- Принцип работы трубогиба
- Функция устройства
- Классификация профилегибов
- Особенности конструкции и характер действия гибочных станков
- Требуемый материал и инструментарий
- Варианты создания ручных профилегибочных станков
- Вариант 1
- Вариант 2
- Собственный ручной профилегиб – план изготовления, чертежи
- Как сделать своими руками ручной профилегиб
- Типы профилегибов
- Принцип работы профилегиба
- Конструкция самодельного гибочного станка на чертеже
- Изготовление самодельных схем
- С учетом типажа своего изгибаемого профиля
- Последовательность сборки профилегиба с ручной подачей
- Материалы для работы
- Изготовление станка
- Что представляет собой профессиональное оборудование
- Сборка профилегиба своими руками
- Основное предназначение
- Конструкционные особенности
- Принцип работы
- Порядок сборки
- Станок для гибки профильной трубы: схемы самодельных трубогибов
- Виды станков для гибки профильной трубы
- Классификация гибочных станков по типу привода
- Виды трубогибов по способу установки
- Классификация станков по методу изгиба
- Изготавливаем гидравлический трубогиб
- Прокатный трубогиб своими руками
- Вариант станка с поворотной платформой
- Прокатный станок с тремя роликами
- Как изогнуть профильную трубу простым способом?
- Выводы и полезное видео по теме
Профильная труба – это металлическое изделие, обладающее в своем сечении специальным контуром. Потребность в сгибе труб из профиля возникает часто, особенно при ведении хозяйства.
Это может быть изготовление деталей для возведения парника из металлического каркаса либо выделка обрабатываемых предметов трубопроводов сложной формы. На практике применяют механизмы и устройства промышленного выпуска, что достаточно накладно для потребителя.
Гораздо практичнее создать ручной профилегибочный станок собственными силами. Для производства станка не потребуется никаких редких деталей, а собрать его конструкционную форму можно в любом свободном помещении.
Приспособление собственной работы сделает возможным создать трубу с необходимой кривизной, что позволит избежать недочетов и изъянов на ее плоскости.

Принцип работы трубогиба
Особенность действия профилегиба элементарна: труба из профиля устанавливается между 3 основными валами. Главный вал формирует давление, пригибающее металлический элемент под требуемым углом.
Для трубогиба в единственной локальной области потребуется применение точечного агрегата.
В случае если требуется создать дуговой контур, то используется прокатный профилегибочный станок, соединяющий сгиб металлической заготовки с протяжкой.
Функция устройства
Чтобы понять предназначение трубогиба следует взглянуть лишь на его название.
Становится понятно, что назначение профилегиба – это сгиб металлических контурных труб, чтобы создать определенный диапазон скругления требуемого участка либо всей протяженности изделия.
Воспользовавшись профилегибочным оборудованием, можно реализовать ряд технологичных процессов с металлопрокатом разного типа:
- перегиб металлической арматуры либо прута, в том числе и изделия из эластичной стали;
- сгиб контурного металлопроката в форме квадрата либо прямоугольника;
- создание изгиба из округлых труб либо их пригибание под необходимым углом;
- закругление изделий любого периметра из видового проката (балка, двутавровое изделие).

Имеется в наличии несколько марок агрегатов трубогиба. Одни допускают применять силу только на назначенном месте изделия.
Другие модели трубогиба прокатывают заготовку между валами, тем самым создавая давление по всей протяженности.
Стоит отметить, что прокатка болванки предоставляет возможность создать предмет любой формы без заблаговременного прогрева. Изгибы создаются под любым углом в диапазоне 1-360 градусов в свободных плоскостях.
Классификация профилегибов
Профилегибы разделяются на несколько категорий:
Гидромеханические аппараты трубогиба. Профилегибы гидравлического типа являются техническими средствами, то есть обладают высокими показателями мощности и предопределены для постоянной установки.
Эти аппараты применяют в основном в цикловом изготовлении деталей, когда необходимо создать огромную численность одинаковых изделий.
Гидравлика трубогиба позволяет снять работу с оператора, что дает ему возможность контроля технологического процесса станка посредством нажима кнопок.
Основные преимущества гидравлики:
- повышенный темп рабочего процесса;
- автоматизация операций трубогиба;
- легкость эксплуатирования;
- возможность создать профильный сгиб большого сечения.
К минусам механизмов этого типа причисляется ценовой аспект оборудования, стационарная установка и трудность, которая обусловлена использованием гидравлики.
Гальванические (электрические) устройства трубогиба. Гибочные агрегаты, имеющие электродвигатели также считаются стационарным устройством, так как им необходимо подключение к источнику тока.
Электромотор, как правило, соединяется с винтовой передачей, что снижает стоимость оснащения, но не позволяет использовать операцию гнутья трубопрофилей большого сечения. Такие аппараты попадаются в мелких предприятиях и персональных цехах.
Важно отметить, что встречается модификация самодельных аппаратов трубогиба с электроприводом, работающих не хуже заводских моделей.
Основные положительные факторы электрического трубогиба:
- невысокая стоимость оборудования;
- значительная скорость обработки;
- элементарность конструкции устройства;
- высокие показатели точности сгиба;
- возможность использования автоматизированных схем управления агрегатом.
К недочетам данных станков трубогиба относится отсутствие маневренности и неспособность изгиба контуров повышенного габарита.
Самодельные аппараты. Ручные профилегибы, произведенные самостоятельно, отмечаются легкостью в использовании, компактными размерами и невысокой стоимостью.
Вследствие простоты конструкции, эксплуатирование профилегибов «кустарного» типа не потребует особых навыков.
Гиб своими руками с легкостью переносится к месту монтажа, а умеренная стоимость аналогичных устройств, предполагает их массовое применение. Несмотря на это, конструкционный фактор трубогиба имеет ряд изъянов:
- невозможно точно определить диапазон сгибания;
- обработка изделий требует большого количества времени;
- необходимо применение высоких физических усилий человека;
- возделывание контуров с незначительным поперечным сечением.
Ценовой фактор и простота механизма профилегибов с ручным управлением делают их заманчивыми для производства в домашних условиях. Поэтому самодельный профилегиб массово распространился в помещениях умельцев. Стоит сказать, что ручное гибочное устройство может быть дополнено электроприводом.
