- Способы состыковки ПЭ труб
- Диффузионный
- Раструбный метод
- Сварка встык
- Сварка экструдером
- Сварка электромуфтовая
- Какой способ лучше
- Рекомендации для проведения качественной сварки
- Особенности работы с ПВД и ПНД
- Выполнение сварки ПЭ труб своими руками
- Необходимые инструменты и материалы
- Этапы работ
- Технология муфтовой (раструбной) сварки
- Соединение встык
- Контроль качества швов
- Заключение
- Сварка труб ПНД своими руками, технология и инструкции
- Подготовительный процесс перед сваркой труб ПНД
- Сварка электромуфтовая
- Принцип метода электромуфтовой сварки
- Технология сварки ПНД труб электромуфтой
- Цены на оборудование для сварки труб ПНД
- Стыковая сварка ПНД труб своими руками
- Технология стыковой сварки полиэтиленовых труб
- Видео — Стыковая сварка полиэтиленовых труб
- Электромуфтовая сварка: последовательность проведения работ
- Электромуфтовая сварка. Последовательность проведения
- Инструмент для электромуфтовой сварки
- Подготовка трубы
- Установка трубы в позиционер
- Удаление овальности трубы
- Электромуфтовая сварка. Технологический процесс:
- Параметры ввода информации со штрих-кода
- Важно!
- Электромуфтовая сварка труб большого диаметра
- Технология электромуфтовой сварки труб ПНД – преимущества метода
- Особенности стыковой сварки
- Сильные стороны применения электромуфты
- Порядок выполнения электромуфтовой сварки труб ПНД
Мы приветствуем нашего постоянного читателя и предлагаем вашему вниманию статью о том, что такое сварка полиэтиленовых труб – очень надежный метод соединения полиэтиленовых трубопроводов.
При устройстве инженерных систем в доме, подключении усадьбы к магистрали холодной воды или прокладке напорной канализации недорогие и практичные полиэтиленовые трубы просто незаменимы. Для монтажа трубопровода в земле и подвальных помещениях полиэтиленовые трубы – оптимальный вариант по соотношению цены и технологических качеств.
Полиэтилен как материал для инженерных систем недооценен, хотя достоинства ПЭ трубопроводов неоспоримы.
Полиэтиленовые изделия абсолютно безвредны для человека, материал химически инертен, прочен и одновременно пластичен, морозостоек (выдерживает замерзание с водой).
Недостатки полиэтилена – нестойкость к ультрафиолету и повышенным температурам – ограничивают его применение под открытым небом и для систем отопления и горячей воды, но для прокладки в земле полиэтиленовые коммуникации практически идеальны.
Гибкость полиэтиленовых труб позволяет прокладывать их без фитингов на поворотах, возможность укладки цельного куска от магистрали к узлу учета в доме – также большой плюс, ведь экономия финансов весьма существенна, и монтаж гораздо легче. Надежность и герметичность швов позволяют закрывать и заливать коммуникации стяжкой или фальш-стеной. Неразъемное соединение не требует обслуживания и регулярных осмотров, как разъемное соединение при помощи цанговых муфт.
Способы состыковки ПЭ труб
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.

Выделять какой-то способ сварки как диффузионный неправильно. По сути, любая сварка полиэтилена содержит в основе процесс диффузии разогретых молекул.
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой.
Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто.
Соединение получается надежным и прочным, можно сварить небольшие диаметры.

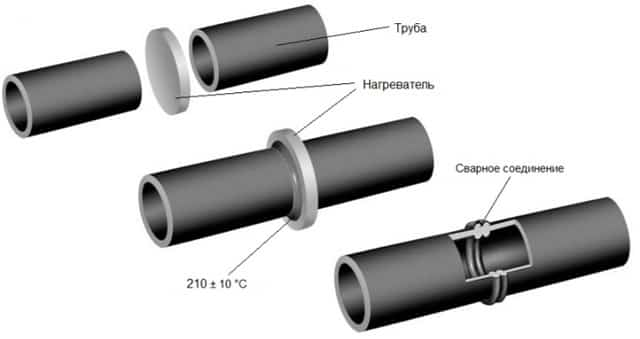
Сварка встык
Этот метод применим на трубах с толщиной стенки больше 4,5–5 мм и диаметром более 50 мм.
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют.
Между торцами труб для нагрева вводят нагреватель, трубы прижимают к нему и прогревают до размягчения торцов. Затем быстро убирают нагреватель, торцы сжимают таким образом, чтобы образовался небольшой кольцевой наплыв в месте стыка – грат.
Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.
Сварка экструдером
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер.
Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха.
Желательно на торцах снимать фаску.

