- Сложности при сварке чугуна
- Подготовка чугуна к сварке
- Способы сварки чугуна
- Холодная сварка чугуна специальными электродами
- Видео
- Сварка чугуна простыми электродами (по стали)
- Сварка чугуна неплавящимися электродами
- Сварка чугуна покрытыми электродами
- Электроды для наплавки чугуна
- Сварка чугуна в домашних условиях инвертором: технология и маркировка электродов
- Особенности материала
- Технология сварки электродами
- Как правильно сваривать чугунные детали?
- Чем резать?
- Разделка кромок
- Марки электродов для сварки
- Итоги
- Какие виды электродов выбрать для сварки чугуна в домашних условиях?
- Можно ли варить чугун?
- Особенности сварки чугуна
- Технология сварки чугуна
- Горячая
- Полугорячая
- Холодная
- Какими электродами варить?
- Как приварить чугун?
- Основные технологии сварки чугуна
- Основные трудности при сварке чугуна
- Основные виды сварки
- Подготовка к сварке
- Особенности сварки стальными электродами
- Технология сварки чугунными электродами
- Сварка чугуна неплавящимися электродами
- Особенности сварки чугуна аргоном
- Газовая сварка чугуна
Главная страница » О сварке » Как правильно варить » Как варить чугун » Сварка чугуна электродами
 Чугун – сплав железа и углерода (содержание превышает 2,11-2,14%), в состав которого входят примеси: кремний (не более 3%), марганец (до 1%), сера, фосфор и легирующие добавки: хром, никель, ванадий, алюминий, магний и другие. Без специальных добавок и термической обработки чугун обладает низкими прочностью, твердостью и пластичностью.
Чугун – сплав железа и углерода (содержание превышает 2,11-2,14%), в состав которого входят примеси: кремний (не более 3%), марганец (до 1%), сера, фосфор и легирующие добавки: хром, никель, ванадий, алюминий, магний и другие. Без специальных добавок и термической обработки чугун обладает низкими прочностью, твердостью и пластичностью.
Углерод может присутствовать в сплаве в виде цеменита и графита. В зависимости от доли данных веществ в составе, можно выделить несколько видов чугуна.
Некоторые из них поддаются обработке методом сваривания, другие – нет. Для каждого вида сплавов существует определенные марки электродов. Далее мы рассмотрим сварка какого чугуна электродами выполняется в различных ситуациях.
Белый чугун характеризуется тем, что весь углерод присутствует в сплаве в виде цеменита. Этот вид обладает высокой твердостью, не подлежит обработке режущим инструментом.
Большая часть или весь углерод присутствуют в сером чугуне в виде графита. Данный вид хорошо поддается обработке; обладает высокими литейными свойствами, благодаря которым активно используется в качестве материала для литья. Сварка серого чугуна электродом ОЗЧ-2 выполняется постоянным током обратной полярностью.
Также для данного вида предназначены марки ОЗЧ-4 и ОЗЧ-6, ОЗЖН-2, МНЧ-2.

Ковкий чугун является результатом отливки и термообработки белого чугуна с образованием хлопьевидного графита; используется при производстве автомобилей, тракторов и сельскохозяйственных машин. Электроды, предназначенные для работы с ковким сплавом: ОЗЧ-2 и 6, МНЧ-2, ЦЧ-4. Сваривание осуществляется постоянным током, полярность при сварке чугуна – обратная.
- В половинчатом чугуне углерод присутствует в двух видах: графит и цеменит; применяется при изготовлении деталей, эксплуатирующихся в условиях повышенной износостойкости.
- Высокопрочный чугун содержит шаровидный графит, который образуется в процессе кристаллизации; используется для производства ответственных деталей в машиностроении, а также для нефте- и газопроводов, труб водоснабжения.
- В статье мы рассмотрим, как варить электродами по чугуну в зависимости от применяемого способа соединения.
Сложности при сварке чугуна
Прежде чем, приступать к работе исполнителю необходимо учесть особенности сварки чугуна электродами. Данные специфические черты обусловлены уникальными свойствами чугуна.
Одним из главных недостатков чугуна является плохая свариваемость, которая обусловлена следующими факторами:
- плохая соединяемость чугуна методом сварки объясняется его химической структурой и свойствами;
 На фото: пора в сварочном валике
На фото: пора в сварочном валике - различные элементы, в частности кремний, окисляются в сварочной ванне, что приводит к образованию оксидов. Тугоплавкость этих оксидов приводит к появлению непроваренных участков;
- быстрое охлаждение соединения и околошовной зоны приводит к образованию участков цеменита, отличающегося повышенной твердостью. Данные участки сложно поддаются механической обработке;
- чугун характеризуется высокой жидкотекучестью, что затрудняет удержание расплавленного металла в ванне и осложняет формирование шва;
- неравномерный нагрев и охлаждение хрупкого чугуна с большой вероятностью может привести к появлению трещин;
- расплавленный чугун склонен к выделению газов из-за чего в шве могут образоваться поры.
Несмотря на данные трудности и особенности, исполнителю любого уровня по силам получить качественное и надежное соединение. Для этого необходимо верно подобрать расходные материалы. О том, какие электроды для сварки чугуна выбрать мы расскажем далее.
Подготовка чугуна к сварке
Трещины, имеющие на поверхности изделий, нужно разделать на всю длину с достаточным для качественной проварки углом разделки и засверлить по краям. Если трещины не засверлены, то их необходимо вырезать, а концы трещины можно закруглить.
Рабочую зону следует очистить от посторонних включений с помощью болгарки, металлической щетки или наждачной бумаги. Зачистку также можно произвести пескоструйным способом. Масло удаляется с помощью растворителей. Сильные загрязнения рекомендуется удалять пламенем горелки.
Способы сварки чугуна
Выделяют три метода сварки чугуна, в зависимости от температуры предварительного подогрева изделий:
Горячая сварка является основным и наиболее “правильным” способом. Перед свариванием заготовки прогревают до температуры в 600-650°C.
Полугорячая сварка подразумевает нагревание чугунных деталей до температуры 300-350°C.
Холодная сварка не предусматривает нагрев рабочих изделий.
