- Из-за чего чаще всего прожигается металл
- Решаем проблемы с прожогами
- Почему при сварке прожигается металл
- Какие возникают проблемы при сварке тонкостенных изделий
- Как решить проблему с прожиганием металла при сварке
- Почему при сварке прожигается металл и что делать
- Все дело в сварочном токе
- Пару слов о полярности
- Электроды — немаловажная часть сварки
- Ещё из личного опыта…
- Как не прожигать металл 2-3 мм при сварке инвертором
- Как не прожигать металл 2-3 мм при сварке
- Начальные советы по сварке тонкого металла
- Проблемы при сварке электродами
- Неправильная настройка инвертора
- Неправильный поджиг
- Неподготовленная поверхность
- Отсыревание
- Отсутствие прокалки
- Плохое качество
- В заключение
- Возможно, вас заинтересует
- Сварка прожигает металл: что делать?
- Выбор режима и электродов для сварки
- Сварка тонкого металла. Как не прожечь

Если при сварке прожигается металл
Варить тонкий металл можно только набив руку и имея маломальский опыт в сварке. Гораздо проще сваривать заготовки толщиной 4-6 мм, но и здесь возникают свои проблемы в виде непроваров и т. д.
Из этой статьи вы узнаете, как варить тонкостенный металл, таким образом, чтобы его не прожигать. Статья носит рекомендательный характер. Для подробного изучения данного материала рекомендуется почитать про настройки сварочного инвертора и подбор тока.
Из-за чего чаще всего прожигается металл
Тонким металл для сварщика можно считать такой металл, толщина которого едва достигает двух миллиметров. Чаще всего это один или полтора миллиметра. Так вот, варить такой металл электродами достаточно проблематично, в виду постоянно образующихся прожогов.

Чаще всего эти прожоги связаны вот с чем:
- Неправильно выставлен сварочный ток;
- Используются слишком толстые электроды;
- Сварщик варит на длинной дуге, вместо того, чтобы использовать короткую дугу;
- Осуществляется сварка сплошным швом, что помимо прожогов приводит к возникновению и других проблем, таких как деформация металла в результате больших температур;
- Грязный и неочищенный металл;
- Неудобная сварочная маска;
- Отсутствие какого-либо опыта у сварщика.

Итак, чтобы определиться с каждой из вышеперечисленных проблем, нужно внимательно рассмотреть каждую.
Решаем проблемы с прожогами
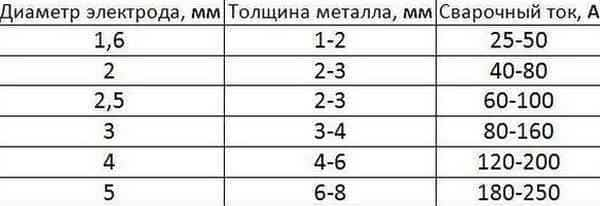
Если на сварочном аппарате будет выставлен ток гораздо больше, чем это нужно, то тонкий металл будет всё время в прожогах. Силу тока следует подбирать не только исходя от диаметра используемых электродов и того, что рекомендовал их производитель, но и от толщины заготовки.
В первую очередь определяем, какой толщины заготовки будем варить. Затем подбираем подходящие электроды по диаметру для этих целей, и только после этого настраиваем нужные параметры сварочного аппарата в плане силы тока. Для упрощения всех необходимых расчетов в статье представлена соответствующая таблица.
Варить тонкий металл следует короткой дугой. Это значит, что расстояния от кончика электрода до поверхности металла не должно превышать 3 мм. При возникновении слишком длинной дуги, тонкий металл сразу же будет прожигаться. Отводить электрод от металла рекомендуется быстро, не задерживая его подолгу над поверхностью, чтобы не образовался прожог.

Следующее правило заключается в том, что нельзя варить слишком тонкий металл сразу же сплошным швом. Это приведёт не только к появлению прожогов, но и к возникновению серьезных деформаций, в результате чего заготовку придётся выравнивать.
Сначала необходимо сделать прихватки в нескольких местах, поставив капли металла. Только после этого и обязательно короткими швами можно будет варить. Внимательно перед сваркой осматриваем заготовку на предмет ржавчины и краски. Жирные пятна битума или лакокрасочных материалов на поверхности металла, также могут стать причиной появления прожогов.