Качество шва получается очень высоким. Достоинство метода в том, что можно заварить уже проложенную полиэтиленовую трубу, не демонтируя трубопровод.
Сварка электромуфтовая
Это самый надежный, удобный и универсальный метод соединения. Его можно применять даже в труднодоступных местах. Но, к сожалению, он и самый дорогой – электросварные фитинги недешевы, сварочный аппарат также стоит немало. Сварка с помощью терморезисторных муфт применяется от небольших до самых больших диаметров полиэтиленовых трубопроводов.
При терморезисторной сварке полиэтиленовые заготовки обрезаются строго перпендикулярно, тщательно зачищаются от заусенцев и пыли, вставляются в муфту, центруются с помощью специальных приспособлений. В муфте имеется нагревательный элемент. Он подключается к специальному сварочному аппарату, подается ток, элемент разогревает муфту и торцы труб, и они свариваются.

При этом виде сварки крайне важно сохранить неподвижность соединения до полного остывания.
Какой способ лучше
До выбора лучшего способа соединения необходимо определить, какой из них применим в конкретном случае в зависимости от диаметра трубопровода.
Самый надежный и универсальный способ – сварка при помощи терморезисторных муфт. Но муфты, особенно больших диаметров, дороги, дорог и сварочный аппарат (но его можно взять напрокат). Поэтому такая сварка при обустройстве частного дома не слишком распространена.
Чаще сваривают встык или при помощи муфт под пайку. Сварка встык применяется на полиэтиленовых трубах с большой толщиной стенки, в частных домах такие обычно не используют. Эструзионная сварка пока не слишком распространена, в основном из-за малой известности метода.

Рекомендации для проведения качественной сварки
Для сварки ПЭ особое значение имеют качество обработки торцов стыкуемых труб. Они должны быть тщательно очищены от стружек, заусенцев, пыли, грязи, жира. Важно также тщательное центрирование заготовок, отсутствие эллипсности, точное совпадение диаметра и толщины стенок заготовок.
Нельзя трогать соединение до полного остывания. Нельзя проводить работы под дождем, снегом, в мороз.
Особенности работы с ПВД и ПНД
Эти два вида полиэтилена немного различаются по своим техническим характеристикам и параметрам. Информация сведена в таблицу.
| Характеристика | ПВД (ПНП) | ПНД (ПВП) |
| Температура плавления, °С | 103-110 | 125-132 |
| Температура размягчения, °С | 100 | 120-125 |
| Жесткость | небольшая | большая |
| Гибкость | большая | небольшая |
| Хрупкость | маленькая | больше, чем у ПВД |
| Прочность | средняя | высокая |
При сварке следует учитывать, что для расплавления ПВД требуется более низкая температура, чем для ПНД. ПНД имеет большую прочность, чем ПВД.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. Главная проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Перед манипуляцией необходимо ровно отрезать заготовки и тщательно зачистить и обезжирить торцы.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.

Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали.
Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала.
Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.
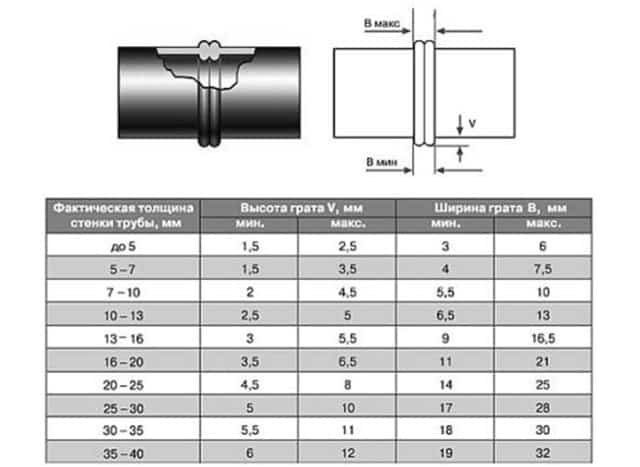
Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:
Заключение
Полиэтилен – замечательный материал для прокладки трубопроводов под землей. Научиться его монтировать и соединять различными способами несложно, эти работы вполне выполнимы своими руками.
Мы прощаемся с нашим любимым читателем и желаем ему успехов в прокладке инженерных коммуникаций к родному дому.
Подписывайтесь на нашу рассылку, получайте новую интересную информацию по вопросам ремонта, делитесь интересной информацией с друзьями в соцсетях.
(2
Источник: https://vseotrube.ru/montazh-i-remont/svarka-polietilenovyh-trub
Сварка труб ПНД своими руками, технология и инструкции
Сварка труб ПНД своими руками