Применяя различные виды сварки чугуна – виды электродов при этом также разнятся. Независимо от выбранного исполнителем способа, следует четко следовать правилам и рекомендациям. Тому, как правильно варить чугун электродами различного вида и посвящена данная статья.
[ads-pc-2][ads-mob-2]
Холодная сварка чугуна специальными электродами

Электроды сварочные МНЧ-2.
Холодная сварка проста и удобна в исполнении. Соединение осуществляется с применением специальных электродов, содержащих никель и/или медь. Существует достаточно много специальных стержней подобного типа. Наиболее популярными марками, изготовленными отечественными производителями, являются:
- основу электродов ОЗЧ-2 и ОЗЧ-6 составляет медный стержень, покрытый обмазкой, в состав которой входит железный порошок;
- никелевые и железно-никелевые расходники ОЗЖН-1, ОЗЧ-3, ОЗЧ-4, с помощью которых проводится сварка чугуна постоянным током.
- железно-медно-никелевые МНЧ-2. Сварка чугуна электродами мнч 2 позволяет получить высокотехнологичный шов, обладающий коррозионностойкостью в жидких агрессивных средах и горячих газах. Данная марка обладает достаточно высокой стоимостью, поэтому используется, в основном, при реализации ответственных работ и в тех случаях, когда к соединению предъявляются жесткие требования относительно качества.
Видео
Или посмотрите презентацию холодной сварки чугуна электродом Zeller 855. Это действительно очень хорошие электроды, но дорого стоят и трудно купить.
О том, как варить чугун электродами по чугуну, будет рассказано далее.
Основные принципы. Сварка электродами по чугуну может выполняться в вертикальном и нижнем пространственных положениях. При этом применяется постоянный ток.
Существует также ещё одно правило – стараться придерживаться небольшого проплавления основного металла. Для этого необходимо использовать небольшие величины тока, стержни малого диаметра и короткие швы.
После наложения каждого шва следует делать перерыв, чтобы охладить деталь до 50-60°С.
Сварка всеми перечисленными марками электродов выполняется с помощью постоянного тока. Чтобы определить, какой полярностью варить чугун, следует ознакомиться с техническими характеристиками расходников, все марки которых у нас собраны на соответствующей странице.
Сварка чугуна простыми электродами (по стали)
Сваривание чугуна обычными стальными электродами не обеспечивает хорошего качества шва. Применяются расходники подобного типа ввиду их доступности и небольшой стоимости. Чтобы уменьшить отрицательные последствия применения стальных электродов, необходимо использовать специальные прутки ЦЧ-4. Эта марка является одной из самых популярных и востребованных у сварщиков.
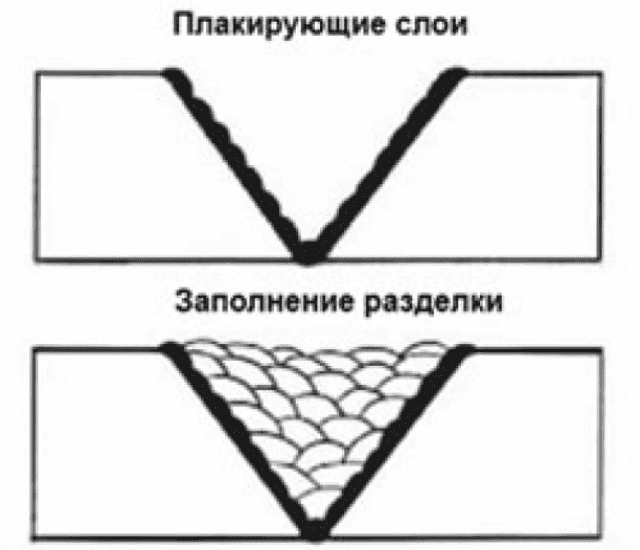
Поэтому важно знать, как правильно варить чугун электродами ЦЧ-4. Данная марка предназначена для наплавки первых плакирующих слоев с последующим продолжением сварочного процесса обычными материалами (на картинке). Кроме этого, ЦЧ-4 подойдут как для горячей, так и для холодной сварки чугуна, заделки дефектов и соединения стали с чугуном.
Что касается УОНИ. Часто исполнители задаются вопросом про электроды УОНИ, можно ли варить чугун данной маркой. Следует отметить, что обычные электроды можно использовать только при заварке небольших дефектов в неответственных конструкциях. Так как качество соединения не будет отличаться высоким уровнем. Чтобы получить более или менее удовлетворительное качество, следует соблюдать те же правила, что и при сварке специальными электродами. Еще один эффективный способ повысить качество соединения – небольшой предварительный нагрев до 150-200°C и медленное охлаждение.

Сварочные электроды «УОНИ-13/55» в упаковке.
При сваривании чугуна электродами общего назначения самым слабым местом является – околошовная зона у границы сплавления. Данная зона характеризуется хрупкостью и наличием трещин. Эти дефекты часто приводят к отслаиванию наплавленного слоя от основного металла. Чтобы этого избежать, необходимо использовать стальные шпильки или болты.
Шпильки имеют резьбу и ввертываются в свариваемую поверхность. Из размеры зависят от толщины рабочего изделия. Существуют рекомендации относительно размеров шпилек:
- диаметр должен составлять 0,3-0,4 толщины детали, но не более 12 мм;
- глубина ввертывания – 1,5 диаметра шпильки, но не больше половины толщины свариваемых изделий;
- высота выступающей части шпильки – 0,75-1,2 ее диаметра.
 Шпильки располагаются в скошенные кромки деталей в шахматном порядке на расстоянии в 4-6 диаметра.
Шпильки располагаются в скошенные кромки деталей в шахматном порядке на расстоянии в 4-6 диаметра.
Выступающие части шпилек обвариваются по периметру, постепенно заполняя шов. В первую очередь осуществляется сварка всех шпилек кольцевыми швами с помощью электродов, диаметр которых составляет 3 мм.
Применяется напряжение малой величины. Сваривание производится вразброс, чтобы избежать сильного перегрева.
После вокруг места сварки накладывают кольцевые швы, пока вся поверхность не будет покрыта слоем наплавленного металла.
Мы надеемся, что приведение здесь вышеперечисленных правил и рекомендаций позволит сориентироваться, как варить электродами правильно по чугуну, и успешно выполнить работы.
