- Особенности выбора сверл для подготовки черновой резьбы
- Используемые инструменты
- Технология выполнения внутренней резьбы
- Виды резьбы и параметры
- Подбор сверла для метрических метчиков
- Размеры отверстий под резьбу: таблицы, инструменты, процесс нарезки. Какое сверло нужно под метчик м8?
- Основные типы резьбы
- Отверстия по ГОСТ
- Какое сверло лучше использовать
- Основные виды и различия метчиков
- Как подобрать сверло под бесстружечный метчик
- Особенности выбора сверла под метчик
- Как подобрать сверло под бесстружечный метчик
- Диаметр сверла под резьбу (таблица)
- Как определить отверстие под резьбу без таблицы?
- Для каких материалов указаны значения в таблице?
- Диаметр сверла под резьбу для метчиков. Таблица
- Таблица рекомендуемых диаметров отверстий под резьбу, мм
- Диаметр отверстия под метрическую резьбу: таблица размеров по ГОСТ
- Разновидности и параметры резьбы
- Применение метчика
- Технология нарезания внутренней резьбы
24.09.21
Как подобрать сверло под метчик
На подготовительном этапе к такой технологической операции как резьба посадочного места необходимо вначале правильно подобрать сверло под метчик.
Его диаметр должен точно соответствовать инструменту, иначе возникнут сложности, которые негативно отразятся на качестве работы.
Прочные твердосплавные сверла для резьбы можно заказать в нашей компании «Микрон». Вся продукция соответствует стандартам ГОСТа.
Особенности выбора сверл для подготовки черновой резьбы
Размеры сверл под метчики для нарезки резьбы подбирают в зависимости от этапа подготовки посадочного места. Создание черновых отверстий требует соблюдения следующих правил:
- Сверло нужно подбирать строго под обрабатываемую деталь, вернее под материал, из которого она сделана. В большинстве случаев используется инструмент, изготовленный из стали с примесью кобальта. Если проводится обработка сложных и очень твердых заготовок, то следует применять сверла из твердых сплавов;
- Отверстие предварительно обрабатывается зенковкой, после чего в нем делают фаску. Это обеспечивает лучшее центрирование метчика и простоту захода шпилек, болтов и других видов крепежа;
- При выборе диаметра сверла под метчик учитывают свойства материала. Параметры отверстий у вязких и мягких металлов будут другие по сравнению с твердыми и хрупкими. К примеру, в мягких заготовках D сверла для резьбы типа М8 – 6,8 мм, а для твердых — 6.7 мм;
- При обработке хрупких материалов, например чугуна, размер чернового отверстия рекомендуется уменьшить на 1/10 мм.
Точные параметры отверстий и предельные отклонения определены стандартами ГОСТ. В этом документе также указаны особенности посадочных мест в вязких и мягких материалах.
Если резьбонарезание требует предельной точности, то ориентируются на ГОСТ.
Приведенные ниже таблицы диаметра сверла под резьбу метчика и положения ГОСТ используют с целью получения качественных отверстий и исключения поломки оборудования.

Используемые инструменты
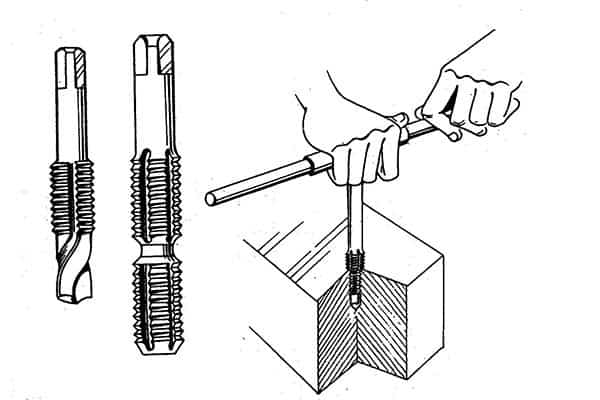
Перед резьбонарезанием определяется диаметр посадочного места и производится его сверление. После этого используется метчик для нарезания резьбы – винтообразное устройство с режущими канавками, расположенными вдоль оси. Канавки делят рабочую часть на сегменты – гребенки с острыми краями.
