- Как работает лазерная резка
- Управление станком для лазерной резки деталей
- Лазерная резка каких материалов возможна
- Преимущества и недостатки лазерной резки
- Лазерная резка деталей: примеры
- Что лучше — резка металла лазером или плазмой
- В заключение
- Основы технологии лазерной резки металла
- Производственное использование лазера
- Особенности технологического процесса
- Современные лазерные комплексы
- Преимущества и недостатки
- Лазерная резка металла
- Этапы процесса лазерной резки металла
- Оборудование для лазерной резки
- Преимущества и недостатки резки лазерной
- Цена лазерной резки металла
- Применение лазерной резки и раскроя
- Каким газом резать металл: азот, кислород или воздух?
- Виды газов для резки металла
- Азот
- Воздух
- Кислород или азот для резки металла?
- Давление газа при резке металла лазером
- Регулятор давления газа в металлорезе
- Воздух для резки металла
- Минусы использования воздуха для резки металла
- Резюмируем по воздуху
- Газовое оборудование и оборудование рабочего места на металлорезе
- Сервис и ремонт лазерного станка по металлу
- Лазерная резка металла
- Сущность операции
- Свойства и мощность лазера для металла
- Технологический процесс лазерной резки металла
- Виды операции
- Режимы резки металла лазером
- Конструкция лазера
- Разновидность оборудования для лазерной обработки металла с твердым телом
- Применение газовых аппаратов для обработки металла лазером
- Из чего состоит оборудование для работы газодинамического станка
- Работа с тонким металлом
- Сферы использования процесса лазерной резки металла
- Лазерная обработка металла от ржавчины
- Технология очистки
- Устройство для удаления ржавых дефектов
- Преимущества и недостатки, особенности лазерной резки металла
- Как работает оборудование для лазерной резки металла
- Своими руками
В строительной и производственной сферах большой популярностью пользуется нарезка деталей при помощи лазерных установок.
Механическое воздействие на материал при таком процессе сводится к нулю, и это гарантирует отсутствие деформаций рабочей поверхности.
Эксплуатация лазеров позволяет получить высококачественные детали, избежав при этом производственных затрат, связанных с человеческим фактором. Однако лазерная резка металла от 1 детали имеет ряд нюансов. Предлагаем с ними ознакомиться.
Как работает лазерная резка
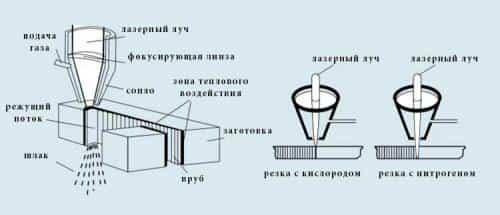
Лазерная резка металла от 1 детали может производиться разными способами: при помощи кислорода, с использованием смеси газов (аргона или азота), с помощью сжатого воздуха.
Выбор газа для резки лучом зависит от того, из какого материала состоит деталь, какую толщину имеет заготовка, предстоит ли дальнейшая обработка.
Например, использование кислорода позволяет добиться максимально высоких температур при резке, а аргон будет незаменим при нарезании титана и циркония.
лазерная резка металла
Современные лазеры предназначены для раскраивания металла толщиной от 0,2 мм до 40 мм. Принцип лазерной резки состоит в том, что луч обеспечивает возгорание, плавление, испарение, выдувание газовой струей материала того участка, на который он направлен.
В зависимости от тела, которое генерирует луч, можно выделить три типа оборудования для листовой лазерной порезки:
- Твердотельные лазерные станки. Снабжены диодом и стержнем, состоящим из рубина, граната либо неодимового стекла. Мощные лампы направляют заряд энергии на оптический стержень, который осуществляет ее проекцию на рабочую поверхность. Фокусировка осуществляется в том числе благодаря зеркалам и призме. Твердотельное оборудование предназначено для разрезания меди, алюминия, алюминиевых сплавов, латуни.
- Волоконные. Генератором луча служит оптоволокно. Современные станки оснащены опцией быстрой настройки размера фокального пятна, благодаря чему значительно повысилась производительность нарезки деталей из меди, стали, алюминия.
- Газовые. В качестве генератора выступают газы – обычно гелий, углекислый газ и азот. Они под давлением поступают в газоразрядную трубку, активируясь при этом электрическими импульсами. Преимущество лазерной резки газовыми станками в том, что ей подлежат даже высокопрочные сплавы.
Управление станком для лазерной резки деталей
Автоматизированный станок для нарезания металла лазером состоит из непосредственно лазера, снабженного источником питания, системы управления, а также контура, обеспечивающего передачу излучения в зону резки. По принципу действия это излучение напоминает плазменную дугу или газовое пламя, однако имеет гораздо большую концентрацию мощности – до 5 000 Вт.
 станок для лазерной резки металла
станок для лазерной резки металла
Управление лазерным станком довольно несложное. Для осуществления лазерной резки деталей расходный материал фиксируется на рабочем столе. Затем в блок управления задаются параметры будущей детали (длина, ширина), указываются тип и толщина листового металла.
Откалибровка фокуса и выбор расстояния от резака до разрезаемой поверхности происходит автоматически. В автоматическом режиме происходит и температурный контроль. Если технический процесс требует подачи вспомогательных газов, то к аппаратуре необходимо подключить баллоны с необходимым веществом.
Для этого предусмотрены патрубки, снабженные клапанами. Защитный кожух ограждает оператора и прочий персонал от мелких частиц металла.