[ads-pc-3][ads-mob-3]
Сварка чугуна неплавящимися электродами
 Чугун можно сваривать различными видами неплавящихся электродов: вольфрамовые, угольные или графитовые. Литые чугунные или специальные присадочные прутки, содержащие никель, алюминий, меди и другие металлы, используются в качестве присадочного материала. Для защиты сварочной зоны применяются инертные газы, чаще всего, аргон или флюсы, основным компонентом которого является бура. Наибольшей популярностью пользуется технология AC TIG – сварка вольфрамовым электродом с применением переменного тока в среде аргона.
Чугун можно сваривать различными видами неплавящихся электродов: вольфрамовые, угольные или графитовые. Литые чугунные или специальные присадочные прутки, содержащие никель, алюминий, меди и другие металлы, используются в качестве присадочного материала. Для защиты сварочной зоны применяются инертные газы, чаще всего, аргон или флюсы, основным компонентом которого является бура. Наибольшей популярностью пользуется технология AC TIG – сварка вольфрамовым электродом с применением переменного тока в среде аргона.
Сварка чугуна покрытыми электродами
Чугунные электроды – специальные материалы для исправления дефектов чугунного литья, которые представляют собой литые круглые прутки с покрытием различного состава. В большинстве случаев соединение осуществляется на постоянном токе, но возможно и использование переменного. Величина тока определяется из расчета 50-60 А на 1 мм. электрода.
Качество шва, полученного в результате холодной сварки чугунными электродами, отличается неоднородностью. Поэтому следует выполнять полугорячее сваривание.
- Как правильно варить чугун электродами, видео представлено далее.
- Ознакомившись со всем спектром информации, исполнитель сможет выбрать лучший электрод по чугуну.
Электроды для наплавки чугуна
- МНЧ-2;
- ОЗЖН;
- ОЗЧ-2;
- ЦЧ-4.
Наплавка чугуна электродами т 590 также гарантирует получение качественного соединения. Данная марка широко применяется в различных сферах деятельности, для работы с разными конструкциями и деталями. Доступная цена стержней Т-590 делает эти расходники такими популярными у мастеров сварочного дела.
Более подробная информация представлена в статье “Наплавка металла: электродом и другие”.
Данная статья поможет каждому исполнителю выяснить, какие лучшие электроды по чугуну.
Источник: https://WeldElec.com/info/kak-pravilno-varit/chugun/svarka-elektrodami/
Сварка чугуна в домашних условиях инвертором: технология и маркировка электродов

Выполнение сварочных работ с металлом не вызывает особых трудностей. А вот когда дело касается сварки чугуна, то с этой задачей может справиться не каждый, особенно если за дело берется любитель.
В данном случае необходимо строго соблюдать технологию подготовки и сварки, иначе материал можно перепалить, что сделает его хрупким или приведет к другим проблемам. Давайте рассмотрим процесс сварки более подробно.
Особенности материала
Чугун представляет собой железоуглеродистый сплав, с содержанием углерода 2.14 процента.
Данный материал характеризуется рядом свойств, затрудняющих процесс сваривания, а именно:
- формирование трещин и пор;
- образование каленых структур вследствие обработки;
- тонкие заготовки рассыпаются от перегрева.
В зависимости от состава, материал разделяется на белый и серый. Первые особенно трудно поддаются свариванию из-за своей хрупкости и твердости. С серыми работать значительно легче. Они более податливы обработке.
Мастера, имеющие значительный опыт работы и знающие, как сварить чугун, способны даже по разрезу определить его свариваемость. Мелкодисперсная структура металла является более приближенной к серому. Это значит, что работать с ней легче, чем с материалом имеющим в своем разрезе крупные зерна.
Длительное нахождение материала в масляной или водной среде делает его непригодным к сварке. В связи с этим не каждую деталь можно подготовить должным образом для получения качественного соединения.
 Технология сварки чугуна.
Технология сварки чугуна.
В связи с ограниченной свариваемостью подобного металла необходимо принимать во внимание следующие его основные особенности:
- данный материал – жидкотекучий, в связи с чем работать с ним можно только лишь в нижнем положении;
- важно строго соблюдать температурные режимы, иначе можно выпалить углерод и сформировать поры;
- низкая пластичность и неправильные термические нагрузки приводят к развитию напряжений;
- при расплавлении образуются окислы с температурой плавления, превышающей таковую для основного материала.
Одной из основный трудностей, с которыми часто сталкиваются сварщики – формирование трещин в области сварки во время охлаждения изделия.
Указанные особенности этого материала, а также дефекты и недостатки могут доставлять трудности только при несоблюдении технологии сварки.
Существует несколько методов, позволяющих обрабатывать данный металл. Достаточно часто используется горячая сварка чугуна, может также применяться сварка чугуна аргоном или же, например, полуавтоматом.
Каждый из указанных методов обладает своими положительными и отрицательными сторонами. В связи с этим выбор той или иной технологии может меняться в зависимости от поставленной задачи.
Не стоит забывать и про необходимость правильно выбирать электроды по чугуну. Учитывая все тонкости работы с подобным материалом возможно достичь наилучших результатов.
Технология сварки электродами
Сварка чугуна полуавтоматом выполняется в соответствии с маркой материала, его размерами и наличием дефектов. Марка электрода для сварки чугуна выбирается по-разному в каждом конкретном случае.
Например, если используется холодная или горячая сварка чугуна, то выбирают электроды ЦЧ-4. Они используются как подготовка чугуна к сварке и позволяют наплавить 1-2 слоя на изношенную часть детали для последующей наплавки специальными стержнями.
ОЗЧ-2 наиболее часто применяются в ремонте тонкостенных конструкций. Они позволяют заварить чугун, чтобы убрать дефекты литья. МНЧ-2 также используется для устранения дефектов литья.
Сварка чугуна в домашних условиях – задача посильная каждому человеку. Тем не менее важно соблюдать некоторые рекомендации. Также потребуется наличие определенных навыков у того, кто выполняет работу. Если подобная процедура осуществляется впервые, тогда она может получиться не сразу.
При производстве чугуна выдерживается температура на уровне 1200°C – 1500°C. В связи с этим высокотемпературная обработка этого материала не представляется возможной, а его свойства определяются содержанием углерода.