Чтобы резьба получилась аккуратной и соответствовала требуемым геометрическим параметрам, ее нарезают постепенно, поэтапно снимая тонкие слои металла.
Именно поэтому используют комбинированные метчики с разделенной на 3 части рабочей зоной (для грубой обработки, для растачивания канавок и для финишного этапа), либо наборы инструментов для предприятий.
Единичные метчики с одним геометрическим параметром по всей длине стержня применяют в тех случаях, когда нужно обновить параметры резьбового отверстия.
Метчик чаще всего используется вместе с метчикодержателем или иначе воротком. Размер его посадочного отверстия должен совпадать с параметром хвостовика устройства.

Технология выполнения внутренней резьбы
Метчик в процессе формирования канавок не только срезает слой металла, но и продавливает материал. Поэтому диаметр сверла должен быть чуть меньше (на 0,5-0,7 мм), чем диаметр подготавливаемой резьбы.
В таблицах ГОСТа указаны D со стандартным и уменьшенным шагом. Рассчитать D металлорежущих сверл с коническим хвостовиком для метрических резьбовых отверстий можно и самостоятельно. Но для этого нужно знать диаметр предполагаемой резьбы. Из этого значения вычитают шаг резьбы, который можно посмотреть в таблице соответствия сверла и метчика.
Если для подготовки посадочного места применяется трехзаходный метчик, то определить диаметр отверстия можно по формуле До = Дм х 0,8. Первое значение это непосредственно нужный диаметр, а Дм – диаметр метчика.
Внутренняя резьба делается в несколько этапов:
- Сверло закрепляется в патроне станка или дрели, на его поверхность наносится смазка (скипидар, керосин, машинное масло). Обороты должны быть выставлены невысокие;
- С помощью керна или молотка делается углубление;
- Перед сверлением нужно убедиться, что сверло расположено строго перпендикулярно, а сама заготовка прочно закреплена в тисках;
- После сверления, используя сверло чуть большего размера, делают фаску;
- После предварительной подготовки приступают к нарезанию. Для грубой черновой обработки используется метчик 1. После двух оборотов по ходу часовой стрелки, один делают в противоположную сторону, это необходимо для удаления образующейся стружки. После черновой работы используют метчик 2, затем 3.
В ходе выполнения манипуляции нужно учитывать, что движения не должны быть слишком затруднены. Если чувствуется сильное препятствие, то стоит повторно использовать предыдущие метчики или тщательно удалить всю стружку из углубления.

Виды резьбы и параметры
Резьбу классифицируют на разные типы по нескольким параметрам, это:
- Единицы, в которых исчисляется диаметр. Чаще всего это метрическая и дюймовая система;
- Форма профиля – круглая, трапециевидная, треугольная;
- Количество заходов нитей – 1,2 или 3;
- Направление, в котором витки поднимаются – левое или правое;
- Форма – коническая или цилиндрическая;
- Внутренняя или наружная;
- Назначение – ходовая, крепежная или крепежно-уплотнительная.
Перечисленные выше параметры определяют вид резьбы(и соответственно размеры сверл под метчики), она может быть:
- Цилиндрической (MJ);
- Метрической (M) и конической (МК);
- Трубной (маркировка G или R);
- С круглым профилем (Е);
- Круглой для использования в сантехнических устройствах (Кр);
- Трапецеидальной (Tr);
- Упорной (S ) и упорной усиленной (S45);
- Дюймовой (BSW, UTS или NPT);
- Используемой при креплении труб в нефтяных скважинах.