Лазерная резка каких материалов возможна
Резка лазерным лучом возможна, если основной материал – это:
- Сталь обычная. Максимальная толщина стального листа должна не превышать 20 мм, в противном случае нужно обратиться к другому методу.
- Сталь нержавеющая. Ограничение по толщине составляет 16 мм. Именно при таких показателях удастся избежать возникновения облоя или же его можно будет удалить без последствий. Лазерная резка нержавеющей стали толщиной более 16 мм возможна только в расплавном режиме, и зона резки будет шершавой и с трудноудаляемыми излишками материала.
- Латунь. Для лазерной резки этого металла подойдут листы толщиной не более 12 мм, поскольку сопротивление материала довольно велико. Накопления облоя не избежать, однако он ликвидируется легко.
- Сплав алюминия. Можно резать лист металла толщиной не более 10 мм. Также образуется облой в зоне резки.
лазерная резка алюминия
Каждому типу металла соответствует своя разновидность лазера.
Внимание! Принцип лазерной резки неприменим для следующих металлов: вольфрам, титан, латунь, молибден, оксидированный алюминий. Все они обладают высокой прочностью, которая приводит к выходу лазерного оборудования из строя.
Преимущества и недостатки лазерной резки
Лазерная резка имеет ряд положительных качеств. Например:
- При ее проведении отсутствует механическое воздействие на обрабатываемую поверхность. Благодаря этому можно нарезать материалы, которые при обычной резке получили бы повреждения или деформировались.
- Обработке подлежат многие виды металлов, в том числе сплавы алюминия и различные типы стали.
- Чаще всего лазерная резка листового металла не сопровождается возникновением облоя. В противном случае он легко удаляется с поверхности, не оставляя царапин.
- Детали при нарезании не нагреваются. Можно применять лазерную резку листа даже для тех металлов, которые имеют высокую теплопроводность.
- Раскрой материала полностью автоматизирован. Погрешность при нарезке составляет не более 0,1 мм, процент отходов минимален. Это позволяет снизить себестоимость производства.
- Высокая производительность лазерного оборудования, в итоге – значительно экономится время резки.
- Нет необходимости приобретения дорогостоящих молдов или пресс-форм.
- Универсальность оборудования. С помощью приспособления для лазерной резки металла можно изготавливать самые различные типы деталей.
- В случае необходимости, оборудованием для резки листовых металлов можно осуществлять фрезеровку и высверливание отверстий нужного диаметра и глубины.
- Есть возможность гравировки поверхностей.
 резка металла лазером
резка металла лазером
Преимущества лазерной резки сопровождаются некоторыми недостатками:
- Листовой металл, подлежащий резке лазером, не может быть толще 40 мм, а его площадь – больше 1500 на 3000 мм.
- Этот способ резки относительно дорог.
- Невозможно производить внутреннюю резьбу.
- Необходима настройка оборудования перед каждым использованием.
Лазерная резка деталей: примеры
Прибегнув к лазерной резке, вы за относительно короткий промежуток времени можете получить детали, применяемые в машиностроении; комплектующие для торгового оборудования (в том числе стеллажей, шкафов, поддерживающих установок, полок и т.д.
); декоративные элементы для дизайна помещений; детали для вывесок, бигбордов и прочих рекламных носителей; трафареты, шаблоны и многое другое. Пользуются популярностью и резаные лазером элементы отопительного оборудования — печей, дымоходов, котлов, и детали ограждений, ворот.
Принцип лазерной резки применяется при изготовлении многих деталей лифтового оборудования и вендинговых аппаратов.
 детали, нарезанные лазером
детали, нарезанные лазером
Как можно заметить, лазерной резкой пользуются в тех случаях, когда необходимо получить высококачественные детали с минимальной шириной реза, гладкими и ровными краями, и при этом есть возможность пренебречь некоторым изменением цвета изделия в месте раскройки.
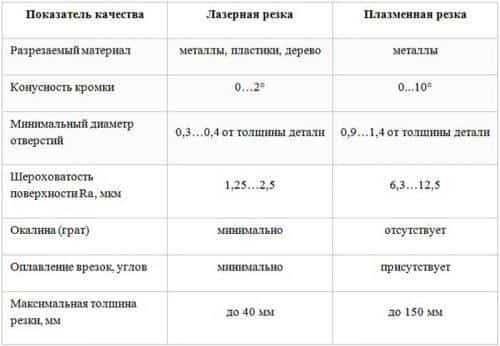
Что лучше — резка металла лазером или плазмой
Плазменная резка отличается от лазерной тем, что проплавление металла производится при помощи плазменной дуги, в то время как плазменная струя удаляет расплав.
Резку плазмой применяют для обработки тонколистового металла, однако экономически целесообразно использовать для толстых поверхностей: меди (до 80 мм), чугуна (до 90 мм), алюминия (до 120 мм), сталей (до 150 мм).
Хорошее качество отверстий гарантировано в случае, если их диаметр будет не меньше диаметра поверхности, разрезаемого плазмой. Нижние кромки отверстий, как правило, меньше верхних. Поверхность реза конусная и составляет от 3 до 10 градусов.
Про особенности плазменной сварки можно прочитать здесь.
Эксплуатация лазера имеет наибольшую эффективность при нарезке стали толщиной до 6 мм. Сфокусированное лазерное излучение производит качественные узкие резы, диаметр произведенных отверстий в нижней части имеют несколько больший размер, чем в верхней. Отклонение кромки реза от заданных параметров – около 0,5 градуса.
Выбирая между плазмой и лазером, стоит ориентироваться прежде всего на тип и толщину материала, подлежащего обработке. Кроме этого, стоит учесть, что лазерное оборудование имеет большую цену, однако при необходимости вырезания большого количества отверстий в детали часовая стоимость использования плазменного станка выше.
