем положении. Если варить в других условиях, то вы просто нерационально потратите время, силы и комплектующие. Логичнее варить встык или с применением накладок.
В целом, такое соединение применяется нечасто. Но если у вас есть возможность варить в нижнем горизонтальном положении, и вы выбираете месту сваркой встык и сваркой внутрь, то рекомендуем выбрать второй вариант. Он все-таки более надежный.
Смещенное соединение
Смещенное соединение швеллеров — это сложная работа, которую выполняет целая команда из сварщиков. Такое соединение необходимо в случаях, когда нужно сварить разные конструкции из швеллеров, и при этом эти швеллера имеют разные размеры.
Сварку нужно начинать с тех мест, где швеллеры наиболее толстые. Необходимо комбинировать разные соединения: и встык, и угловые, и продольные. При этом каждое соединение будет иметь свои нюансы. Соединение встык выполняется просто и без проблем, а вот угловое должны выполнять два сварщика сразу. А при выполнении продольных швов нельзя формировать их до конца швеллера.
Примечание
Все соединения и методы, которые мы описали выше, подходят для сварки большинства конструкций, в которых используются швеллера. При этом вам не обязательно нужно использовать только один метод соединения.
Вы можете комбинировать, например, соединение встык и соединение с накладками в разных частях металлоконструкции. Самое главное — рассчитать все нагрузки.
Ведь порой в некоторых узлах соединение не должно быть «на века».
Но какой бы метод вы ни выбрали, всегда помните, что нужно соблюдать последовательность действий. Нельзя сначала разделывать кромки, а потом зачищать металл, после чего варить. Все этапы должны быть выполнены в соответствии с технологией. Если в ГОСТах указано, что сначала выполняется очистка металла, а потом все остальное, то следуйте этим правилам.
И вообще ГОСТы — это ваши лучшие друзья. Ведь в них прописаны все особенности, которые нужно учитывать в работе. Как мы уже писали выше, рекомендуется вести шов от середины швеллера к его краям. При этом сначала варят наиболее толстую часть швеллера. Чтобы лучше осознавать результат, который вы хотите получить после выполнения работ, воспринимайте сварное соединение как дефект. Да, именно так. Ведь шов в любом случае ухудшает прочность всей конструкции, пусть и незначительно. Да, даже самое качественное соединение способно уменьшить прочность до 10%. Поэтому постарайтесь выполнить работу так, чтобы прочность уменьшалась лишь на пару процентов. Так вы достигнете хорошего результата.
Что касается режима сварки, то это очень обширная и непростая тема. Силу тока и прочие параметры нужно выбирать исходя из толщины и типа металла. Если варите электросваркой, то следите за скорость формирования шва. Оптимальная скорость — 20 метров в час.
Вместо заключения
Сварной швеллер не так уж сложно варить, как может показаться на первый взгляд. Самое главное — это правильная стыковка двух швеллеров и соблюдение технологии сварки.
При этом совершенно неважно, какой тип соединения или технологию вы выбрали. Следуйте нашим рекомендациям и практикуйтесь. Ведь для качественного выполнения работ нужно не просто владеть теорией, но еще и показать себя в деле.
Можете рассказать о своем опыте сварки швеллеров в х ниже. Желаем удачи в работе!
Электроды для сварки швеллера: какими варить?
Швеллер – это совершенно особая разновидность стального проката. Такое изделие используют в качестве основы или усиливающего элемента в нагруженных металлоконструкциях. Поэтому минимальная толщина стенок швеллера равна 4,5 мм у основания и 7 мм у боковых граней. А максимальная толщина – 8 (у основания) и 13 миллиметров (у боковых кромок).
Такие габариты соответствуют решаемым с помощью этого сорта проката задачам, но затрудняют процесс стыковки. К тому же, в данном случае предъявляются особые требования к прочности стыка. Поэтому сварка швеллера электродами плавкого типа – это достаточно сложная задача. И в данной статье мы подскажем вам решение этой проблемы.
Какими электродами варить швеллер?