 Подогрев при сварке чугуна.
Подогрев при сварке чугуна.
В каждом из отмеченных способов технологии сварки чугуна следует руководствоваться следующими правилами:
- Быстро охлаждать поверхность изделия строго запрещено.
Если необходимо деталь приварить к металлу, тогда увеличить продолжительность остывания последнего можно, засыпав его песком. - В жидком состоянии металл становится текучим, поэтому необходимо применять подформовку.
- Сварка чугуна ТИГ методом сопряжена с рядом трудностей.
В частности должно быть обеспечено прочное прилегание шва. К наиболее трудоемким операциям следует отнести процесс соединения неоднородных изделий. В связи с эти в работе следует учитывать параметры каждой детали.
Если необходимо сделать сварку с помощью сварочного аппарата, обычно используются определенные марки электродов, доступные к покупке в строительных магазинах. Также существует и альтернатива стержням в виде сварочной проволоки.
Проволока для сварки чугуна с графитовым стержнем позволяет формировать достаточно надежное соединение.
В независимости от метода, будь то технология сварки аргоном с использованием полуавтомата или ручная дуговая сварка, необходимо придерживаться следующей последовательности действий:
- подготовить поверхность чугунной детали, удалив с нее дефекты механическим или ручным способом;
- определить марку материала;
- использовать способ, позволяющий обеспечить наилучшее соединение, например, в некоторых случаях можно применять металлические шпильки;
- сварочные работы: данный материал можно варить с применением аргонодуговой сварки, но для этого следует соблюдать некоторые условия;
- после завершения работы детали засыпаются песком или другим материалом, не позволяющим изделию быстро остывать.
Если с первым пунктом, указанного выше перечня, все понятно, то второй следует рассмотреть подробнее. Дело в том, что подготовка включает в себя не только механическую обработку, но и определение всех возможных процедур, которые предстоит выполнить в работе.
Сначала рабочий визуально осматривает изделие и по срезу определяет стойкость к термическому воздействию. Исходя из такого визуального осмотра выбираются режимы сварки.
Что касается формирования надежного соединения, то тут можно применить метод с использованием шпилек. Суть отмеченной технологии заключается в том, что в деталь предварительно устанавливаются шпильки, укрепляющие ее.
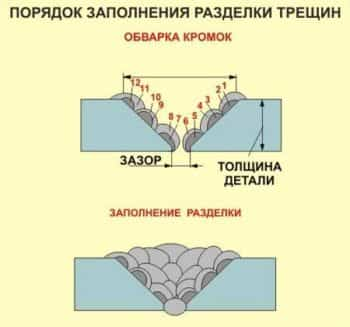 Схема наплавки при сварке чугуна.
Схема наплавки при сварке чугуна.
Далее во время работы важно выполнять следующее условие: в сварочной ванне следует постоянно поддерживать небольшое количество расплавленного материала, а также его равномерное перемешивание в процессе работы.
Также в процессе формирования соединения часто используют присадки. Может понадобиться применение смеси, состоящей из азотнокислого натрия, соды и технической буры.
Если следовать простым правилам, то дуговая сварка не доставит много проблем и, при наличии определенных навыков, будет достаточно проста. Главное правильно выбирать варящие электроды. В некоторых случая стоит отдать предпочтение стержням марки РДС, а в некоторых – ЭСАБ.
Стоит помнить о том, что электросварка наиболее эффективна не только при правильном выборе электродов для чугуна, но и правильном определении марки материала. При наличии должных навыков сваривание и починка радиатора чугунной батареи не будет вызывать никаких проблем.
Как правильно сваривать чугунные детали?
Холодная сварка чугуна – это метод формирования соединения на материале без подогрева. Сварка чугуна аргоном по данной технологии осуществляется в случаях отсутствия возможности выполнения предварительного прогрева деталей.
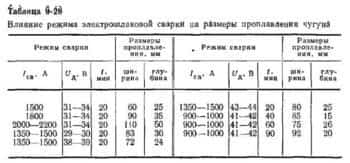 Влияние режима электрошлаковой сварки на размеры проплавления чугуна.
Влияние режима электрошлаковой сварки на размеры проплавления чугуна.
Причиной возникновения подобной ситуации может быть, например, слишком большой размер изделия или же специфическая форма детали.
Осуществляется сварка чугуна электродом с верхним слоем из стали с низким содержанием углерода. Также нередко используются электроды из нержавейки или медные электроды.
- При выполнении сварки чугуна электродом в домашних условиях следует иметь ввиду, что применение стержня без покрытия не позволит достичь высокого качества соединения.
- Это связано с неоднородным составом наплавленного металла, а именно, в процессе соединения нижние слои будут обогащаться углеродом и станут близки к чугуну, а верхние, наоборот, станут низкоуглеродистыми и более близкими к металлу.
- Не стоит забывать и об усадке чугуна и стали, так как она у данных материалов сильно различается, поэтому не стоит допускать слишком больших объемов наплавленного материала.
Чем резать?
Необходимость выполнения подобной процедуры чаще всего связана с демонтажем чугунных труб, батарей отопления и других коммуникаций. На первый взгляд может показаться, что выполнение данной работы не вызовет много труда. Тем не менее в Советском Союзе трубы соединяли добротно, поэтому резать их не так уж и просто.

Аргонная сварка чугуна позволяет формировать надежные соединения этого вещества со многими другими. Например, это может быть сварка чугуна со сталью или алюминием. В любом случае разобрать заваренную конструкцию не просто.
Тут главное правильно выбрать способ резки. Можно использовать хорошо знакомые инструменты, такие как труборез, зубило, лобзик, газовые резаки и так далее.
Каждый приведенный метод обладает своими достоинствами и недостатками. Например, в некоторых случаях можно спокойно обойтись обычным молотком и зубилом. Особенно если технология сварки чугуна была нарушена и сформированное соединение оказалось слабым.
В других случаях лучше использовать более продуктивные механические, а не ручные, инструменты, для которых электродуговая сварка чугуна – не помеха.
Разделка кромок
После того, как были выбраны электроды по чугуну, необходимо подготовить кромки детали к свариванию. В первую очередь следует позаботиться о чистоте поверхности изделия, о чем уже упоминалось ранее.
