- Режимы полуавтоматической сварки
- Суть полуавтоматической сварки
- Основные параметры
- Диаметр и марка проволоки
- Сила, полярность и род сварочного тока
- Скоростные показатели подачи проволоки
- Отходящие газы
- Особенности наклона электрода
- Таблицы
- Главные особенности полуавтоматической сварки
- Плюсы и минусы
- Интересное видео
- Правильная настройка и сварка полуавтоматом
- Основные правила при проведении сварки полуавтоматом
- Подготовка полуавтомата, проволоки и газа
- Возможные регулировки в процессе сварки
- Сварка при помощи проволоки
- Возможные дефекты шва при сварке полуавтоматом и как их не допустить
- Инструкция по варке полуавтоматом
- О технологии сварки полуавтоматом
- В газовой среде
- пайка алюминия
- с использованием проволоки
- правила варки полуавтоматом
- Инструкция по работе со сварочным аппаратом
- Какие ошибки нельзя допускать
Знать, как варить полуавтоматом металл, обязательно для любого толкового специалиста. Придется изучить также особенности сварочных работ с углекислотой. Разобравшись, как пользоваться полуавтоматической сваркой, можно существенно расширить свои профессиональные возможности и карьерные перспективы.

Главное правило — не надо бояться варить полуавтоматом, но не надо и думать, что это какая-то легкая и простая работа. Обязательно следует заранее изучить все нюансы, в том числе касающиеся техники безопасности.
Правильно работает с полуавтоматической техникой лишь тот сварщик, кто использует положенную униформу и маску.
Даже очень опытным специалистам стоит всякий раз начинать с пробного шва на черновых деталях либо на малозаметных участках.

Банально выглядит, но не утрачивает оттого актуальности другая рекомендация — до начала работы внимательно изучить инструкцию. В ней приведены все базовые основы и принципы, однако именно игнорирование их не позволяет пользоваться устройствами эффективно и безопасно.
Важно: в любом случае работать беспрерывно с полуавтоматом не следует. Это правило прописывается в любой инструкции — и все же его стоит повторить здесь.


Выполнять сварочные работы можно только после того, как изучены:
- особенности корпуса аппарата;
- требования к электропитанию;
- требования к расходным материалам;
- способы и нюансы подачи газа, проволоки;
- особенности сварки различных материалов;
- нормативы подготовки поверхности;
- требования подготовки сварочной техники;
- особенности подключения шлангов и кабелей;
- требования разнообразных режимов и границы их применения.
Наряду с обычной эксплуатацией полуавтомата на воздухе, требуется пользоваться порой и углекислотой. Этот вид инертного газа наиболее экономичен. Изоляция от кислорода повышает эластичность шва, делая его крепче. Сварка с углекислым газом по технологии TIG обычно подразумевает применение особо тугоплавких электродов из вольфрама.
Методика MIG/MAG обеспечивает полуавтоматическую сварку с подачей сварочной проволоки в полностью регулируемом режиме.

Подобный вариант годится лишь для изделий, что будут защищены от существенной изгибающей нагрузки.
Потому не следует варить таким способом арматуру фундамента под домом или даже под легким строением. Соединение нахлестом выполняется очень просто.
Однако оно сопровождается существенным ростом затрат металла. Повысить крепость стыковки можно с помощью зачистки грубой металлической щеткой.
Пруты надо соединять продольно. Края сдвигают на расстояние 15-30 см. Увеличивая нахлест, повышают прочность шва и конструкции в целом. Сварка таким способом обязательно ведется с 2-х сторон, что не всегда удобно. Проблемы возникают, к примеру, если один шов располагается снизу.
Сварочный режим при работе с нахлестом надо соблюдать строго. Его подбирают и меняют с учетом диаметра металлических стержней. Не менее важно обращать внимание и на общую силу тока. Каких-то существенных требований к электродам нет.
Однако большинство специалистов рекомендует применять электродные изделия марок МР, АНО.


Стыковая сварка отличается экономичностью. При этом и прочность по умолчанию выше, чем при использовании методики нахлеста. К сведению: стыковая сварка может вестись не только полуавтоматом, но даже и на полностью автоматизированных линиях.
Минусами подобного соединения можно считать:
- недостаточную крепость при закручивании либо изгибающем воздействии;
- невозможность нормально работать с маленькими деталями (на небольшом сечении велика опасность перегреть металл);
- серьезные технологические затруднения при обваривании арматуры в разных пространственных положениях.
По надежности выгодно выделяется ванная стыковая сварка. Специальная матрица изготавливается из низкоуглеродистой стали.
Туда вводят края стержней, и плавление производится при подаче на электроды тока от 450 до 550 А. Как только расплав заполнит всю ванночку, концы будут соединены полностью и очень прочно.
Сечение получаемого арматурного прута определяется линейными размерами ванночки.
Подобная технология эффективна:
- для создания колонн;
- для формирования фундаментов и других конструкций, рассчитываемых на серьезные нагрузки;
- при работе с крупной (до 10 см) арматурой;
- при необходимости соединять прутья с расстановкой в несколько рядов.
Сварочный процесс с использованием полуавтоматов подразумевает обычно подачу изолирующего газа с незначительным избыточным давлением. В подавляющем большинстве случаев применяется аргон.
Электродом обычно оказывается проволока малого сечения, которая наматывается на внутренний барабан. Черный металл варят чаще всего без подачи газов. Однако в этом случае гораздо выше будут требования к используемой проволоке.
При ее отборе руководствуются в первую очередь:
- типом главного обрабатываемого материала;
- толщиной свариваемых изделий;
- необходимостью подачи газа или отсутствием такой проблемы;
- мощностью используемого аппарата.