Ответ на этот вопрос зависит от марки швеллера. Например, относительно небольшие П-образные балки можно варить обычными электродами. Ну а крупные швеллеры требуют особого подхода к процессу сварки и особых электродов.
И для первого случая мы можем порекомендовать вам марку АНО-21, годящихся для стыковки кромок с толщиной до 5-6 миллиметров. Проплавляющая способность таких электродов сравнительно небольшая, но качество присадочного материала и особый состав флюса позволяют варить даже окисленные (ржавые) поверхности.
Кроме того, электрод АНО-21, подключаемый к сварочному выпрямителю в режиме обратной полярности, гарантирует стабильность дуги и высокое качество шва в любом положении. Поэтому такими электродами можно варить и вертикальные, и горизонтальные швы (не исключая потолочных).
По-настоящему массивные швеллеры, по нашему мнению, стоит варить только электродами УОНИ 13/55У, такое изделие не имеет ограничений, ни по типу тока (допускаются и постоянный и переменный варианты), ни по схеме подключения к аппарату (возможна и прямая и обратная полярность).
Ограничения по способу сварки УОНИ 13/55У попросту отсутствуют. То есть, такими электродами можно варить не только низовой, но и потолочный шов.
И более того, электроды для сварки швеллера УОНИ 13/55У допускают совершенно экзотичный способ стыковки – вертикальным швом, формируемым по направлению сверху вниз.
Как варить швеллер: общие рекомендации
Перед сваркой швеллера необходимо предпринять все меры, распространяемые на стыковку деталей с толстыми кромками. То есть, вам придется сформировать раздел V-образного (для тонких швеллеров) или Х-образного (для толстых швеллеров) типа, сточив кромки под углом в 30-60 градусов.
Кроме того, в качестве дополнительных мер следует употребить особую процедуру – подсушивание электродов. Ведь пористость шва и связанные с ней прочностные характеристики зависят от влажности покрытия электрода.
Причем марку АНО-21 стоит прокаливать в сушке электродов не менее 60 минут, а на прокаливание марки УОНИ 13/55У уйдет от 90 минут до двух часов. Поэтому подготовкой присадочного материала сварщику придется заняться заранее.
В процессе сварки рекомендуемое положение шва – нижнее, горизонтальное. При этом угол наклона электрода от свариваемой плоскости не должен быть меньше 40 и больше 70 градусов.
Ну а вертикальные и потолочные швы рекомендуем варить только опытным специалистам, способным предугадать направление течения шлака при таком сложном способе стыковки.
Сварка швеллера правильным способом
Швеллер является неотъемлемой частью несущих частей металлоконструкций. Нагрузки на него возлагаемые могут быть огромными. По этой причине сварка, должна выполнятся чётко по определённым стандартам и ГОСТам.
Из статьи о сварке арматуры известно, как нагрев негативно сказывается на прочностные характеристики таких конструкций. Очень сложно минимизировать нагрев металла, при этом сделав качественное соединение. Есть ряд способов которые помогут сделать это с минимальными потерями.
Швеллер представляет собой металлическое изделие П-образной формы. Благодаря своему п-образному сечения, позволяет достичь высоких прочностных характеристик.
Преимущества швеллера по сравнению с другим металлопрокатом:
- способность выдерживать высокие нагрузки;
- возможность применения во всех отраслях машиностроения;
- доступность.
Недостатки:
Как известно сварной шов является самым слабым местом в узле. Швеллер не стал исключением. При выполнении работ по его сварки, чрезмерный нагрев усугубляет прочность конструкции в разы. Происходит это по причине изменения структуры металла в околошовной зоне.
Важно знать, что сварку швеллера необходимо выполнять строго по требованиям указанным в ГОСТе. Любое отклонение от требований, может снизить его прочностные характеристики.
Сварка швеллера разными способами
По причине того, что швеллер имеет толстые стенки, то полуавтоматическая сварка в среде СО2 сразу отпадает. Самый лучший вариант это ручная дуговая сварка покрытыми электродами. Только так можно качественно проварить швеллер.
Возможно применение других типов сварки, но в большинстве случаев это неоправданно дорого и не принесёт гарантированного результата.