Далее, перед тем, как варить чугун электросваркой, следует разделать кромки. Особенно это касается ремонта различных приспособлений. В таких случаях разделка дефектных мест крайне необходима. Она осуществляется с одной или с двух сторон в Х-образной форме.
Сварка стали с чугуном будет более надежной, если перед началом работы сделать наплавку на кромку последнего никелевой присадки. Это позволит сформировать так называемый переходной слой, который положительно скажется на качестве шва.
Конечно же, маркировка электродов по чугуну в данном случае будет отличаться. Подходящими вариантами для соединения со сталью будут стрежни марок ЦЧ-4, ОЗЧ-2.
Марки электродов для сварки
Маркировка электродов по чугуну включает в себя следующие самые распространенные варианты: МНЧ-2, ЦЧ-4, ОЗЧ-2, ОЗЖН. Существуют и другие обозначения, например, т590. Эта марка электрода по чугуну также способна обеспечить качественное соединение.
Электроды для сварки чугуна выбираются в зависимости от решаемой задачи. Например, уже упоминалось о том, что соединение со сталью лучше осуществлять с помощью ЦЧ-4.
Стоит отметить, что не только сварочные электроды для чугуна дают наилучший результат. Приемлемого качества можно добиться и с использованием УОНИ-13/55.
Тем не менее сварка чугуна инвертором данными стержнями требует определённой осторожности, так как чрезмерный нагрев может привести к формированию трещин в области термического воздействия.
Итоги
Сварка изделий из чугуна может стать проблемой для любого новичка. Тем не менее достаточно следовать нескольким несложным правилам и соблюдать технологию рабочего процесса, и тогда сваренное соединение будет обладать хорошим качеством и надежностью.
Источник: https://tutsvarka.ru/vidy/svarka-chuguna
Какие виды электродов выбрать для сварки чугуна в домашних условиях?
Чугунные детали встречаются в промышленности и быту. При соединении деталей применяют электроды для сварки чугуна. Для того чтобы получить соединение высокого качества необходимо знать технологический процесс и требования безопасности.
 Электроды для сварки чугуна
Электроды для сварки чугуна
Можно ли варить чугун?
Мастера могут определить свойство свариваемости чугуна по разрезу. Если на срезе выявляют, что материал имеет мелкозернистую структуру, то соединение деталей не вызовет трудности.
Однако, если материал на срезе имеет крупную структуру, то при сварке необходимо применять дополнительное оборудование и комплектующие.
Непригодным к обработке считается чугун, который длительное время подвергался воздействию влаги, масла, а также кислой среды.
Чугун представляет собой металл с ограниченной свариваемостью, при соединении деталей учитывают следующие особенности материала:
- при сварке заготовки устанавливают в горизонтальном, нижнем положении, так как металл жидкотекучий;
- соблюдают температурный режим, при нарушении в месте шва могут образовываться дефекты;
- в результате превышения температур, а также низкой текучести чугуна могут увеличиваться внутренние напряжения в месте сварного шва;
- при плавлении металл образует оксиды, которые расплавляются при высоких значениях.
На сварном шве при остывании могут появляться трещины. Для предотвращения такого явления рекомендуется соблюдать технологию.
Особенности сварки чугуна
У металла есть характеристики, которые оказывают влияние на процесс соединения:
- быстрое охлаждение приводит к появлению на поверхности шва чугуна белого типа, который не обрабатывается, а также саморазрушается;
- превышение допустимой температуры обработки приводит к микротрещинам в сварочном шве;
- при горении электрической дуги в ванне образуются избыточные газы, из-за которых шов получается пористый;
- при формировании могут появляться трудности, расплавленный металл может вытекать из сварочной ванны;
- в составе материала присутствует кремний, при его взаимодействии с кислородом получается тугоплавкий оксид, шов будет непроваренный.
В результате соединения чугунных деталей могут проявляться трудности, но это не делает сварку металла менее распространенной. Она применяется для обработки возможного брака после литейного производства, а также при изготовлении сложных конструкций. характеристики материала требуют применения приспособлений и комплектующих (электроды и проволока), от которых зависит качество соединения.
 Соединение чугунной трубы сваркой
Соединение чугунной трубы сваркой
Технология сварки чугуна
При наличии дополнительного подогрева, а также его отсутствия и величины температуры сварочной ванны выделяют три способа сварки чугуна электродами:
- горячая;
- полугорячая;
- холодная.
Горячая
Применяется в промышленном производстве. Деталь разогревают до температуры 650°С, чего трудно добиться в домашних условиях, так как необходимо иметь специальное оборудование. В результате избегают появления разрушений в месте сварочного шва.
При обработке следует равномерно разогревать заготовки. В результате различия температуры места соединения и основного металла может произойти разлом. Перед работой детали закрепляют, что помогает уменьшить внутренние напряжения при разогреве. Запрещается превышать показание 750°С, это приводит к плавлению материала.
Полугорячая
Применяется в промышленном производстве и частной мастерской. Нагрев не превышает 450°С.
Холодная
Мастер не проводит предварительный нагрев детали. При отсутствии аппаратов, а также для штучного ремонта и разовой обработки применяется холодная сварка. Однако соединение, выполненное таким способом, имеет низкое качество.
Какими электродами варить?
Виды электродов:
- проволока из легированных сталей;
- из углеродистого материала;
- чугунные прутки;
- медные прутки, а также изготовленные и сплавов.
Стальные электроды покрываются смесью, содержащей ферросилиций. С его применением мастер может получить на месте соединения деталей серый чугун, который отличается от аналогов полезными характеристиками. Данный тип электродов используют для соединения деталей, которые не подвержены повышенным нагрузкам при эксплуатации.
Марки электродов для сварки чугуна:
- ЭМЧС. Сердечник электрода содержит сталь с низким уровнем углерода. Поверх сердцевины находится покрытие, состоящее из нескольких слоев, при этом каждый из них обеспечивает защиту сварной ванны, образует газ, улучшает свойства металла. Данный вид электродов не требует предварительного нагрева чугунных деталей, толщина которых не должна превышать 10 мм.
- ЦЧ4. Считается обычным электродом. Сердечник покрывают веществом, которое при эксплуатации вступает в химическую реакцию с углеродом и образует карбиды, не вступающие во взаимодействия с железом.