Ну и последнее, это удобство, а главное безопасность в работе. Не скупитесь на покупку хорошей маски хамелеон, в которой будет всё видно. Часто сварщики не могут варить тонкий металл по причине того, что используется плохая маска, через которую абсолютно ничего не видно.
Почему при сварке прожигается металл
 Почему при сварке прожигается металл и что с этим делать
Почему при сварке прожигается металл и что с этим делать
Очень часто проблемы сварки связанны с прожиганием металла. Вроде бы и электрод используешь правильный и настройки аппарата подрегулировал, как надо, а в металле все равно образуется дыра.
Научиться варить тонкий металл непросто. Здесь важно понимание процессов, а также правильный подбор настроек сварочного аппарата и выбор качественных расходных материалов. Из тонкой стали выполнено огромное количество конструкций, начиная от кузовов автомобилей и заканчивая емкостей небольших размеров.
И если вам часто приходится сталкиваться со сваркой тонкого металла, но у вас ничего не получается, то обратитесь к данной статье. Возможно, советы, приведённые ниже, помогут вам решить проблему прожигания металла.
Какие возникают проблемы при сварке тонкостенных изделий
Чаще всего, при сварке тонкостенных изделий возникают проблемы такого рода:
- В изделии образуется дыра, заварить которую впоследствии становится проблематично;
- Тонкостенное изделие деформируется под воздействием высокой температуры. Если это кусок тонкой стали, то её гнёт и коробит.
- Происходит прилипание электрода к металлу.
Прожигание металла при сварке, это ряд ошибок допущенных сварщиком. Избыток сварочного тока или неправильно подобранный диаметр электрода приведёт к тому, что в тонкостенном изделии появиться отверстие.

Прилипает же электрод к металлу в нескольких случаях, когда он сырой, мало сварочного тока или же свариваемое изделие имеет большое количество ржавчины. Следует хорошо почистить металл перед сваркой, а также убедиться в том, что электроды полностью сухие, без испорченной обмазки.

Или же происходит наоборот, когда начинающий сварщик боится прожечь тонкий металл, и слишком далеко от поверхности держит электрод. В таком случае появляется непровар сварочного шва, а расплавленный металл от электрода попросту растекается по поверхности металла.
Как решить проблему с прожиганием металла при сварке
Для сварки тонкостенных изделий лучше всего воспользоваться инвертором для сварки. Здесь и плавная регулировка тока, и режим обратной полярности, который позволит не прожигать тонкий металл. Что даёт прямая и обратная полярность инвертора, читайте, кликнув выделенную ссылку.

Во-вторых, не используйте для сварки толстые электроды, диаметр которых составляет более 3 мм. Для толстых электродов нужен приличный сварочный ток, а если его сделать меньше, чтобы не прожечь металл, то электрод будет все время прилипать к поверхности и нормально сварить деталь не получится.
В-третьих, правильно подготовьте свариваемые заготовки. Если на их поверхности или в местах соединения присутствует грязь, ржавчина, следы краски, то обязательно от них избавьтесь. Любые загрязнения мешают загораться сварочной дуге, что в итоге приводит к многочисленным дефектам сварки.

Также, давайте изделию время, чтобы остыть, а иначе его сильно деформирует под воздействием большой температуры. Не старайтесь сварить все и сразу за один проход.
Чтобы не прожечь металл, придётся приноровиться и постараться водить электродом как можно быстрей, но при этом, максимально близко к металлу.
Большой отрыв электрода от поверхности приведёт к увеличению дуги, которая моментально прожжёт тонкий металл.
Почему при сварке прожигается металл и что делать
Почему при сварке прожигается металл и что делать
Я живу в своём доме, часто что-то строю и мастерю, поэтому решил досконально освоить сварочное мастерство. Начитавшись книг и насмотревшись видеороликов, мне стало более менее ясно. Однако после покупки инвертора, я понял, что абсолютно ничего не знал о сварке.
Поначалу я учился варить на куске толстого уголка, сварочный шов получался достаточно аккуратный, не высокий, и с ровными наплывами. Все пошло наперекосяк, когда пришлось варить двери из тонкого металла. Как только я начинал варить, в металле тут же образовывалась дыра. Ставил ток меньше, электрод сильно прилипал к металлу, так, что выдёргивался с электрододержателя.
В общем, намучился я тогда со сваркой дверей. Теперь наступил разбор полётов, и я хочу поделиться с новичками опытом, что делать в данном случае.
Все дело в сварочном токе
Начну, пожалуй, со сварочного тока. Поскольку на тот момент я использовал для сварки металлических дверей электрод тройку, то по своему незнанию, выставил на сварочном аппарате ток в 135 А.
Это большой ток для электродов 3 мм, поэтому скорее происходила не сварка тонкого металла, а его резка. Как уже понял потом, оптимальным значением тока для моего сварочного аппарата, было 100 Ампер.
Пару слов о полярности
Второй момент, на который я хотел бы обратить внимание, это полярность. Я рекомендую использовать для сварки тонких металлов — инвертор, поскольку он меньше прожигает металл, и на нем можно выставить обратную полярность. В данном случае минус идёт на металл, а к плюсу подключается электрододержатель (стандартное подключение).