Сварка труб ПНД своими руками
Полиэтиленовые (ПНД) трубы с диаметром от 20 до 1200 мм получили широкое распространение благодаря своим преимуществам и легкости монтажа. Их используют для прокладки газо- и водопроводов, внутренней, наружной, ливневой канализации. В зависимости от поставленных целей полиэтиленовые трубы могут быть напорными или безнапорными. Вторые как раз применяются для канализационных систем.
Соединять полиэтиленовые трубы можно тремя способами, один из которых является разъемным (соединение посредством фланцев и фитингов), два других же относятся к сварным неразъемным (сварка специальным оборудованием встык или с применением электромуфт). Сварное соединение наиболее прочное, швы герметичны и устойчивы к воздействию химически агрессивных сред.
Подготовительный процесс перед сваркой труб ПНД
Вне зависимости от вида сварки ПНД труб, следует провести ряд подготовительных мер перед работой. А именно:
- закупить и привезти на рабочую площадку сами трубы и крепеж (фитинги прямые, угловые, тройники и другие соединительные элементы), зажимы и редукционные вкладыши, соответствующие диаметру свариваемых труб;
- обустроить и освободить от посторонних предметов рабочую площадку, на которой будет размещено сварочное оборудование;
- механически обработать торцы ПНД труб и всех фасонных деталей.
Сварочное оборудование перед работой следует тщательно проверить на исправность и работоспособность. Порядок подготовки оборудования заключается в следующем:
- узлы сварочного аппарата осматривают визуально, заземлители и электрические провода проверяют на исправность, ножи торцевателя проверяют на степень заточки;
- далее подготавливают электрогенератор, заправляя его топливом и проводя тестовое включение;
- детали оборудования (скребок, торцеватель, нагреватель) перед работой очищают от имеющихся загрязнений и следов приставшего полиэтилена, затем обезжиривают все поверхности растворителем;
- на гидросистеме сварочного оборудования обязательно проверяют наличие масла и его уровень, проводят испытание на работоспособность подвижного зажима, после чего смазывают все трущиеся детали оборудования специальными составами;
- проводят проверку всех имеющихся контрольно-измерительных приборов.
Сварка электромуфтовая

Сварка электромуфтовая
Возможно, Вас заинтересует информация-паяльник для полипропиленовых труб своими руками
Если сравнивать электромуфтовую и стыковую сварку, то первая экономически менее выгодна, однако производить ее очень удобно в тех случаях, когда работа производится в стесненных обстоятельствах при минимальном количестве рабочего пространства. Электромуфтовую сварку часто применяют для ремонта ПНД труб (особенно для труб диаметром до 160 мм) и установки разветвления в уже имеющемся трубопроводе. Сварные швы после качественно проведенных работ выдерживают давление до 16 атмосфер.
Принцип метода электромуфтовой сварки

Аппарат для электромуфтовой сварки труб ПНД
Электромуфта представляет собой фасонную деталь из полиэтилена с вживленными в корпус муфты электрическими спиралями.
Муфты производят для труб различного диаметра и калибруют штрих-кодом, на котором обозначены условия температурного режима, продолжительность нагрева и прочая информация для работы.
Если производится прямолинейная сварка ПНД труб, то муфту используют простой формы, для монтажа прочих конструкций существуют тройники электрофузионные, седловые отводы и другие детали из полиэтилена с аналогичными электроспиралями.

Соединительные детали для монтажа полиэтиленовых труб
Принцип заключается в следующем: после подачи электрического тока на спирали муфты происходит повышение температуры близлежащего слоя полиэтилена и его плавление. После этого нагреваются торцы полиэтиленовой трубы под муфтой.
При этом труба ПНД расширяется, образуется необходимое для качественной сварки давление. После отключения электропитания труба остывает, а сварной шов с приваренной муфтой, затвердевая, образуют жесткое герметичное соединение.