- МНЧ-1. Сердечник состоит из сплавов меди и цинка. Шов при этом получают высокого качества, он не подвергается разрушению, легко обрабатывается. В месте шва снижается количество растворенного углерода.
- Чугунные. Изготавливают двух видов: углекислый барий и карборунд которые смешивают с раствором жидкого стекла.
Комплектующие выполняют из комплекса стержней:
- медно-железный сплав, покрытый железным порошком;
- медные, покрытые проволокой из стали;
- медные, покрытые жестью.
При выборе комплектующих ориентируются на толщину металла, величину тока, а также требование к шву.
 Виды электродов для сварки
Виды электродов для сварки
Как приварить чугун?
Перед соединением деталей необходимо подготовить место сварного шва. При помощи шлифовальной машинки снимают металла, затем стык протирают для обезжиривания. При наличии на кромке дефектов их полностью удаляют. Детали закрепляют и прогревают при необходимости.
Сварка чугуна электродом в домашних условиях выполняется при соблюдении следующих условий:
- клеммы подключают в обратной последовательности;
- номинальная мощность устанавливается в соответствии размерами металла;
- один сварной шов не превышает 50 мм;
- для предотвращения критического нагрева чугуна рекомендуется прерывать электрическую дугу, как при соединении обычными электродами.
Соблюдение требований безопасности и условий технологического процесса позволяет мастеру получить шов высокого качества, место соединения в дальнейшем не разрушится.
Сварка ЧУГУНА с секретом , дедовский способ, так сможет каждый!Welding the cast iron with a secretМастер-класс по сварке чугуна электродами Какие виды электродов выбрать для сварки чугуна в домашних условиях? Ссылка на основную публикацию 

Источник: https://metalloy.ru/obrabotka/svarka/elektrody-dlya-chuguna
Основные технологии сварки чугуна
Во многих отраслях нашего многогранного народного хозяйства применяются различные виды чугуна — серый, высокопрочный и ковкий. Используются они в строительных конструкциях, для изготовления ответственных деталей, которые применяются в машино-, авиа-, самолетостроении, железнодорожном транспорте, при изготовлении изделий и деталей сантехники и т.д.
Содержание
Отличительная особенность этого материала заключается в высоком отношение предела текучести к пределу прочности на растяжение и его хорошие антифрикционные свойства. Эти качества выделили чугун при изготовлении конструкций и деталей в особую категорию.
Как и любые изделия, чугунные, в процессе эксплуатации могут выйти из строя или у них может износиться поверхность. Чаще всего возникает такой дефект, как трещины. И одним из методов восстановления работоспособности изделия являются сварка чугуна и его наплавка.
Также с помощью сварки устраняют дефекты при производстве отливок из чугуна.

Чугуном называют сплав, состоящий их железа, углерода и других элементов, которые имеются в его составе или специально вводятся туда для придания ему тех или иных свойств, при этом количество углерода в нем может быть от 2,14 до 6,67%. Свойства чугуна зависят от следующих факторов:
- структуры металлической основы;
- включений графита – его количества, величины, формы и характера распределения.
Для придания жаростойкости, износостойкости, кислотостойкости и других особых свойств, при производстве чугуна в него вводят специальные добавки – никель, хром, молибден, алюминий, медь, титан и т.д., которые при введении определенного их процента и делают свойства чугуна особыми. Такие чугуны называются легированными.
Основные трудности при сварке чугуна
К ним относятся:
- высокое содержание углерода (чем выше, тем хуже сваривается);
- высокая жидкотекучесть;
- возможность образования в процессе сварки тугоплавких окислов (их температура плавления гораздо выше температуры плавления самого чугуна);
- склонность к появлению трещин (из-за неоднородности металла), пор (из-за выгорания в процессе сварки углерода).
Все это негативно сказывается на свариваемости и чугун справедливо считают материалом, который плохо поддается сварке. Особенно когда сварку производят дома и нет возможности узнать, какой же марки чугун сваривается. Многие судят о свариваемости чугунного изделия по его излому.
Если излом черный или темно-серый, то придется поднатужиться, чтобы восстановить первоначальные его свойства или вообще не заниматься сварочными работами, не имея специальных электродов и не зная тонкостей технологии.
Основные виды сварки
Специалисты используют 2 вида сварки чугуна – холодный способ и горячий. При холодной сварке необходимо применение электродов, специально предназначенных для сварки чугуна.
Можно сваривать чугунные изделия в холодном состоянии (без подогрева) с применением стальных электродов, изготовленных из низкоуглеродистой стали, но это требует больших усилий от сварщика и понимания им процессов, которые происходят в зоне сварки. Обусловлено этой свойствами чугуна. Металл после окончания сварки быстро охлаждается и это приводит к его хрупкости, что может вызвать появление трещин.
| I | 3.2-3.6 | 3.4-4.0 | 0.1-0.2 | 0,3-0,5 | — |
| II | 3.0-3.4 | 3.0-3.6 | 0.4-0.6 | — | 2.0-3.5 |
| III | 3.0-3.4 | 3.0-3.6 | 0.2-0.5 | 0,1-0,3 | 1.0-2.0 |
Кроме того, между швом и основным металлом образуется отбеленный чугун, а за ним следует закаленный, что может вызвать появление пор, которые являются недопустимыми дефектами.
При сварке холодным способом еще используют электроды, изготовленные из аустенитного чугуна и из цветных металлов.
Электроды изготовляют из прутков круглой формы, выполненных методом литья, марка применяемого чугуна при этом А или Б. Их диаметр лежит в пределах 4 ÷ 12 мм, при этом прутки Ø 4 мм имеют длину 250 мм, Ø 6 мм – 350, остальные имеют длину 450 мм.
Прутки из чугуна марки А применяются при проведении газосварочных работ и являются материалом для изготовления стержней электродов, применяемых при сварке чугунных изделий горячим способом.
Прутки марки Б помимо сварки чугуна в горячем состоянии, могут применяться для изготовления стержней электродов, которые используются при проведении сварки полугорячим и холодным способами.
| А | 3.0-3.5 | 3.0-3.4 | 0.5-0.8 | 0.2-0.4 | До 0.08 | До 0.05 | До 0.3 | Для горячей сварки |
| 3.5-4.0 | 0.3-0.5 | Для горячей и полугорячей сварки |
Сваривать такими электродами можно только в одном положении — нижнем. Сила тока зависит от Ø электрода и находится в пределах 270 ÷ 650 А.