Особенности конструкции и характер действия гибочных станков
Главным элементом профилегиба считаются валы, которые устанавливаются на несущей станине трубогиба. Пара валиков прокатного типа обеспечивает осевое передвижение, а вал подвижного типа осуществляет прижим на заготовку профилегиба.
Усилие прижатия контролируется посредством винтовой пары, рычага или с помощью гидравлики. Все зависит от конструкции профилегибочного станка.
Валики прокатного действия приводятся в рабочее состояние посредством электрического двигателя либо ручным способом.
Различают и некоторые иные конструкции устройств:
- Трубогиб для профильной трубы с подвижным роликом, расположенным слева, применяют для создания спиралей. На такие устройства часто устанавливаются ЧПУ, что позволяет добиться точности в угле сгиба;
- Профилегибы с движущимися нижними валами, могут загибать объемные изделия, в результате чего они снабжены гидравликой. Благодаря регулятору положения в устройстве можно получить изделия сложной формы;
- Марки станков со всеми движущимися роликами. Они могут функционировать с изделиями любой формы и толщины.
Стоит отметить, что главным отличием профилегибочного оборудования от иных видов подобных устройств, является не изгиб вокруг неподвижного вала аппарата, а применение способа холодного проката при изменении формы детали. Благодаря этому можно видоизменять форму изделию любой протяженности и сечения. Похожая форма и послужит базой для воспроизводства самодельного станка своими руками.
Требуемый материал и инструментарий
Для производства ручного профилегиба потребуется:
- лист из металла, толщиной не менее 7 мм;
- бегунок (ходовой ролик);
- ролик для нажима;
- уголки, желательно из стали, с размерами 50х50х2,5 мм;
- участок трубы с толстыми стенками, диаметром 25 мм;
- узлы вращения;
- кусок квадратного прута 20 х 20 х 40 мм;
- шайбы и гайки для крепежа;
- машина для шлифовки;
- сварочное оборудование;
- слесарный молоток;
- прибор для измерения.
В процессе сборки трубогиба не стоит забывать о личной безопасности. Это в первую очередь касается при работе с режущей и сварочной аппаратурой.
Варианты создания ручных профилегибочных станков
Чтобы воспроизвести станок для гибки труб, совсем не нужно повторять имеющуюся конструкцию агрегата. Проще будет создать самодельный профилегиб по чертежам, фото, скаченным из сети или сделанных собственноручных схем.
Не менее полезным действом будет просмотр видео процесса сборки и схема работы готового аппарата, все в том же интернете.
Это сбережет время и средства, а также даст возможность соорудить трубогиб, который прекрасно впишется как по предназначению, так и по месту расположения.
Основной принцип, которым необходимо руководствоваться при создании самодельных трубогибов для профильной трубы – простота устройства и долговечность.
Вариант 1
Профилегибочный агрегат для точечного сгиба можно соорудить из швеллера, четырех металлических уголков и пары гусеничных пальцев от трактора.
Изгиб предмета осуществляет обычный гидравлический рычаг с надрывом не менее 5000 кг. На рабочее тело помещается металлический «башмак».
Этот предмет принято заказывать у токаря, но можно сделать и самому из устаревшего шкива, масштаб «ручейка» должен соответствовать ширине трубы из профиля.
Отхватив средину от шкива нужно просверлить в его плоскости посадочную точку для тела домкрата, так приобретают механизм гидравлического типа.
Несущее основание самодельного прибора включает 4 уголка (полка 65-75 мм), сопряженных к металлической плите посредством сварки. Верхние грани уголков соединяют с двумя швеллерами также посредством сварки. В их оболочке равноудалено просверливают углубления для регулировки диапазона загиба изделия.
В эксплуатируемое состояние станок для гибки профильной трубы, созданный своими руками приводится несложно:
- В проемы на швеллере вклинивают два металлических пальца, а сверху помещаются упорные валы.
- Рычаг с башмаком приподнимают так, чтобы между системами проходила труба из профиля.
- Смонтировав компонент, действуют ручкой тали, тем самым создавая усилие сгиба для труб из профиля.
Вариант 2
Прокаточный профилегиб ручного типа также можно создать в домашних условиях. Для изготовления профилегиба нужна двухметровая балка, из которой делается основа и штатив.
Для производства вальцовых элементов берется шесть небольших отрезков металлической трубы. Обрезки будут играть роль подшипниковой обоймы. Поэтому поперечник комплекта должен быть одинаков с диаметром вкладыша. Поручив токарю несложную работу для изготовления трех валов для насадки гибочных вальцов, берутся за сварку основания профилегиба.
В описываемом агрегате функцию направляющей, которая задает требуемый угол профильного сгиба, выступает крайняя опора справа. Она устанавливается на швеллер при помощи стандартных петель для двери. Домкрат, эксплуатируемым телом делает упор в разворотную платформу и немного ее приподнимает.
Движением рукояти, помещенной на вал переходного упора, участок профиля прокладывают через агрегат.
Координировать диапазон профилегиба можно как откосом поворотной балки, так и концевыми вальцами. Чтобы это осуществить их не следует приваривать крепко к основанию, а делают немного подвижными.
Если гидравлического инструмента (домкрат) для поднятия крайнего вальца не нашлось, то можно применять стандартную винтовую разновидность, предназначенного для автомобиля.
Собственный ручной профилегиб – план изготовления, чертежи
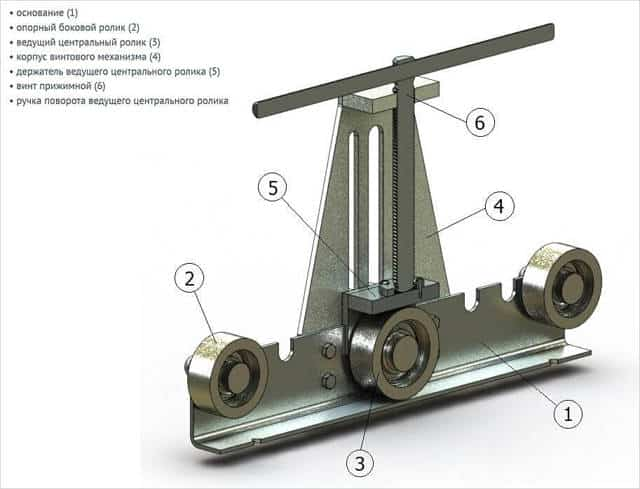
Как сделать листогибочный станок своими руками? Чтобы создать долговечный и работоспособный ручной трубогибочный станок рекомендуется применять чертежи оборудования. В качестве образца разберем простой чертеж профилегиба, с которым возможно спокойно создать гиб своими руками квадратного сечения в домашних условиях.
