- Общее описание
- Свойства дуги
- Магнитное дутье
- Структура дуги
- Температурная зона
- Сварка переменным током
- Среда горения дуги
- Классификация по продолжительности
- Температура столба
- Эластичность дуги
- Тепловые свойства сварочной дуги и полярность тока
- Тепловые свойства сварочной дуги
- Интересные факты про сварочную дугу
- Как должна проводиться сварка металла при низких и отрицательных температурах
- Основные рекомендации для сварки при низких температурах
- Какую роль играют газы в процессе сварки при отрицательных температурах?
- Как должна проводиться сварка стали при низких температурах?
- В заключение
- Зима – не помеха для сварки
- Влияние температуры на процесс сварки металлов
- Влияние температуры на сварочный инвертор
- Точка росы
- Как выполнять сварочные работы в морозы?
- Влияние отрицательных температур на сварщика
- Заключение
- Термические процессы сварки
- Сварка при низких и отрицательных температурах | Всё для Сварки
- Влияние минусовой температуры на качество сварки
- Правила сварки при отрицательных температурах
- Дополнительное оборудование для сварки на холоде
- Резюме
Сама по себе сварочная дуга – это электрический разряд, который существует достаточно долго. Находится он между электродов под напряжением, расположенных в смеси газов и паров. Основные характеристики сварочной дуги – температура и довольно высокая, а также большая плотность тока.
Общее описание
Возникает дуга между электродом и металлической заготовкой, с которой ведется работа. Образование данного разряда возникает из-за того, что происходит электрический пробой воздушного промежутка. Когда возникает такой эффект, происходит ионизация молекул газа, повышается не только его температура, но и электропроводность, сам газ переходит в состояние плазмы.
Сварочный процесс, а точнее горение дуги, сопровождается такими эффектами, как выделение большого количества тепла и световой энергии. Именно из-за резкого изменения этих двух параметров в сторону их большого увеличения происходит процесс плавления металла, так как в локальном месте температура увеличивается в несколько раз.
Совокупность всех этих действий и называется сваркой.

Свойства дуги
Для того чтобы появилась дуга, необходимо кратковременно прикоснуться электродом к заготовке, с которой нужно работать.
Таким образом происходит короткое замыкание, вследствие которого появляется сварочная дуга, температура ее довольно быстро растет.
После касания необходимо разорвать контакт и установить воздушный зазор. Так можно подобрать необходимую длину дуги для дальнейшей работы.
Если разряд получится слишком коротким, то, возможно, что электрод прилипнет к обрабатываемому материалу. В этому случае плавка металла будет проходить слишком быстро, а это вызовет образование наплывов, что крайне нежелательно. Что касается характеристик слишком длинной дуги, то она неустойчива в плане горения.
Температура сварочной дуги в зоне сварки в таком случае также не будет достигать требуемого значения. Довольно часто можно увидеть кривую дугу, а также сильную неустойчивость, когда работа проводится сварочным агрегатом промышленного назначения, особенно если ведется работа с деталями, имеющими большие габариты.
Это часто называют магнитным дутьем.

Магнитное дутье
Суть такого метода состоит в том, что сварочный ток дуги способен создать небольшое магнитное поле, которое вполне может вступить во взаимодействие с магнитным полем, которое создается током, протекающим сквозь обрабатываемый элемент.
Другими словами, отклонение дуги происходит за счет того, что появляются некоторые магнитные силы. Этот процесс называется дутьем потому, что отклонение дуги со стороны выглядит так, будто оно происходит из-за сильного ветра. Реальных способов избавиться от этого явления нет.
Для того чтобы минимизировать влияние этого эффекта, можно пользоваться укороченной дугой, а сам электрод должен быть расположен под определенным углом.