В заключение
Принцип лазерной резки может быть применим во всех случаях, когда требуется высокоточная нарезка деталей, фрезеровка или гравировка. Оборудование вне зависимости от его типа (твердотельное, газовое, волоконное) позволяет осуществить разрезание листов металла практически в автоматическом режиме.
При этом гарантированы аккуратная поверхность реза, минимальное количество облоя или его полное отсутствие, минимальная погрешность нарезки, высокая производительность. Преимущества лазерной резки численно превышают ее недостатки, наиболее существенным из которых представляется стоимость.
При выборе между лазерной и плазменной резкой стоит обратить внимание на цену оборудования и часовую стоимость его эксплуатации, а также на толщину рабочего материала.
Основы технологии лазерной резки металла
Из школьного курса элементарной физики вы знаете о сильном тепловом воздействии сфокусированного света. Познавательный трюк с увеличительным стеклом ясно показывает возможности преломленного потока солнечного луча.
Принципом действия работы лазера может служить его перевод с английского: усиление света вынужденным излучением. По-простому — это световое излучение, вызванное атакой фотонов на рабочую среду с усилением за счет ответной реакции.
Световой поток через систему оптических призм и зеркал фокусируется в узконаправленный луч импульсной или непрерывной модуляции. Мощность и интенсивность лазера зависит от используемого активатора и сложности резонирующих систем.
В качестве первичного активного вещества используют все возможные агрегатные состояния: твердое, газообразное, жидкое и плазменное. Важнейшим критерием является способность к возбуждению и отдаче свободных квантов-фотонов. Накачка первичных световых атомов производится разными способами.
Это может быть сфокусированное солнечное излучение, специальные лампы, другие лазеры, электрическое воздействие или химические процессы. Для увеличения силы потока делают многоуровневые атакующие каскады. В основе резонаторов применяют плоскопараллельные и сферические зеркала или их комбинации.
Главный параметр хорошего прибора — устойчивое сохранение светового луча и его точная фокусировка.
Первый лазер был сделан на рубине в 1960 году, он работал в инфракрасном диапазоне и являлся началом эры световых помощников человека.
История развития прикладной квантовой науки шла по пути усиления первоначальных систем накачки и совершенствования оптических резонаторов для достижения мощного и управляемого луча.
Выискивались новые рабочие среды, были испробованы и получили путевку в жизнь лазерные установки на красителях, на свободных электронах, химические модели и полупроводниковые исполнения.
Производственное использование лазера
Лазер называют самым красочным и одним из важнейших изобретений XX века. Многие годы никто не понимал его практического применения, прибор называли устройством, которое само ищет задачи для решения. Теперь лазерные аппараты лечат людей, исследуют звезды и применятся для развлекательных мероприятий.
Машиностроительные производства давно начали использовать резку металла лазером. Пионерами выступили судостроительные верфи, авиационные заводы и автомобильные гиганты, искавшие передовые методы работы для увеличения производительности труда. Возрастающая конкуренция стимулировала появление инновационных обрабатывающих центров с принципиально новыми системами влияния на рабочий процесс.
К настоящему времени на промышленных предприятиях лазерная резка металла представлена следующими видами установок:
- твердотельные — основанные на кристаллических драгоценных камнях или соединениях редкоземельных элементов, для накачки фотонов используется импульсные лампы или лазерные диоды;
- газовые — в качестве активаторов применяются смеси инертных газов с источником возбуждения в виде электрических разрядов или направленной химической реакции;
- волоконные — активная среда и резонатор сделаны целиком из оптического волокна или скомбинированы с другими конструктивными элементами.
Следующее видео представляет волоконный лазерный станок.
Для работы с цветными металлами и антикоррозионными сталями, имеющими высокую отражающую способность, прикладными исследовательскими институтами разработаны специальные модели традиционных лазеров с резонатором из оптико-волоконной трубки. Световой луч в таких установках более сфокусированный и концентрированный и не рассеивается о зеркальную поверхность алюминиевых, титановых или нержавеющих заготовок.
Широко распространенные газовые СО₂-лазеры работают на рабочей смеси углекислого газа, азота и гелия, зеркала резонатора покрыты серебряным или золотым напылением для увеличения отражающей способности.
Технология лазерной резки металлов постоянно совершенствуется: пробуются новые типы установок, усложняются системы управления процессом, применяются компьютерные комплексы для контроля режимов обработки. Основной упор делается на увеличение точности, чистоты реза и производительности.
Особенности технологического процесса
В результате воздействия светового луча материал заготовки проходит несколько промежуточных изменений для превращения в обработанную деталь:
- первая стадия — воздействие лазера на металл в точке начала реза вызывает нагревание вещества до температуры плавления и появлению усадочной раковины;
- вторая стадия — энергия излучения приводит к кипению и испарению металла;
- третья стадия — при проплавлении заготовки на полную глубину начинается поступательное движение рабочего органа в соответствии с заданной траекторией.
В действительности, процесс испарения металла наблюдается только у тонких заготовок, при средней и большой толщине реза удаление остатков вещества из рабочей зоны производится с помощью струи вспомогательного газа (азот, кислород, воздушная смесь или инертные газы).
Такие установки, работа которой представлена на видео, называют газолазерными резаками.
Активный кислород, подаваемый в зону резания не только выводит продукты плавления металла и охлаждает поверхность среза, но и способствует поддержанию температуры и ускоряет режимы обработки. При лазерной резке не происходит деформации заготовки, следовательно, отсутствуют затраты материала на припуск линейных размеров и необходимость в дополнительных чистовых операциях.