Варить низкоуглеродистые стали надо с использованием низкоуглеродистой же проволоки. В ее составе также обязательно должно быть лишь небольшое количество кремния.
Чаще всего используют сплошную присадку с медным внешним слоем. Изолирующий газ использовать необязательно.
Легированный, нержавеющий и особо прочный металл варят, используя присадки с максимально близкой концентрацией присадок; процедура выполняется обязательно в защитной атмосфере.
Варить алюминий полуавтоматом можно только при использовании аргона. В любой другой ситуации этот чрезмерно активный металл будет портиться во всем обрабатываемом объеме. Сварочные материалы подбирают с учетом сплошности сечения.
Важно: под хранение их надо отводить только совершенно герметичную упаковку.
Раскрытие ее допускается только перед самым размещением в аппарате, и после этого надо начинать сварку как можно скорее.
Медь и сплавы меди необходимо варить так же, как и алюминий, в атмосфере аргона. Проволочные присадки для меди делятся на такие типы:
- чистый (с небольшой степенью легирования);
- бронза;
- отливки и металлопрокат.
Черный металл, а также никель и чугунные сплавы рекомендуют варить порошковой рутиловой проволокой. В ее составе обязательно должно быть повышенное содержание никеля.
Конкретные значения каждый сварщик обязан подбирать самостоятельно. Если надо сваривать разные металлы, придется использовать наплавочные сварочные материалы.
В полупрофессиональном полуавтомате преимущественно применяют проволоку сечением 0,3-2 мм.
Опытные мастера часто применяют присадки одного сечения в различных операциях. Однако если серьезной подготовки нет, правильнее будет воспользоваться таблицей, составленной производителем (обычно включена в комплект).
Омедненные присадки нужны для сваривания конструкционных сталей общих марок (без усиленного легирования). Их можно использовать также для наплавки. Подобное изделие сравнительно дешево и имеет стабильный состав. Однако медные пары могут быть опасны для людей, что усложняет обустройство рабочего места и заставляет принимать более активные меры защиты.
Довольно широко применяются и электроды порошкового типа. Их используют прежде всего потому, что это позволяет обойтись без громоздких газовых баллонов, шлангов и прочего оборудования.
Подобный вариант проволоки – металлическая трубка с тонкой стенкой. Порошок располагается внутри трубки. Чтобы повысить жесткость, иногда ее делят еще на несколько более мелких трубочек.
Толщина изделия может составлять от 0,9 до 1,5 мм.
По химической природе порошка проволока делится на такие типы, как:
- рутиловый;
- флюоритный;
- карбонатно-флюоритный;
- рутил-флюоритный;
- рутил-органический.
Технически тут все несложно: порошковый флюс во время нагрева начинает испаряться. Выделяющиеся пары формируют атмосферу из газовых пузырьков. Они надежно защитят поверхность от контакта с воздухом. Результат бывает не хуже, чем при использовании аргона или углекислоты. Порошковая проволока успешно применяется даже при сильном ветре, однако она стоит дорого и отличается большой хрупкостью.
Гибкие нержавеющие электроды также могут применяться при полуавтоматической сварке. Они получаются за счет так называемой холодной вытяжки. Исходным сырьем оказываются стальные сплавы с повышенной степенью легирования. Такие электродные инструменты:
- довольно тугоплавки;
- долго сохраняют свои практические качества;
- стойко переносят воздействие агрессивных веществ;
- устойчивы к коррозионным изменениям;
- позволяют добиться формирования превосходного шва;
- дорого стоят.
При всей важности выбора электродов и инертного газа критически важна техническая подготовка к работе. Точная настройка полуавтоматов подразумевает учет марки свариваемого металла и толщины его слоя.
Под эти обстоятельства подбирают сечение присадки, объем подаваемого газа или норму расходования флюса.
В первом приближении начинающий сварщик может получить представление об оптимальном режиме, ознакомившись с шильдиком, а ещё лучше – с технической документацией. Но важны и другие моменты.
Так, сварка не даст хорошего результата при применении грязной, ржавой и увлажненной проволоки. Особое внимание стоит уделить правильности установки проволоки в подающий механизм. Размах вылета проволоки регулируется индивидуально. Его назначают, учитывая особенности конкретного сварочного полуавтомата.
Подготовка также включает:
- надевание защитной экипировки;
- очистку рабочего места от всех посторонних предметов;
- приготовление противопожарных средств;
- принятие мер, чтобы в рабочую зону не входили посторонние люди.
Ключевые параметры при работе с полуавтоматом – это:
- напряжение в дуге, влияющее на величину тока;
- электрическая сила (чем быстрее идет проволока, тем сильнее должен быть ток);
- затраты газа (оценивают качество швов, которые не должны содержать поры).
Начальную настройку сварочных параметров всегда ведут с учетом усредненных значений по таблице. Потом проводят тестовый прогон – в зависимости от его результатов изменяют основные настройки.
Со временем сварщик начинает распознавать необходимые параметры даже по потрескиванию дуги.
Комплектация устройства и его сборка должны производиться согласно особенностям модели – даже в линейке каждого изготовителя есть свои нюансы.
Важно: повторные регулировки надо совершать после каждого рывка напряжения.
Корректировка также нужна при:
- колебаниях состава изолирующего газа;
- изменении марки проволоки;
- изменении ее сечения;
- выполнении ремонта аппарата либо смене комплектующих.
Проведение сварки полуавтоматическим аппаратом возможно различными методами. При беспрерывной обработке инструмент ведут от начала до конца шва.
