- Видео
- Обзор, распаковка в красной пачке КОМЗ, Тигарбо
- Обзор, распаковка в желтой пачке КОМЗ, Тигарбо
- Сравниваем с ЛЭЗ МР3-С и ЛЭЗ УОНИ 13/55
- Сравниваем с Монолит РЦ
- МР-3С (СЗСМ) & АНО-21 (Тигарбо, КОМЗ)
- Фото
- ГОСТ, другие стандарты
- Где применяются, назначение, для чего предназначены и используется, какие металлы и стали, типы
- Маркировка, расшифровка
- Характеристики: покрытие, полярность сварки и прочие
- Ток, диаметр
- Механические свойства металла шва
- Упаковка, сколько штук, вес и длина прутков
- Технологические особенности: прокалка, как правильно варить и не только
- Расход, нормы расхода
- Особые свойства
- Производители, где выпускаются
- Аналоги
- Где купить
- Где купить электроды различных марок
- Электроды АНО-21
- Преимущества и недостатки АНО-21
- Сферы применения
- Химический состав АНО-21
- Особенности работы с АНО-21
- Маркировка и производители
- Электроды АНО-21: характеристики, расшифровка
- Характеристики электродов АНО-21
- Электроды АНО-21 — отзывы
- Технические характеристики электродов марки АНО-21, области применения
- Сварочные электроды «АНО 21»
- Назначение и особенности электродов
- Правила пользования и хранения
- Заключение
- Описание и технические характеристики сварочных электродов АНО-21
- Техническая характеристика
- Преимущества и недостатки
- Сферы применения
- Химический состав
- Особенности работы
- Маркировка и производители
- Технологические особенности сварки
- Сравнение с другими
- С ЛЭЗ МР3-С и ЛЭЗ УОНИ 13/55
- С Монолит РЦ
- МР-3С (СЗСМ) и АНО-21 (Тигарбо, КОМЗ)
- Заключение
- Технические характеристики и иные свойства электродов АНО 21: назначение, характеристики, применение
- Описание
- Применение
- Назначение
- Достоинства
- Указания по применению
- Заключение
- Электроды АНО-4: где используются и их характеристики
- Где используются электроды АНО-4
- Характеристики сварочных электродов АНО-4
- Еще статьи про сварку:
- Раздел: АНО Прочие
- Тип: Э46 AWS: E6013 Покрытие: Рутиловое (Р)
- Назначение: Для сварки углеродистых и низколегированных сталей
- Сварочный ток: Переменный и постоянный, любая полярность(~/+/-)
- Пространственное положение при сварке: Все положения (1)
- Применение: для ответственных конструкций, постоянного тока, Электроды для сварки труб, электроды по ржавчине
- В разделах продавцов: АНО 21
Выпускается производителями: Lincoln Electric (США, Кливленд), Бор, ВИСТЕК (Украина, Бахмут), Волгодонские, Волгодонский электродный завод, Зеленоградский электродный завод (Зеленоград), Кировский завод, КОМЗ-Экспорт (Каменск-Шахтинский), ЛЭЗ, Лосиноостровский Электродный Завод, Патон (Украина, Киев), ПлазмаТек (Украина), Промтехсервис (Украина, Днепропетровск), Сила (Украина, Киев), Спецэлектрод (Волгодонск), СпецЭлектрод (Москва, Санкт-Петербург, Екатеринбург), ТАНТАЛ ЛТД (Сызрань), Фрунзе, Сумы-Электрод (Сумы, Украина), ХОБЭКС (Волгоград), Шадринск, Шадринский электродный завод, Ярославское электродно-метизное производство (Ярославль) Производится под брендами: GRANIT, TIGARBO, Арсенал
Электроды типа АНО являются популярными материалами для осуществления дуговой сварки. Одной из наиболее популярных марок является АНО-21, полная информация представлена в данной статье.

- Описание
- Фото
- ГОСТ, другие стандарты
- Где применяются, назначение, для чего предназначены и используется, какие металлы и стали, типы
- Маркировка, расшифровка
- Характеристики: покрытие, полярность сварки и прочие
- Ток, диаметр
- Химический состав наплавленного металла
- Механические свойства металла шва
- Упаковка, сколько штук, вес и длина прутков
- Технологические особенности: прокалка, как правильно варить и не только
- Расход, нормы расхода
- Особые свойства
- Производители, где выпускаются
- Аналоги
- Где купить
Электроды пользуются большой популярностью как у профессионалов, так и у начинающих сварщиков. Они легки в обращении и поэтому позволяют добиваться высоких результатов. АНО-21 с успехом могут применяться при работе с инвертором и трансформаторным полуавтоматом и обеспечат качественные сварочные показатели.
Видео
Обзор, распаковка в красной пачке КОМЗ, Тигарбо
Обзор, распаковка в желтой пачке КОМЗ, Тигарбо
Посмотрите ролик, где сравниваются в работе данная марка и две других.
Сравниваем с ЛЭЗ МР3-С и ЛЭЗ УОНИ 13/55
Сравниваем с Монолит РЦ
МР-3С (СЗСМ) & АНО-21 (Тигарбо, КОМЗ)
Фото





ГОСТ, другие стандарты
- ГОСТ 9467-75;
- ГОСТ 9466-75;
- ТУ 1272-033-48265127-2009;
- ISO 2560 : E432RR11;
- AWS А5.1 : E6013;
- EN 499 : EHE382RC11.