Структура дуги
В настоящее время сварка – это процесс, который разобран достаточно детально. Благодаря этому известно, что существует три области горения дуги. Те участки, которые прилегают к аноду и катоду, соответственно анодный и катодный участок. Естественно, что температура сварочной дуги при ручной дуговой сварке также будет отличаться в этих зонах.
Существует третий участок, который находится между анодным и катодным. Это место принято называть столбом дуги. Температура, необходимая для плавления стали, примерно 1300-1500 градусов по Цельсию. Температура столба сварочной дуги может достигать 7000 градусов по Цельсию.
Хотя здесь справедливо будет отметить, что она не полностью передается на металл, однако и того значения хватает, чтобы успешно плавить материал.
Есть несколько условий, которые необходимо создать, чтобы обеспечить стабильную дугу. Необходим стабильный ток с силой около 10 А. При таком значении можно поддерживать стабильную дугу с напряжением от 15 до 40 В. Стоит отметить, что значение тока в 10 А минимальное, максимальное может достигать 1000 А.
Распределение напряжения по участкам неравномерно и больше всего оно в анодном и катодном. Падение напряжение также происходит в дуговом разряде. После проведения определенных экспериментов было установлено, что, если проводить сварку плавящимся электродом, то наибольшее падение будет в катодной зоне.
В таком случае распределение температуры в сварочной дуге также меняется, и наибольший градиент приходится на этот же участок.
Зная эти особенности, становится понятно, почему важно правильно выбирать полярность при сварке. Если соединить электрод с катодом, то можно достичь наибольшего значения температуры сварочной дуги.

Температурная зона
Несмотря на то, каким именно электродом проводится сварка, плавящимся или же неплавящимся, максимальный показатель температуры будет именно у столба сварочной дуги, от 5000 до 7000 градусов по Цельсию.
Область с наименее низкой температурой сварочной дуги смещается в одну из его зон, анодную или же катодную. На этих участках наблюдается от 60 до 70 % от максимального значения температуры.

Сварка переменным током
Все описанное выше касалось процедуры проведения сварки с постоянным током. Однако для этих целей можно использовать и переменный ток. Что касается отрицательных сторон, то здесь заметно ухудшение устойчивости, а также частые скачки температуры горения сварочной дуги.
Из преимуществ выделяется то, что можно использовать более простое, а значит более дешевое оборудование. Кроме того, при наличии переменной составляющей практически пропадает такой эффект, как магнитное дутье.
Последнее отличие – это отсутствие необходимости в выборе полярности, так как при переменном токе смена происходит автоматически с частотой около 50 раз за секунду.
Можно добавить, что при использовании ручного оборудования, кроме высокой температуры сварочной дуги при ручном дуговом методе, будет происходить излучение инфракрасных и ультрафиолетовых волн. В данном случае их испускает разряд. Это требует максимальных средств защиты для работника.

Среда горения дуги
На сегодняшний день существует несколько разных технологий, которые можно использовать во время сварки. Все они отличаются своими свойствами, параметрами и температурой сварочной дуги. Какие существуют методы?
- Открытый способ. В данном случае горение разряда осуществляется в атмосфере.
- Закрытый способ. Во время горения образуется достаточно высокая температура, вызывая сильное выделение газов, из-за сгорания флюса. Этот флюс содержится в обмазке, которая используется для обработки сварочных деталей.
- Способ с применением защитных летучих веществ. В данном случае к зоне сварки подается газ, который представлен обычно в виде аргона, гелия или же углекислого газа.
Наличие такого способа оправдано тем, что он помогает избежать активного окисления материала, которое может возникать во время сварки, когда на металл воздействует кислород.
Стоит добавить, что в некоторой мере распределение температуры в сварочной дуге идет таким образом, что в центральной части создается максимальное значение, создающее небольшой собственный микроклимат.
В данном случае образуется небольшая область с повышенным значением давления. Такая область способна в некотором роде препятствовать поступлению воздуха.
Использование флюса позволяет избавляться от кислорода в области действия сварки еще эффективнее. Если использовать при защите газы, то данный дефект удается устранить практически полностью.