Рекомендации по сварке
- Использовать только проверенные электроды марок АНО-36 и УОНИ-13/45.
- Обязательная прокалка электрода.
- Качественно зачищать поверхность изделия.
- Варить короткой дугой обратной полярности. Так достигается наименьшее тепловложение в металл.
Сварка швеллера встык
Одно из самых распространённых типов соединения. Выполняется для соединение двух концов швеллера между собой. Такое соединение не самое надёжное, по этой причине для прочности на стенки устанавливают дополнительные накладки и обваривают.
Если швеллер имеет толщину стенок больше 8 мм, допустимо выполнить скос кромок.
Сначала хорошо проваривается корень шва, и выполняется зачистка. После заваривается вся разделка. Сварку выполнять участками, с одно, затем с другой стороны. Это поможет распределить внутренние напряжения.
Устанавливать дополнительные накладки следует когда полностью обварен стыковой шов. Место под установку накладок зачищается шлифмашинкой заподлицо с основным металлом.
Устанавливается накладка. Накладку использовать той же марки стали, что и сам швеллер.
Сварка в коробку
Для опор конструкций применяют швеллера сваренные в коробку. Такай конструкция прочнее, чем взять трубу с прямоугольным сечением.
Между двумя швеллерами выставляется зазор. Величина зазора должна быть 5мм. Для этой цели можно установить между ними деревянные бруски. Металлические пластины нежелательно устанавливать, так как при сварке их может зажать.
Сварку начинать с середины, затем переходить к краям. Если начать варить от края в сторону центра, тогда швеллер может выгнуть дугой. Причина этому, перегрев металла.
Сварной швеллер своими руками: технология и особенности
За счет П-образного профиля швеллеры обладают высокими прочностными характеристиками при небольшом расходе металла. Поэтому их широко применяют для сборки несущих конструкций различного назначения.
Технология сваривания выбирается независимо от способа изготовления (швеллеры сварные, горячекатаные, гнутые).
Прочность создаваемой конструкции зависит от того, насколько надежно выполнена сварка швеллера с другими элементами.
Сварка встык
Этот способ применяется для создания малонагружаемых соединений в неответственных конструкциях.
Изделия свариваются следующим образом:
- Если толщина полок менее 6 мм, скос кромок не делают, 6-12 мм – угол скоса 30°, более 12 мм – скос имеет тупой угол на внутренней стороне профиля.
- Сначала стык формируется прихватками, расположенными с шагом 40 мм, проверяют правильность размеров, затем сваривают с обеих сторон – лицевой и тыльной. Сварка швеллеров может производиться и с одной стороны с проваркой корня шва.
- Направление финишной обварки – от середины стенки к полкам.
Соединение, выполненное подобным способом является менее прочным, по сравнению с телом самого профиля.
Самодельная пилорама из бензопилы: изготовление и видео
Узел стыковки элементов из двутавров
- Опубликовал admin | Дата 24 Октябрь, 2018Стыки элементов из двутавров по ГОСТ 26020-83 и ГОСТ 8239-89.
- Конструктивное решение.
- Конструкция стыка, размеры стыковых накладок и сварных швов в зависимости от типа двутавров, стали двутавров и накладок, типа электродов или марки сварочной проволоки должны соответствовать указанным на данном чертеже и табл.1
- Таблица 1.