Противоположностью является точечное соединение. Короткие стежки накладывают при стыковке тонких металлических листов. Работу ведут, подавая импульсы высокой мощности.
Зазор обычно выдерживают в размере 1 мм.
При сварке толстых листов надо создавать шов 10% от толщины. Горизонтальные работы осуществляют на подложке из металла. Ее надо плотно прижимать к деталям. Вертикальный шов варить труднее: надо принимать меры, чтобы шлак не стекал вниз. Он выполняется в сплошном, точечном форматах или путем нанесения коротких прихваток.
Сварка сверху вниз проще всего выполняется при помощи целлюлозной и пластмассовой проволоки (вернее, таковы их оболочки). Профилактика насыщения металла водородом достигается за счет предварительного прокаливания до 200 градусов Цельсия. Работать снизу вверх гораздо труднее.
Однако именно так варят ответственные конструкции.
Треск, щелкающие звуки говорят о медленном поступлении припоя. Расплавление проволоки, прежде чем она дойдет до наконечника, значит, уже ее торможение. Другие вероятные дефекты:
- масса брызг (мало газа, низка индуктивность);
- избыток пор, коричневые и зеленые тона (недостаточная газовая защита);
- разрыв шва и неконтролируемые брызги (избыточная длина дуги);
- неоднородность швов, непровары (засорение сварочного участка, слабость зажима массы);
- прожигание металла (избыточное напряжение);
- не проварен весь шов (малое напряжение).
О том, как освоить полуавтомат за 10 минут, вы можете узнать из видео ниже.
Режимы полуавтоматической сварки
Полуавтоматическая сварка в среде защитных газов считается востребованным методом, которые обладает простой технологией. Он подходит для обработки разных металлов, при помощи него можно получить прочное и качественное сварное соединение, которое способно прослужить длительное время.
Существуют разные режимы сварки полуавтоматом в среде защитных газов, и чтобы их подобрать, была создана специальная таблица с отображением требуемых параметров. И перед тем как приступать к сварочному процессу требуется рассмотреть его основные особенности, потому что они будут оказывать влияние на итоговый результат.

Суть полуавтоматической сварки
Перед тем как рассмотреть основные режимы полуавтоматической сварки стоит разобраться, что представляет собой данная технология. Во время проведения процесса проволока подается с определенной скоростью. Она синхронизирована со скоростными показателями ее плавления.
Главная отличительная сторона полуавтоматических приборов состоит в том, что они работают в среде защитных газов. Сварочная технология может производиться инертной среде (аргон) и активной среде (углекислый газ). В первой ситуации процесс называется MIG (metal inert gas), а во втором — MAG (metal active gas).
Газовые смеси обеспечивают изолирование области нагревания и плавления от оксидов из воздуха. Они подаются через канал, который находится на рукаве вместе с трубкой. Рукав соединяет корпус сварочного полуавтоматического оборудования с горелкой. А вот регулирование всех процессов производится кнопкой «Пуск/Стоп», которая находится на горелке.
Стоит отметить! Если сравнивать полуавтоматическую сварку с оборудованием для ручной технологии, покрытой электродами, то она дополняется электрическим механизмом для подачи сварочной проволоки и газобаллонной аппаратурой. Именно это повышает производительность процесса и улучшает качество сварных соединений.
Основные параметры
Чтобы точно выбрать режимы полуавтоматической сварки стоит понимать из чего они должны состоять. Существуют определенные критерии и настройки сварочного оборудования, зная которые сварщик сможет провести все правильно.
Диаметр и марка проволоки
Перед тем как приступать к работам стоит разобраться с тем, какой должен быть правильный диаметр проволоки. Его показатель колеблется от 0,5 до 3 мм. Расчет режимов сварки в защитных газах обязательно должен проводиться с учетом этого показателя.
Но все же чтобы подобрать правильный диаметр проволоки стоит учитывать следующие нюансы:
- Диаметр присадочного материала стоит подбирать в соответствии с толщиной свариваемого металлического изделия.
- Стоит учитывать, что каждый диаметр имеет определенные характеристики. К примеру, во время использования проволоки с небольшим диаметром многие сварщики отмечают, что наблюдается устойчивое горение дуги и небольшое разбрызгивание металла.
- При применении проволоки с большим диаметром всегда необходимо повышать силу тока.
- Важно учитывать марку используемой проволоки. А именно металл, из которого выполнена проволока, а также компоненты, входящих в состав.
- Для сваривания изделий из низкоуглеродистой или низколегированной стали стоит применять проволоки с добавлением раскислителей. В состав должны входить такие компоненты, как кремний и марганец.
- Для обработки легированной или высоколегированной стали в среде защитных газов стоит применять проволоку, выполненную из того же металла, что и деталь, которая будет подвергаться свариванию.
Какой бы ни был использован режим газовой сварки, стоит подобрать необходимый диаметр присадочной проволоки. Это влияет на прочность соединения.
Сила, полярность и род сварочного тока
Параметры сварки полуавтомат включают правильную настройку тока, который применяется во время сваривания и обработки металлических изделий. В стандартном полуавтоматическом приборе можно самостоятельно отрегулировать показатели силы, полярности и рода сварочного тока. Но все же каждый обладает определенными критериями.
К примеру, если повысить показатели силы тока, то при проведении сварочного процесса повысится глубина провара. Сила тока увеличивается в соответствии с диаметром электрода. Кроме этого не стоит забывать про особенности металла, который применяется для сваривания.
Обязательно нужно учитывать свойства полярности и рода тока. Обычно полуавтоматический сварочный процесс осуществляется с применением защитных газов, но при этом требуется подобрать необходимые показатели постоянного тока и обратной полярности.