Сравнительные характеристики лазерной и плазменной резки приведены
Современные лазерные комплексы
Мировая станочная индустрия идет в ногу со временем и предлагает своим потребителям самое разнообразное оборудование для лазерной резки металла. Многокоординатные аппараты призваны заменить шумные и низко производительные механические резаки. Мощность лазера зависит от специфики производства и экономического обоснования выбранного агрегата.
Новое поколение прецизионных обрабатывающих станков с ЧПУ позволяют проводить обработку материалов с точностью до 0,005 мм. Площадь обработки некоторых моделей лазерных установок достигает нескольких квадратных метров. Большим достоинством является минимизация человеческого фактора, заключающаяся в высокой автоматизации производственного процесса.
Геометрия детали задается в программный блок, осуществляющий управление лазером и рабочим столом с заготовкой. Системы настройки фокуса автоматически выбирают оптимальное расстояние для эффективного резания. Специальные теплообменники регулируют температуру лазерной установки, выдавая оператору контрольные данные текущего состояния инструмента.
Лазерный станок оснащается клапанными механизмами для подключения газобаллонного оборудования, чтобы обеспечить подачу вспомогательных газов в рабочую зону. Система дымоулавливания призвана оптимизировать расходы на вытяжную вентиляцию, включая её непосредственно в момент обработки. Область обработки полностью экранируется защитным кожухом для безопасности обслуживающего персонала.
Лазерная резка листового металла на современном оборудовании превращается в легкий процесс задания числовых параметров и получения на выходе готовой детали.
Производительность оборудования напрямую зависит от параметров станочного комплекса и квалификации оператора, создающего программный код.
Технология лазерной резки металлов гармонично вписывается в концепцию роботизированного производства, призванного полностью освободить человека от тяжелого труда.
Производители предлагают различные типы лазерных станков: универсальные и специализированные. Стоимость первых на порядок больше, но они позволяют производить несколько операций и выпускать детали более сложной формы. Большое количество рыночных предложений дает возможность выбора для заинтересованных потребителей.
Преимущества и недостатки
Специалисты машиностроительных предприятий понимают перспективы использования данной технологии для получения точных деталей с хорошей шероховатостью. Область применения обширна: от простого раскроя листового металлопроката до получения сложных кузовных деталей автомобилей. Явные плюсы лазерной резки металлов сводятся к нескольким резюмирующим аспектам:
- высокое качество обработанной поверхности;
- экономия материала;
- способность работы с хрупкими материалами и тонкими заготовками;
- возможность получения деталей сложной конфигурации.
Среди минусов: высокая стоимость оборудования и расходных материалов.
Лазерная резка стали и цветных металлов пользуется большим рыночным спросом. Способность быстро выдавать чистовые детали нестандартной формы привлекает в профильные предприятия заказчиков малых партий разнообразных изделий. Лазерные технологии активно используются в декоративном творчестве при изготовлении дизайнерских украшений и оригинальных сувениров.
Решение о применении лазерной обработки должно приниматься с учетом расчета окупаемости оборудования и величине эксплуатационных расходов.
В настоящее время такие установки могут себе позволить, в основном, крупные предприятия с большим производственным циклом.
С развитием технологии будут снижаться стоимость станков и количество потребляемой энергии, поэтому в будущем лазерные аппараты вытеснят своих конкурентов из сферы резки любых материалов.
Лазерная резка металла
Лазерная резка — это технологическая операция по резке и раскрою металла с использованием сфокусированного лазерного луча, получаемого при помощи специального оборудования. На сегодняшний день – это самая эффективная и востребованная технология, позволяющая получить изделия высокого качества, точности.
Материалы, которые можно разделить с помощью лазера, очень разнообразны. К ним относятся все виды сталей, алюминий и сплавы из него, различные цветные металлы. Среди них:
- стали с толщиной 0,2 — 30 мм;
- алюминий, алюминиевые сплавы с толщиной 0,2 — 30 мм;
- стали нержавеющие с толщиной 0,2 — 50 мм;
- латунь, медь с толщиной 0,2 — 15 мм.
Лучше всего режутся материалы с низкой теплопроводностью, т.к. в этом случае энергия сфокусирована в меньшем объеме. А при резке металлов, которые имеют высокий показатель теплопроводности, возможно образование грата (остатков расплавленного материала на поверхности реза).
Этапы процесса лазерной резки металла
В схему технологического процесса входит несколько основных этапов:
- Сначала луч лазера сосредотачивается в заданной точке обрабатываемого металла.
- Затем металл нагревается до необходимой температуры, начинается его плавление, с образованием на границе плавления углубления.
- Следующий этап – кипение, испарение металла под действием энергии лазерного излучения.
- Как правило, для управления лучом лазера используют специальный компьютерный продукт, что позволяет сделать процесс полностью автоматическим.
- На практике лазерную резку металла выполняют 2-мя методами:
- плавлением металла по линии реза;
- испарением металла по линии реза.
Детали, которые можно получить методом испарения, имеет ограничения по толщине. Эта технология используется в основном для тонких деталей. Кроме того, резка металла путем испарения требует применения мощного оборудования и, следовательно, больших затрат энергии. Поэтому, данный метод не всегда экономически оправдан.
Технологическая схема разрезания металлов методом плавления лазером более востребована. В настоящее время этот процесс выполняется в комплексе с использованием различных газов (азота, аргона, кислорода, воздуха, других), вдуваемых в зону реза. Такая газово-лазерная технология позволяет:
- использование оборудование меньшей мощности;
- резать как тонкие, так и толстые материалы;
- уменьшать энергопотребление;
- увеличивать скорость процесса, количество готовой продукции.