Базовыми компонентами такого приспособления считаются три вала, два из которых становятся опорой, а третий играет роль рабочего ролика.
Чтобы снизить прикладываемые усилия для гиба, рабочий элемент ручного трубогиба профильной трубы изменяет ее форму постепенно, до тех пор, пока не получится изделие с требуемыми размерами.
Постепенное влияние на обрабатываемую трубу гарантируется тем, что рабочий вал трубогибочного станка имеет свободный шаг, который сдерживается особыми направляющими.
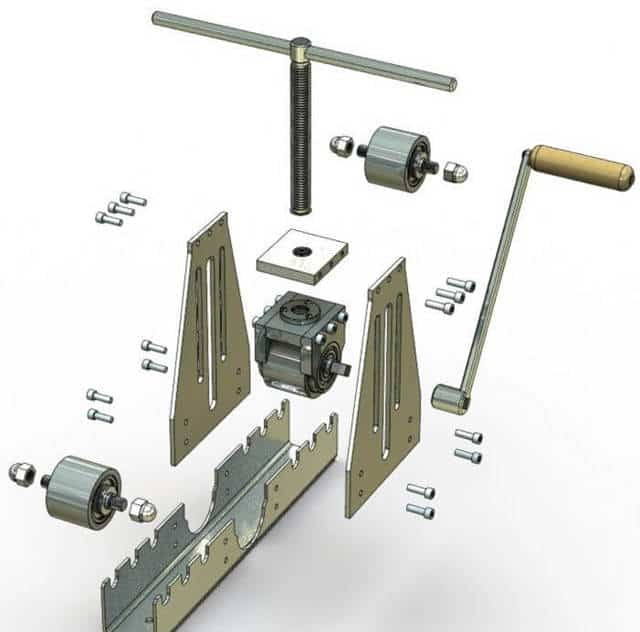
Конструкция самодельного профилегиба включает несколько элементов:
- металлический лист толщиной 6-8 мм;
- толстый несущий лист-пластина;
- две пары уголков длиной 300 мм, с габаритами полок 50 мм;
- дополнительные валы.
На толстом листе сваривают два уголка, которые будут играть роль направляющих трубогиба. С помощью винтов закрепляют вспомогательные ролики.
Чтобы повысить прочность основы снизу, к нему приделывают два металлических уголка.
Сверху на направляющие устанавливают дополнительную пластину с проемом, поперечник которой должен превосходить сечение винтового элемента, определенного для создания нагрузки на изгибаемую поверхность листогибов.
В финале остается сделать лишь установку рабочего винта, у которого нижний участок хорошо сопряжен с рабочим валом.
Произведенный профилегибочный станок по доморощенной технологии трубогиба, способен справляться с теми же функциями, что и заводская оснастка. Уровень скорости и качества изготовленных металлоконструкций зависит лишь от умения согнуть материал и трудолюбия человека.
Источник: https://oxmetall.ru/gibka/trubogib-svoimi-rukami
Как сделать своими руками ручной профилегиб
Оглавление:
- Типы профилегибов
- Принцип работы профилегиба
- Конструкция самодельного гибочного станка на чертеже
- Изготовление самодельных схем
- С учетом типажа своего изгибаемого профиля
- Последовательность сборки профилегиба с ручной подачей
- Материалы для работы
- Изготовление станка
- Что представляет собой профессиональное оборудование
Типы профилегибов
По способу осуществления прижима вальцов различают профилегибы:
- гидравлические станки;
- простые ручные приспособления.
По типу передвижения металлического профиля на вальцы профилегиба применяют:
- ручную подачу;
- подачу с электрическим приводом.
Гидравлический прижим обеспечивает прочное закрепление, что дает возможность изгибать профиль значительной толщины.
В качестве примера можно привести профилегибы профессиональной сборки в условиях завода, которые работают с домкратами, создающими усилие свыше 8 тонн.
Работа профилегибочных станков с любым способом подачи и закрепления вальцов является эффективной, отличие возникает только в целесообразности использования того или иного типа.
Принцип работы профилегиба
Работа заключается в механическом воздействии на металл для его холодной деформации. Разные станки воздействуют на профиль при помощи определенной направленности механического усилия:
- Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.
- Прижимной вал профилегиба работает по направлению снизу вверх, и сила давления действует так же. Этот простой принцип работы применяется в устройствах с применением гидравлического домкрата. Характерно движение серединного вала, а самые боковые валы остаются стационарно неподвижными.
Работа профилегибочного станка по обоим принципам сама по себе является эффективной.
Конструкция самодельного гибочного станка на чертеже
Для изготовления профилегиба своими руками чертежи просто необходимы.
Сборка станины и расположение валов нельзя сделать самому «на глазок», так как гибка профиля отличается тем, что нужно выдерживать размер, радиус.
В неправильном расположении узлов кроется опасность выпуска бракованных арочных конструкций, которые придется еще раз пропускать через вальцы для исправления.
Помимо неправильного радиуса, есть опасность скручивания профиля, если продвижение заготовки не выровнено в одной плоскости. Как изготовить чертежи можно посмотреть на видео, но актуальным такое копирование будет только в случае:
- если чертежи предназначаются именно для гнутья того вида профиля, что требуется гнуть на самодельном станке, причем даже материал должен совпадать;
- если предлагаемая схема в интернете или другом информационном поле технически совершенна и будет работать, для этого следует досконально разобраться в конструкции или показать чертеж ручного профилегиба специалисту;
- если искомый чертеж содержит описание технологического процесса сборки, а изображения на чертеже имеют все размеры, сечения, диаметры, информацию о расположении узлов и деталей;
- если детали, заготовки и узлы чертежа имеются в свободной продаже, и не возникнет сложностей с их изготовлением или поиском аналогов для самодельного станка.