Из электродов, изготовленных из цветных металлов, при сварке чугуна используют медные электроды, изготовленные из монель-металла и из никелевого чугуна, имеющего аустенитную структуру.
Медные электроды рекомендуется применять для сварки изделий, которые должны иметь плотные швы и работающих при незначительных статических нагрузках. Их изготавливают из стержней меди Ø 3 ÷ 6 мм, обернутых стальной проволокой или лентой, имеющих низкое содержание углерода. На стержень наносят специальное покрытие — меловое или состоящее из сложного состава.
Такого же диаметра и длины изготавливают стержни из монель-металла (медно-никелевые) и никелевого аустенитного чугуна.Сварка может выполняться как на постоянном токе, так и на переменном.
Отбеливание чугуна и появление закалочных структур можно избежать, применив более продуктивный вид сварки – горячую. В зависимости от температуры предварительного подогрева изделия перед сваркой, различают следующие виды горячей сварки:
- теплую (не более 200 0С);
- полугорячую (нагрев в районе 300 ÷ 400 0С);
- горячую (500 ÷ 600 0С).
В любом случае температура предварительного подогрева не должна превышать 650 0С, чтобы избежать структурных превращений в самой структуре чугуна.
Формовка места сварки (1-деталь, 2-формовка, 3-графитовые пластины)A — несквозной раковиныB — облицовка графитовыми пластинамиC — недолива кромки
Этапы процесса проведения горячей сварки следующие:
- подготовка изделия к сварке;
- прогрев до необходимой температуры (в горне, муфельной печи, нагревательном колодце и т.д.);
- сборку (с применением струбцин или прихваток) и установку изделия под сварку;
- собственно сам процесс сваривания;
- охлаждение (медленное).
Все виды горячих способов сварки требуют медленного охлаждения изделия или конструкции после проведения сварочных работ. Это позволит избежать нежелательного отбеливания чугуна, что делает его хрупким.
Чаще всего изделие сразу после сварки отправляют в печь и там охлаждают, выключив печь. Иногда такое охлаждение может происходить сутками — зависит от габаритов изделия.
В домашних условиях пользуются специальными средствами, которые защитят изделие от быстрого остывания (теплосберегающий материал, например, асбест, шлак, сухой кварцевый песок, древесный уголь).
Сварку осуществляют на постоянном токе обратной полярности. Иногда сварку проводят переменным током, но только в том случае, если длина кабелей от сварочного трансформатора не большая, а напряжение холостого хода более 70 В.
Подготовка к сварке
Место, где будет производиться сварка, должно быть тщательно очищено от загрязнений, масел и других включений. Достигается это с помощью щетки, напильника, наждачной бумаги или болгарки.
Масло удаляют с помощью растворителей (бензин, керосин и т.д.) или выжиганием пламенем газовой горелки.
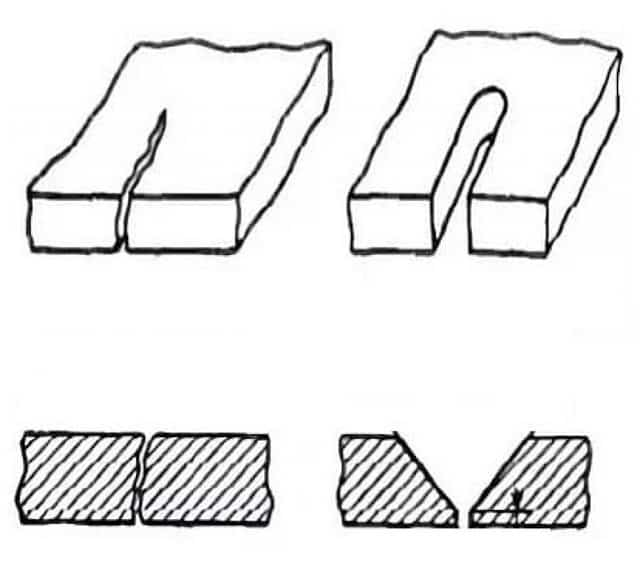
В зависимости от толщины свариваемых деталей делают одностороннюю, двухстороннюю, V- и Х-образную разделку кромок (под 90 0).
Разделку обязательно делают при толщине чугунного изделия свыше 20 мм, но иногда разделку кромок выполняют у деталей, толщина которых 4 мм им выше. Концы трещин, при их наличии, обязательно засверливают. Чтобы выявить концы трещин применяют травление слабыми растворами соляной или азотной кислоты (2 ÷ 6%).
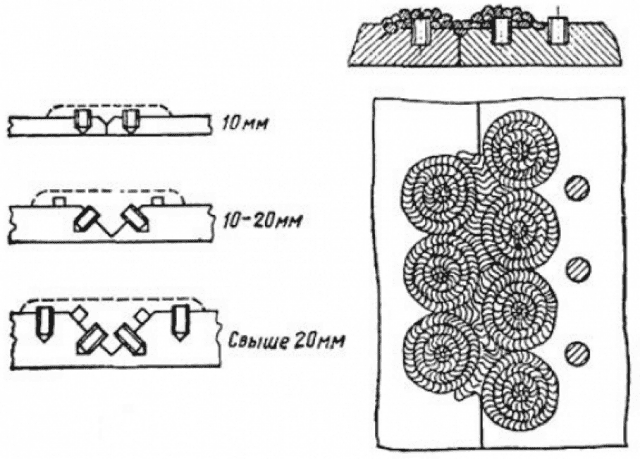
В более сложных случаях, когда варят ответственные изделия, тяжелые и громоздкие, к которым предъявляются требования по прочности, используют болты или шпильки, которые ввертывают в подготовленные кромки обязательно в шахматном порядке.
При этом диаметр шпилек (болта) не должен превышать 0,4 толщины детали, подвергающейся сварке. Шпильки (болты) должны обязательно вкручиваться так, чтобы выступать над поверхностью детали (не более 1,2 Ø шпильки или болта.) Изделия вкручиваются не только в местах разделки кромок, но и с каждой стороны детали (в один ряд).