Прямая полярность применяется в редких случаях, данные параметры сварки полуавтоматом не способны предоставить стойкое горение дуги, они ухудшают сварное соединение.
Однако имеются исключения, переменный ток часто используют при работе с изделиями из алюминия.
Многие неопытные сварщики часто забывают про важный параметр — напряжение сварочной дуги. А ведь этот показатель оказывает основное влияние на степень глубины провара металла и габариты сварного шва.
Не нужно устанавливать слишком высокое напряжение, это приведет к тому, что во время сварочного процесса расплавленный металл будет сильно разбрызгиваться, а в соединении появятся поры. Газовые смеси мне смогут в достаточной мере обеспечить защиту сварочной ванны.
Если вы хотите правильно настроить напряжение дуги стоит ориентироваться на показатели силы тока.
Скоростные показатели подачи проволоки
Выполняя расчет режима сварки в углекислом газе, стоит учесть скорость подачи проволоки. Этот показатель оказывает огромное влияние на сварочный шов.
К главным особенностям скорости полуавтоматического сварочного процесса относятся:
- скоростные показатели подачи проволоки регулируются в соответствии с ГОСТами;
- этот показатель можно подобрать самостоятельно, но при этом стоит опираться на особенности металлической структуры, ее толщину;
- толстый металл требуется варить быстрее, а соединение должно быть тонким;
- при осуществлении сварки не стоит придаваться спешке, иначе электрод выйдет из области защитных газовых смесей, и это приведет к его окислению под воздействием кислорода;
- слишком медленная скорость приводит к тому, что в итоге образуется непрочный шов с пористой структурой.
Отходящие газы
Режимы сварки полуавтоматом предполагают использование газовых смесей, которые обеспечивают максимальную защиту сварочной зоны от окисления кислородом.
Технология указывает, что могут применять разные газы. Но на практике часто применяется углекислый газ по ГОСТу 8050-85.
К основному критерию выбора данного продукта относится его низкая стоимость и доступность. Он поставляется в баллонах.
Обязательно нужно знать какое давление в углекислотном баллоне для сварки. Показатель рабочего давления составляет 60-70 кгс/см2. На поверхности присутствует надпись с желтой окраской «Углекислота».
- Какое давление углекислоты должно быть при сварке полуавтоматом можно узнать из таблицы ниже:
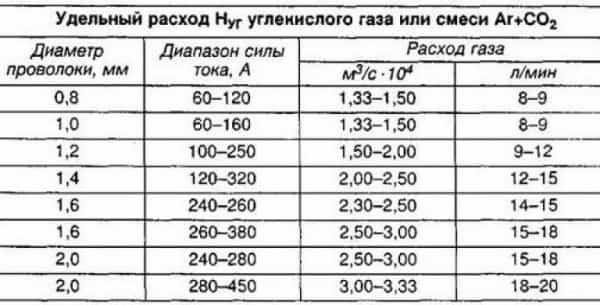
- Также рабочее давление углекислоты при сварке полуавтоматом можно найти в специальной документации и в ГОСТах сварочных полуавтоматических приборов, которые предназначены для сварки с использованием защитных газовых смесей.
- Помимо углекислоты для сварки полуавтоматом применяются другие газовые смеси, которые обладают характерными особенностями:
- аргон. Он используется достаточно часто. Но все же его в основном применяют при проведении аргонодугового сварочного процесса. Он является инертным газом, поэтому подходит для сваривания химически активных и тугоплавких металлов;
- гелий. Это инертный газ, который часто используется при проведении полуавтоматической сварочной технологии. Он обеспечивает получение прочных и широких сварных швов;
- различные смеси из аргона, гелия и углекислоты.
Особенности наклона электрода
Рассматривая режимы полуавтоматической сварки среде защитных газов, стоит изучить важные критерии угла наклона электрода. Частое нарушение, которое совершают новички — это удерживание электрода при сварке так, как они хотят. Но это считается грубейшей ошибкой.
Важно! Угол наклона электрода оказывает огромное влияние на глубину провара металлической структуры. Также от этого показателя зависит качество полученного сварного соединения.
Существует два вида наклона электрода — углом назад и углом вперед. При этом каждое положение обладает положительными и негативными особенностями. Во время сваривания углом вперед электрод ведется под углом от 30 ° до 60 °. При соблюдении этого положения стоит быть готовым к тому, что расплавленная обмазка будет сверху образовывать покрытие из шлака.
При положении вперед электрод движется после сварочной ванночки, он ее защищает от проникновения вредных газовых смесей. Определенное количество шлака, попадающее впереди соединения, будет откладываться с двух сторон стыка. Если будет выделяться много шлака, то наклон уменьшается.
При удерживании электрода углом назад сварочная зона видна хуже, зато намного лучше прослеживается состояние кромок. Также наблюдается небольшая глубина провара.
Обратите внимание! Для тонких металлов рекомендуется удерживать электродом под наклоном вперед, это положение считается наиболее подходящим. А вот углом назад можно сваривать металлические изделия с любой толщиной.
Таблицы
Чтобы правильно выбрать и установить режимы полуавтоматической сварки в углекислом газе стоит внимательно рассмотреть все важные параметры технологии.
Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе.
А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ.
Ниже имеется таблица настройки полуавтомата для сварки. Ее стоит применять для стыкового шва в нижнем пространственном положении и для сварочной технологии изделий низколегированного и низкоуглеродистого металла. Важное условие сварки — использование защитного газа и тока с обратной полярностью.