Сталь элементов и накладок марки С245. Тип электродов Э42, Э42А. Марка сварочной проволоки Св-08А
| Номер профиля | Накладка по полкам | Накладка по стенке | ||||||
| сечение b1xt1, мм | длина l1, мм | масса 1 шт., кг | катет шва kf1, мм | сечение b2xt2, мм | длина l2, мм | масса 1 шт., мм | катет шва kf2, мм | |
| 12Б1 | 80х6 | 200 | 0,75 | 4 | 100х4 | 90 | 0,28 | 4 |
| 12Б2 | 80х6 | 200 | 0,75 | 5 | 100х4 | 90 | 0,28 | 4 |
| 14Б1 | 90х6 | 200 | 0,85 | 5 | 100х4 | 110 | 0,35 | 4 |
| 14Б2 | 90х8 | 230 | 1,3 | 5 | 100х4 | 110 | 0,35 | 4 |
| 16Б1 | 100х6 | 230 | 1,08 | 5 | 100х4 | 120 | 0,38 | 4 |
| 16Б2 | 100х8 | 230 | 1,44 | 6 | 100х5 | 120 | 0,47 | 5 |
| 18Б1 | 110х8 | 230 | 1,59 | 6 | 100х4 | 140 | 0,44 | 4 |
| 18Б2 | 110х8 | 260 | 1,8 | 6 | 110х5 | 140 | 0,6 | 5 |
| 20Б1 | 120х10 | 300 | 2,83 | 6 | 110х5 | 150 | 0,65 | 5 |
| 23Б1 | 130х10 | 340 | 3,47 | 6 | 110х5 | 180 | 0,78 | 5 |
| 26Б1 | 140х10 | 340 | 3,74 | 6 | 110х5 | 210 | 0,91 | 5 |
| 26Б2 | 140х10 | 390 | 4,29 | 6 | 110х5 | 210 | 0,91 | 5 |
| 30Б1 | 160х10 | 390 | 4,9 | 6 | 110х5 | 240 | 1,04 | 5 |
| 30Б2 | 160х10 | 440 | 5,43 | 6 | 110х5 | 240 | 1,04 | 5 |
| 35Б1 | 170х10 | 350 | 4,67 | 8 | 120х5 | 290 | 1,36 | 5 |
| 35Б2 | 190х10 | 390 | 5,82 | 8 | 120х5 | 290 | 1,36 | 5 |
| 40Б1 | 200х10 | 410 | 6,44 | 8 | 120х6 | 330 | 1,86 | 6 |
| 40Б2 | 190х12 | 470 | 8,41 | 8 | 130х6 | 330 | 2,02 | 6 |
| 45Б1 | 200х12 | 480 | 9,04 | 8 | 130х6 | 370 | 2,26 | 6 |
| 45Б2 | 210х14 | 500 | 11,54 | 10 | 140х8 | 370 | 3,25 | 8 |
| 50Б1 | 220х14 | 510 | 12,33 | 10 | 140х8 | 420 | 3,69 | 8 |
| 50Б2 | 230х140 | 570 | 14,41 | 10 | 150х8 | 420 | 3,96 | 8 |
| 55Б1 | 250х14 | 530 | 14,56 | 12 | 150х8 | 460 | 4,33 | 8 |
| 55Б2 | 250х16 | 580 | 18,21 | 12 | 150х8 | 460 | 4,33 | 8 |
| 60Б1 | 260х16 | 600 | 19,59 | 14 | 160х8 | 510 | 5,12 | 8 |
| 60Б2 | 260х18 | 660 | 24,25 | 14 | 160Х8 | 510 | 5,12 | 8 |
| 70Б1 | 300х16 | 660 | 24,87 | 14 | 170х10 | 610 | 8,14 | 10 |
| 70Б2 | 310х18 | 680 | 29,79 | 16 | 180х10 | 610 | 8,62 | 10 |
| 80Б1 | 320х18 | 680 | 30х75 | 16 | 200х12 | 700 | 13,19 | 12 |
| 80Б2 | 320х20 | 690 | 34,67 | 18 | 200х12 | 700 | 13,19 | 12 |
| 90Б1 | 340х20 | 710 | 37,9 | 18 | 220х12 | 790 | 16,37 | 12 |
| 90Б2 | 340х22* | 790 | 46,39 | 18 | 220х12 | 790 | 16,37 | 12 |
| 100Б1 | 360х22* | 800 | 49,74 | 18 | 220х16 | 880 | 24,32 | 16 |
| 100Б2 | 360х25* | 930 | 63,59 | 18 | 240х16 | 880 | 26,53 | 16 |
| 100Б3 | 370х28* | 950 | 77,26 | 20 | 240х16 | 880 | 26,53 | 16 |
| * Накладки, отмеченные звездочкой, изготовить из стали марки С255. |