Труба в разрезе после сварки электромуфтовым способом
Технология сварки ПНД труб электромуфтой
- Перед процессом сварки проводят подготовку: удаляют загрязнения с труб, зачищают их края, обезжиривают внутреннюю поверхность электромуфты.
- После этого края труб вставляют в муфту и фиксируют всю эту конструкцию в позиционере.
- Чтобы узнать параметры сварки, считывают штрих-код на фасонной детали или вручную вводят указанные значения на электрический сварочный аппарат.
- Контакты электромуфты и сварочного аппарата соединяют между собой и подают напряжение.
После окончания процесса соединения муфты и торцов труб питание отключают, а конструкцию оставляют остывать, строго соблюдая ее неподвижность. После того, как труба остынет, ее извлекают из позиционера и распечатывают протокол сварки.
Протокол сварки
Если свариваемая труба имеет большой диаметр, в технологию может быть добавлен пункт дополнительного подогрева деталей.
Цены на оборудование для сварки труб ПНД
оборудование для сварки труб ПНД
Стыковая сварка ПНД труб своими руками

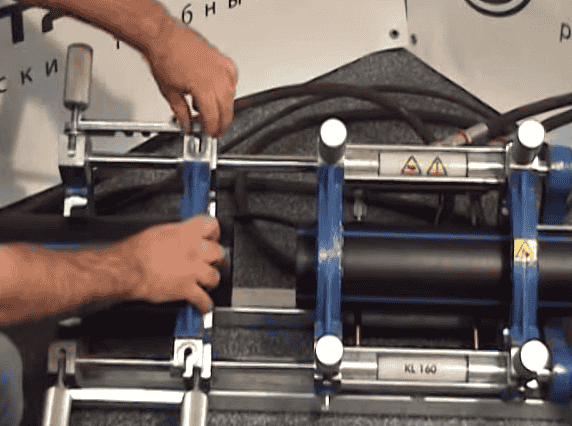
Оборудование для стыковой сварки труб ПНД
Стыковая сварка технологически более сложный процесс, нежели соединение ПНД труб электромуфтой. За работу можно браться, только имея квалификацию сварщика и соответствующий опыт работы.

Оборудование для стыковой сварки полиэтиленовых труб
При стыковой сварке образуется монолитный шов, не уступающий по техническим параметрам прочим поверхностям полиэтиленовых труб, не нарушающий гибкости конструкции. Таким способом соединяют трубы между собой, а также производят монтаж фитингов и других деталей.
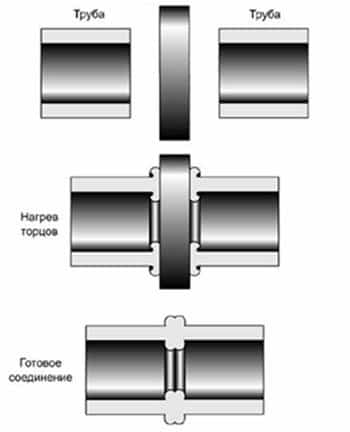
Схема стыковой сварки
Стыковая сварка применима только для соединения деталей одинаковой марки полиэтилена, диаметра, SDR с толщиной стенок более 4,5 мм и диаметром более 50 мм. Температурный режим для работы должен соответствовать диапазону от -15°С до +45°С.
Технология стыковой сварки полиэтиленовых труб
На подготовительном этапе проверяют овальность полиэтиленовых труб, сравнивают толщину их стенок, соответствие SDR свариваемых деталей. После этого с торцов ударяют сколы, неровности (можно использовать электроторцеватель, который обрежет трубы под углом 90°), очищают от загрязнений (пыли, песка, влаги и т.д.).
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см.
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см
После этого производят формирование первичного грата путем расплавления торцов труб на аппарате для сварки.
Нагревателем воздействуют на торцы ПНД труб. При этом тепло распространяется вглубь полиэтилена, начинается процесс его плавления.
После выдерживания нагревательной части сварочного аппарата на торцах труб в течение определенного времени, которое выбирается в зависимости от размера и толщины изделий, ее аккуратно удаляют, а нагретые трубы стыкуют между собой. Важно, чтобы время, затраченное на удаление сварочного аппарата и стыковку нагретых концов труб было минимальным.
На горячем полиэтилене после стыковки образуется окончательный грат. Надлежащее давление обеспечивает машинка с гидродинамическим перемещателем.