Таким образом, самая большая температура приходится не на металл, а на кончик электрода, что даёт возможность не прожечь тонкую заготовку. Так же, как я понял в дальнейшем, большую роль в сварочном деле играют электроды. Если они качественные, то шансов прожечь тонкий металл становится гораздо меньше.
Электроды — немаловажная часть сварки
После долгих экспериментов, я остановился на электродах ОК-46. Их стоимость несколько больше, чем на другие, аналогичные электроды, но зато и плюсов у них, также достаточно. Электрода ОК-46 абсолютно не прилипают к металлу, они отлично зажигаются, и хорошо держат сварочную дугу. В общем, друзья, экспериментируйте.
Кроме всего вышесказанного, хочу поделиться ещё одним опытом, который связан с прокаливанием электродов. Электроды, если ими долго не пользовались, отсыревают со временем, поэтому они могут сильно прилипать к металлу и плохо зажигаться.

Поскольку у меня нет прокалочной печи, то я использую для просушки электродов обычную кухонную духовку. Закидываю в неё электроды и выставляю таймер на 1,5- 2 часа. Температура прокалки указывается на пачке с электродами, и она может быть разной для каких-то конкретных марок. Если температура неизвестна, то можно выставить градусов 100-150, но не больше, иначе электроды испортятся.
Главное чтобы духовка была не пищевая, так как в противном случае (проверенно на личном опыте), дальнейшее приготовление еды в ней будет затруднительно. Пироги получаются с неприятным привкусом.
Ещё из личного опыта…
Чтобы сварка не прожигала металл, нужно поэкспериментировать не только с силой тока, диаметром и качеством электродов, но и с техникой сварки. Если металл прожигается, то попробуйте увеличить скорость движения электродом. Ведите электрод чуть быстрее, и тогда металл не успеет прогореть.

Обязательно потренируйтесь сначала на ненужном куске металла, а уж затем приступайте к сварке ответственных изделий — дверей, ворот и калиток. Также, нужно давать металлу время остыть. Я когда варю тонкие двери, всегда собираю всю сначала на прихватках, так листовой металл не коробит и не ведёт в стороны.
Кроме того, чтобы не прожечь металл, обязательно нужно делать зазор между электродом и свариваемой заготовкой, как можно меньше. Длинная дуга прожигает тонкий металл, поэтому нужно всегда держать короткую дугу, используя сварку с «опиранием» электрода.
Как не прожигать металл 2-3 мм при сварке инвертором
Как не прожигать металл сварке инвертором
Варить тонкий металл нужно на маленьком токе, давая изделию время на то, чтобы остыть. При этом сварка на малых токах требует особой сноровки и выдержки минимально короткой дуги. Чтобы металл не деформировался в процессе сварки, важно сначала соединить его прихватками, на небольшом расстоянии (10-15 см) друг от друга.
Если сварка осуществляется посредством инвертора, то необходимо использовать обратную полярность. При обратной полярности температура распределяется таким образом, что большая её часть образуется на кончике электрода. Чтобы использовать обратную полярность, достаточно электрододержатель подключить к плюсу аппарата, а держатель массы к его минусу.
Как не прожигать металл 2-3 мм при сварке
Сварка тонкого металла электродом требует определённого навыка. Здесь, как и с трубами, не каждый сварщик может варить тонкий металл. Для новичков же и вовсе, сварка тонколистового металла, задача не по силам.