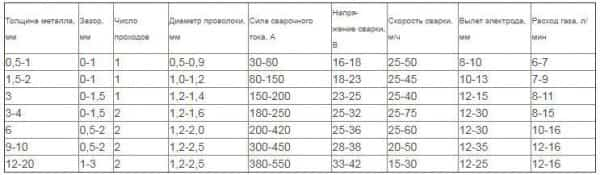
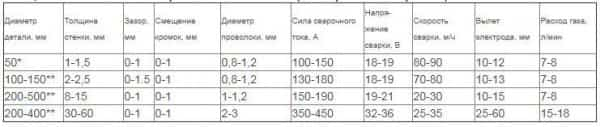
Таблица режимов сварки полуавтоматом с параметрами, которые подходят для поворотно-стыковых швов. Во время сварочного процесса рекомендуется использовать различные защитные газовые смеси.
Сварочная таблица для полуавтомата с параметрами, которые подходят для образования нахлесточного соединения. Во время сварки применяется защитный газ и ток с обратной полярностью.
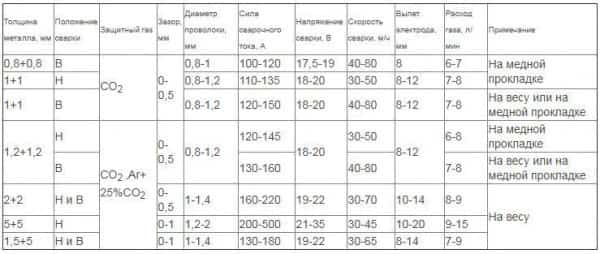
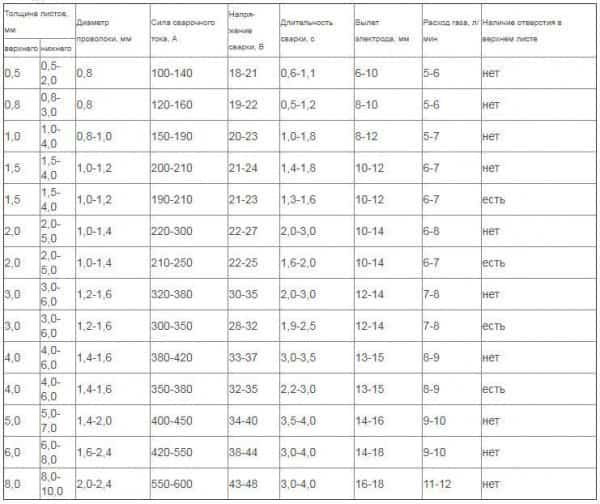
Ниже в таблице имеются рекомендуемые настройки, которые стоит использовать при проведении сваривания изделий из углеродистой стали в вертикальном положении в пространстве. Во время технологии используется ток с обратной полярностью, смеси из защитных газов.
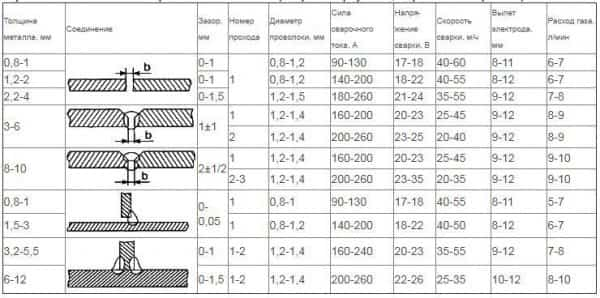
Таблица сварочных токов и других важных параметров для полуавтомата с подходящими режимами сварочного процесса с использование углекислого газа методом «точка». Ее рекомендуется использовать при работе с углеродистыми сталями.
Главные особенности полуавтоматической сварки
Важно знать не только режимы газовой сварки и их правильный выбор, но и основные особенности проведения сваривания изделий из нержавеющей стали при помощи полуавтоматического оборудования. От этого будет зависеть итоговый результат и прочность соединений.
Среди главных особенностей полуавтоматического сваривания элементов из нержавейки можно выделить:
- При проведении сварки рекомендуется использовать ток с обратной полярностью.
- Электроды должны удерживаться с соблюдением угла наклона. Если не будут выполняться основные правила, к примеру, если электрод будет больше отклоняться вперед, то соединение будет широким, а глубина проваривания небольшой. Этот способ наклона стоит использовать для тонких металлов.
- Самый большой вылет проволоки должен быть не больше 12 мм.
- Давление углекислоты при сварке нержавейки полуавтоматом должно быть такое же, как и при сваривании других металлов. Рабочий расход должен быть не больше 12 м3 в минуту, но не меньше 6 м3 в минуту. Если не будут соблюдаться данные условия, то качество шва сильно ухудшится.
- При сварке обязательно нужно использовать осушитель. В качестве него применяется медный купорос, который предварительно прогревается при 200 градусов на протяжении 20 минут.
- Чтобы защититься от брызг раскаленного расплавленного металла рекомендуется использовать водные растворы с содержанием мела.
- Если вы хотите получить отличное соединение при сварке электродом стоит водить плавно, без колебаний.
- При сваривании от края обрабатываемого изделия стоит отступать не меньше 5 см.
Плюсы и минусы
Полуавтоматическая сварка в среде защитных газов имеет положительные и негативные качества. Среди плюсов стоит выделить:
- технология обладает высокой производительностью;
- она позволяет получить отличное сварное соединение. Правильная регулировка сварочного полуавтомата обеспечивает рациональный ввод легирующих элементов и раскислителей через проволоку;
- не требуется применять флюсы и покрытия. Это значит, что нет необходимости очищать сварную зону от шлака;
- высокая эффективность;
- подходит для работы с разными сталями и металлами.