Подбор сверла для метрических метчиков
Стандартными метчиками считаются устройства от М3 до М12. Какие нужны сверла под метчики под резьбу метрическую с крупным шагом можно узнать из таблицы
| М3х0.5 | 2.5 |
| М4х0.7 | 3.3 |
| М5х0.8 | 4.2 |
| М6х.1.0 | 5.0 |
| М8х1.25 | 6.8 |
| М10х1.5 | 8.5 |
| М12х1.75 | 10.2 |
| М14х2.0 | 12.0 |
| М16х2.0 | 14.0 |
| М18х2.5 | 15.4-15.6 |
| М20х2.5 |
Размеры отверстий под резьбу: таблицы, инструменты, процесс нарезки. Какое сверло нужно под метчик м8?
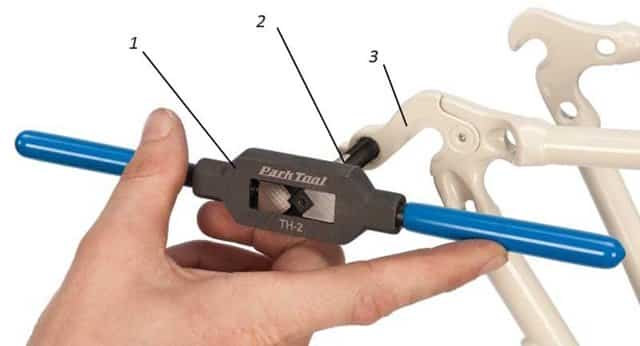
- Процесс нарезания внутренних канавок в отверстии метчиком:
1 – вороток; 2 – метчик; 3 – деталь с подготовленным отверстием - Принято делить резьбы по типам и назначению. Есть несколько критериев, которыми пользуются для определения определенного вида:
- единицы измерения. Основными мировыми исчислениями для техники являются СИ и дюймовая система. Принято пользоваться миллиметрами или дюймами. Важно! При создании трубопроводной сети используют дюймовую трубную резьбу;
- в зависимости от числа нарезаемых ручьев принято делить на: одно-, двух- и трехзаходные резьбовые изделия. Большее количество применяется крайне редко;
- важным показателем является вид профиля вырезаемой канавки. Чаще всего применяют треугольный вид. Он может иметь 60 ⁰ при вершине (метрические) или 55 ⁰ – дюймовые. Помимо этого изготавливают прямоугольные (для ходовых винтов и гаек), круглые (для электрических ламп) и трапециевидные (упорные типы);
- по направлению вращения делят на: правые (если смотреть вдоль оси и движении вперед, то вращение происходит по часовой стрелке), левые – закручивание производится вращением против часовой стрелки;
- уже отмечалось, что нарезают канавки снаружи (наружная) и внутри (резьба в отверстии);
- по форме образующей поверхности: цилиндрическая (распространена повсеместно) и коническая (используется при изготовлении затягивающихся пробок);
- назначение резьбовых сочленений может быть различным: крепежное (соединяет детали в единый узел); крепежно-уплотнительный (не только фиксирует детали между собой, а также предотвращает проникновение газов и жидкостей между соединяемыми изделиями); ходовые, предназначенные для ориентированного перемещения вдоль оси винтовой поверхности на заданное расстояние.
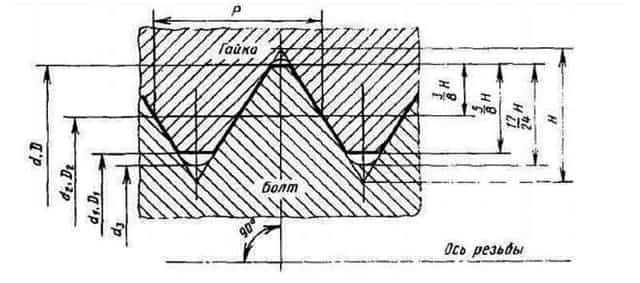
- Основные параметры резьбового соединения (метрическая, заглавные буквы обозначают внутреннюю поверхность гайки, строчные – отвечают за наружную болта):
- d – наружный диаметр болта, на поверхности которого нарезается резьба. Номинальный параметр, мм;
D – наружный диаметр резьбы на гайке, мм;
d₂ – значение среднего диаметра на болте, мм;
D₂ – размер среднего диаметра гайки, мм;
D₁ – диаметр гайки внутри канавок, мм;
d₁ – диаметр болта по внутренней поверхности винтовой линии, мм;
D₁ – минимальный диаметр канавки на гайках, мм;
d₃ – минимальный диаметр болта по канавкам, мм;
Р – резьбовой шаг, мм; - Н – высота треугольника, задающего профиль резьбы.