Где применяются, назначение, для чего предназначены и используется, какие металлы и стали, типы
- Предназначены для ручной дуговой сварки конструкций из углеродистых сталей по ГОСТ 380-2005 (Ст0, Ст1, Ст2, Ст3 всех степеней раскисления – КП, ПС, СП) и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10, 10пс, 15кп, 15пс, 15, 20пс, 20кп, 20).
- Возможно применять для сваривания водопроводных труб и газопроводов малых давлений.
- Применяются для сваривания стыковых, угловых соединений и соединений внахлест обычных и ответственных металлоконструкций с толщиной металла 1,0 – 5,0 мм.
- Также возможно сваривание корневых швов металла большой толщины.
Маркировка, расшифровка
Электроды были разработаны в институте сварки Академии Наук им. Патона. Маркировка АНО -21 означает:
- А – Академия;
- Н – Наук;
- О – обмазанный;
- 21 – модель разработки.
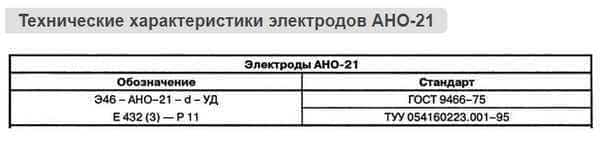
Полное обозначение Э46-АНО-21-d-УД Е 430(3)Р 11 содержит в себе детальное описание свойств изделия:
- Э46 – тип изделия согласно ГОСТ;
- АНО-21 – марка;
- d – диаметр изделия;
- У – соединение углеродистых сплавов;
- Д – с утолщенной обмазкой;
- 43 – сопротивление разрыву материала шва 46 кгс/мм2;
- О – относительное удлинение до 18%;
- 3 – ударная вязкость наплава от 3,5 кгс м/см2;
- Р – обмазка на основе рутила;
- 1 – работает в любых сварочных положениях;
- 1 – использует прямую или обратную полярность, или переменный ток.
Характеристики: покрытие, полярность сварки и прочие
- Покрытие – рутиловое.
- Род используемого тока – постоянный и переменный (АС/DC).
- Полярность – прямая или обратная.
- Диаметр – 2,0, 2,5, 3,0, 3,25, 4,0, 5,0 мм.
- Марка проволоки – Св-0,8; Св-0,8А.
- Расход электродов на 1 кг наплавленного металла – 1,65.
- Выход металла – 63-68%.
- Коэффициент наплавки – 7,0-8,0 г/Ач.
- Коэффициент разбрызгивания – 2-4 %.
Ток, диаметр
Рекомендуемые значения тока сварочных электродов при сварке:
| Диаметр электрода, мм | Сила тока, А | |||
| Нижнее | Вертикальное снизу-вверх | Потолочное | Вертикальное сверху-вниз | |
1,6
|
50-75
|
50-70
|
50-70
|
50-70
|
Химический состав наплавленного металла, %
| Химический состав | Углерод (C) | Кремний (Si) | Марганец (Mn) | Сера (S) | Фосфор (P) |
| Нормы | Не нормировано | ≤0,040 | ≤0,045 | ||
| Типичный | 0,10 | 0,15 | 0,5-0,8 | 0,030 | 0,030 |
Механические свойства металла шва
| Механические свойства | Временное сопротивление | Предел текучести | Относительное удлинение, (%) | Ударная вязкость, (Дж/см2) |
| (МПа) | ||||
| Нормы | ≥450 | Не нормировано | ≥18 | ≥80 |
| Типичные | 480 | 350 | 22 | 105 |
Упаковка, сколько штук, вес и длина прутков
Электроды выпускаются в пачках весом 1 и 5 кг.
| Диаметр, мм. | Длина, мм. | Вес одного электрода, гр. | Количество в 1 кг., шт. |
| 1,6 | 250 | нет данных | нет данных |
| 2,0 | 250 | нет данных | нет данных |
| 2,5 | 300 | 17,0 | 58-59 |
| 3,0 | 300, 350 | 26,5 | 38 |
| 4,0 | 450 | 53,0 | 18-19 |
| 5,0 | 450 | 84,5 | 12 |
| 6,0 | 450 | 135,0 | 7 |
Технологические особенности: прокалка, как правильно варить и не только
В случае увлажнения или длительного хранения, необходимо провести прокаливание (сушку) электродов при температуре 120ºС в течение 40 минут. Повторная прокалка проводится в течение 60 минут при температуре 120 градусов по Цельсию.
Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15 градусов.
Для работы с угловыми швами в вертикальном положении и направлении сверху вниз используется метод опирания, электрод следует удерживать в плоскости биссектрисы угла. Наклон к сварочному направлению допускается в пределах 40-70 градусов.
Недопустимо превышать значения сварочных токов, рекомендованные для каждой толщины и сварочного положения. Это может привести к прожогам заготовок.
Расход, нормы расхода
Выполнение работ требует подсчета расхода количества электродов. Особенно это актуально для исполнителей, собирающихся проводить небольшие по объему сварочные работы. Грамотный подход к подсчетам обеспечивает непрерывность процесса и исключает лишние траты. Существует несколько способов расчета, для реализации которых может потребоваться различные параметры.