Когда полиэтилен остынет, получится равномерный герметичный шов — бурт. В случае допущения ошибок в технологическом процессе / монтаже, шов получается неоднородным или кривым. Важно не допускать сдвига стенок труб относительно друг друга более чем на 10% от толщины их стенок.
Внешний вид верно и ошибочно сваренных встык труб ПНД
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Видео — Стыковая сварка полиэтиленовых труб
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см
Труба в разрезе после сварки электромуфтовым способом
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Схема стыковой сварки
Соединительные детали для монтажа полиэтиленовых труб
Сварка электромуфтовая
Сварка труб ПНД своими руками
Протокол сварки
Оборудование для стыковой сварки труб ПНД
Оборудование для стыковой сварки полиэтиленовых труб
Внешний вид верно и ошибочно сваренных встык труб ПНД
Источник: https://kanalizaciyaseptik.ru/truby/svarka-trub-pnd-svoimi-rukami.html
Электромуфтовая сварка: последовательность проведения работ
Электромуфтовая сварка применяется для соединения труб диаметром от 20 мм и выше, независимо от толщины стенки. При этом способе сварки работы должны производиться при температуре воздуха от минус 10 до + 30 °С.
На приведенные температурные интервалы, как правило, рассчитаны стандартные технологические режимы сварки.
При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного режима.
Электромуфтовая сварка. Последовательность проведения
Производство сварочных работ заключается в подготовительных операциях и собственно сварке труб и соединительных деталей. Подготовительные операции для сварки при помощи электромуфтовой сварки включают:
- подготовку и проверку работоспособности сварочного оборудования;
- подготовку места сварки и размещение сварочного оборудования;
- выбор необходимых параметров сварки;
- удаление оксидного слоя;
- закрепление и центровку труб и деталей в зажимах позиционера;
- протирку свариваемых поверхностей электросварных фитингов и труб.
Основными параметрами при сварке труб деталями с закладными электронагревателями являются напряжение, подаваемое на спираль детали (Uп), и временные параметры (tсв и tохл).
Значения технологических параметров зависят от вида, сортамента и изготовителя электросварных фитингов и внесены в паспорт, сопровождающий деталь, выбиты на корпусе детали или записаны в виде штрих-кода на этикетке, приклеенной к ее наружной поверхности.
Перед сборкой и сваркой концы труб и при соедниительные части соединительных деталей тщательно очищают и протирают внутри и снаружи от всех загрязнений.
Очистку производят сухими или увлажненными полотенцами (ветошью) с дальнейшей протиркой насухо.
Если концы труб или деталей окажутся загрязненными смазкой, маслом или какими-либо другими жирами, их обезжиривают с помощью спирта, уайт-спирита, ацетона.
Детали с закладными электронагревателями извлекают из упаковки таким образом, чтобы пыль и грязь с упаковки не попала внутрь детали. Концы труб, подготавливаемых под сварку электросварных фитингов, проверяют, чтобы они были обрезаны ровно. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой.
Инструмент для электромуфтовой сварки
- электросварные фитинги;
- позиционер для закрепления труб;
- ручной или механический скребок для снятия аксидного слоя;
- труборез;
- обезжиривающие салфетки;
- ветош или сухая тряпка;
- маркер или восковой карандаш