Но имеются некоторые минусы:
- аппаратура обладает сложным устройством, для ее настройки требуется иметь навыки и знания;
- требуется защита при работе на открытых площадках;
- дополнительные затраты на защиту для глаз.
Проведение полуавтоматической сварочной технологии требует соблюдения важных режимов, от которых зависит качество и прочность соединения.
Каждый сварщик должен знать диаметр проволоки, силу тока, полярность, виды защитных газов, а также какое давление углекислого газа должно применяться при сварке полуавтоматом.
Для облегчения задачи были разработаны специальные таблицы с точными параметрами сварки полуавтоматом.
Интересное видео
Правильная настройка и сварка полуавтоматом

Сварка полуавтоматом позволяет повысить производительность труда и получить качественное соединение металлических частей конструкции или изделия. Научиться варить металлы на аппаратах не так сложно, если знать принцип работы конкретного полуавтомата, нюансы подбора расходных материалов, режимов и технологию ведения сварочного процесса. Источники питания полуавтоматического типа используют на предприятиях, в мастерских, СТО и дома при выполнении соединения своими руками. В процессе обучения сварщика в специализированных заведениях уроки получения необходимых навыков проводят опытные мастера, но можно и самостоятельно варить полуавтоматом с защитой зоны расплавленного металла и без углекислоты. Главное – правильно настроить величину сварочного тока и умело осуществлять манипулирование горелкой.

Основные правила при проведении сварки полуавтоматом
Как правильно варить полуавтоматом? Этот вопрос волнует новичков, особенно тех, кто решил технологию ведения процесса освоить самостоятельно. Вначале необходимо разобраться с видами полуавтоматов: какие они бывают и чем отличаются друг от друга. От этого зависят выбор расходных материалов и технология ведения процесса.
Различают аппараты по таким признакам:
- тип исполнения (переносной, передвижной, стационарный);
- назначение (бытовые, полу— и профессиональные);
- напряжение питания (220, 380 В);
- способ защиты дуги (без защиты, в защитных газах инертных и активных, под слоем флюса, комбинированного типа);
- способ охлаждения горелки (естественное, искусственное);
- тип проволоки (сплошная стальная, алюминиевая, включая проволоку из сплавов, порошковая, комбинация указанных видов);
- способ регулирования скорости подачи проволоки (ступенчатый, плавный, плавно-ступенчатый);
- способ подачи проволоки (толкающий, тянущий и комбинированный – сочетание указанных двух видов);
- место установки аппаратуры управления (отдельно стоящая, встроенная).
Основные аспекты ведения технологии сварки зависят от модели конкретного аппарата, которые производят компании в разных странах мира.
Во всех моделях механизируется подача электродной проволоки, перемещение и манипулирование горелкой осуществляется самим сварщиком.
Проволока Ø от 0,6 до 2,5 мм подается по специальному кабелю, который называют гибким шланговым. В конструкции аппаратов присутствуют такие узлы:
- механизм подающий;
- провод шланговый;
- горелка.
Механизм подающий состоит из электрического двигателя и редуктора. Его назначение – осуществлять вращение роликов, настраивать скорость подачи проволоки и проталкивать ее по кабелю. Он может быть с одной или двумя парами роликов.
Скорость подачи может изменяться плавно или ступенчато в зависимости от конструктивных особенностей подающего механизма. Выпускают аппараты с механизмами закрытого или открытого типа, включая открытый на тележке.
Различаются они весом устанавливаемой кассеты (1,5; 2; 3,5; 4; 5; 12,5; 15; 20,0 или 50 кг).
Провод шланговый подводит ток к держателю или горелке и проводу, идущему к цепи управления. Его длина может быть 1,5; 2,5 и 3,0 м. При сварке в защитных газах предусматривается канал или устройство для его подвода.
Горелка – рабочий инструмент сварщика. С ее помощью подводится и настраивается сварочный ток, а также флюс и защитный газ, если соединение ведется с такой защитой.
Производители полуавтоматов делают все, чтобы облегчить процесс соединения, сделать его более производительным и качественным, варить без особых усилий.
Режим работы зависит от правильного подбора расходных материалов. Они напрямую связаны с маркой свариваемого металла и его толщиной.
Ориентировочно параметры скорости подачи проволоки и зависимость величины тока от вида проволоки указаны в таблице.
| Стальная | 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5 | 120 ÷ 720 | 60 ÷ 630 |
| Алюминиевая | 0,8; 1,0; 1.2, 1,6 | 120 ÷ 960 | 60 ÷ 315 |
| Порошковая | 0,8; 0,9; 1,0; 1.2, 1,6; 2,0 | 120 ÷ 720 | 120 ÷ 630 |
Варить в защитных газах нужно, предварительно укомплектовав рабочее место необходимым оборудованием. Там должен находиться баллон с редуктором, аппаратура для измерения расхода газа и его регулирования, подогреватель газа при соединении с применением баллона с углекислотой.
Подготовка полуавтомата, проволоки и газа
Полуавтомат должен быть настроен с учетом двух факторов: марки металла и его толщины. От этого будет зависеть выбор диаметра проволоки, расход газа при сварке в защитном газе и расход флюса при соединении под его слоем. Нормы расхода указаны на шильдике и в технической документации к аппарату.
Проволока на кассете должна быть чистой, без налета ржавчины и следов влаги. Ее необходимо правильно установить в механизм подачи. Нужно проследить за величиной вылета проволоки. Как это правильно это сделать, указано в инструкции по эксплуатации конкретной модели аппарата.