Электроды АНО-21 ТМ Тигарбо. Фото КОМЗ-Экспорт
Кроме этого, не следует забывать о норме расхода – статичный показатель, являющийся частью справочной информации, представленной в документах, в частности ВСН 452-84. Другая актуальная информация здесь.
Особые свойства
Электроды обладают хорошими сварочно-технологическими свойствами при выполнении работ на профессиональном и бытовом оборудовании. При этом они характеризуются:
- легкостью зажигания дуги;
- стабильной и мягкой дугой;
- малым разбрызгиванием металла;
- мелкочешуйчатым формированием металла шва;
- легкой и невольной отделимостью шлаковой корки;
- не чувствительны к наличию ржавчины, гальваническим покрытиям и качеству подготовки кромок;
- высокая стойкость к появлению в швах пор при сварке рядовых конструкций по влажным, загрунтованным и окисленным поверхностям;
- слабая чувствительность к увеличению дуги;
- низкая токсичность;
- прочность, долговечность и герметичность шва.
Производители, где выпускаются
АНО-21 выпускаются российскими и иностранными предприятиями, некоторые из них представлены далее;
Аналоги
Где купить
Купить электроды возможно на этой странице в интернет магазине ВсеИнструменты. Также электроды реализуются компаниями, представленными в соответствующем разделе нашего сайта.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.
Выбрать компанию
Источник: https://WeldElec.com/ano-21/
Электроды АНО-21

Электроды этой достаточно популярной в нашей стране марки в большинстве случаев используются для создания небольших металлоконструкций из низкоуглеродистых сортов стали. Для сварки масштабных толстых заготовок АНО-21 применять не рекомендуется, так как они не рассчитаны на глубокую проварку стального слоя. Оптимального результата с использованием данного расходного материала можно добиться при сваривании заготовок толщиной не более 4 мм.
Технические параметры изделия предусматривают возможность работы при произвольной полярности переменного тока. При правильном хранении и подготовке электродов, как правило, в процессе сварки проблем с розжигом дуги не возникает.

Сварной шов формируется за счет небольших чешуйчатых наплывов, что является оптимальным вариантом для заготовок небольшой толщины, так как не возникает термических деформаций металла.
Электроды АНО-21 с обыкновенным покрытием и без дополнительной защиты не следует использовать для сварки алюминиевых конструкций и высокоуглеродистых марок стали, так как для подобных операций необходимы специальные изделия, содержащие дополнительные присадки, компенсирующие высокое содержание углерода.

Преимущества и недостатки АНО-21
Как и большинство других марок расходного материала для проведения сварочных работ, электроды АНО-21 обладают как преимуществами, так и недостатками.
Среди преимуществ отметим следующие:
- доступность на рынке и широкую популярность;
- низкую стоимость;
- легкий розжиг дуги вне зависимости от условий работы;
- формирование гладкого слоя шлака, легко отделяемого от наплава при проведении контроля;
- образование герметичного шва из мелкочешуйчатых наплывов.

Не обойдем стороной и недостатки:
- узость сферы применения;
- недостаточно надежное покрытие, что требует применения дополнительных флюсов и подготовки заготовок;
- недостаточная прочность шва, не выдерживающего серьезных ударных воздействий и давления;
- некачественный шов при работе с заготовками значительной толщины.
Сферы применения
Как следует из вышеперечисленных преимуществ и недостатков, данная марка предусмотрена, в основном, для выполнения наиболее простых сварочных операций, таких как сборка конструкций из легких металлических профилей.
Помимо того, этот материал можно применять для сварки тонкостенных трубопроводов, работающих под низким давлением. АНО-21 не предусмотрены для сваривания ответственных узлов и конструкций, подвергающихся повышенным нагрузкам.
Электроды указанной марки нередко используются и в быту для создания металлических конструкций, прочностные характеристики которых не имеют критического значения.

Химический состав АНО-21
Вне зависимости от длины и диаметра стержня, все электроды данной марки имеют следующий химический состав:
- Углерод 0,1
- Кремний 0,3
- Марганец от 0,5 до 0,8
- Сера 0,04
- Фосфор 0,045
Особенности работы с АНО-21
- Следует учитывать, что для расплавки изделий со стержнем диаметром 2,5-3 мм требуется увеличение сварочного тока. Во избежание тепловой деформации заготовки, и одновременно, предотвращения регулярного залипания электрода из-за слабого тока, рекомендуется соблюдать следующие режимы сварки:
- Диаметр стержня Рекомендуемая сила тока
- 2 мм 50 — 90 А
3 мм 60 — 110 А
3,5 мм 90 – 140 А

Маркировка и производители
Данная марка расходных материалов была разработана в Киевском институте электросварки имени Патона Академии наук СССР. Маркировка АНО-21 расшифровывается следующим образом:
- А — академия
- Н- наук
- О — обмазка
- 21 –номер модели
Производителями изделия являются компании «Патон», «Плазматек», «Гранит», «Истек», «Френзе», «MaxWeld».