Инструмент для электромуфтовой сварки
Подготовка трубы
Концы труб, деформированные или имеющие глубокие (более 4-5 мм) забоины, обрезают. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой и произойдет вытекание расплава внутрь трубы.
Правильный край трубы
Неправильный край трубы
После отрезки концов труб производится их механическая обработка (зачистка) при помощи зачистных оправок или скребков на длину, зависящую от глубины посадки детали с целью удаления наружного слоя с загрязнениями и окисной пленки. Толщина снимаемого слоя зависит от допуска по диаметру трубы и не должна приводить к появлению недопустимых зазоров между трубой и деталью. Как правило, снимается стружка на глубину 0,1 – 0,2 мм.

Снятие аксидного слоя
Сами детали с закладными нагревателями механической обработке не подвергаются из-за возможности повредить спираль. Неполное удаление оксидного слоя может привести к неоднородному и негерметичному сварному соединению. Для облегчения одевания муфты на трубу после удаления оксидного слоя требуется снять фаску на внешнем ребре трубы.
Отличие резьбы метрической от трубной и их параметры
Для седловых отводов зачищается место на трубе, где они будут установлены.
Установка трубы в позиционер
Свариваемые трубы и детали должны быть соосны, без перекосов во избежание непровара. Закрепление труб в позиционере является необходимой операцией.
Он позволяет сцентрировать и устранить овальность свариваемых труб, помешать любому движению соединения во время сварки и остывания, предотвратить провисание трубы, защитить соединение от случайных ударов, соблюсти необходимую соосность свариваемых труб и детали в процессе сварки.
Установка труб с перекосом является одной из причин некачественной сварки. Электромуфтовая сварка труб с чрезмерным скосом может привести к смещению и замыканию витков спирали , вытеканию расплава из зоны сварки и пр.
Закрепление труб в позиционер
При сварке труб большого диаметра так же необходимо обеспечить ненапряженное положение сопрягаемых деталей, т.е. концы труб, входящие в муфту не должны находиться под воздействием изгибающих напряжений и под действием усилий от собственного веса. При необходимости применять подставки, упоры или подходящие удерживающие приспособления.
Следует соблюдать не напряженную фиксацию сварных соединений до истечения времени остывания стыка. Напряженное положение вставленных в муфту концов труб может привести к некачественному соединению.
Центрация труб при сварке электросварных фитингов производится до величины, позволяющей без чрезмерного усилия надеть муфту на конец трубы.
Монтаж может осуществляться посредством равномерных по периметру торцевой части ударов пластиковым молотком.
Если надвижение муфты на трубу происходит с чрезмерным усилием, то смещение, замыкание или обрыв витков спирали с большой вероятностью может иметь место.
Недостаточное введение трубы в муфту является одной из причин некачественной сварки. Полноту введения трубы в муфту контролируется по отметке заранее сделанной маркером на поверхности трубы.
Удаление овальности трубы
На качество сварки труб оказывает влияние и их овальность, которая может появиться от длительного хранения труб в штабелях или при их поставке в бухтах. Максимально допустимый просвет между трубой и муфтой по всему диаметру не должен превышать 3 мм.
Если из-за овальности трубы зазор между отцентрованной трубой и муфтой составляет более 3мм (разница в диаметрах – 6мм), то таким трубам в пределах зоны сварки необходимо придать круглую форму. Калибровка (устранение овальности) концов труб осуществляется сжатием труб в зажимах центратора или позиционера.
Если используемые позиционеры не могут обеспечить выправление концов труб за счет их обжатия, используются специальные скругляющие (калибрующие) зажимы, устанавливаемые на расстоянии 15 – 30 мм от торцов деталей или меток на трубе. Для предварительного выправления труб особенно эффективны ручные гидравлические выравнивающие машины.

Механическая накладка для удаления овальности
Непосредственно перед сваркой (предварительным прогревом и сваркой) труб и деталей подвергают протирке свариваемые наружные поверхности труб и внутренние поверхности деталей растворителями (спиртом или ацетоном) с целью удаления жировых пятен и поверхностных загрязнений, появившихся за период их крепления.
Для обезжиривания используют бесцветные одноразовые впитывающие и не ворсистые бумажные салфетки. Обезжиривающая жидкость перед началом сварки должна полностью испариться.