Изготовление самодельных схем
Вальцы или ролики, пропускающие профиль, должны иметь торцевые поверхности, повторяющие сечение профиля, который будет допущен к обработке гнутьем. Для некоторых профилей, например, уголок или усеченный тавр учитывается направление требуемого изгиба, например, в сторону полки или по внутреннему ребру жесткости. Некоторые специалисты при изгибании полого профиля наполняют его сыпучим материалом, песком, концы при этом закрывают заглушками. Эта процедура помогает избежать сминания или разрыва сечения при прохождении через вальцы.
С учетом типажа своего изгибаемого профиля
Рабочие поверхности вальцов, через которые проходит заготовка профиля в процессе изгибания, выполняются своими руками в полном соответствии с сечением проката. Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
- трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;
- квадратной или прямоугольной трубы — в виде правильного сечения соответствующей формы с размерами по внешним габаритам проката;
- уголка для гибки по наружной стороне (когда снаружи арки окажется внутренняя сторона уголка) – торец вальца делается плоским, предусмотрен удерживающий кант в виде борта;
- в предыдущем случае изгибающий и прижимающий элементы должны работать в паре, так, что борт первого четко прижимал металлическую полку к боковой поверхности другого;
- уголка, если гибка осуществляется по внутренней поверхности, тогда удерживающий борт располагается на опорном ролике, а изгибающий имеет плоский торец;
- швеллера, который гнется так же, как и уголок, для него применяется похожая система;
- двутавра – по принципу гладкой торцевой поверхности вальцов, и поперечным сечением, равным по размеру внутреннему габариту профиля, чтобы ролик при пропуске профиля проходил внутри проката.
Последовательность сборки профилегиба с ручной подачей
Этот станок после комплектации и запуска сможет изгибать трубы, у которых диаметр не более 60 мм.
Материалы для работы
Для устройства гибочного станка своими руками понадобятся:
- готовые подшипниковые узлы, в которых подшипники уже запрессованы;
- швеллер № 80;
- сталь полосовая толщиной 5 мм;
- стальной вал с диаметром 70 мм, понадобится три штуки;
- шестерни и цепь ГРМ от классического «жигуленка»;
- стальная арматура гладкого сечения;
- болты диаметром 20, длиной 60 см;
- гайки, болты, гроверные шайбы в ассортименте.
Изготовление станка
Первым этапом своими руками подготавливаем рамные заготовки, для этого из швеллера готовим два куска по 70 см и два – по 20 см, первые относят к продольным, а вторые к поперечным элементам. Торцы двух длинных заготовок отрезаем под углом в 70º. Чтобы разметить место под крепление болтов, прикладывают узлы подшипников к верху длинных кусков швеллера и делают отметки.
По отметкам работают пробойником, чтобы наметить точки сверления, затем дрелью сверлят отверстие насквозь. После этого приступают к изготовлению боковых креплений валов.
Размеры крепежных деталей специально не указываются, они принимаются в зависимости от диаметра вала. Чтобы протянуть ось вала через крепление, в нем сверлят отверстие насквозь.
Так как прижимной вал будет работать в конструкции с повышенной нагрузкой, то на месте крепления приваривают дополнительные вставки из полосовой стали, чтобы итоговая толщина металла получилась не менее десяти миллиметров.
Чтобы устроить верх прижимного узла своими руками, из остатков швеллера отрезают часть по размеру ширины вала, а его боковые части отпиливают под 45º. Из верха и двух кусков для боковой части делают рамку в виде буквы П для поддерживания вала.
Готовят направляющие полосы, по которым будет двигаться прижимной вал, для этого из швеллера отрезают стойки по полметра высотой, их требуется две штуки. К ним приваривают квадратные пластины из расчета свободного вхождения между стенок швеллера. Отступив от начала 1 сантиметр, делают отверстия для болтов, диаметр которых 12 миллиметров.
Далее формируют узел крепления подвижного вальца. Из пары ранее сделанных боковин и верхнего куска швеллера делают раму, где в процессе сборки вставляется вал. После этого переходят к сборке вертикальных стоек и рамы.
Основание станка собирают сваркой из ранее подготовленных поперечных и продольных заготовок.
К нему присоединяют сваркой вертикальные полозья — направляющие, по которым будет осуществляться передвижение прижимного узла. Вверху прижимного устройства находят центр и делают отверстие 22 миллиметра, где будет стоять болт М20.
Для свободного вращения болта в отверстии, но без возможности выхода наружу на конце его наваривают два утолщения.
Для направляющих конструируют верхнюю перекладину, отрезают швеллер по размеру, равному расстоянию между рельсами. Прикладывают его к направляющим и сверлят два отверстия по старым, которые уже есть.
В центре перекладины делают отверстие, куда поверх приваривают гайку, в которую вставляется болт.
Совмещая совпадающие отверстия перекладины и направляющих, крепят болтами верхнюю часть к вертикальным полозьям.
Переходят к креплению подшипниковых узлов поверх рамы на основании со вставленными в них валами. Их крепят чрез совпадающие отверстия с помощью гаек и болтов. Под гайки подкладывают гроверные шайбы.
Шестерни варят к валам, иногда делается более сложная конструкция, состоящая из ступицы, присоединенной сваркой в центре шестеренок под цепь. Диаметр ступицы равен этому размеру у шпинделя вала. Вал протачивается, а в ступице делается наплавленный участок. После этого шестерни ставят на шпиндели и притягивают их гайками – основной и контргайкой.
Ось с шестеренкой для ворота со стороны готовых уже шестеренок приваривают в середине вертикальной направляющей. Стараются расположить ось так, чтобы в цепи присутствовало натяжение, но ее легко было надеть и снять при необходимости. Изготавливая ворот для рук, берут отрезок полосовой стали по длине до 50 см, с одного бока ворота с помощью сварки присоединяют металлическую арматуру, служащую рукояткой. Друга сторона остается для крепления ступицы из трубного обрезка. Его наружный диаметр равен внутреннему диаметру у шестеренок.