Оборудование для лазерной резки

Существует три типа установок, применяемых для резки лазерным лучом:
- установки твердотельного типа;
- газовые установки;
- газодинамические установки.
В конструкции твердотельных установок присутствуют две основных детали: рабочее тело, роль которого чаще всего играет искусственный рубиновый стержень, лампа накачки.
Лампу накачки эксплуатируют для передачи нужного излучения на рабочее тело — стержень. Данное оборудование, как правило, работает в режиме импульса, хотя встречаются установки, работающие в непрерывном режиме.
В газовых установках для резки или раскроя металлических поверхностей роль рабочего тела выполняет газ. Он через специальную трубку закачивается непосредственно в рабочее поле лазерного луча.
В этом технологическом сегменте широко эксплуатируются щелевые установки, с рабочим телом в виде углекислого газа.
Их основные преимущества заключаются в простоте использования, компактности, мощности.
Принцип действия газодинамических установок основан на том, что рабочий газ первоначально греют до температуры от 2000 до 3000 °C. Затем пропускают через сопло со скоростью, несколько превышающей скорость звука, охлаждают. Оборудование для реализации такого технологического процесса дорогостоящее и применяется не часто.
Любое оборудование для выполнения работ по резке с помощью лазера, независимо от того, к какому виду оно относится, имеет такие узлы:
- узел для передачи и образования газового потока, излучения (сопло, подающее газовое устройство, система зеркал, оптические элементы);
- специализированный излучатель (газовый либо твердотельный) с определенными энергетическими или оптическими показателями;
- узел для управления, контроля над работой;
- узел для перемещения (координации) как обрабатываемой металлической детали, так и, непосредственно, лазерного луча.
В процессе работы лазер и оптические элементы разогреваются. Их нужно охлаждать. Это делают либо с помощью воды, либо обдувом воздуха. В первом случае, когда роль теплоносителя выполняет вода, установка для резки оснащается теплообменником или холодильной установкой.
Преимущества и недостатки резки лазерной
Лазерная резка имеет ряд достоинств по отношению к другим видам раскроя металлических изделий. А именно:
- технологический процесс не предусматривает соприкосновение инструмента и детали, поэтому можно работать с хрупкими материалами;
- широкий диапазон толщин, марок материалов для обработки. В частности, стали нержавеющие толщиной до 50 мм либо твердосплавные материалы;
- высокая точность, скорость технологического процесса. Управление лазерной резкой с помощью компьютера позволяет снизить погрешность и получить деталь с любым заданным контуром;
- лазерная резка выступает как альтернативный техпроцесс, заменяющий ковку, штамповку, при небольших партиях (экономия за счет изготовления специальной штамповой или ковочной оснастки);
- малый процент отходов. Не надо дополнительно использовать механическую обработку (срез ровный, заусенец отсутствует);
- снижение себестоимости продукции увеличения скорости, производительности.
Хотелось бы обратить внимание на дополнительную «опцию», свойственную лазерному раскрою. Это возможность гравировать на металле «метки», определяющие места стыков швов, точки сверления отверстий и прочее.
Невзирая на универсальность, высокую технологичность метода обработки металлов лазерной резкой, и ему свойственны недостатки. Вот некоторые из них:
- ограничение толщин обрабатываемых изделий;
- возможность образования грата, который нужно дополнительно удалять. Грат — это застывшие на нижней кромке реза остатки расплавленного металла либо его оксидов;
- необходимость в высококвалифицированных кадрах;
- высокая мощность, энергопотребление отдельных видов оборудования.
Цена лазерной резки металла
Стоимость лазерной резки рассчитывается в каждом конкретном случает отдельно. На цену влияют: оперативность выполнения работ, сложность реза, объем заказа, вид и толщина обрабатываемого материала, другие параметры. Цена лазерной резки указывается за метр реза.
Раскроить обычную конструкционную сталь всегда дешевле, чем нержавейку. Цена за метр простого лазерного реза у первой начинается от 12 рублей, а нержавеющей стали – от 15 с копейками – данные для толщины листа не более 1 мм. Стоимость раскроя стали 2 см – уже более 230 руб/м.п. по прямой.
Наиболее дорогая в обработке медь, при толщине листа цена 1 метра простого лазерного раскроя начинается от 22 руб. (при больших объемах).
Также везде для расчета итоговой стоимости применяются коэффициенты. Простой рез – 1,0, сложный – 1,2 – 1,3, раскрой с повышенной сложностью – 1,5 – 1,9.
Применение лазерной резки и раскроя
В силу ряда положительных свойств лазерная резка металла эксплуатируется для создания:
- деталей, используемых в производстве различных машин, механизмов (пластины, кронштейны, панели и прочее);
- оборудования для торговых залов, складское оборудование (стеллажи, полки, стойки, прочее);
- деталей для печей, котлов, дымоходов;
- шаблонов, трафаретов, вывесок;
- элементов дверей, ворот, ограждений.
Лазерная резка и раскрой имеют неоспоримые приоритеты в сравнении с другими видами обработки металлических поверхностей. Это способствует, во-первых, расширению рынка оборудования для лазерной резки и, во-вторых, увеличению количества изделий, получаемых с помощью этой технологии.
Лазерную резку металла применяют для раскроя нержавеющего проката, алюминиевых листов, медного проката, латунного и другого.