Источник: https://svarkagid.com/jelektrody-ano-21/
Электроды АНО-21: характеристики, расшифровка
- Характеристики электродов АНО-21
- Электроды АНО-21 — отзывы
 Электроды АНО-21: характеристики, расшифровка
Электроды АНО-21: характеристики, расшифровка
Среди огромного количества всевозможных электродных марок, электроды АНО-21 пользуются особой популярностью, как у новичков, так и у профессионалов. Столь огромная популярность обусловлена неспроста, ведь электродами АНО 21 можно варить в любых пространственных положениях и любым сварочным аппаратом, будь то инвертор постоянного тока или трансформаторный аппарат.
Основное предназначение электродов АНО-21 — это сварка различных конструкций выполненных из низколегированных и углеродистых сталей. Можно варить этими электродами и трубы, единственное ограничение в том, что электроды данной марки не предназначены для сварки трубопроводов под давлением.
В данной статье сайта про ручную дуговую сварку mmasvarka.ru будут рассмотрены основные характеристики и применение электродов АНО-21.
Характеристики электродов АНО-21
Как было сказано выше, основное применение электроды АНО-21 нашли при сварке низколегированных и углеродистых сталей. Варить рассматриваемыми в этой статье электродами можно в любом положении, металлы различной толщины и даже с окисленной поверхностью.
Технические характеристики электродов АНО-21 выглядят следующим образом:
- Диаметр электродов от 1 до 5 мм;
- Основное покрытие — рутиловое;
- Рекомендуемый сварочный ток — как переменный, так постоянный ток, любой полярности;
- Коэффициент разбрызгивания — не более 4%;
- Расход электродов — 1,65 кг.

Электроды АНО-21 имеют легковозбуждающуюся дугу и её стабильное горение, чем и заслужили популярность среди сварщиков.

Расшифровка электродов Э46-АНО-21-d-УД выглядит, таким образом:
- Э46 — тип электрода;
- АНО — марка используемых электродов;
- D — диаметр электрода;
- У — для сварки низколегированных и углеродистых сталей;
- Д — электроды с толстым рабочим покрытием;
- 43 — коэффициент временного разрыва.
Электроды АНО-21 — отзывы
В целом, электроды АНО-21 получили положительные отзывы, как от профессиональных сварщиков, так и от новичков в электросварке:

Сварщик Сергей из Самары: всегда применяю в быту электроды марки АНО-21. Что тут сказать, наряду с лояльной ценой, качество и стабильность при сварке обеспечено. Шлак отлетает полностью и быстро, сварочный шов получается ровным и аккуратным, особенно если варить инверторным аппаратом на постоянном токе.
Сварщик Петров Василий: электроды АНО-21 у меня работают даже на самодельном сварочном аппарате. Чего не отнять у данной марки электродов, так это «всеядности». Только положительные эмоции от использования.
Сварщик Александр из Москвы: а мой опыт использования электродов АНО-21 оказался крайне негативным. Мною были приобретены электроды 3 мм под маркой «Tigarbo», так пока варил, наплевался.
Мало того что сварочный шов ложится пузырями, так ещё и металл вперемешку со шлаком выходит. Единственный плюс, это лёгкое разжигание электродов и стабильное горение дуги.
Рекомендую использовать электроды АНО 21, только для бытовых нужд.
Источник: https://mmasvarka.ru/elektrody-ano-21.html
Технические характеристики электродов марки АНО-21, области применения
Электроды АНО-21 используются для формирования качественного шва в металлоконструкциях в угловых, стыковых, а также рядовых узлах соединений. Кроме этого они могут применяться для сварки труб малого и среднего диаметров, предназначенных для газопровода или организации водостоков. При этом давление в магистрали не должно быть высоким.
После формирования шва образуется мелкочешуйчатое соединение, шлаковая корка удаляется легко, в некоторых случаях – самопроизвольно. Электроды АНО-21 хорошо зарекомендовали себя при работе с частично дефектным металлом – с небольшой коррозией поверхности. Также они рассчитаны на сварку сталей с гальваническим покрытием.
- Изготовление по стандарту ГОСТ 9466-75 и ТУУ 054160223.001-95.
- Область применения – для сварки сталей с низким содержанием углерода в составе. Марки — СТ3 (10, 20) .
- Рекомендуемая марка проволоки – Св-08 (А).
- Ток. Постоянный – с любой полярностью. Переменный – от 50 В с напряжением холостого хода, но без нагрузки.
- Диаметры готовых изделий — 2, 2,5 и 3 мм. В таблице приведены характеристики режимов работы для них.
В зависимости от диаметра варьируется количество электродов в одной упаковке: 2 мм – 95 шт.; 2,5 мм – 58 шт.; 3 мм – 40 шт. В некоторых случая необходимо знать состав наплавленного металла и характеристики шва.
Перед применением электродов потребуется предварительная термическая обработка температурой 120°С в течение 40 мин. Они хорошо себя зарекомендовали при работе от малогабаритных трансформаторов бытового типа.
Источник: https://ismith.ru/welding-equip/xarakteristiki-elektrodov-ano-21/
Сварочные электроды «АНО 21»
“АНО-21” являются очень популярными электродами. Их можно применять для самых разных работ, как в домашнем хозяйстве, так и на предприятиях. Сварочные электроды “АНО-21” производятся несколькими фирмами. Эти изделия отличаются между собой, но в целом это один и тот же тип стержней.