Плотно надевают шестерню на ручку, а на ступицу рукоятки напрессовывают, используя для этого тиски, шестеренку для цепи. Для ускорения процесса прессовки шестеренку греют до 120ºС, после чего происходит температурное расширение и увеличивается посадочное отверстие. Остывшие детали суживаются и гарантируют плотное соединение.
Чтобы выполнить прижимной ворот, на окончании болта сверлят отверстие насквозь, куда вставляют обрезок арматуры для изготовления ручки ворота.
Установка бокового ворота осуществляется на ранее присоединенную ось, где приварена ступица и затягивается двумя гайками. Цепь натягивается через все имеющиеся шестеренки.
После полного окончания устройства гибочного станка его нужно покрасить для замедления окисления металла и предупреждения коррозии.
Что представляет собой профессиональное оборудование
У этой конструкции присутствует на корпусе один центральный изгибающий валец, помимо него есть два опорных ролика. Иногда для этого не нужен корпус, так как крепление вальцов может быть организовано на сконструированной опорной поверхности любого типа или гибка может вестись в горизонтальной плоскости. Стационарно закрепленные опорные ролики не двигаются, перемещается только прижимной валец, на котором есть ручка для вращения во время работы и постепенного поджимания профиля.
Расстояние между шкивами выбирается расчетом приложенного усилия. Если расстояние увеличить, то уменьшится усилие для выгибания проката. При этом увеличится значение минимального радиуса. По технологии при выгибании профиля на концах заготовки остаются «мертвые» куски необработанного профиля. Их длина увеличится при отдалении роликов один от другого.
Материалом для изготовления профилегиба служит в основном металл, но есть и другие варианты.
Например, если постоянно приходится иметь дело с мягкими цветными металлами, то самодельные ролики можно сделать даже из дерева, но идеально подходит прочная пластмасса.
Но станки со съемными роликами под различное сечение профиля в обязательном порядке делаются из металла, такой вариант будет долго служить и пригодится в разных случаях.
Источник: https://instrument.guru/metalloobrabotka/kak-sdelat-svoimi-rukami-ruchnoj-profilegib.html
Сборка профилегиба своими руками
- В хозяйстве каждого домашнего мастера должен быть весь необходимый инструмент и оборудование, которые позволят ему выполнять самую разную работу, а поэтому есть смысл поговорить о том, как быстро сделать [профилегиб своими руками].
- Очень часто может возникнуть необходимость согнуть по заданным характеристикам металлический профиль.
- На крупных промышленных предприятиях и в профессиональных мастерских для этих целей используется специальное станочное гибочное оборудование, которое позволяет сделать эту работу максимально быстро и при минимальных физических усилиях.
- На фото, которое размещено ниже, показан профессиональный гибочный станок для изгиба профилей из металла, который используется на предприятиях.

- Конечно, данный ручной агрегат можно приобрести и заводской сборки, однако стоит он далеко не дешево.
- Для использования в условиях дома, гибочное устройство для металлических профилей можно попробовать собрать самостоятельно.
- Следует отметить, что ручные самодельные гибочные агрегаты, которые были собраны по всем правилам, по своим рабочим параметрам и техническим характеристикам практически ни в чем не уступают профессиональным станкам.
- Перед тем как приступить к самой сборке агрегата, необходимо хорошо изучить его конструкционные особенности и понять основной принцип работы.
Основное предназначение
В настоящее время универсальный профилегиб активно используется для самых разных целей. Данный станок заводского изготовления может быть как ручной, так и электрический.
- Без него не обходится производство труб из различных материалов, начиная от пластика и заканчивая стальными и медными трубами.
- При помощи профилегиба осуществляется прокладка систем водо- и газоснабжения, а также кабелей.
- Кроме этого, данный инструмент используется и в бытовых целях при необходимости сделать изгиб профилей из металла.
- Ручной станок может с легкостью придать необходимую форму различным балкам, заготовкам с самым разным сечением, а также трубам и уголкам, швеллерам и другим материалам различной толщины.
- Чертеж ручного станка, которым можно сделать своими руками можно видеть на фото ниже.
Данный инструмент может охватывать как часть обрабатываемого профиля, так и всю заготовку целиком.
Собранный по всем правилам самодельный станок для работы с профилем, может изогнуть практически любую заготовку под различным углом.
ВАЖНО ЗНАТЬ: Виды сверлильно-присадочных станков
- Данные устройства проводят обработку металлической поверхности путем холодного проката, при этом предварительное нагревание не требуется.
- Ручной гибочный станок позволяет на выходе получать детали как одинарной, так и знакопеременной кривизны с самыми разными контурами.
- Ручной инструмент, состоящий из специальных роликов, делает изгиб необходимой конфигурации всего за один прокат.
- При помощи него можно проводить необходимую обработку профильных заготовок, как в горизонтальных, так и в вертикальных плоскостях при минимальных физических усилиях.
Одним из основных достоинств профилегиба является то, что при помощи него из металлических деталей можно быстро сделать окружность.
- Кроме этого, при необходимости на оборудовании данного класса можно быстро придать детали спиральную форму.
- Данные устройства способны максимально качественно выполнить при необходимости как открытый, так и замкнутый контуры, а также контуры с плавным переходом.
- Процесс сгибания металлической заготовки в профилегибе производится по радиусу.
- Для того чтобы согнуть металлический профиль в заданном направлении, нужно прокатать деталь между роликов и одновременно с этим выполнить поджим.
- На видео, которое размещено ниже, показан процесс работы на ручном станке.
- Видео:
Конструкционные особенности
- Если взглянуть на чертеж станка, предназначенного для изгибания различных типов профилей, то можно увидеть достаточно простую конструкцию, состоящую из минимального набора элементов.
- Данный станок достаточно легко при необходимости транспортируется, имеет компактные размеры и сравнительно небольшой вес.
- Оборудование может быть дополнительно оснащено либо механическим, либо электрическим или гидравлическим приводами.
В некоторых случаях вместе с устройствами данного типа дополнительно поставляются специальные насадки, которые помогают достичь оптимальных параметров заданной кривизны.