Основные типы резьбы
На практике чаще всего используется метрическая резьба. Ее обозначают буквой М (в импортном исполнении могут указывать букву J). Рядом указывается число, характеризующее номинальный диаметр соединения. Но кроме обычных метрических исполнений используются еще ряд специальных:
- МК (JK) – метрическая для конусов;
- G или R – дюймовая трубная. Для отечественных пользователей на чертежах указывается значок дюйма (“) и надпись трубная;
- Е – круглая с профилем Эдисона используется для электрических ламп. В отечественном исполнении принято указывать номинальный диаметр и добавлять круглая электроламповая. Внимание! На практике специального инструмента для нареки подобных устройств нет. Винтовая линия производится накатыванием на тонкостенную жесть. Подобные операции выполняются в условиях крупных предприятий;
- Тr – трапециевидная поверхность профиля. В отечественных изделиях обязательно прописывается слово трапециевидная с обязательным указанием параметров трапеции;
- Кр – появление на рынке сантехнической арматуры импортного исполнения привело к тому, что появилась круглая резьба для санитарно-технических устройств, изготавливаемых на базе сплавов меди. Использование подобных изделий ограничено, но некоторые могут с ними столкнуться в повседневной практике;
- S и S45 – упорный тип профиля резьбового соединения. Имеет довольно ограниченное применение. Она встречается в станках, а также на судах. S45 указывает на усиленное исполнение;
- BSW, UTS – так обозначают дюймовые резьбы в спецификациях. BSW – это цилиндрическое исполнение. UTS – конический вид винтовой линии;
- NPT – для нефтяников существует свой стандарт резьбовых соединений труб. Здесь традиционно применяется дюймовый размер. В зависимости от диаметра могут использоваться треугольные или прямоугольные виды профилей.

Отверстия по ГОСТ
Госстандарт был утвержден еще в СССР в 1973 году. Затем нормативы проверялись, переутверждались, но не изменились, потому что были каждый раз признаны самыми эффективными.
Стандарт сочетает в себе сразу несколько документов и предназначен для нарезки различных сплавов – чугуна, стали, алюминия, меди.
Он обеспечивает соблюдение размерного ряда, чтобы крепеж хорошо держался и имел максимальную износостойкость и прочность. Нормативный акт – ГОСТ 19257-73.
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия. Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10.
Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался.
Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5.
Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки).
Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
В данной статье будут приведены, основные таблицы отверстий и сверл под резьбы, рассмотрены основные виды метчиков, технология нарезания резьб ручным инструментом, виды СОЖ и причины возникновения брака.
Основные виды и различия метчиков
По назначению:
- Слесарные – используются в ручном инструменте.
- Гаечные – позволяют массово, быстро и удобно изготавливать гайки.
- Машинные или машинно-ручные – имеют повышенную износостойкость, могут использоваться как в ручном инструменте, так и в станках.
- Метчики трубные – для накатывания резьбы в трубах, резьба в дюймовой системе, позволяют создавать резьбы от 1/8 до 2 дюймов.
- Виды метчиков для разных отверстий:
- С подточкой – лучше всего подходит для отверстий сквозного типа, срезанный металл идет перед метчиком и стружечный канал остаётся чистым.