Назначение и особенности электродов
“АНО-21” применяются для сварки стыков, углов и соединений внахлест. Ими можно работать со сталями толщиной до 5 мм. Их особенностью является быстрое начальное и повторное зажигание, а также возможность варить в любом положении.
Большим преимуществом этих электродов является небольшое разбрызгивание металла и стабильная дуга, позволяющая делать швы равномерными и плотными.
Другое полезное свойство — легко отделение шлаковой корки с поверхности шва. Это позволяет сократить время работы и увеличить производительность труда.
Стержни обработаны особым покрытием позволяющим быстро разжечь дугу. Быстрое поджигание дуги дает возможность работать даже с трансформаторами, выдающими небольшие токи.
Электроды позволяют обойтись без предварительной подготовки свариваемых поверхностей и кромок. Даже если на них имеется ржавчина, вы можете начинать сварку.
Качество шва при этом не пострадает и вы сэкономите время. Это свойство достигается за счет рутилового покрытия. Минерал не особо чувствителен к повреждениям металла.
Он обеспечивает отличные сварные качества и плотность образуемого шва.

Правила пользования и хранения
Все производители “АНО-21” рекомендуют прокаливать электроды перед работой. Это необходимо для того, чтобы уменьшить в них количество влаги, повысив тем самым сварные качества. Чтобы просушить стержни, понадобится специальная печь, разогретая до 120°С. Их необходимо прокаливать в течение получаса.
Помимо устранения влаги, дополнительная прокалка позволяет укрепить покрытие электродов, гарантируя что оно не будет опадать в процессе работы.
Характеристики “АНО-21”:
- коэф. наплавки: 7 — 8 г/Ач;
- расход: 1,6 кг на 1 кг наплавленного металла;
- покрытие: рутил
- диаметр: 2 — 5 мм.
Электроды рекомендуется хранить в теплом и сухом помещении. Нельзя допускать механических воздействий и излишнего увлажнения.
Заключение
“АНО-21” могут использоваться для ответственных и рядовых конструкций и изделий, выполненных из материалов, имеющих в составе углерод. Работая этими электродами, вы можете быть уверены, что получите качественный шов и надежное соединение. Вы можете купить данные электроды как для дома, так и для работы на предприятии. Они имеют отличное качество и привлекательную цену.
Источник: http://instrument-blog.ru/svarka/svarochnye-elektrody-ano-21.html
Описание и технические характеристики сварочных электродов АНО-21
Электроды АНО-21 популярны как у профессиональных сварщиков, так и у любителей. С ними несложно работать, они не требуют особых навыков от работника, но обеспечивают прочные и долговечные швы.
Электроды марки АНО-21 пригодны для всех сварочных положений и направлений сварки (включая вертикально сверху вниз), дают минимальное расплескивание расплавленного металла.
Сбалансированы для работы прямой и обратной полярностью, а также переменным током.
Техническая характеристика
Электроды для сварки АНО-21 применяются при сваривании деталей от 1 до 4 мм, трубопроводов и сосудов, находящихся под невысоким давлением. Отлично справляются с созданием коротких швов.
Рутиловая обмазка на основе диоксида титана позволяет сваривать заготовки во влажном состоянии и со следами коррозии. Изделие способно работать во всех сварочных положениях и направлениях, что особо важно для проварки неповоротных стыков трубопроводов.
Напряжение холостого хода должно быть не менее 50 вольт, работать можно прямой и обратной полярностью, а также переменными током.
АНО-21 выпускаются диаметром 2; 2,5; 3 и 4 мм. Отдельно следует отметить такие технические эксплуатационные параметры, как:
- облегченный розжиг дуги;
- стабильность горения;
- сниженное разбрызгивание.
Сварочная проволока, используемая для производства АНО-21, содержит добавки, повышающие коэффициент поверхностного натяжения расплава. Это позволяет варить потолочные и вертикальные швы, не опасаясь вытекания металла из сварочной ванны.
Преимущества и недостатки
Электроды сварочные АНО -21 обладают следующими достоинствами:
- доступность;
- быстрый поджиг электродуги;
- формирование легкого и быстро удаляемого шлакового слоя поверх материла шва; слоя;
- прочность, долговечность и герметичность шва.
Присущ изделию и ряд минусов:
- малый диапазон толщин заготовок;
- потребность в дополнительных флюсах;
- непригодность для сварки стыков в трубопроводах и сосудах высокого давления.
Указанные недостатки компенсируются доступной ценой и внимательностью к правилам применения. Если не пытаться использовать АНО для соединения заготовок большой толщины или стыков высокого давления — они не разочаруют покупателя.
Сферы применения
Изделие применяется в ходе ручной электродуговой сварки (ММА) заготовок из углеродистых сплавов. Наиболее частые сферы применения, следующие:
- монтаж и полевой ремонт трубопроводов и сосудов, работающих под невысоким давлением;
- сборка ответственных конструкций с выполнением швов встык, в угол и внахлест;
- проварка корневых швов на толстых заготовках.
АНО-21 используется на промышленных предприятиях в области судостроения, машиностроения, распределительных сетей в жилищно-коммунальном хозяйстве. С удовольствием применяют электроды и ремонтные мастерские, и домашние умельцы.