- Наиболее популярные модели профилегибов состоят из специальных роликов и условно делятся на четыре основные группы, в зависимости от расположения самих роликов и механизма их работы.
- Каждая модель данного типа инструмента предназначена для работы с определенными видами материалов, а также для выполнения различных типов изгибов.
- В ручном профилегибе усилие на профиль передается непосредственно через специальный рычаг, который крепится на станину, имеющую жесткую конструкцию.
ВАЖНО ЗНАТЬ: Обзор токарно-карусельных станков
На фото ниже представлен ручной тип инструмента заводской сборки.

- Те модели оборудования, у которых подвижный роликовый механизм расположен с левой стороны, как правило, используются при производстве спиралей, и допускают минимальное отклонение от заданного угла.
- Некоторые устройства данного класса дополнительно оснащаются управляющими блоками ЧПУ и в этом случае их функциональные возможности возрастают в несколько раз.
- Помимо основных функций, в таких профилегибах можно контролировать не только градиент гибки, но и гнуть заготовки, используя чертеж.
- Кроме этого, в станки с ЧПУ можно предустановить некоторые отдельные функции, и тем самым повысить общую производительность.
- В том случае, если возникает необходимость работы с большими профилями, то используются профилегибы с нижними подвижными роликами, расположенными в боковой части станка.
В этом случае такие устройства оснащаются приводами гидравлического типа. Наиболее сложная конструкция у тех станков, у которых все ролики могут двигаться.
Такие универсальные профилегибы могут решать практически все задачи без каких-либо проблем.
Принцип работы
- Основным и главным отличием профилегиба от других аналогичных агрегатов является то, что он осуществляет гибку заготовок посредствам холодного проката без загиба.
- Вне зависимости от своих конструктивных особенностей, все устройства данного типа работают по одному и тому же принципу.
- Перед началом работ инструмент нужно в обязательном порядке хорошо раскрепить, используя при этом анкерные болты.
В том случае если используется инструмент, оснащенный электрическим приводом, то выполняется заземление и проверяется целостность всех его соединений.
Также проводится внимательная проверка роликов. Они должны быть тщательно очищены от грязи и всевозможной смазки.
После этого агрегат нужно несколько раз обкатать в холостом режиме.
В случае выявления каких-либо неисправностей и дефектов в работе профилегиба, они устраняются до начала проведения работ.
Производит необходимые операции по изгибу металлических профилей можно только на исправном инструменте. На видео, которое размещено ниже, показан принцип работы универсального профилегиба.
- Видео:
- Перед началом работ также осуществляется проверка деталей, которые будут изгибаться на агрегате.
ВАЖНО ЗНАТЬ: Виды строгальных станков по металлу
- Заготовка должна быть чистой и иметь одинаковую прочность по всей своей площади.
- После этого производится настройка роликов станка непосредственно под выполняемую работу.
- Для этого отдаются крепежные гайки опорных, а также прижимных роликов, после чего они монтируются на валы через шпонку и прочно закрепляются.
- Сама заготовка должна быть прочно зажата в пространстве между валами устройства и только после этого проводится прокатка, за счет которой и происходит необходимый изгиб.
- Следует отметить, что в этом случае радиус кривизны для профиля задается при помощи поднятия и опускания вала, расположенного в верхней части профилегиба.
- В устройстве ручного типа все необходимые действия на станке производит оператор.
Порядок сборки
Для сборки профилегиба, в первую очередь, необходимо сделать чертеж будущего изделия, на основании которого и будет осуществляться вся сборка.
Чертеж должен быть максимально правильным и подробно расписывать каждый узел самодельного агрегата.
Также необходимо подготовить инструмент и материал, которые потребуются в процессе сборки. На первом этапе необходимо будет сделать основание, после чего на нем следует раскрепить ролики.
Далее особым образом раскрепляется лебедка, при помощи которой заготовке будет придаваться необходимая форма.
После этого на земле следует сделать небольшую площадку, на которой укрепить ненужные обрезки труб.
При изгибе трубы на самодельном профилегибе, ее внутреннее пространство необходимо предварительно набить песком.
Это поможет минимизировать риск возникновения различных дефектов и трещин. На видео ниже показано, как работать на самодельном профилегибе.
- Видео:
- Собрать ручной профилегиб самостоятельно достаточно просто.
- Для этого под руками необходимо иметь соответствующий чертеж и весь необходимый материал и инструмент.
- Работу следует выполнять в заданной последовательности и тщательно контролировать каждый этап сборки.
- На фото, которое размещено ниже, представлен самодельный профилегиб, собранный в домашних условиях из подручных материалов.

Источник: https://rezhemmetall.ru/profilegib-svoimi-rukami.html
Станок для гибки профильной трубы: схемы самодельных трубогибов
- В домашнем хозяйстве станок для гибки профильной трубы используется не настолько часто, чтобы покупать дорогое оборудование заводского изготовления.
- При возникновении такой необходимости, несложный трубогиб вполне можно сделать в частном порядке, предварительно определившись с тем, какой вид этой конструкции подойдет для выполнения поставленной задачи.
- В этой статье подробно разобраны разновидности станков для гибки труб, описаны принципы их работы и способы сооружения.
Виды станков для гибки профильной трубы
Существует много модификаций оборудования для изменения конфигурации профильных труб. Связано это с минимальным радиусом изгиба. Если пренебречь этим важным параметром, в месте изгиба произойдет изменение прочностных характеристик материала в худшую сторону. Также нужно знать некоторые технологические тонкости гибки металлических труб и учитывать их во время работы.
При выборе конструкции к учету берут материал заготовки, диаметр, толщину стенок.
Классификация гибочных станков по типу привода
В зависимости от типа привода станки, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Ручные. Это предельно простые механизмы, доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.
Ручной, изготовленный своими руками, станок для гибки профильной трубы — незаменимый помощник при изготовлении каркасов, декоративных элементов, самостоятельном монтаже системы вентиляции
Электромеханические.
Такой станок имеет привод в виде электродвигателя — шагового или обычного, подключенного через нижний редуктор. Последнее решение обеспечивает высококачественный изгиб за счет правильного распределения напряжений.