Здесь и частое прилипание электрода, ввиду использования небольших токов, и его прожиг, и деформация заготовок. Возникают ошибки и при выборе расходных материалов. Учитывая то, что металл 3 мм и менее, варить его электродом тройкой нельзя, лучше всего будет выбрать электроды меньшего диаметра.
Кроме того, в процессе сварки, заготовку необходимо все время охлаждать. Обязательно следует усвоить и определённые правила по технике ведения электрода из стороны в сторону, знать угол наклона и соблюдать скорость. Именно от скорости ведения электрода и длины сварочной дуги будет зависеть, прожжётся металл или нет.

Чем длинней сварочная дуга, тем больше вероятности того, что на тонком металле будет образованна дыра, то есть, прожог.
Начальные советы по сварке тонкого металла
Собираясь варить тонкий металл, обязательно возьмите на вооружение следующие советы строительного журнала samastroyka.ru:
- Используйте обратную полярность инвертора, таким образом, тонкий металл не будет прожигаться при сварке. Для этого подсоедините к плюсу аппарата держатель электрода, а к минусу — массу.

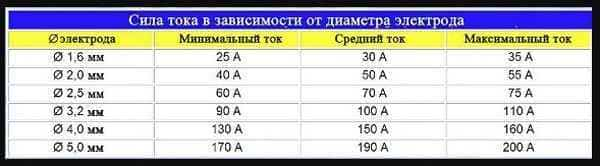
- Не пользуйтесь слишком толстыми электродами. Максимальный диаметр электрода при сварке тонкого металла должен быть 2 мм. При этом правильно подберите значения сварочного тока. Для электродов 2 мм, сварочный ток должен быть в пределах 60-80 ампер.
- Не задерживайте электрод подолгу в одном и том же месте. Быстро ведите электродом, совершая им круговые движения из стороны в сторону, так, чтобы смешивать металлы. Угол наклона электрода к поверхности свариваемой заготовки должен быть в пределах 40-60 градусов.
- Давайте заготовке время на то, чтобы остыть, так металл не поведёт. Если для сварки используется тонколистовая сталь, то сначала лучше всего соединить изделия точечными прихватками, которые ставятся на расстоянии 10-15 см, друг от друга. Только после этого накладывайте основной шов.
- Используйте только качественные электроды для сварки тонкого металла.

Хорошо сварить металлоконструкцию — задача не из легких. Тем более, если речь идёт о тонком металле, где очень важен опыт, сноровка и знания. Надеемся, что и в том, и в другом, вам поможет данная информация, которую вы почерпнули из этой статьи строительного журнала.
Проблемы при сварке электродами
Самая распространенная проблема, с которой многие сталкиваются при сварке, – залипание электрода. Его металл накрепко прилипает к поверхности, его нельзя удалить. Это делает невозможным проведение работ, может привести к перегрузке электросети с далеко идущими последствиями. Причин, почему прилипает электрод при сварке, несколько. Рассмотрим их подробнее.
Неправильная настройка инвертора

А ведь именно инвертор – в сравнении с трансформатором – позволяет детально отрегулировать и контролировать все сварочные параметры. Не самая банальная причина того, почему горят электроды при сварке, но весьма распространенная.
Неправильный поджиг
Другая причина залипания – неумение правильно поджигать электродугу. Опытные сварщики совершают поджиг постукиванием электрода о поверхность или «чирканьем». При этом контакт стержня с деталью должен быть очень коротким. Если кончик электрода задержать на поверхности, его металл быстро разогревается и припаивается.
В качестве более надежного способа специалисты рекомендуют «чирканье»: прикосновение расходника к детали производится наподобие того, как чиркают спичкой о спичечный коробок. Но этот способ может не подойти при сварке в труднодоступных и узких местах.
Не нужно забывать о правильной длине дуги – в зависимости от типа и марки изделия она может быть совершенно разной, о чем в технических характеристиках сообщают производители.
Неподготовленная поверхность