Кроме металла, лазерная резка применима для картона, фанеры, МДФ, капролона, паронита, кожи, резины, ПВХ, полистирола, оргстекла, шпона и многих других материалов.
Каким газом резать металл: азот, кислород или воздух?
В этой статье мы постараемся максимально подробно рассмотреть все плюсы и минусы, выгоды и слабые места резки металлов различными газами: с помощью азота, кислорода и воздуха. Посмотрим какой газ лучше всего подходит для резки металла, действительно ли воздух бесплатный и какие бывают минусы при работе с каждым из газов.
Виды газов для резки металла
Для начала определим, что газом мы именуем и азот и кислород и воздух, воздух тоже газ.
Азот
Если речь об азоте или кислороде то есть много способов хранения и подачи газа в станок, самый основной — баллон с газом, на баллон накручиваем редуктор для регулировки давления и от редуктора ведём шланг на станок.
Воздух
Компрессор это устройство подачи ВОЗДУХА. То есть только воздуха. Воздухом можно резать небольшие толщины, в среднем до 2-3мм. Система фильтрации нужна для того чтобы воздух который через компрессор идёт на станок был чистым, без воды или масла.
Если система фильтрации плохая то из компрессора вместе с воздухом летят мелкие частицы воды и масла, они оседают на защитном стекле лазерной головы и стёкла быстро выходят из строя. Также загрязняется вообще весь воздушный тракт станка и головы.
Но и это еще не все, в некоторых станках воздух используется еще и для работы пневматических систем, так что стоит разграничивать подачу воздуха к станку для резки и для работы пневматики.
Там чаще всего внутри станка уже стоят нужные очистители, дополнительно не надо ничего.
Кислород или азот для резки металла?
Кислородом НЕЛЬЗЯ резать нержавейку. Если мы будем ее резать кислородом, то материал по сути будет гореть, ведь горение — это ни что иное, как окисление при высокой температуре, а кислород – катализатор горения.
Таким образом из нержавейки мы делаем ржавейку, окисляем её, то есть попросту убираем все её нержавеющие свойства.
А азот – негорючий газ, он инертный, в нем ничего не горит, он выполняет другую функцию – предохраняет металл от окисления, охлаждает его и удаляет продукты горения из зоны реза.
Ещё один нюанс – азотом мы режем всё, кроме титана, который при лазерной резке вступает с азотом в реакцию, крошится, теряет свою структуру и свойства. Для резки титана нужен аргон.
Давление газа при резке металла лазером
Итак, на станке есть два гнезда подключения вспомогательного газа — нерегулируемый тракт для азота или воздуха и кислородный тракт с регулятором давления.
Первый идёт напрямую в рабочую голову: то есть как на баллоне на редукторе выставил давление, так оно и работает.
А второй – кислородный тракт требует очень точной регулировки давления, поэтому здесь и стоит специальный регулятор производства японской фирмы SMC. Он позволяет выставлять точные параметры давления резки напрямую из программы.
Когда мы режем материал, его необходимо сначала пробить. В момент этого пробоя давление должно быть 0,15-0,2 МПа, а в процессе резки – достаточно 0,5-0,6 МПа и станок должен регулировать это расхождение в давлении.
Регулятор давления газа в металлорезе
Возвращаясь к регулятору давления — на него нельзя подавать более 1 МПа, в лучшем случае он просто будет спускать переизбыточное давление и у вас будет перерасход кислорода, в худшем случае — просто выйдет из строя.
Для резки азотом нормальное давление — 1,6-1,8 МПа, а с кислородом — 0,5-0,6 МПа, т.е. расход газа практически в три раза меньше.
Но если уметь работать с кислородом, то он получается эффективнее и дешевле, чем азот или воздух.
Кстати про воздух: в чём здесь подвох?
Воздух для резки металла
Если вы собираетесь резать на воздухе, вам нужно озаботиться хорошей системой фильтрации, стоимость которой порой может достигать стоимости самого компрессора.
Люди думают, что я сейчас схвачу Бога за яйца, не буду платить за газ, заплачу один раз за компрессор и все – дёшево и сердито. Но на самом деле нет, воздушная резка тоже стоит денег.
Минусы использования воздуха для резки металла
Просто вложения разовые и большие. Да и компрессор тоже нужно обслуживать – менять масло. И бывает, что фильтры тоже выходят из строя, три месяца нормально работает, потом раз – начал плеваться.
Конденсат с ресивера летит, вот это вот всё.
И если ты один раз засорил тракт, потом поставил воздух с нормальными фильтрами, это всё равно не поможет, потому что придётся чистить сам тракт, продувать его спиртом.
Для нормальной резки воздухом нужно давление 1,6-1,8 МПа, но чтобы после всех осушителей и систем фильтрации добиться такого давления на выходе, до фильтров должно быть 20-25 атмосфер. А такой компрессор уже стоит нормальных денег. Поэтому стоимость компрессора с хорошей системой осушителей будет стоить достаточно дорого.
Подумайте, может вам выгоднее взять газификатор с азотом и просто заполнять его один раз в месяц?
Резюмируем по воздуху
Воздух актуален только если вы режете не больше 1,5 мм и если не гонитесь за цветом кромки.
Газовое оборудование и оборудование рабочего места на металлорезе
- Газ может поставляться в баллоне 40 или 70 литров. Это не очень удобно, так как их приходится часто менять и тратить на это дополнительное время.
- Бывает матрица баллонов — 25 баллонов, обвязанных шлангами. Матрицы баллонов хватает на дольше, но она занимает больше места и сложнее в заправке и транспортировке.
- Может быть газификатор — это большой баллон, в котором газ содержится в жидкой форме. Именно поэтому газ из газификатора очень чистый. К тому же он экономичней.