Установив кассету с необходимым диаметром и подготовив кромки заготовок в зависимости от толщины и загрязненности, поступают следующим образом:
- включают подачу газа, если установлен баллон высокого давления;
- возбуждают дугу, коснувшись проволокой заготовки;
- нажимают на кнопку, с помощью которой осуществляется подача проволоки.
Необходимо соблюдать такие правила:
- варить так, чтобы видеть сварочную ванну, т. е. держать проволоку, а значит и горелку, прямо или под небольшим углом наклона;
- соблюдать одинаковый зазор между деталями (при толщине деталей 1 см он должен составлять не менее 1 мм, далее его рассчитывают исходя из толщины свариваемого металла – 10% от толщины);
- при необходимости вести соединение на подкладке ее размещают плотно к деталям снизу.
Внимание! Настройка сварочного полуавтомата зависит от модели аппарата и должна соответствовать толщине изделия и марке металла. Поэтому необходимо прочитать указания производителя, которые он описывает в сопроводительных документах, и только после этого варить.
Возможные регулировки в процессе сварки
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа.
Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся.
Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Более подробно о регулировке на видео:
Сварка при помощи проволоки
Этот вид соединения частей полуавтоматом осуществляется с помощью порошковой проволоки, у которой в конструкции имеется специальная шихта. Она еще называется самозащитной, т. к.
ограждает металл расплавленного шва в процессе соединения частей от вредных компонентов, находящихся в воздухе. Варить полуавтоматом без газа можно при выполнении монтажных и строительных работ по месту их проведения.
Используют в гаражах при ремонте кузова автомобиля и других домашних работах, связанных с соединением или наплавлением. Варить можно металлические заготовки толщиной 0,5÷10 мм.
Общий вид полуавтомата для сварки порошковой проволокой и внешний вид качественно выполненного соединения показаны на рис. 2:

ПОСМОТРЕТЬ Сварочный полуавтомат на AliExpress →
- Нюансы сварки самозащитной проволокой на видео:
-
Характерные неполадки указаны в таблице:
| Невозможно зажечь дугу | Отсутствует контакт в цепи | Необходимо проверить: — контакты (зачистить их и подтянуть); — конец проволоки (очистить от корочки флюса – сбить или откусить небольшой кусок кусачками) |
| Дуга в процессе соединения обрывается | Большой сварочный ток | Уменьшить |
| Скорость подачи проволоки мала | Увеличить | |
| Не поступает в канал электродная проволока | Отсутствует контакт в кнопке пуска | Зачистить |
| Перегорели предохранители | Променять на новые | |
| Обрыв фазы в цепи электродвигателя | Устранить обрыв, отключив управление от сети | |
| Проволока прилипает к металлу свариваемых частей | Сила тока мала | Увеличить |
| Скорость подачи проволоки завышена | Уменьшить | |
| Проволока подается рывками или с непостоянной скоростью | Слабый зажим верхними прижимными роликами | Изменить усилие пружин |
| Износ поверхности ведущих роликов | Заменить на новые | |
| Заедание в наконечнике сварочной головки | Прочистить или заменить в случае износа или подгорания | |
| Изгибы сварочного кабеля | Выровнять | |
| Происходит быстрый износ подающих роликов | Высокое усилие нажатия прижимных роликов | Ослабить |
| Корпус горелки под напряжением | Пробита изоляция между контактным наконечником и корпусом горелки | Восстановить изоляцию |
| Между корпусом и наконечником имеется посторонний металлический предмет | Удалить | |
| Возникают поры в шве при сварке в защитных газах | Нарушена газовая защита | Проверить: — качество газа; — напряжение на дуге; — соответствие марки проволоки металлу, подлежащему соединению |
| Газ не поступает в зону с варки | Неполадки со шланговым кабелем (пережат или оборван) | Устранить причину |
| Не сработал отсекатель газа | Проверить питание катушки электромагнита | |
| Отверстие редуктора закупорилось | Редуктор необходимо отогреть | |
| Закрыто выходное отверстие сопла брызгами металла | Удалить брызги или заменить сопло | |
| Флюс не поступает в сварочную горелку | Давление сжатого воздуха низкое | Увеличить |
| Засорился инжектор или флюсовая трубка | Прочистить, при необходимости, просушить флюс |
Возможные дефекты шва при сварке полуавтоматом и как их не допустить

ПОСМОТРЕТЬ Сварочный аппарат на AliExpress →
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
Рисунок 5 — Дефектный шов Рисунок 4 — Дефектный шов
Чаще всего дефекты возникают в случае, если варит человек, у которого отсутствуют навыки ведения сварочного процесса. Поделитесь своим опытом сварки полуавтоматом в х к статье.
Поиск записей с помощью фильтра: ГибкаЗаточкаЗащитаКовкаРезкаСваркаСверлениеСлесарнаяТермоТокарнаяШлифовка АрматураКвадратКругЛистПолосаПроволокаТрубаУголокШвеллер АлюминийЛатуньМедьНержавейкаОцинковкаТитанЧугун
Инструкция по варке полуавтоматом
Полуавтоматическая сварка помогает быстро и надежно соединить 2 металлических заготовки. Устройство работает с деталями любой толщины, применяется в производственных и бытовых условиях. Чтобы понять, как варить полуавтоматом, нужно изучить теоретические и практические аспекты.

О технологии сварки полуавтоматом
Устройство для полуавтоматической сварки работает с газом или без, с применением специальной проволоки.
В газовой среде
для скрепления металлических заготовок применяют несколько типов газа, например углекислый или гелий. это объясняется невысокой стоимостью и экономичным расходом. газы снижают окисление металла, делая шов более прочным.