Обезжиривание трубы

Обезжиривание фитинга
Электромуфтовая сварка. Технологический процесс:
- обработанные концы труб вводят внутрь соединительной детали до упора(для седловых отводов – одевают отвод на трубу);
- закрепляют трубы вместе с соединительной деталью в специальном центрирующем и фиксирующем приспособлении (позиционере);
- подсоединяют аппарат к электрической сети или автономному электрогенератору, обеспечивающему необходимое напряжение и мощность;
- присоединяют сварочный кабель к выводам закладного нагревателя детали;
- вводят в память аппарата требуемый режим сварки (предпрогрева) и контролируют по его дисплею заданное напряжение и время;
- запускают процесс сварки (предпрогрева) нажатием кнопки «пуск» (после запуска цикла весь необходимый технологический процесс проходит в автоматическом режиме);
- контролируют визуально прохождение процесса сварки (по дисплею аппарата) и образование сварного соединения (по выдвижению индикаторов сварки);
- после окончания сварки и естественного остывания полученного соединения извлекают трубы из зажимов позиционера и проставляют на сварном соединении его порядковый номер краской или маркерным карандашом.
Классификация газопроводов: по виду газа и давлению
Аналогичным способом сварное соединение маркируют, проставляя на нем номер клейма сварщика. Параметры режимов сварки вводят в память сварочного аппарата в соответствии с принятыми для используемого типа детали принципами и возможностями самого сварочного аппарата (штриховой код, система обратной связи или ручной ввод).
Параметры ввода информации со штрих-кода
Основным способом ввода информации является штриховой код, информация с которого с помощью фотооптического карандаша вводится в систему управления сварочного аппарата.
Считывание производят с главного штрихового кода, расположенного в верхней части этикетки-наклейки.
После считывания штрих-кода данные электросварного фитинга должны соответствовать данным, появившимся на дисплее аппарата.
Штрих-код, расположенный на фитинге
Штриховой код, находящийся под главным штрих-кодом, содержит данные для обратного отслеживания изделий и при сварке изделий не используется. Штрих-код сварки нанесен на этикетке белого цвета, штрих-код предпрогрева (для муфт, имеющих этот режим) на этикетке желтого цвета.
В случае ввода параметров сварки вручную необходимо пользоваться прилагаемой к деталям с ЗН информационной карточкой, содержащей информацию о величине корректировки времени сварки в зависимости от окружающей температуры.
Информация о процессе сварки регистрируется в памяти аппарата. Распечатка протокола сварки может производиться как по окончании сварки каждого стыка, так и через определенные промежутки времени, в зависимости от объема памяти аппарата. Нагружать сваренный трубопровод внутренним давлением можно через 10 – 30 мин после охлаждения соединения.
Муфты с закладными нагревателями могут предусматривать возможность повторной сварки. Повторная Электромуфтовая сварка производится в том случае, когда есть сомнения в качестве полученного соединения.
Важно!
К производству работ по сварке и контролю за ее проведением допускаются аттестованные сварщики и специалисты сварочного производства, прошедшие специальную подготовку и аттестацию с проверкой теоретических и практических навыков и имеющие удостоверение установленной формы.
Желательно, чтобы срок действия их квалификационных удостоверений перекрывал планируемый срок выполнения работ. Сведения о сварщиках и выполняемых ими работах должны ежедневно фиксироваться в журнале сварочных работ. Журнал сварочных работ является основным первичным производственным документом, отражающим технологическую последовательность, сроки, качество выполнения сварочных работ.
Электромуфтовая сварка, перед началом работ принимаются необходимые меры по защите людей от поражения электрическим током (защитное заземление, разделительные трансформаторы и другие мероприятия, предусмотренные Правилами устройства электроустановок).
В случае проведения сварочных работ в темное время суток организуется местное освещение. Потребность в защитных палатках, защищающих место сварки от влаги и ветра, определяется в зависимости от климатических условий (во время дождя, снегопада, тумана и при ветре свыше 10 м/с).
Автономный источник электроснабжения располагают на расстоянии в несколько метров с подветренной стороны.
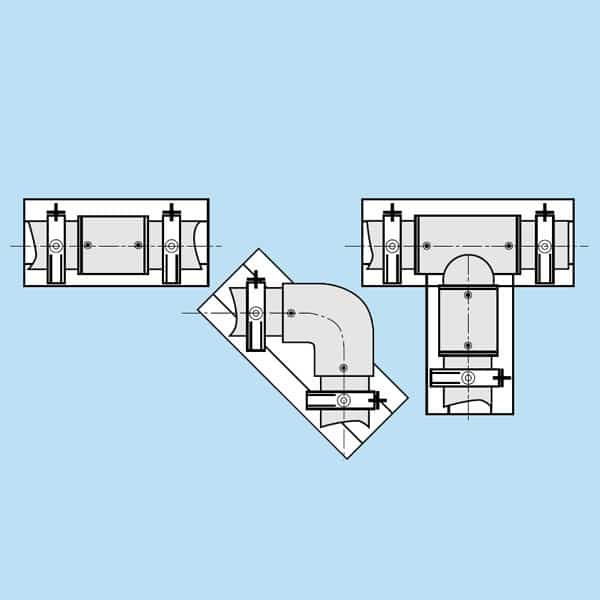
Электромуфтовая сварка труб большого диаметра
Источник: https://montagtrub.ru/elektromuftovaya-svarka/
Технология электромуфтовой сварки труб ПНД – преимущества метода
Содержание:
При обустройстве пластиковых трубопроводов очень важно обеспечить надежность соединения его составных элементов. Трубы из полиэтилена могут стыковаться двумя способами – сваркой или при помощи электромуфты; что касается механического способа, то он не в состоянии обеспечить должные показатели надежности и герметичности.

Особенности стыковой сварки
Сваривание полиэтиленовых труб встык – это простое нагревание торцов пластикового трубопровода. За цель ставится сообщение всем свариваемым частям состояния вязкости и текучести, в определенных пределах. После этого происходит соединение концов полиэтиленовых изделий под давлением.
Чтобы эта работа была проведена качественно, важно надежно зафиксировать изделие. По ходу соединения любые сдвигания или другого рода смена положения труб недопустима. Тот же самый режим должен сопровождать и процедуру остывания сваренных заготовок.
Для данной технология характерна простота, однако применять ее можно далеко не всегда. Стыковая сварка возможна лишь в тех случаях, когда соединяемые трубы имеют идентичный диаметр и изготовлены с аналогичной марки полиэтилена. Категорически запрещается сваривание пластиковых изделий, имеющих различные характеристики.