Классификация по продолжительности
Существует классификация сварочных дуговых разрядов по их продолжительности. Некоторые процессы осуществляются, когда дуга находится в таком режиме, как импульсный. Такие устройства проводят сварку короткими вспышками.
На короткий промежуток времени, пока происходит вспыхивание, температура сварочной дуги успевает возрасти до такого значения, которого хватит, чтобы произвести локальную плавку металла.
Сварка происходит очень точечно и только в том месте, где происходит касание устройства заготовки.
Однако подавляющее большинство сварочных приборов использует сварочную дугу продолжительного действия. В течение такого процесса осуществляется непрерывное перемещение электрода вдоль тех кромок, которые нужно соединить.
https://www.youtube.com/watch?v=Bl_c0-5TPOUu0026t=74s
Есть области, которые называются сварочными ваннами. В таких участках температура дуги значительно повышена, и он следует за электродом. После того как электрод проходит участок, сварочная ванна уходит вслед за ним, из-за чего участок начинает довольно быстро охлаждаться. При охлаждении происходит процесс, который называют кристаллизацией. Вследствие этого и возникает сварочный шов.
Температура столба
Чуть более детально стоит разобрать столб дуги и его температуру. Дело в том, что этот параметр значительно зависит от нескольких параметров. Во-первых, сильно влияет материал, из которого создан электрод.
Состав газа в дуге также играет важную роль. Во-вторых, существенное влияние оказывает и величина тока, так как при ее увеличении, к примеру, будет расти и температура дуги, и наоборот.
В-третьих, тип электродного покрытия, а также полярность довольно важны.
Эластичность дуги
Во время сварки необходимо очень пристально следить за длиной дуги еще и потому, что от нее зависит такой параметр, как эластичность. Чтобы в результате получить качественный и прочный сварной шов, необходимо чтобы дуга горела стабильно и бесперебойно.
Эластичность сварной дуги и является характеристикой, описывающей бесперебойность горения. Достаточная эластичность просматривается в том случае, если удается сохранить устойчивость процесса сварки при увеличении длины самой дуги.
Эластичность сварочной дуги прямо пропорционально зависит от такой характеристики, как сила тока, использующаяся для проведения сварки.
Тепловые свойства сварочной дуги и полярность тока
 Тепловые свойства сварочной дуги и полярность тока
Тепловые свойства сварочной дуги и полярность тока
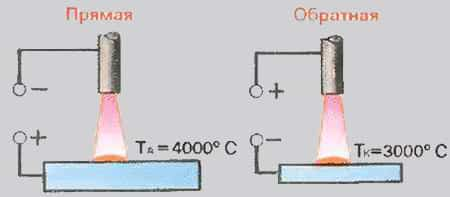
Сварочная дуга образуется за счет мощной энергии заряженных частиц, которые возникают между катодом и анодом. В результате этого появляется тепловая энергия способная плавить металлы.
Значение тепловой энергии в зоне анода и катода разное, что позволило при сварке постоянным током решать различные технологические задачи. В катодной зоне температура достигает 2400 градусов, в то время как в анодной 2600 градусов.
Поэтому при сварке толстых металлов, которые требуют большего подвода тепла, используется прямая полярность. При этом плюсовая клемма от сварочного аппарата подсоединяется к заготовке, а минусовая к электроду. При сварке тонколистовых и тонкостенных изделий используется сварка постоянным током обратной полярности.
Тепловые свойства сварочной дуги
При сварке постоянным током наиболее всего тепла выделяется в зоне анода. Обусловлено это тем, что заряженные частицы здесь двигаются быстрей, чем в зоне катода. Соответственно и тепла выделяется больше чем в катодной зоне.

Температура дуги при сварке металлическим электродом в зоне анода достигает 2600 градусов, в то время как в катодной зоне температура несколько ниже, порядка 2400 градусов. При сварке угольными электродами, температура катодной и анодной зон составляет 3200 и 3900 градусов с плюсом.
Как было сказано выше, такая разница температур в катодной и анодной зонах используется для сварки тонких и толстых металлов. Там где важно не прожечь тонкий металл, при сваривании нержавеющих изделий, применяется обратная полярность. Катод подключается к заготовке, а анод подсоединяется к электроду.
При этом обеспечивается наименьший нагрев свариваемой детали и ускоренное расплавление электрода. Прямая и обратная полярность работает только при сварке на постоянном токе.
Этого эффекта невозможно достичь при питании сварочной дуги переменным током, поскольку все время происходит периодическая смена анодного и катодного пятна (в зависимости от частоты переменного тока).
Интересные факты про сварочную дугу
Как показывает практика, только 30-40% выделяемого тепла сварочной дугой расходуется на нагрев и последующее плавление металла. Остальные 60-70% процентов тепла выделяются в окружающую среду. Процесс выделения тепла происходит через конвекцию и излучение.

Остальное тепло, которое непосредственно используется на сваривание металлов, называется тепловой мощностью дуги. Эта мощность во многом зависит от способа сварки, электродного покрытия и многих других факторов.
Интересно и то, что при автоматической сварке под флюсом потери тепловой энергии намного ниже, чем при ручной дуговой сварке. Там потери в основном приходятся на то, чтобы расплавить флюс, на угар и разбрызгивание металла.