В процессе сварки окислы и грязь становятся барьером между поверхностью детали и электродом. Контакт плохой, дуга тут же гаснет. Требуется второй, третий, четвертый поджиг. Результат – конец снова залип. Поэтому поверхность детали перед работами необходимо зачистить, если этого требуют рекомендации производителя.
Отсыревание
Это еще одна причина того, почему электроды не варят. Сварщики, да и не только они, знают, что у этой продукции нет срока годности.
Если материалы находятся в упаковке, хранятся в сухом теплом месте, они послужат и через 10, и через 20 лет – конечно, при условии, что они качественные.
Но если изделия находятся в помещении с высокой влажностью и без герметичной упаковки, отсыревание и последующее залипание при сварке неминуемо. Дело в обмазке.
Обмазка, как губка, впитывает влагу и таким образом ухудшает сварочные свойства электрода. Поэтому даже если стержни пролежали без упаковки 8 часов, обязательно просушите (прокалите) их.
Для хранения электродов после вскрытия упаковки, подойдет термопенал или пенал-термос. В первом прогрев можно производить от трансформатора или от сети 220В. Во втором изделия предварительно нагреваются и очень долго остывают, сохраняя нужную температуру.
Отсутствие прокалки
Электродная продукция перед выполнением работ требует предварительного прокаливания – об этом производители предупреждают и на своих сайтах, и на упаковке, указывая режимы термообработки-сушки на каждую марку и единицу продукции. В противном случае залипания металла при сварке часто не избежать.
Нельзя выполнять прокаливание в пламенной печи, так как невозможно точно настроить температуру. Не рекомендуется делать это и в газовой (с прямым нагревом) – в газе содержится некоторая доля влаги, которую впитывает обмазка, в результате ее качество снижается.