Не стоит гнаться за чистотой газа три девятки (99,999%), четыре девятки (99,9999%). Девяносто девять сотых (99,99%) – этого уже достаточно. Остальное – избыточно, это финансово не целесообразно и будет стоить космических денег.
ОЧ (оч чистый) или ОСЧ (особо чистый) – этого достаточно, потестите и определитесь что вам больше подходит.
В следующей статье мы поговорим про систему управления, программное обеспечение и покажем вам самые крутые функции металлореза, которые значительно упрощают рабочий процесс.
Сервис и ремонт лазерного станка по металлу
Многие могут продать металлорез, но не у всех есть такой опыт и багаж знаний как у наших менеджеров и сотрудников сервисной службы.
Возможно в этой статье было много непонятных для вас терминов, не пугайтесь, мы доступно расскажем вам обо всех нюансах и научим правильно работать на станке.
Наше обучение длится три дня, за это время вы узнаете всё что нужно о строении станка и его обслуживании, мы научим вас подбирать настройки под разные типы материалов разной толщины и покажем, как работать с режимами резки, которые упрощают работу и помогают экономить время и материалы.
Лазерная резка металла
05Дек
Содержание статьи
Сталь имеет высокую прочность, поэтому ее трудно разделить на несколько частей. Один из эффективных промышленных методов – лазерная резка листа металла, о том, что это такое, поговорим в этой статье.
Сущность операции
Международное название – LBC (Laser Beam Cutting). Во время процедуры определенный участок подвергается высокоскоростному локализованному нагреву лазером с последующим разрушением структуры материала на молекулярном уровне. Связи нарушаются, происходит разрыв.
В результате образуется ровный срез. Луч генерируется специальной установкой, при этом узкая горловина позволяет направить его с высокой точностью. Образуется световой поток высокой плотности.
Под воздействием энергии любое полотно претерпевает разрушение посредством плавления, испарения, сгорания.
Свойства и мощность лазера для металла
Характерные черты луча:
- постоянство длины и интенсивности волны, это дает возможность управлять потоком;
- низкий угол расходимости – нет большой зоны поражения;
- когерентность волновых процессов, все они сонаправлены и увеличивают действие друг друга.
Скорость процесса зависит от теплопроводности материала, чем она выше, тем эффективнее процедура, в среднем это 0,15-12,5 м/с. Мощностная характеристика лазерного излучения определяется плотностью потока и достигает 10 в 8 степени Ватт на 1 квадратный сантиметр. Мощность определяется в зависимости от толщины заготовки и в среднем достигает 0,5 – 1,5 кВт.
Технологический процесс лазерной резки металла
Луч образует на образце точку. Точечное воздействие позволяет добиться максимально быстрого нагревания выше температуры плавления и кипения. Вещество начинает испаряться.
Если плотность материала высокая или большая ширина, то испарение затруднительно, поэтому присутствует газовый баллон – инертный газ (кислород, азот, обычный воздух) направлен на эту зону и выдувает расплавившиеся элементы.
Виды операции
Классификация основана на выборе рабочего элемента, то есть прибора, образующего лазерный поток. Различают три типа установок по мощности:
- Не более 6 киловатт – работа с твердыми телами. В основе лежит рубин или специальное прочное стекло. Они позволяют генерировать высокий импульс с постоянным потоком.
- До 20 кВт – с помощью газа. Газовая смесь из азота, кислорода, гелия прогревается и разгоняется с помощью электроэнергии.
- До 100 кВт – наиболее мощные станки, газодинамические. В их основе углекислый газ, который направлен узким потоком на локализованную область.
Режимы резки металла лазером
Любая установка имеет множество параметров. Их выбор зависит от конкретных характеристик разрезаемого материала и желаемого результата. Например, мощность прямо пропорционально увеличивается в зависимости от толщины листа. Также имеет значение химический состав.
Углеродистые стали имеют преимущества перед низкоуглеродными по прочности, но они же на 25-35% медленнее нагреваются и разрушаются из-за добавления углерода. Аналогично влияют и прочие легирующие добавки. Также влияет выбранный газ. Чистый кислород в два раза эффективнее, чем обычный воздух.
Качество разреза (шероховатость, образование сколов, дефектов) зависит от скорости процесса и толщины заготовки. И, конечно, важна точность. Самый лучший показатель у станков с ЧПУ. Они заранее программируются, вводятся все показатели, выбор программы осуществляется автоматически.
Приведем таблицу, которая поможет определить режим:
| Ширина листа, мм | Скорость разреза, м/с | Толщина лазерной резки металла, мм |
| 1 | 10 | 0,1 |
| 3 | 6 | 0,3 |
| 5 | 3 | 0,4 |
| 10 | 1 | 0,6 |
Конструкция лазера
Второе название – квантовый генератор. Он отличается от обычного луча (например, в игрушке или прицеле) только увеличенной в сотни раз мощностью. Но конструктивно технология ничем не отличается. Есть три основных узла:
- внешний источник накачки – направляет энергию к оптическому квантовому генератору;
- активная лазерная среда, которая состоит из кристаллического тела, смеси газа или стекловолокна (выше приведена разница этих трех типов);
- оптический резонатор – здесь уже находится не чистая энергия, а излучение.
Луч проходит через головку всей конструкции, где расположено полупрозрачное зеркало.
Разновидность оборудования для лазерной обработки металла с твердым телом
Коротко мы уже описали, что классификация проходит по мощности и используемому способу. Остановимся немного подробнее. Твердотельные станки имеют две зоны – накачки энергии и сам рубин, который является оптической средой и преобразует энергетический поток в луч.