Помимо температуры сварочная дуга имеет и еще одну характеристику — длину. Это расстояние от поверхности сварочной ванны до торца электрода. Короткая дуга имеет длину от 2 до 4 мм. Длина «нормальной» сварочной дуги составляет 4-6 мм.
Длинной дуга считается в том случае, если расстояние между электродом и сварочной ванной более 6 миллиметров.
Как должна проводиться сварка металла при низких и отрицательных температурах
Современное сварочное оборудование позволяет осуществлять процесс сваривания металла в самых различных условиях окружающей среды.
При этом особого внимания заслуживает сварка при низких температурах воздуха. Такая процедура требует особого внимания со стороны исполнителя.
В первую очередь это касается максимально серьезного отношения к вопросу безопасности и соблюдению технологических инструкций и рекомендаций.
К слову, сварочные работы зимой могут проводиться как профессиональными мастерами-сварщиками, так и любителями.
Конечно же, во втором случае исполнителям таких работ необходимо быть максимально внимательными и осторожными, учитывая особенности нагрева металла на морозном воздухе.
Основная сложность заключается в том, что расплавленная металлическая масса значительно быстрее остывает и кристаллизируется.
Кроме того, при воздействии низких температур сварка металлов осложняется еще и тем, что меняются свойства и характеристики самого материала. Так, на морозе происходит изменение свойств стального сплава и других металлических соединений.
В итоге это сказывается на качестве создаваемого сварочного шва.
Не стоит забывать и о том, что в зимнее время мастеру сварщику приходиться использовать не только средства индивидуальной защиты, но и одевать на себя громоздкие теплые вещи, что значительно затрудняет и замедляет его движения.

Основные рекомендации для сварки при низких температурах
Для того чтобы обеспечить максимально качественный результат при проведении сварочных работ в зимнее время опытные специалисты рекомендуют придерживаться следующих рекомендаций:
- Очистка свариваемых деталей от снега. Снег и лед являются врагами любого сварочного аппарата. Считается, что минимальное расстояние между снежными сугробами и местом сварки должно составлять около 1 метра. Если же это не так, то следует заранее позаботиться об очистке свариваемых предметов от снега и ледяной корки.
- Обеспечить предварительный прогрев. При относительно небольшом морозе (порядка – 20 градусов по Цельсию) следует прогревать металл в месте его соединения до 120-160 градусов по Цельсию (до 10 сантиметров с каждого конца). Но это не относится к тем металлам, которые обладают особенно низким критическим температурным интервалом хрупкости, например, к меди или алюминию. Их можно сваривать при отрицательной температуре воздуха без использования предварительного нагрева.
- Использовать подходящий режим для сварки на морозе. При работе со сварочным оборудованием на отрытом воздухе зимой следует применять постоянный электрический ток обратной полярности.

Какую роль играют газы в процессе сварки при отрицательных температурах?
Большое распространение при проведении сварочных газов зимой получили смеси технических газов, используемые для создания защитной среды. К примеру, это может быть смесь углекислого газа и аргона. Кроме того, для создания газовой ванны при сварке применяются такие технические газы, как гелий, водород и кислород.
В целом процесс сварки на морозе с использованием защитной газовой среды должен выполняться с соблюдением общих рекомендаций, в том числе с выполнением предварительного прогрева металла и сварочной проволоки, а также очисткой свариваемых деталей от снега и влаги.
В то же время использование подходящей сварочной смеси газов позволяет улучшить качество сварки, обеспечив струйный перенос металла, создание пластичного и плотного шва, очищение металла и подходящий уровень проникновения в деталь в зависимости от ее толщины. Грамотный выбор защитной среды повысит скорость процесса сварки и снизит количество выделяемого дыма и брызг.
Подробнее о выборе газов и газовых смесей для различных видов сварки и типов материала вы можете узнать в нашей статье.

Как должна проводиться сварка стали при низких температурах?
Если температура воздуха опускается ниже отметки в ноль градусов, то в этом случае можно проводить сварку деталей, созданных из стальных сплавов до класса C52/40 включительно. При этом нужно учитывать реальную температуру самого стального изделия, а не воздуха, так как разница температур между металлом и окружающей его средой может быть существенной.
Изделия из углеродистой стали, толщина которых не превышает 30 мм, можно сваривать с использованием ручного или же полуавтоматического метода в тех случаях, когда температура воздуха составляет не ниже -20 градусов по Цельсию.
К слову, при таком же температурном показателе можно осуществлять сваривание деталей из низколегированных сталей, обладающих небольшой толщиной (до 16 мм).
Если же толщина изделий из низколегированной стали превышает данную отметку, то сварка при отрицательных температурах может проводиться лишь в тех случаях, когда воздух охлажден не более чем до -10, а в некоторых случаях до 0 градусов.
Когда речь заходит о других условиях, то в этом случае следует обязательно проводить предварительный нагрев стального сплава в том месте, где будет осуществляться сварка. Нагревать металл нужно до температуры от 120 до 160 градусов по Цельсию. При этом прогреваться материал должен с обеих сторон стыка и охватом до 10 см.