- С канавками винтового типа – используется для глухих отверстий, срезанный металл за счет инерции и СОЖ поступает наружу, благодаря чему снижается нагрузка на инструмент
- С канавками прямого типа – представляет собой универсальный вариант, оптимально походит для материалов, у которых короткая и легко обламывающаяся стружка.
- По типу обрабатываемого материала:
- Легированные, нерж., низколегированные, легкообрабатываемые стали – угол 8-10 градусов, прочность до 900 Н/мм 2 .
- Конструкционные, углеродистые, легированные и улучшаемые стали, сплавы алюминия, которые дают короткую стружку (невязкие) – угол 12-15 градусов, прочность до 500 Н/мм 2 .
- Нерж. труднообраб. стали – передний угол 6-8 градусов, прочность до 500 Н/мм 2 .
- Бронза, латунь, дающие короткую стружку, твёрдые пластмассы, чугун (строго HSS) – угол 0-3 градуса.
- Сплавы алюминия, которые дают длинную стружку, магниевые, цинковые сплавы, медь – угол 15-20 градусов.
Как подобрать сверло под бесстружечный метчик
Выбор сверла под бесстружечный метчик, который используется для выдавливания резьбы, имеет свои сложности, связанные с деформацией металла. Металл в ходе обработки деформируется как в направлении оси отверстия, так и в противоположном. По этой причине черновое отверстие под раскатку обычно делают большего диаметра, чем под нарезку со стружкой.
К примеру, чтобы нарезать резьбу М8 с шагом 1,25 мм, необходимо взять метчик диаметром 6,8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие диаметром 7,45 мм. Вначале ознакомимся с табличными значениями для метрических бесстружечных метчиков.
Таблица размеров отверстий под раскатники метрическая резьба крупный шаг (DIN 13/ГОСТ 24705):
Особенности выбора сверла под метчик
При выборе сверла под метчик необходимо учитывать следующие рекомендации.
- Следите, чтобы сверло подходило под обрабатываемый материал. Для большинства резьбонарезных операций хватает инструмента из быстрорежущей стали с содержанием кобальта. Однако если материал тверже, используйте твердосплавное сверло.
- Черновое отверстие требуется обработать зенковкой и сделать фаску. Это позволит лучше центрировать метчик, а также обеспечит лучший заход в резьбу болтов, шпилек и т. п.
- Принимайте во внимание свойства материала. У хрупких твердых и мягких вязких металлов диаметр отверстия будет отличаться. Так, диаметр сверла под резьбу М8 в мягком материале составит 6,8 мм, а в твердом — 6,7 мм.
В этой статье вы найдете ссылки на ГОСТы, которые указывают, какое сверло выбрать под имеющийся метчик. В документах прописаны размеры отверстий разной точности и предельные отклонения диаметров. Здесь же приведены диаметры отверстий для нарезания резьбы в мягких и вязких материалах.
Как подобрать сверло под бесстружечный метчик
Выбор сверла под бесстружечный метчик, который используется для выдавливания резьбы, имеет свои сложности, связанные с деформацией металла. Металл в ходе обработки деформируется как в направлении оси отверстия, так и в противоположном. По этой причине черновое отверстие под раскатку обычно делают большего диаметра, чем под нарезку со стружкой.
К примеру, чтобы нарезать резьбу М8 с шагом 1,25 мм, необходимо взять метчик диаметром 6,8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие диаметром 7,45 мм. Вначале ознакомимся с табличными значениями для метрических бесстружечных метчиков.