при сваривании с углекислотой требуется предварительная подготовка материала – очищение от пыли, грязи, коррозии и краски. для этого понадобится металлическая щетка или шлифовальная машина.
применяют 3 техники сварки с газом:
- непрерывная обработка. электрод или горелка устанавливается на начало шва и проводится до конца.
- точечная обработка. при таком способе элементы соединяют не сплошным швом, а пунктирной линией.
- коротким замыканием. применяется для соединения деталей из тонкого металла. материал расплавляют импульсами, подаваемыми от замыкания в агрегате. жидкий металл формирует каплю, необходимую для создания шва.
для работы с углекислотой устанавливают функцию переменного тока. агрегат настраивают в соответствии с видом и толщиной металла. расход газа определяется режимом сварки. проволока расплавляется с одинаковой скоростью. подготовив детали, запускают подачу газа, активируют сварочную дугу.
для этого проводят электродом по детали, нажимают на клавишу «пуск». качество сварочного шва зависит от следующих нюансов:
- расстояние от электрода до заготовки. нельзя устанавливать проволоку близко к металлу, это затрудняет обзор шва.
- зазор между краями деталей. при толщине листа менее 1 см оставляют расстояние в 1 мм. при больших значениях зазор составляет 10%.
- использование подложки. этот инструмент препятствует вытеканию расплава из шва.
рекомендуем к прочтению как настроить полуавтомат для сварки
пайка алюминия
с помощью полуавтомата сваривают разные металлы, в т. ч. алюминий. однако есть тонкости, связанные со структурой материала. поверхность покрыта тонким слом окисла, который плавится при более высокой температуре. в качестве вспомогательного газа в таком случае применяют аргон. алюминий сразу расплавляется, поэтому под детали ставят подложку.
заготовки соединяют плавкими электродами под воздействием постоянного тока. на дугу ставится плюсовой заряд, на металл – отрицательный. так верхний слой расплавляется быстрее. перед началом сварки поверхность можно очистить от оксидной пленки. детали устанавливают в любой пространственной позиции.
с использованием проволоки
сварку с проволокой выполняют как с применением газа, так и без него. самый распространенный способ – использование флюса. такой метод необходим на производственных площадках. необходимо учитывать высокую стоимость флюса.
материал представляет собой порошок, расположенный в сердцевине проволоки. при плавлении образуется газ, защищающий шов от окисления. дополнительной подачи вещества не происходит.
этот способ сварки полуавтоматом для начинающих имеет следующие особенности:
- возможность использования во всех условиях. при газовой сварке качество шва ухудшается в ветреную погоду или при сквозняке.
- сварку с проволокой не рекомендуется применять для обработки тонкого металла или низкоуглеродистой стали. шов может трескаться или деформироваться.
- для повышения температуры сварочной дуги используют обратную полярность.
правила варки полуавтоматом
Чтобы научиться качественно соединять детали, нужно знать нюансы работы с аппаратом. Не менее важной считают технику безопасности. При сварке полуавтоматом соблюдают следующие правила:
- Надевают защитный костюм, маску, нейтрализующую негативное воздействие ультрафиолета на глаза.
- Делают пробный шов на черновых деталях. Это поможет правильно настроить аппарат. Перед использованием устройства изучают инструкцию.
- Во время работы делают паузы, препятствующие перегреву агрегата.
Рабочие параметры выставляют с помощью настроечных таблиц, входящих в руководство по эксплуатации устройства. Варить толстые детали при низкой силе тока не рекомендуется. Это ухудшает качество шва. Иногда соединить детали друг с другом не удается.
Силу тока устанавливают на основании того, какой толщины заготовки будут свариваться. С учетом принципа работы агрегата меняют и напряжение.
Инструкция по работе со сварочным аппаратом
Сварку металлических заготовок осуществляют так:
- Подготавливают рабочее место и детали. Подсоединяют массу к свариваемому материалу. При работе с небольшими заготовками используют металлический стол. К нему подсоединяют нужный проводник. Стол можно заменить горизонтально установленным металлическим листом, к которому подключают «нуль» сварочного агрегата.
- Выбирают величину выступа проволоки из сопла. Рекомендованное значение – 5 мм. Сильно выступающий элемент отрезают кусачками.
- Устанавливают свариваемые детали рядом друг с другом. Проводят электродом по 2 точкам. Это сделает заготовки неподвижными. При сварке внахлест используют струбцины, надежно удерживающие детали.
- Возбуждают сварочную дугу, расплавляют металл в местах соединения. Если аппарат работает нестабильно, увеличивают силу генерируемого агрегатом тока.
- Проваривают шов от одного конца к другому, плавно ведя дугу над металлом.
Рекомендуем к прочтению Лучшие сварочные полуавтоматы
Какие ошибки нельзя допускать
При нарушении технологии сварки шов получается недостаточно прочным. При неправильном выборе расходного материала появляются трещины и пустоты, делающие соединение некачественным. Ошибки возникают при некорректном подборе следующих величин:
- Размер проволоки. С недостаточным значением сварочный шов получается слишком узким, с избыточным – широким. Это негативно отражается на глубине соединения.
- Сила тока. Также сказывается на глубине провара. Чем больше значение, тем глубже соединение. Это приводит к появлению отверстий, особенно при работе с тонкими изделиями. Увеличение напряжения способствует расширению шва.
- Скорость сварки. Если вести дугу вдоль стыка слишком быстро, соединение получится неглубоким. При снижении скорости работы образуются прожоги, соединение становится неравномерным. Заготовки нередко деформируются.
Дефекты возникают, если пользователь не знает, как работает полуавтомат и что нужно для качественной сварки.