В некоторых случаях сварку стали можно проводить и при экстремально низких температурах, например, даже при -40 градусах по Цельсию.
В этом случае вырубка дефектов швов (как и самого металлического сплава) может проводиться после того, как соответствующий участок металла будет нагрет до температуры порядка 110 градусов по Цельсию.
А вот заварка дефектов швов может выполняться, когда соответствующий участок будет подогрет до температуры около 210 градусов по Цельсию.
Что касается способов подогрева стального сплава перед сваркой, то для достижения требуемого результата может использоваться газокислородная или пропановая сварочная горелка. Проверить, нагрелся ли металл до нужной температуры, можно с использованием термокарандашей, специальной термокраски или же контактных термопар.
При сварке нержавеющей стали не стоит забывать и об общих рекомендациях к такому процессу, ознакомиться с которыми можно здесь.

В заключение
Процесс сварки в зимний период имеет свои особенности, однако нужно не забывать про общие рекомендации по обеспечению работы — обеспечение комфортных условий работы для мастера сварщика, чередование режима труда и отдыха, обеспечение укрытия детали от осадков, соблюдение режимов сварки и техники безопасности. Вы можете прочесть также наш отдельный материал, посвященный теме обслуживания сварочного оборудования.
Также стоит отметить, что грамотный подбор защитных газов или смесей – это ключ к качеству выполнения работ. При необходимости ознакомиться с предложениями о продаже технических газов и газовых смесей вы можете на сайте компании «ПРОМТЕХГАЗ», проследовав по ссылке https://idealgaz.ru/.
Зима – не помеха для сварки
Сварочные работы уже давно не считаются привилегией исключительно профессионалов. В настоящее время такой способ соединения металлов активно используется и в быту. При этом все большую популярность приобретают сварочные инверторы.
Это вполне объяснимо: они легкие, компактные, удобные в эксплуатации и обеспечивают отличное качество швов. Чаще всего сварочные работы проводятся в теплое время года. Можно ли делать это при отрицательных температурах? Попробуем разобраться.
 Сварочные работы зимой
Сварочные работы зимой
Влияние температуры на процесс сварки металлов
Низкие температуры действительно оказывают влияние на процесс сварки. Расплавленный металл остывает и кристаллизуется с большей скоростью. Это означает, что из сварочной ванны не успевают выйти все растворенные газы или перейти в шлак неметаллические включения.
Подобная ситуация может привести к образованию трещин или пор в швах. Известна такая статистика: при понижении температуры с +20 °С до -50 °С время пребывания сварочной ванны в жидком состоянии уменьшается на 10 %.
Это, в свою очередь, приводит к тому, что половина из всех выявляемых дефектов относится именно к неметаллическим включениям.
При низких температурах повышается отвод тепла от зоны сварки. Это ухудшает проплавление кромок соединяемых элементов и может привести к образованию еще одного серьезного дефекта – непровара.
Дополнительную опасность несет конденсация влаги на электродах или металле. Вода является источником водорода, который способствует образованию пор в швах.
Кроме того, при низких температурах ухудшаются показатели пластичности сталей и механических свойств швов.
Все приведенные выше факты правдивы, но они в полной мере проявляются при экстремально низких температурах (от -40 °С и ниже). Бытовая сварка крайне редко требует работы в столь сложных условиях. Как правило, речь идет о температуре не ниже -10 °С.
Дополнительно следует учитывать, что чаще всего для бытовых целей используются углеродистые стали. При толщине соединяемых элементов не более 16 мм работать с ними в обычном порядке можно до температуры -30 °С.
Для низколегированных сталей этот показатель при той же толщине несколько меньше и составляет -15 °С.
Самая низкая температура поддерживается в открытом космическом пространстве. Она составляет -273 °С, но даже в таких условиях возможно выполнение сварочных работ. Впервые они были проведены в 1984 году советскими космонавтами С. Савицкой и В. Джанибековым. Для этой цели использовался специально созданный аппарат электронно-лучевой сварки.
Влияние температуры на сварочный инвертор
Низкие температуры могут влиять не только на металлы, но и на сварочные инверторы. Одним из главных врагов такой техники является влага. Ее появление внутри аппарата может привести к закорачиванию электронных компонентов и их выходу из строя. Низкие температуры при определенных условиях могут способствовать образованию конденсата в сварочных инверторах.