Плохое качество
Пожалуй, это ключевая проблема. Рынок электродной продукции огромен, конкуренция высокая. У какого-то производителя оно безупречно, у кого-то в чем-то похуже. Но все это – официальные производители, известные бренды.
Конкуренцию им составляют кустари из мастерских или мелких, слабо оснащенных производств. Здесь часто нарушаются технологии изготовления и нанесения обмазки, однако и такие изделия находят своего клиента.
Но, как говорится, «скупой платит дважды».
В заключение
Чтобы электрод правильно «работал», соблюдайте требования и рекомендации, указанные производителем. Выбирайте продукцию только известных и проверенных предприятий.
Так, Магнитогорский электродный завод (МЭЗ) производит электроды разнообразного назначения, которые используются при сварке в различных условиях.
Качество отмечено сертификатами государственных органов, на всю продукцию предоставляется гарантия.
В нашем каталоге представлен широкий ассортимент продукции, вы можете сделать заказ онлайн или позвонить по телефону: 8 (800) 511-01-09.
Возможно, вас заинтересует
Сварка прожигает металл: что делать?
Сварка прожигает металл: что делать, как варить инвертором?Сварка прожигает металл: что делать, как варить инвертором?
Чтобы сварка не прожигала металл, нужно иметь хотя бы небольшой опыт сварщика и знания, какой ток выставить на инверторе и какими электродами лучше всего варить тонкий металл. Именно со сваркой тонкого металла, чаще всего и возникает данная проблема, когда электрод отводится от поверхности вверх, возникает длинная дуга, напрочь прожигающая дыру в металле.
Именно по этой причине для сварки тонкостенных труб необходимо выдерживать дугу как можно короче, чтобы не прожечь металл. Также, толщина металла не должна быть меньше диаметра электрода, поскольку прожечь металл толстыми электродами намного проще. О том, что делать, если сварка прожигает металл, и как этого избежать, будет рассказано ниже.
Существует несколько основных правил при настройке и регулировке инвертора, которые помогут не прожечь металл при сварке:
- Во-первых, варить тонкий металл лучше именно инвертором на постоянном токе, подключив держатель электрода к плюсовой клемме аппарата, а массу к свариваемой заготовке. Таким образом, большая температура будет приходиться на электрод, а не на тонкостенный металл.
- Во-вторых, чтобы не прожечь металл при сварке инвертором нужно варить только на малых токах, от 30 до 50 А.
- В-третьих, толщина свариваемого металла должна быть не тоньше электрода для сварки. Варить тонкий металл лучше электродами 1,6-2 мм. Как раз, сварочный ток в 30-50 А и соответствует данным параметрам.
- В-четвертых, чтобы не прожечь тонкий металл, варить его нужно сначала не сплошным швом, а прихватками, делая как можно меньше зазор между свариваемыми элементами.
- В-пятых, варить металл толщиной в 0,5 мм, электросваркой очень и очень сложно, лучше всего для этих целей использовать сварку в защитной среде.
Существует и ещё один способ сварки тонкого металла, чтобы его не прожечь. Связан он с использованием дополнительного электрода, который будет применяться в качестве присадочного материала. Просто берете электрод и используете его для расплавления основным электродом, при этом, делая больший упор именно на него, а не на тонкий металл.
В таком случае получиться заварить тонкостенные изделия из стали и не прожечь их при этом.
Выбор режима и электродов для сварки
Ранее на сайте про ручную дуговую сварку mmasvarka.ru уже рассказывалось о настройках инвертора, касательно применяемых электродов и толщины используемого металла. Но, как говорится, повторение никогда не будет лишним, особенно если речь идет о том, как сварить металл, чтобы его не прожечь.
Тонким для сварки считается металл, толщина которого составляет 2,5 и менее миллиметров. И, как было сказано выше, если сварка прожигает металл, то, нужно использовать электроды как можно меньше диаметром. Ниже будут представлены основные режимы сварочного инвертора и диаметр электродов, в зависимости от толщины свариваемого металла.
Настройка инвертора по диаметру электродов и толщине металла выглядит следующим образом:
- Толщина металла (0,5 мм) — диаметр электрода (1 мм), сварочный ток (10-20 А);
- Толщина металла (1 мм) — диаметр электрода (1-1,6 мм), сварочный ток (30-35 А);
- Толщина металла (1,5 мм) — диаметр электрода (2 мм), сварочный ток (35-45 А);
- Толщина металла (2 мм) — диаметр электрода (2,5 мм), сварочный ток (50-60 А);
- Толщина металла (2,5 мм) — диаметр электрода (2-3 мм), сварочный ток (65 А);
Представленные данные являются приблизительными, ведь при сварке инвертором, многое зависит и от параметров самой электросети. Если в ней будет пониженное напряжение, то, соответственно, значения тока на инверторе, также, придется повышать.
Кроме всего вышеперечисленного, стоит отметить и ещё одну важную деталь при сварке тонкого металла, она относится к скорости движения электродом. Чтобы не прожечь металл, электрод нужно вести несколько быстрее, чем при сварке толстых металлов.
Сварка тонкого металла. Как не прожечь
Сварка тонкого металла
Опытным
сварщикам, работающим со сваркой долгие годы и начинающим, важно знать
основные особенности сварки тонкого металла, чтобы избежать проблем при
сварке изделий и не прожечь металл. Тонколистный металл приобретает
широкое распространение при изготовлении автомобилей, катеров и
различных современных товаров, повышая рентабельность производства.
Чтобы
не прожечь металл, при сварке необходимо правильно выбрать режим на
сварочном аппарате (полуавтомат, инверторы) и подобрать электроды.
Любое
неосторожное движение электродом может способствовать образованию
сквозного отверстия (металл прожигается) и изделие приходит в
негодность.
При не плотном соприкосновении электрода с металлом
происходит плохое соединение свариваемых поверхностей из-за
некачественного сварного шва или его отсутствия и образуется непровар.