Устройство механизма непростое, чтобы его изготовить, нужны специальные знания и хоть немного профессионализма.
Профилегибочный станок с электроприводом в большинстве случаев имеет вид 3-валовой конструкции. Профильную трубу пропускают между роликами. Элемент, находящийся по центру, может менять свои координаты по вертикали.
При вращении центрального вала профилированная труба меняет свою геометрию
Гидравлические. Привод в этой модели ручной.
В отличие от простой ручной конструкции, здесь в схему включен гидроцилиндр, что значительно снижает, прикладываемые при гибке, мускульные усилия.
Вальцы дают возможность гнуть профильную трубу в любом нужном направлении. Ручной профилегиб с гидравликой при своем небольшом весе может согнуть трубный сортамент шириной до 10 см.
Гидравлический цилиндр профилегибочного станка оказывает давление на поверхность трубы путем механического воздействия. Это заставляет двигаться шток цилиндра. В результате возникающей нагрузки, изделие деформируется. Давление в поршне может повышаться двумя способами — вручную и при помощи электронасоса
Виды трубогибов по способу установки
Существует деление профилегибов и в зависимости от способа установки. Различают оборудование стационарное, переносимое и носимое. Стационарные станки могут иметь вид как простой бетонной плиты со стержнями, так и солидного оборудования.
У компактных переносимых трубогибов имеется опорная стойка, а у носимой модели опоры нет, ее подбирают каждый раз во время использования оборудования.
Классификация станков по методу изгиба
От способа изгиба будет зависеть конструкция профилегиба и его производительность. Существует 3 основных метода гибки. Первый — выдавливание, когда геометрию профильной трубы меняют при помощи деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции требуются 2 прочные опоры с противоположных сторон изгиба, которые и выполняют роль матрицы. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, способ дает возможность получить хороший конечный результат. Применим метод только для работ в небольшом объеме.
Второй — прессование. Для получения гиба используют принцип слесарных тисков — отрезок трубы размещают между матрицей и пуансоном.
Профили последних для получения качественного изгиба должны в точности повторять геометрию детали. А также в расчете необходимо учесть остаточную деформацию металла. В домашних условиях этот способ применим, когда большой точности не требуется.
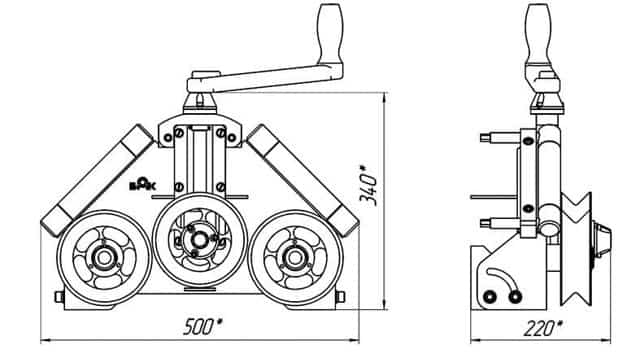
Станок для изменения формы профильной трубы способом прокатки состоит из трех цилиндрических валиков, цепи, привода и основы.
Диаметр валиков должен соответствовать параметрам деформируемой профильной трубы
Третий — прокатка — универсальный способ, применяемый для гибки как тонкостенных, так и толстостенных труб.
Гиб получают путем протягивания заготовки между роликами — одним вращающимся и двумя опорными.
Кроме упомянутых выше, гибка труб может также осуществляться следующими методами:
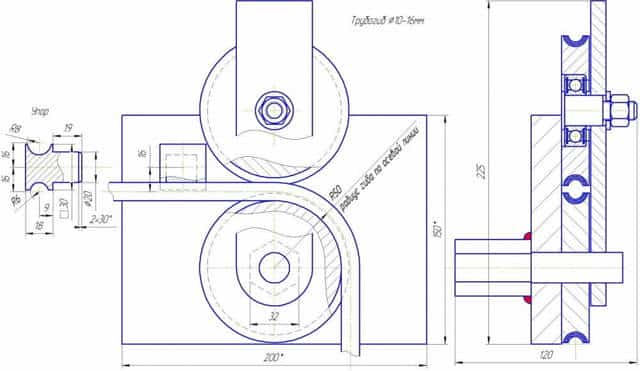
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб, необходимо учитывать рекомендации специалистов. Выбирая материал для станины, нужно исходить из того, что толщина металла должна составлять не меньше 1/6 ширины профилированной трубы.
Так, если предстоит гнуть трубу, имеющую в сечении прямоугольник с параметрами 50 х 25 мм, то чтобы избежать деформации станины в процессе гибки, нужно взять швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей по толщине должны быть в 2 раза больше.
Оптимальный диаметр роликов — минимум утроенные размеры сечения. Полка швеллера и уголка, взятых для изготовления станины, должна быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, нужен швеллер 100 х 10 или уголок 150 х 10.
Изготавливаем гидравлический трубогиб
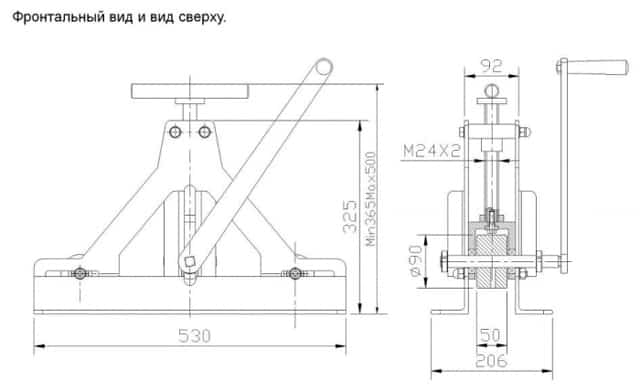
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали – основание (1), гидравлический домкрат (2), пуансон (3) и крепеж в виде болтов.