Точка росы
В этой связи важно вспомнить о понятии точка росы. Фактически это максимальная температура поверхности, при которой на ней появляется влага в виде конденсата. По-другому это утверждение можно перефразировать так: если поверхность холоднее точки росы, то конденсат на ней выпадет.
Данная величина не является постоянной и напрямую зависит от влажности. Чем она выше, тем ближе точка росы к фактической температуре. Например, в душе при стопроцентной влажности зеркало запотевает при комнатной температуре. Обратная ситуация в герметичном оконном стеклопакете.
Там влажность близка к нулю, поэтому конденсата не наблюдается никогда.
В сварочном инверторе влага может конденсироваться только в одном случае: если он постоял какое-то время на морозе, а затем попал в более теплое помещение. В такой ситуации его категорически запрещается использовать сразу.
Инвертор должен постоять полтора-два часа, чтобы его температура сравнялась с температурой окружающей среды, а появившийся конденсат испарился.
Если же аппарат из теплого помещения выносится на мороз, конденсат в нем образоваться не может и на работоспособности устройства это никак не отразится.
Как выполнять сварочные работы в морозы?
В целом сварочные работы при температуре не ниже -10 °С можно выполнять обычными бытовыми инверторами без каких-либо отрицательных последствий для качества швов, прочности соединений или работоспособности самой техники.
При более сильных морозах следует использовать полупрофессиональные или профессиональные модели, специально предназначенные для эксплуатации при низких температурах. Они комплектуются электронными элементами, устойчивыми к холоду.
Дополнительно следует выделить несколько мероприятий, которые рекомендуется выполнять при проведении сварочных работ в зимний период:
- По возможности избегать пересечений сварных швов и резких переходов толщин металла.
- Сварочные работы начинать с швов, дающих максимальную усадку (стыковых).
- Минимизировать объем наплавленного металла.
- Во время работы сварочный ток увеличивать на 10-15 % и одновременно примерно на такую же величину уменьшать скорость перемещения электрода.
- По возможности начинать и заканчивать сварку на выводных планках.
- Тщательно зачищать кромки свариваемых элементов.
- Вместо прихваток использовать, например, струбцины или другие аналогичные приспособления.
- Применять не склонные к образованию пор типы электродов, обеспечивающие высокую пластичность швов: Э50А, Э46А или Э42А с основным покрытием. Перед использованием их необходимо тщательно прокалить.
 Инверторы для сварки зимой
Инверторы для сварки зимой
Влияние отрицательных температур на сварщика
Отрицательные температуры могут влиять не только на металлы или технику, но и непосредственно на сварщиков. Трудоспособность в таких условиях снижается, а значит, возрастает риск появления дефектов. Оптимальным способом избежать подобной ситуации является использование специальной зимней защитной одежды. Не меньшего внимания заслуживают сварочные маски.
Наибольшей популярностью в настоящее время пользуются «хамелеоны». Их главным элементом является светофильтр. Он состоит из нескольких слоев жидких кристаллов и поляризационных пленок.
Светофильтр реагирует на интенсивность светового излучения и срабатывает автоматически. Для затемнения ему необходимо не более 0,001 секунды.
Этого вполне достаточно для надежной защиты глаз от губительного воздействия ультрафиолетового излучения, возникающего во время сварки.
Время срабатывания светофильтра «хамелеона» увеличивается при уменьшении температуры окружающей среды. При -5 °С оно составляет уже не 0,001 с, а 0,005-0,009 с. Как правило, такие маски предназначены для использования при температуре не ниже -10 °С. В этом случае они гарантируют надежную защиту глаз. При более низких температурах светофильтр может попросту не успевать срабатывать.
Заключение
Таки образом, зима вовсе не является преградой для выполнения сварочных работ. При температуре до -10 °С для этой цели вполне подойдут обычные бытовые инверторы. Для организации сварочных работ в более сильные морозы необходимо приобретение специализированной техники.
Поделитесь с друзьями:
Термические процессы сварки
Все зоны сварочного шва подвергаются термическому воздействию с определенными циклами по времени. Каждый участок сварочного шва вначале нагревается до определенной температуры, а затем охлаждается. Температурные изменения металла во время сварки называют ее термическим циклом, графическая зависимость которого отражена на рисунке.