Важные особенности при работе
Сварочные
работы с тонколистными изделиями требуют знаний, опыта, квалификации и
использования различных технологических приемов, которые помогут
выполнить сваривание заготовок без протекания и прожогов.
-
При
сварке необходимо верно подобрать электрод, диаметром соответствующий
толщине тонкого металла (0,5 до 2,5 мм), чтобы не прожечь металлический
лист. При использовании самых тонких электродов нужно выбирать их с
высоким коэффициентом расплавления, устойчивым горением, чтобы получился
качественный шов при малых токах. -
Тонкий
металл нагревать сильно нельзя, так как происходит изменение геометрии
листа (выгибает волнами) и прогорает. Сварка проводится в одном
направлении, вдоль шва без отклонений. Для создания минимального
нагревания детали располагают в вертикальном или наклонном (угол наклона
30-40 градусов) направлении и варят сверху-вниз. -
Необходима
тщательная обработка кромки тонких металлических листов от ржавчины,
загрязнений для более качественной сварки. Выровненные и зачищенные
листы должны располагаться близко друг другу, без зазора и зафиксированы
специальными приспособлениями (струбцины, прижимы), чтобы они не
сместились и не погнулись. Сварку осуществлять нужно короткими швами 7-
10 см. -
Правильная
настройка и регулировка инвертора на постоянном токе, имеющего
микропроцессорное управление, позволяет выбрать минимальную мощность и
получить ток, необходимый для определенного вида работ и избежать сбоев в
работе. Выбор сварочного тока осуществляется в зависимости от толщины
металла и диаметра электрода. При сварке тонкого металла тонкими
электродами используют ток в диапазоне от 10 до 90 А.
Для электродов 1,5 мм ток выставляется 30-40 А, а для 2 мм – 40-60 А.
При
пониженном напряжении в электросети мощность тока соответственно
необходимо увеличить. При применении инвертора специалисты используют
метод обратной полярности, при котором держатель присоединяется к
плюсовой клемме аппарата, а массу к заготовке.
В результате электрод
нагревается сильнее, а тонкостенный металл меньше и работы проходят
быстрее, получается качественный шов.
Для начинающих сварщиков удобно
использование инвертора с функциями антиприлипания, форсирования дуги,
способный сбрасывать напряжение при слишком близком приближении
электрода к поверхности металла, а при растяжении дуги повышать
напряжение и процесс не прерывается.
Способы сварки
Существуют различные приемы при сваривании тонких заготовок, чтобы избежать сквозного прожога и выполнить работу качественно:
-
При
сварке всего шва непрерывным методом важно правильно выбрать мощность
тока, скорость ведения электрода. При очень быстром движении
электрической дуги зона расплава не успевает прогреться, шов не
проваривается и соединение не обладает нужной крепостью, герметичностью,
а при быстром могут образоваться дыры. При сварке без отрыва сложно
избежать прожога, поэтому используют прерывистый способ. -
Прерывистая
сварка или точечная часто применяется при работе с тонкими металлами.
Такой метод заключается в коротком соприкосновении электрода с
поверхностью металла, при котором дугу отрывают на мгновение и опускают в
тоже место, продвигая на несколько миллиметров. За время отрыва дуги
металл успевает немного остыть, но главное, чтобы не слишком сильно. -
При
сварке тонкого металла встык используют тонкую проволоку (диаметр
2,5-3,5 мм) для прокладки между листами, чтобы она с лицевой стороны
была на одном уровне с поверхностью, а с другой выступала на половину
диаметра. При сварке электрическую дугу ведут по проволоке, которая
получает термическую нагрузку, а металл прогревается периферийными
токами. Шов получается ровным, а проволока легко удаляется. В качестве
присадочного материала можно использовать дополнительный электрод для
расплавления основным. -
Пластины
меди, которые обладают высокой теплопроводностью можно положить под
место стыка и использовать как не остающуюся подкладку. Они забирают
часть тепла, не происходит перегрева металла, что исключает прожоги и
непровар. Для качественного соединения главным является плотный контакт
между заготовкой и пластиной. - Главным при сварке внахлест, если позволяет конструкция, является сохранение поверхности, расположенной снизу от прожигания.
Сварка оцинкованной и нержавеющей стали
При сварке оцинкованной тонкой листовой стали на кромках полностью удаляется слой цинка до чистой стали несколькими способами:
- механическим способом, с помощью абразивного круга на болгарке, металлической щетки, наждачной бумаги;
-
выжигание
сваркой, которое заключается в прохождении дважды электродом вдоль шва,
при котором происходит ядовитое испарение цинка, а после каждого
прохода нужно удалять флюс. Работу важно проводить на улице или в
помещении с хорошей вентиляцией.
Сварка
осуществляется в два подхода с разными электродами: первый шов проходят
электродами с рутиловым покрытием, а облицовочный, верхний слой – с
основным покрытием (УОНИ-13/55,УОНИ-13/45), который делают шире.
При
сваривании конструкций из нержавеющего сплава возникают проблемы из-за
свойств материала (пониженный коэффициент теплопроводности, высокое
электрическое сопротивление, повышенные расширение, усадка и другие),
которые ведут к деформации материала, нагреву электрода, к сквозному
проплавлению.
Решить данные трудности можно используя следующие способы:
сваривание с уменьшенным током, применение хромоникелевых, укороченных
(35 см) электродов, охлаждение шва (водой, воздухом).
К сварным
конструкциям предъявляются различные требования, поэтому используются
различные электроды (плавящиеся, не плавящиеся) с защитой из инертного
газа.
После
кристаллизации соединения проводится очищение от шлака и осмотр, чтобы
шов был прочным и без дефектов. Соблюдая важные правила, способы,
технологии при сваривании тонких заготовок, можно получить шов высокого
качества и надежности.