Химический состав
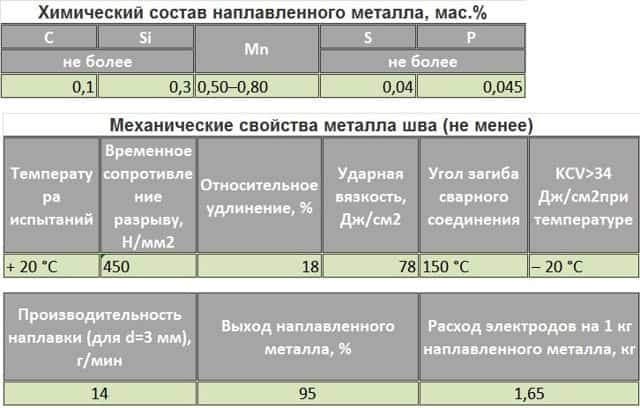
Химический состав АНО-21 неизменен для всех диаметров и длин ассортимента. Он определяет физико-химические и эксплуатационные свойства изделия. Нормированное процентное содержание легирующих добавок и максимальное содержание примесей указано в таблице:
| С | Si | Mn | S | P |
| 0,1 | 0,3 | 0,5–0,8 | 0,04 | 0,045 |
Химический состав регламентирован государственным стандартом и обязателен к соблюдению для всех производителей электродов. На практике между их продукцией наблюдается определенная разница в химическом составе.
Особенности работы
Основной особенностью АНО-21, как и других изделий с рутиловой обмазкой, является способность работать в сложных условиях, по влажным заготовкам, имеющим следы коррозии. Однако сам электрод должен быть практически абсолютно сухим. Для этого их хранят в герметичной упаковке, а в случае увлажнение обязательно прокаливают от 40 до 60 минут при температуре 120оС.
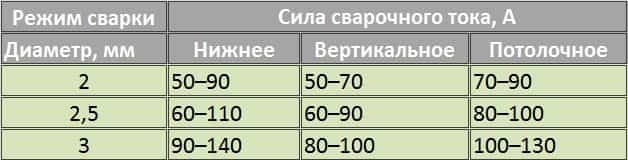
Режимы сварки зависят от диаметра изделия:
| Диаметр, мм |
Длина, мм | Количество на 1 кг, шт. | Рабочий ток, А | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 300 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 300 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 350 | 40 | 100-150 | 90-110 | 110-140 |
| 4 | — | — | 160-190 | 150-170 | 150-180 |
Не стоит пытаться варить таким электродами заготовки толще 5 мм или стыки труб, которые должны работать под давлением. Ни к чему хорошему такие попытки не приведут. Ту работу, для которой АНО -21 был спроектирован, он выполняет практически безупречно
Маркировка и производители
Электроды были разработаны в институте сварки Академии Наук им. Патона. Маркировка АНО -21 означает:
- А: Академия
- Н: Наук
- О: обмазанный;
- 21: модель разработки
Полное обозначение Э46-АНО-21-d-УД Е 430/3/-Р 11 содержит в себе детальное описание свойств изделия:
- Э46: тип изделия согласно ГОСТ;
- АНО-21: марка;
- d: диаметр изделия;
- У: соединение углеродистых сплавов;
- Д: с утолщенной обмазкой;
- 43: сопротивление разрыву материала шва 46 кгс/мм2;
- О: относительное удлинение до 18%;
- /3/: ударная вязкость наплава от 3,5 кгс м/см2;
- Р: обмазка на основе рутила;
- 1: работает в любых сварочных положениях;
- 1: использует прямую или обратную полярность, или переменный ток.
Электроды АНО-21 выпускают следующие предприятия-изготовители:
- Патон;
- MaxWeld;
- Гранит;
- Тигарбо;
- ЛЭЗ;
- Монолит;
- КОМЗ.
Специалисты признают, что не все изготовители в точности соблюдают технологию изготовления и химический состав обмазки. Поэтому качество и рабочие свойства их продукции отличаются друг от друга. Различия заключаются в легкости розжига, стабильности дуги и пористости шва.
Технологические особенности сварки
Для работы с угловыми швами в вертикальном положении и направлении сверху вниз используется метод опирания, электрод следует удерживать в плоскости биссектрисы угла. Наклон к сварочному направлению допускается в пределах 40 — 70о.
Сравнение с другими
Опытные сварщики провели сравнительные тесты АНО- 21 и близких по сфере применения и рабочим характеристикам рутиловых электродов изделий других марок. По ссылкам размещены видео с детальным разбором рабочих свойств, специалисты рассматривают отличие электродов АНО-21 от УОНИ и в чем разница с МР-3, делятся практическим опытом применения.
С ЛЭЗ МР3-С и ЛЭЗ УОНИ 13/55
С Монолит РЦ
МР-3С (СЗСМ) и АНО-21 (Тигарбо, КОМЗ)
Заключение
Электроды АНО-21, разработанные в академическом Институте Сварки им. Патона, имеют рутиловое покрытие.
Они используются для сварки заготовок толщиной до 4 мм, рпри этом позволяя работать в сложных условиях. Даже в случае влажной и заржавевшей заготовки обеспечивается прочный и долговечный шов.