Как видно из графика, температура металла меняется в зависимости от зон сварного соединения и снижается по мере удаления от центра шва. На ширину зоны влияния накладывают отпечаток несколько факторов. В первую очередь, это толщина свариваемого металла, вид термического воздействия и его режимов.
При дуговой сварке ширина этой зоны обычно находится в пределах 5—6 мм, а при газовой сварке может достигать 25 мм.
| Схема изменения структуры (А), термических циклов (Б), и твёрдости (В) сварного соединения низкоуглеродистой стали при однопроходной сварке |
В зависимости от степени нагрева металла меняется и его структурное строение. Вначале в нагретом металле происходит растворение некоторых соединений, изменяющих структуру металла.
Примером такого растворения может служить соединение металла с углеродом. По мере повышения температуры происходит переход низкотемпературной фазы металла в высокотемпературную (полиморфное превращение).
На участках, где температура превышает точку плавления, происходит переход металла из твердой фазы в жидкую.
По мере снижения температуры, когда дуга смещается вдоль шва или гаснет, структурные изменения проходят в обратном порядке. Вначале проходит процесс кристаллизации, то есть переход жидкой фазы металла в твердую, а затем — полиморфные превращения.
По мере остывания происходит выпадание из металла некоторых его фаз, например, карбидов, интерметаллидов и т.д. Температура нагрева металла меняется не только во времени, но и по мере удаления от центра шва.
Поэтому структура кристаллической решетки имеет различное строение по ширине сварочного соединения.
Так, в области, где металл нагревается до температуры, превышающей точку плавления (зона плавления 1), в результате последующего процесса кристаллизации образуется сварочный шов. В этой области основной материал приобретает грубую столбчатую структуру, снижающую механическую прочность и пластичность металла.
В зоне 2, где температура ниже, проходит граница между жидкой и твердой фазой металла. На этом участке происходит частичное оплавление и рост зерен металла, накопление примесей, что приводит к снижению прочности шва. Эта зона считается самой слабой в сварочном соединении и называется зоной неполного оплавления.
В зоне 3 (зона перегрева) температура основного металла не достигает точки плавления, но все же оказывается достаточной, чтобы вызвать существенные изменения в кристаллической решетке. Основной металл в этой зоне приобретает крупнозернистую структуру, отличающуюся высокой пластичностью и ударной вязкостью. И чем шире зона перегрева, тем ярче проявляются эти свойства.
Нагрев и охлаждение на участке 4 (зона нормализации) основной металл не перегревается, что приводит к образованию мелкозернистой структуры (перекристаллизация без перегрева), обладающей высокими механическими свойствами.
На участке 5 температура основного металла не достигает величины, необходимой для полной нормализации металла (зона неполной перекристаллизации). Поэтому в данной зоне могут чередоваться между собой крупнозернистая и мелкозернистая структуры, что делает этот участок слабее по механическим качествам, чем предыдущая зона.
Изменения, происходящие в результате повышения температуры в зонах 6 и 7, зависят от предварительной обработки металла. Так, если металл перед сваркой испытал холодную деформацию (прокатку, ковку, штамповку и т.д.
), то на участке 6 могут возникать процессы рекристаллизации (рост кристаллов), что приводит разупрочнению структуры. На участке 7 могут происходить процессы старения с выпаданием карбидов железа и нитридов. Это приводит к снижению механической прочности металла.
Если перед сваркой металл подвергался термической обработке (отжиг), то существенных изменений в этих зонах в процессе сварки не происходит.
Сварка при низких и отрицательных температурах | Всё для Сварки
Обычно сварочные работы стараются проводить летом или весной.
Однако как быть, если выполнение сварки необходимо при отрицательных температурах? Еще несколько лет назад представить себе работы со сваркой холодной осенью или зимой было невозможно, сегодня же, благодаря современному оборудованию — это реальность.
Итак, давайте разберемся, чем сварка на морозе отличается от сварки летом, как низкая температура влияет на качество сварки, а также каких правил стоит придерживаться, чтобы выполнить работы безопасно и качественно.
Влияние минусовой температуры на качество сварки
Работы по сварке в условиях низких температур требуют от мастера-сварщика не только навыков, но и особых знаний нагрева металла на морозе.
Отметим, что сварочные работы при температуре не ниже минус 10°С можно проводить обычным способом.