Самородок используется по причине своей твердости, он не разрушается и длительное время может служить распределителем ресурса. Способ можно считать дорогим, но в современных аппаратах давно не применяется натуральный самородок, он заменяется искусственно созданным.
Посмотрим на схему конструкции:
Применение газовых аппаратов для обработки металла лазером
Они подходят для более прочных или толстых заготовок. Поэтому конструктивно они более сложные. Подаваемый инертный газ должен пройти через электрическое поле. Заряжаясь, он становится монохромным потоком света, то есть с постоянной длиной и частотой волны. Поступление газового материала обеспечивается одним из способов:
- продольно;
- поперечно;
- через щель.
Последняя разновидность пользуется популярностью, благодаря наибольшей мощности и компактности установки. Ниже представим подробную схему компонентов конструкции:
Подача газа может осуществляться одним из видов:
Из чего состоит оборудование для работы газодинамического станка
Это наиболее дорогой прибор, зато он может производить раскрой наиболее плотных материалов большой толщины. Газовый обдув как раз необходим для выдувания остатков веществ со шва. Применение такой лазерной резки металла осуществляется только на больших производствах.
Здесь газ перед подачей сперва нагревается до двух-трех тысяч градусов. Затем он разгоняется и на высокой скорости продувается через прочное и узкое сопло, чтобы поток сузился и при этом уплотнился.
Только после этого температура нормализуется, а само вещество используется для разрезания металлических листов. Посмотрим на общую схему:
Работа с тонким металлом
Обычно на предприятиях таким способом обрабатывают именно тонколистовую сталь. Металлопрокат подвергается быстрой распиловке, а также процедура помогает экономить на затраченной энергии. Чем тоньше лист, тем лучше следующие показатели:
- максимальная точность подачи луча, отсутствие искажений в самой толще материала;
- отсутствие загрязнений (оплава) на поверхности;
- отсутствие вторичных дефектов – вмятин, прочих механических повреждений;
- молекулярное строение остается прежним, не возникает сильных внутренних напряжений, как при других способах термообработки;
- высокая скорость распила.
Сферы использования процесса лазерной резки металла
В основном это заводское применение, в домашних условиях это нецелесообразно – не окупится стоимость оборудования и затраты на энергию. С помощью лазера создают:
- детали для машиностроения;
- полки, стеллажи, иные металлические конструкции;
- части котлов, дымоходов и других агрегатов для отопительной системы;
- элементы дверей, ограждений.
В целом этот способ используют в любых случаях, когда нужно быстро и эффективно, с минимальными затратами и высокой точностью, разделить стальной лист на две и более частей, вырезать отверстие в чугуне, нержавейке, инструментальных сплавах, алюминии.
Лазерная обработка металла от ржавчины
Это еще распространенная сфера применения. Она основана на том, что световое излучение в первую очередь воздействует на окисленные элементы, то есть на коррозию, а только после этого, более продолжительное действие, станет разрушительным. Таким способом убирают не только очаги ржавления, но и другие загрязнения.
Технология очистки
Поверхность поглощает излучение, происходит один из процессов:
- Образовавшаяся окись подвергается тепловому лучу, отшелушивается. Затем потребуется шлифовка.
- Нагрев приводит к расплавлению коррозии.
- Загрязненные элементы испаряются с поверхности.
Исход процедуры зависит от материала. Сперва следует определить химический состав ржавчины и ее температуру плавления. Обычно она выше, чем у стали, и составляет около 1580 – 1650 градусов.
Устройство для удаления ржавых дефектов
Аппарат должен иметь мощность не менее 10 в 6 степени Вт/см2. Необходимый диаметр потока фотонов – от 100 мм. Нельзя применять такой же прибор, как и для резки. Здесь нужно дорогостоящее оборудование, цена на одну единицу – около 10 тысяч рублей. Это небольшой станок, отличающийся своей мобильностью.
Преимущества и недостатки, особенности лазерной резки металла
К плюсам можно отнести:
- Большой спектр ширины листов – от 0,2 мм до 50 мм, в зависимости от материала.
- Отсутствие любого механического контакта с заготовкой, поэтому она в результате не имеет дефектов, следов от нажима.
- Если работа происходит на станке с ЧПУ, то можно заложить в программу очень сложный, замысловатый чертеж, который будет произведен также просто и быстро, как и обычный распил.
- Максимальная скорость.
- Штамповка подходит для больших партий, так как к каждой серии нужно изготовить матрицу. А лазер отлично справляется с мелкосерийным производством.
- Минимальное количество отходов – вещество испаряется или выдувается.
- Чистый срез без шлифовки.
К недостаткам можно отнести:
- Высокое потребление энергии.
- Наличие ограничения по толщине. Если для нержавейки это 5 см, то для обычной стали – только 2.
Как работает оборудование для лазерной резки металла
Процесс не является технологически трудным, потому что все автоматизировано. Оператор только загружает в пульт управления программу и закрепляет заготовку, следит за процедурой. А она может показаться многим завораживающей, посмотрим видео:
Своими руками
Сделать самостоятельно станок своими руками очень непросто. Но если умелец знает основы физики и имеет навыки, то можно сделать даже такую сложную установку. Один из таких мастеров снял ролик о своем оборудовании собственного производства:
В статье мы рассказали о том, как лазер режет металл и какие приспособления бывают. Покупайте качественные приборы для металлообработки от «Роста». Компания занимается продажей ленточнопильных станков, для индивидуальной консультации свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице.