Высокие рабочие качества и доступная цена обуславливают популярность изделия среди профессионалов и домашних мастеров.
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/elektrody-ano-21.html
Технические характеристики и иные свойства электродов АНО 21: назначение, характеристики, применение
Назначением плавящихся электродов является выполнение сварочных работ на открытом воздухе. Они могут использоваться только в сочетании с флюсами, которые покрывают стержень. Благодаря подобному их размещению увеличивается полезный эффект от их использования. Процесс горения электрической дуги сопровождается плавлением смеси, которая выступает основой флюса. В результате эта жидкая масса покрывает равномерным слоем сварную ванну, что защищает его от взаимодействия с воздухом. Другим полезным свойством является то, что за счет нее процесс сварки проходит с использованием особых присадок, необходимость в которых возникает из-за невозможности обеспечить нормальное протекание работы при помощи имеющихся электродов.
Описание
Электроды АНО-21 представляют специальный класс электрических проводников. С их помощью можно создать сварочный шов высокого качества при соединении разнообразных металлических изделий. В первую очередь здесь подразумеваются низколегированные и углеродистые стали, характеризующиеся показателем временного сопротивления разрыву до 450 МПа.
Особенностью рассматриваемых электродов является их высокая стойкость к появлению в швах пор. Эту способность они демонстрируют и в случае наличия на кромках окалины. Сваривать с их помощью можно любые элементы соответствующих соединений:
- рядовые;
- угловые;
- стыковые.
Соединять эти изделия при помощи сварки можно в любом положении за исключением позиции «сверху вниз». Сами работы могут осуществляться с применением постоянного тока любой полярности. Здесь может использоваться и переменный ток, вырабатываемый источниками питания, работающими при напряжении холостого хода, равном 50 +/- 10 В .
Применение
К электродам АНО-21 прибегают в тех ситуациях, когда приходится соединять трубы различного назначения. При этом последние должны обладать малым и средним диаметром. Не менее важно, чтобы в магистрали, основу которой и образуют эти трубы, поддерживалось невысокое давление, за счет чего будет обеспечена результативная отдача от применения электродов.
Технические характеристики
Более полное представление об особенностях этих электродов дают их технические характеристики.
- Диаметр, мм — 4;
- Длина, мм – 450;
- Количество электродов в пачке, шт. 17;
- Вес пачки, кг 1;
- Вид покрытия рутил-целлюлозное;
- Коэффициент наплавки – 8,5-9,5 г/А.ч. ;
- Расход электродов на 1 кг наплавленного металла — 1,7 кг.
Рассматривая механические свойства шва основы материала, можно выделить следующие:
- Временное сопротивление, Н/мм2 ≥450;
- Относительное удлинение, % ≥22.
Назначение
Электроды рассматриваемой марки рассчитаны на соединение методом ручной сварки разнообразных изделий, выполненных из углеродистой стали, обеспечивающих качественные швы, которые должны отвечать высоким требованиям в плане прочности.
Процесс сварки характеризуется тем, что плавление покрытия и непосредственно стержня электрода происходит с одинаковой скоростью.
При этом электроды АНО-21 не могут использоваться для соединения магистралей, используемых для доставки мазута и масла.
Достоинства
Этот расходный материал выделяется от аналогичных изделий своими достоинствами, которые обуславливают выбор в их пользу:
- в процессе проведения сварочных работ количество возникающего дыма оказывается значительно меньше по сравнению другими видами электродов;
- соединять металлические конструкции при помощи сварки посредством этих изделий можно в любом положении пространства;
- для сварки конструкций можно применять удлиненную дугу;
- сварка при помощи электродов АНО-21 может производиться на низких токах;
- сварочные работы характеризуются образованием значительного количества брызг металла;
- сварка при помощи этих изделий характеризуется самостоятельным отделением образующегося шлака;
- процесс горения отличается достаточной мягкостью.
Указания по применению
Сварные электроды марки АНО-21 позволяют успешно создавать угловые, стыковые, нахлесточные соединения металлических изделий, имеющих толщину от 3 до 20 мм. Большое удобство демонстрируют изделия , диаметр которых составляет от 2 до 4 мм. Дело в том, что с их помощью можно соединять металлические изделия в любом пространственном положении. Возможности электродов АНО-21, имеющих диаметр 5 мм, позволяют создавать соединения в нижнем, горизонтальном на вертикальной плоскости и в вертикальном «снизу-вверх» положениях.
В случае использования схемы сваривания изделий «сверху вниз» можно выбрать один из следующих вариантов выполнения этой работы:
- при помощи короткой ноги;
- посредством опирания. Однако для рассматриваемой ситуации важно обеспечить положение сварного материала в биссекторной плоскости с наклоном 40-70 градусов по направлению сварки.
Для соединения металлических изделий при помощи электродуговой сварки может применяться любой ток в независимости от его полярности.
При этом в случае использования постоянного тока рекомендуется выбирать обратную полярность «+».
Также здесь может применяться и переменный ток, вырабатываемый трансформатором, причем его напряжение холостого хода должно иметь минимальное значение 50 В.