Однако более низкие температуры могут оказать влияние на качество швов, прочность соединений и даже работоспособность техники. Какие явления наблюдаются при сварке на холоде:
- Время жидкого состояние сварочной ванны сокращается на 10%, ударная вязкость стали ухудшается. Металл становится хрупким, быстрее остывает и кристаллизуется, растворенные газы не до конца выходят из сварочной ванны, и в швах возникают поры и трещины.
- Тепло от зоны сварки отводится интенсивнее. Кромки свариваемых элементов переплавляются хуже. Между металлом шва и основным материалом может не получиться качественного сплавления (непровар).
- Влага может попасть в зону сварки. Это снижает качество металла шва. Влага появляется в целом от холодного воздуха, инея, который образуется на свариваемых кромках, а также, если электроды долгое время были хранились на холоде.
Бытовые сварочные работы обычно проводят углеродистой сталью. Обратим внимание, что если соединяемые элементы имеют толщину не больше 16 миллиметров, с ними можно работать как при обычной сварке до минус 30°С. Если сталь низколегированная — до минус 15°С.
Интересный факт: сварочные работы возможны даже в открытом космосе, где температура составляет минус 273°С. Впервые работы в космосе провели в 1984 с помощью электронно-лучевой сварки.
Правила сварки при отрицательных температурах
Говоря о правилах сварки при отрицательных температурах, необходимо прежде обратить внимание на оборудование, с помощью которого проводят работы. Если на момент проведения сварки температура окружающего воздуха не ниже минус 10°С, для работы допустимо использовать стандартное сварочное оборудование.
При температуре ниже минус 10°С лучше использовать специализированное оборудование для работы на холоде, профессиональное или полупрофессиональное. Его комплектуют элементами, которые устойчивы к низким температурам. Электроды, применяемые в работе, должны соответствовать стандартам и техническим условиям.
У аппарата должны быть сертификат, где указан завод-производитель, обозначен тип, марка и диаметр, партия и дата изготовления.
Также для обеспечения безопасности и качества работы рекомендуем придерживаться основных правил сварки конструкций при низких температурах:
- Очищать от снега детали и место для сварки.
- Предварительно прогревать свариваемые металлы. Например, если работы проводятся при температуре воздуха минус 20°С, необходимо прогревать металл до 120-160°С. Эта рекомендация не относится к меди или алюминию, их можно сваривать без прогрева.
- При работе на открытом воздухе нужно применять постоянный электрический ток обратной полярности.
Стоит знать и частные правила:
- Не накладывать швы друг на друга, избегать стремительных переходов между металлами разной толщины.
- Начинать работу со стыковых швов.
- Сократить количество металла в жидком состоянии.
- При работе необходимо одновременно на 10-15% увеличивать ток сварки и снижать скорость перемещения электрода.
- Зачищать кромки элементов, которые были сварены.
- Заменить прихватки струбцинами или другими приспособлениями.
- Использовать электроды, которые обеспечивают пластичные швы: Э50А, Э46А или Э42А.
Дополнительное оборудование для сварки на холоде
Сварка зимой может проводится не только на открытом воздухе, но и в зданиях, в условиях промышленных предприятий: в цехах, на складах, площадках строительства и.т.д. Если это так — для качественной работы требуется обогреть помещение.
Именно для этих целей может потребоваться дополнительно оборудование. Это может быть тепловая пушка или дизельные и газовые устройства.
Для первого устройства потребуется подключение к электрической сети, для второго — регулярное поступление топлива.
Практически все модели оборудования для обогрева имеют похожие конструкцию и принцип работы. Они выполнены в форме цилиндра, имеют элемент для нагрева и вентилятор с большой мощностью. Холодный воздух проходит через аппарат и выходит теплым.
Чтобы выбрать оборудование необходимой мощности, учитывайте объем обогреваемого помещения. Обратите внимание, что для использовать газовые или дизельные устройства можно только в хорошо вентилируемых помещениях.
Резюме
Сварочные работы зимой возможны и могут быть выполнены качественно.
Для проведения сварки на открытом воздухе при низкой при температуре необходимо правильно подобрать оборудование и следовать основным правилам.
Так работы до минус 10°С могут быть произведены стандартными бытовыми инверторами. В более жестких условиях понадобятся специализированные аппараты и знание тонкости работы со сваркой в холоде.