Компоновку узлов станка выполняют согласно эскизу
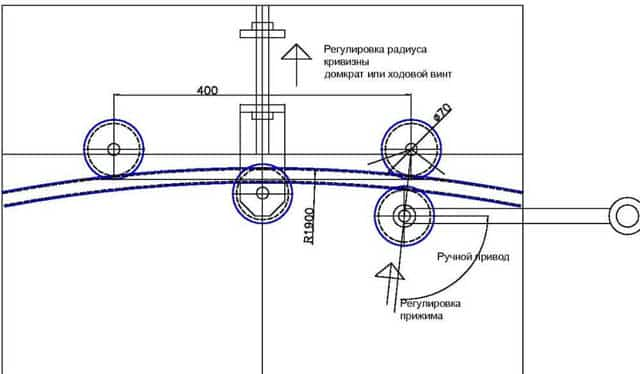
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий.
Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Прокатный трубогиб своими руками
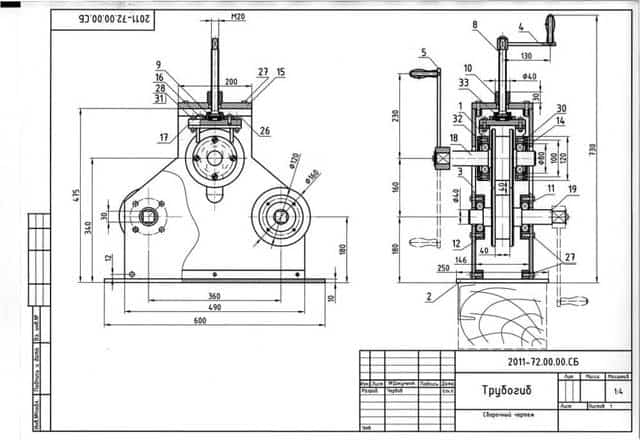
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
Вариант станка с поворотной платформой
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.
Поворотная платформа не единственный вариант регулирования параметров изгиба профильной трубы, это можно осуществить при помощи крайних вальцов. Для этого в опорных пластинах и швеллере проделывают отверстия, чтобы элементы были подвижными.
Подымать крайнюю платформу можно любым домкратом, который найдется в хозяйстве
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера.
Для этого два отрезка спаривают, чтобы стойка получилась прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку.
Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
Сборку трубогиба с поворотной платформой осуществляют в следующей последовательности:
Прокатный станок с тремя роликами
На этом станке трубу укладывают на ролики, расположенные по бокам. Верхний подвижный ролик опускают на изделие сверху и таким путем фиксируют его. Далее, вращают ручку и через цепь передают движение валам. Труба протягивается и меняет свою геометрию.
Постепенно усиливая нажим путем закручивания прижимного болта, и протягивая заготовку, добиваются изгиба трубы под необходимым углом.
Профилегибочный трехроликовый станок оснащен тремя роликами.
Подсоединив к такому станку электродвигатель мощностью 1,5 кВт, можно гнуть трубы сечением до 8 см за один раз
Чтобы изготовить станок, работающий по такой схеме, необходимо заготовить полку и профильный металлический прокат для каркаса, валы, 4 прочные пружины, цепь, подшипники, крепеж, другие детали. Для крепления подшипников потребуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на пружинах. Эти элементы, скорее всего, придется заказать в мастерской, а остальное можно выполнить собственноручно.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезают резьбу под зажимные болты и делают пазы. В полках из швеллера выполняют посадочные места под прижимной вал. На заключительном этапе собирают конструкцию начиная с установки каркаса.
После, прижимной вал на пружинах, присоединенный к полке посредством шпоночного соединения, подвешивают. Опорные валы устанавливают по бокам и натягивают между ними цепь, применяя в качестве держателя магнитный уголок.
На один из них крепя ручку с поворачивающейся трубкой, затем выполняют работы по монтажу домкрата. Присоединяют его к платформе болтами и сваркой.
При монтаже подвесного вала соблюдают определенную последовательность: сначала устанавливают его на полку, к ней приваривают гайки под пружины, переворачивают площадку и подсоединяют к пружинам. Следует учесть, что с увеличением расстояния между роликами, усилия, прилагаемые для изгиба, уменьшаются.
Для сборки трубогиба прокатного типа потребуется:
На нашем сайте есть еще несколько статей, где подробно описаны варианты самодельных устройств для гибки профильных труб, рекомендуем ознакомиться:
Как изогнуть профильную трубу простым способом?
Самое примитивное приспособление для изменения очертаний профильной трубы — использование деревянного шаблона. Применить его можно в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и выпиливают шаблон.
Шаблон лучше делать съемным, тогда можно изготовить их несколько с разными радиусами.
Его не обязательно делать из дерева, заменить его можно и металлическими крючками, расположив их по прорисованному контуру
В месте соприкосновения с трубой толщина шаблона должна быть больше, чем высота сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с наклоном, иначе труба может соскользнуть.
Конструкцию снабжают упором и крепят к какому-нибудь устойчивому основанию. Трубу помещают между плоскостью шаблона и упором и начинают гнуть материал, начиная с края трубки. Если начать процесс изгиба с центра, то тонкостенная труба может сплющиться.
В трубу можно вставить металлический стержень диаметром равным проходному сечению трубы, а можно просто взять отрезок трубы и надеть его на коне заготовки. В любом случае так будет удобней.
Более подробно о том, как согнуть профильную трубу без специального оборудования, читайте в этом материале.
По такому же принципу изготавливают более мощные станки. В этом случае усилие создают при помощи лебедки, а трубу закрепляют покрепче, чтобы не сорвалась.
Выводы и полезное видео по теме
Основные правила изготовления станка для обработки профильных труб:
Трубогибочный станок, по конструкции приближенный к заводскому:
Из всех вариантов профилегибочных станков следует выбирать конструкцию, наиболее соответствующую цели ее использования. Иногда достаточно самого простого механизма, чтобы обеспечить себя необходимым количеством гнутого профиля без особых финансовых затрат.
У вас есть личный опыт сооружения станка для гибки труб? Возможно вы можете сообщить полезную информацию по теме статьи и разместить фото сделанного устройства? Пожалуйста, оставляйте комментарии, делитесь опытом, задавайте вопросы в расположенном ниже блоке.
Источник: https://sovet-ingenera.com/santeh/trubodel/stanok-dlya-gibki-profilnoj-truby.html