Краткая таблица для самых популярных размеров метрической резьбы с крупным шагом:
| Метчик (резьба/основной шаг) | Диаметр отверстия (⌀ сверла), мм |
| М3х0.5 | 2.5 |
| М4х0.7 | 3.3 |
| М5х0.8 | 4.2 |
| М6х.1.0 | 5.0 |
| М8х1.25 | 6.8 |
| М10х1.5 | 8.5 |
| М12х1.75 | 10.2 |
| М14х2.0 | 12.0 |
| М16х2.0 | 14.0 |
| М18х2.5 | 15.4-15.6 |
| М20х2.5 |
Диаметр сверла под резьбу (таблица)
SVERLA.info » Статьи » Диаметр сверла под резьбу
Цветом выделен основной шаг резьбы
| Резьба | Ø сверла, мм | Резьба | Ø сверла, мм |
| М1.4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
| М4х0.5 | 3.5 | М18х2 | 16 |
| М5х0.8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4.5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.5 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1.5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
| М8х1.25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3.5 | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9.8 | М30х2 | 28 |
| М11х1 | 10 | М30х1.5 | 28.5 |
| М12х1.75 | 10.2 | М33х3.5 | 29.5 |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10.8 | М33х2 | 31 |
| М12х1 | 11 | М33х1.5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
| Резьба | Ø сверла, мм | Резьба | Ø сверла, мм |
| G 1/8 | 8.8 | G 1 1/4 | 39.5 |
| G 1/4 | 11.8 | G 1 3/8 | 42 |
| G 3/8 | 15.25 | G 1 1/2 | 45.5 |
| G 1/2 | 19 | G 2 | 57.5 |
| G 5/8 | 21 | G 2 1/4 | 63.5 |
| G 3/4 | 24.5 | G 2 1/2 | 72.5 |
| G 7/8 | 28.25 | G 2 3/4 | 78.5 |
| G 1 | 30.75 | G 3 | 85.5 |
| G 1 1/8 | 35.5 |
| 1/4х20 | 5.1 | 7/8х9 | 19.5 |
| 5/16х18 | 6.5 | 1х8 | 22.25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
| 1/4х28 | 5.5 | 3/4х16 | 17.5 |
| 5/16х24 | 6.9 | 7/8х14 | 20.5 |
| 3/8х24 | 8.5 | 1х12 | 23.25 |
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
| 9/16х18 | 12.9 | 1 3/8х12 | 33 |
| 5/8х18 | 14.5 | 1 1/2х12 | 36 |
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19.25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Как определить отверстие под резьбу без таблицы?
Предположим, требуется нарезать резьбу М10х1.5.
1. Номинальный диаметр резьбы: 10 мм. 2. Номинальный шаг резьбы: 1.5 мм 3. Диаметр резьбы минус ее шаг: 10-1.5=8.5 мм
4. Результат — 8.5 мм
Используя данный метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Для каких материалов указаны значения в таблице?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем ознакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
Диаметр сверла под резьбу для метчиков. Таблица

При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| ⌀ резьбы | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
- Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
- Dотв = диаметр — P
- На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской.
Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия.
На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Диаметр отверстия под метрическую резьбу: таблица размеров по ГОСТ
Несмотря на то, что нарезание внутренней резьбы не относится к сложным технологическим операциям, существуют некоторые особенности подготовки к этой процедуре.
Так, следует точно определить размеры подготовительного отверстия под нарезание резьбы, а также правильно подобрать инструмент, для чего используются специальные таблицы диаметров сверл под резьбу.
Для каждого из типов резьбы необходимо использовать соответствующий инструмент и рассчитывать диаметр подготовительного отверстия.
Диаметр резьбы и проходное отверстие должны соответствовать стандартам, иначе канавки выйдут слишком маленькие и резьбовое соединение будет ненадежным
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).
Параметры метрической резьбы
В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в честь Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности.
Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов.
Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр.
Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах.
В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров.
Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Ознакомиться с положениями ГОСТ, регламентирующими нарезание метрической резьбы, можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 19257-73 Отверстия под нарезание метрической резьбы. Диаметры
Скачать
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага.
Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия.
Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
- До = Дм х 0,8, где:
- До – это диаметр отверстия, которое надо выполнить с помощью сверла,
- Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой.
Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно.
Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку.
Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин.
Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).