Заключение
Электроды марки АНО-21 представляют особый класс расходного материала, с применением которого выполняются сварочные работы. Для успешного выполнения поставленной задачи необходимо соотносить характеристики сварного материала с условиями, в которых осуществляется сварка.
Важно помнить про ограничения относительно свариваемых конструкций, поскольку пренебрежение этой рекомендацией может негативно сказаться на эксплуатационном ресурсе соединяемых труб электродуговой сваркой при помощи этих электродов.
Также необходимо обеспечить оптимальные показатели рабочего тока, для которого существуют рекомендуемые характеристики.
- Николай Иванович Матвеев
- Распечатать
Источник: https://stanok.guru/metalloobrabotka/svarka/elektrody/tehnicheskie-harakteristiki-i-inye-svoystva-elektrodov-ano-21.html
Электроды АНО-4: где используются и их характеристики
Электроды АНО-4: где используются и их характеристики
Электроды АНО-4 — это рутиловые электроды для сварки на постоянном и переменном токах. Основное предназначение этих электродов, является сварка низколегированных и низкоуглеродистых сталей.
Данные электроды обеспечивают лёгкое отхождение шлака и устойчивое горение сварочной дуги. Изготовление электродов АНО-4 регламентируется ГОСТ (9467-75) и (9466-75). Наиболее популярными в использовании являются электроды от 3 до 5 мм, а их преимущество заключается в том, что можно легко варить даже плохо очищенный от ржавчины металл.
Где используются электроды АНО-4
Как было сказано выше, электроды данной марки были разработаны специально для сварки изделий из низкоуглеродистой и низколегированной стали. Варить электродами АНО-4 можно практически во всех пространственных положениях, исключается только способ сварки «снизу вверх».
Их особенностью является возможность работы как на постоянном, так и на переменном токах, а к основным преимуществам, относится:
- Простой розжиг сварочной дуги и её устойчивое горение в процессе сварки металлов;
- Качественный сварочный шов, на котором не образуется крупных пор;
- Отличные показатели при любом типе сварного соединения, в том числе и при сварке швеллеров;
- Легкое и быстрое отхождение шлака;
- Доступная стоимость.
Так же, как уже упоминалось ранее на сайте о ручной дуговой сварке mmasvarka.ru, варить электродами АНО-4 можно даже плохо подготовленный металл. Все мало-мальски опытные сварщики знают, насколько сильно влияет ржавчина и загрязнения металла на сварочный процесс.
В случае с электродами данной марки, процесс сварки неочищенного металла будет происходить заметно проще.
Характеристики сварочных электродов АНО-4
Перейдём непосредственно к техническим характеристикам электродов АНО-4. Наиболее востребованными их размерами, являются электроды диаметром от 3 до 5 мм.
Что же касается характеристик, то выглядят они следующим образом:
- Сварочный ток — как переменный, так и постоянный (обратная полярность);
- Коэффициент наплавки — 8.5 г/А*ч;
- Расход электродов АНО-4 на один кг расплавленного металла — до 1,7;
- Тип стали для сварки — Ст1-Ст3;
- Покрытие электродов АНО-4 — рутиловое.
Что касается химического состава сварного шва, то выглядит он таким образом:
- Углерод — не более 0,12;
- Марганец — до 0,70;
- Кремний — до 0,30;
- Сера — 0,035 и фосфор, такие же самые показатели.
При работе с электродами АНО-4 очень важны правильные настройки касательно сварочного тока. От того, насколько будет выбрать оптимальный режим сварки, зависит качество и надежность сварного соединения. Поэтому при использовании электродов АНО-4 важно подобрать правильные настройки тока на инверторе.
Ниже будет представлена таблица значений сварочного тока, касательно диаметра электродов и способов сварки:
- Диаметр электрода 2 мм — нижний шов (40-60 А), вертикальный (40-60 А), потолочный (40-60 А);
- Диаметр электрода 2,5 мм — нижний шов (70-90 А), вертикальный (60-100 А), потолочный (60-100 А);
- Диаметр электрода 3 мм — нижний шов (90-140 А), вертикальный (80-100 А), потолочный (80-120 А);
- Диаметр электрода 4 мм — нижний шов (160-210 А), вертикальный (140-180 А), потолочный (140-180 А);
- Диаметр электрода 5 мм — нижний шов (170-270 А), вертикальный (160-200 А), потолочный (160-200 А);
- Диаметр электрода 6 мм — нижний шов (220-320 А), вертикальный (220-320 А), потолочный (220-320 А);
Главными производителями сварочных электродов АНО-4 являются Лосиноостровский электродный завод «ЛЭЗ», Новочеркасский завод сварочных электродов «НЗСЭ», опытный завод сварочного оборудования института электросварки им. Е.О.Патона «Патон» и «WESTER».
Еще статьи про сварку:
- Отличие электродов постоянного и переменного тока
- Чем отличаются электроды УОНИ 13/55 от 13/45, 13/65 и 13/85
- Электроды ESAB ОК 46.00 – характеристики, плюсы и минусы
Источник: https://zen.yandex.com/media/mmasvarka/elektrody-ano4-gde-ispolzuiutsia-i-ih-harakteristiki-5dc44369df9444c521779522?from=feed&rid=266020273.478.1573219311247.49014&integration=site_desktop&place=layout