Сварка труб ПНД встык может быть реализована при следующих условиях:
- Трубы должны иметь толщину стенок не менее 4,5 мм.
- Температурный диапазон проведения сварки – от -15 до +45 градусов.
- Данный способ соединения характеризуется незначительным уровнем энергопотребления.
- Сваривание полиэтиленовых труб не предусматривает наличие сложных приспособлений.
- Реализация метода возможно только при наличии возможности надежно фиксировать концы сваренных труб.
Сложные, труднодоступные участки не подходят для стыковой сварки: в таком случае приходится использовать электромуфтовую сварку труб ПНД. Подобным образом выполняется и врезка в ПНД трубу, но там есть свои нюансы.
Сильные стороны применения электромуфты
Обычно электромуфты применяются в тех случаях, когда сваривать полиэтиленовые трубы встык не удобно или не практично. Чаще всего это бывает в канализационных колодцах, узких и неудобных каналах, монтажных шурфах в основании и стенах домов. Строго говоря, электромуфты приходят на выручку в тех случаях, когда стыковую сварку использовать невозможно.
Еще одно достоинство данного способа стыковки полиэтиленовых труб является его удобство в случае аварии или повреждения трубопровода. Как правило, такие ситуации требуют очень быстрого устранения возникших неполадок. Сварка ПНД труб электромуфтами характеризуется значительной простотой реализации – какие-то особые знания в этом случае не понадобятся.

Легкость установки приспособления обеспечивается наличием на нем специальных отверстий.
Для определение оптимального для стыковки температурного режима на современных сварочных аппаратах предусмотрена функция считывания требуемой информации напрямую с штрих-кода, которым оснащаются электромуфты.
Процедура соединения реализуется самыми простыми инструментами – устройством для зачистки торцов трубы, электромуфтой и сварочным аппаратом.
Порядок выполнения электромуфтовой сварки труб ПНД
Технология сварки полиэтиленовых труб муфтами электрического типа:
- В процессе реализации подготовительных мероприятий потребуется зачистить поверхности стыкуемых заготовок. С них убирают оксидный слой и грязь. Для этого можно использовать нож, скребок или специальное механизированное приспособление. Его стоимость довольно значительна, однако, когда требуется соединить трубы большого диаметра, одним ножом управиться достаточно проблематично.
- Одевают муфту при помощи специального позиционера, который гарантирует правильность положения всех соединяемых частей. Для сглаживания некоторой овальности изделия применяют специальную округляющую накладку.
- Процедура обезжиривания является обязательной для всех свариваемых поверхностей. Это касается как внутренних, так и наружных полостей трубы.
- В случае дождя или снега на улице нужно переместить все составные части, трубы и муфты под навес, после чего продолжить сварочные работы уже в укрытии. Это правило является обязательным к исполнению: в противном случае, достичь надежного соединения вряд ли удастся.
- По окончанию подготовительных мероприятий начинают сварку полиэтиленовых труб. Электромуфту следует поместить на конец одной заготовки: для совмещения торцов трубы и муфты применяется обычный молоток. Далее конец второй трубы оснащается пометкой, до ее половины. При совмещении торцов соединяемых труб соблюдают соосность. Муфту же следует надеть до нанесенной пометки. Для зажимания проводов сварочного аппарата на муфте имеются клеммы. Сам процесс сваривания реализуется автоматически. На современных сварочных аппаратах для сваривания труб из пластика предусмотрена специальная функция настройки температурного режима работы через считывание штрих-кода, содержащегося на этикетке электрической муфты.
- Для простоты определения того, что процедура сварки завершена, электромуфту оснащают серией одинаковых отверстий. Когда из них начинает вытекать полиэтилен, это свидетельствует о готовности соединения. После этого нужно обязательно вытащить провода сварочного аппарата из клемм муфты.
- Завершающим этапом стыковки полиэтиленовых труб является полное остывание готового участка. Пока это происходит, очень важно не прикасаться к нему и не смещать трубы, иначе вся процедура пойдет насмарку. В тех случаях, когда по неосторожности смещение все-же произошло, потребуется обрезать сваренные заготовки на расстояние 10-20 мм от расплавленных концов, и провести всю процедуры сначала.

Благодаря простоте реализации этого метода для стыковки полиэтиленовых трубопроводов ПВД, соединение электромуфтой и сваркой приобрело значительную популярность. Его берут на вооружение не только домашние мастера, но и профессиональные сантехники.
Для соединений данного типа характерен высокий уровень прочности и надежности – протечки и другие дефекты по месту стыковки обычно не возникают.
Смонтированный подобным образом полиэтиленовый трубопровод способен эффективно использоваться почти сто лет.
Однако, чтобы достичь такого результата, в процессе работы необходимо неукоснительно соблюдать все рекомендации для обеспечения качественного соединения.
Источник: https://trubaspec.com/soedinenie-trub/tekhnologiya-elektromuftovoy-svarki-trub-pnd-preimushchestva-metoda.html