Между шпильками (болтами) расстояние тоже оговаривается и оно не должно превышать не 6 Ø шпилек.
Сварка чугуна с применением стальных шпилекA — установка шпилек при V-образной подготовке кромокB — обварка шпилек
Сварка далее проводится следующим образом. Каждая шпилька обваривается стальным электродом Ø 3 мм кольцевыми швами. Сварка ведется на малых токах и вразброс, во избежание перегрева. Затем вся поверхность все теми же кольцевыми швами покрывается слоем наплавленного металла толщиной, которая не должна превышать толщину чугуна.
Так как чугун обладает высокой жидкотекучестью, то для придания металлу нужной формы производят в некоторых случаях, формовку места сварки.
Для этого пользуются графитовыми пластинками, скрепленными специальной формовочной массой, состоящей из кварцевого песка с жидким стеклом. Могут использоваться огнеупоры или другие аналогичные материалы.
На производстве это определяется в нормативной документации. Для формовки могут применяться формовочные материалы, которые используются в литейном производстве.
Особенности сварки стальными электродами
Стальные низкоуглеродистые электроды применяются для сварки чугуна в виду их дешевизны и доступности. Ими допускается сваривать изделия неответственных деталей и при небольших дефектах. Но чтобы ими качественно варить, необходимо первый плакирующий слой в разделке выполнять электродами марки ЦЧ-4.
Применяя обычные электроды марки АНО-4, УОНИИ 13/45 и др. марок наиболее часто используемых при сварке электродов, используют еще и медную проволоку. Она наматывается прямо на электрод, при этом ее масса должна превосходить саму массу электрода в 4 ÷ 5 раз или она используется в качестве присадочного прутка.
Технология сварки чугунными электродами
Сейчас свободно можно приобрести специальные электроды по чугуну, выпускаемые различными производителями. В основном они изготовлены на основе железа, никеля, меди и представляют собой стержни из металла, покрытые тонким слоем обмазки. Выпускаются, как правило, по техническим условиям предприятия-изготовителя.
В состав обмазки входит железный порошок. К ним относятся электроды по чугуну марки ЦЧ-4, ОЗЧ-2, ОЗЧ-3, ОЗЧ-4, ОЗЧ-6, ОЗЖН-1, ОЗЖН-2, МНЧ-2.
Диаметр выпускаемых электродов лежит в пределах 2 ÷ 20 мм, а длина их – 300, 350 и 450 мм. Все они имеют отличительную характеристику – с их помощью хорошо формируется сварочный шов.
Многие из этих марок допускают соединение деталей внахлестку, встык, а также выполнять угловые соединения.
Величина сварочного тока находится в прямой зависимости от Ø электрода и лежит в пределах 50 ÷ 600 А. Обычно сварочный ток выбирают в районе 50 ÷ 90 А на 1 мм Ø электрода. Сварку ведут небольшими валиками (не более 50 мм) с их последующим охлаждением до температуры 50 0С.
В процессе сварки швы в обязательном порядке проковываются молотком, вес которого не должен превышать 1,2 кг. У молотка должен быть боек закругленого типа. И надо помнить следующее, что первый и последний слой в многослойной сварке не подлежат проковке, т.к.
это может привести к появлению трещин.
Иногда сварку производят с помощью заплат. Для этого применяют вставки, изготовленные их чугуна или стали. Таким способом обычно заделывают пробоины в чугунной конструкции. Электроды при этом должны быть марки ОЗЧ-6.
Сварка чугуна неплавящимися электродами
Изделия из чугуна можно сваривать неплавящимися электродами (угольным, графитовым, вольфрамовым), но обязательно используя присадочный пруток — стержни или прутки из чугуна, содержащие такие металлы как никель, медь, алюминий и другие.
Зону шва в процессе сварки от вредного воздействия воздуха защищают с помощью флюса (буры) или инертного газа (аргона). Чаще всего используется такой вид сварки как сварка переменным током в среде аргона вольфрамовым электродом с применением никелевых прутков.
Особенности сварки чугуна аргоном
Сварка чугуна полуавтоматами с защитой газами (аргоном) позволяет получить швы высокого качества, особенно когда сварку производят инвертором.
Обязательно проводится местный прогрев изделия до температуры не менее 300 0С. В качестве присадочного материала используются прутки, изготовленные из никеля.
Иногда пользуются алюминиевобронзовыми прутками, но не для изделий, которые будут впоследствии подвергаться нагреву.
Более производительный вид сварки чугуна с помощью автоматов выполняется с применением порошковых проволок, специально разработанными специалистами для такой сварки. В них содержится полный комплекс специальных модифицирующих элементов. Они вводятся в виде лигатуры, основой которой является кремний. Каждая марка используется для проведения следующих работ:
- ПП-АНЧ-1 — заваривания без предварительного подогрева небольших дефектов, при этом в дальнейшем поверхности не подвергаются механической обработке;
- ПП-АНЧ-2 — заварки дефектов на изделиях большой толщины с предварительным подогревом и без него;
- ПП-АНЧ-3 — заварки дефектов самых различных размеров с предварительным подогревом до высокой температуры (горячая сварка);
- ПП-АНЧ-5 – ремонтной сварки изделий из высокопрочного чугуна с предварительным подогревом;
- ППСВ-7 – заварки дефектов на отливках.
Газовая сварка чугуна
Применяется только для осуществления ремонтных работ. В качестве присадочного металла используют прутки, изготовленные из латуни. Это позволяет получить сварной шов необходимой плотности. Кроме того, такой шов хорошо поддается механической обработке.
Присадочным металлом служит сварочная проволока марки Св-08 и Св-08А, стержни из чугуна марки А. Непосредственно перед сваркой разделанные кромки детали прогревают, а затем засыпают из флюсом. Выбор наконечника горелки зависит от толщины свариваемых деталей.
При толщине до 5 мм необходимо использовать наконечник № 3 или 4, от 5 до 10 мм — № 4 или 5, от 10 до 15 мм – № 5 или 6, а металл толщиной свыше 15 мм сваривают с помощью наконечника № 6 или 7.
Расход ацетилена может колебаться от 50 до 75 л/ч на 1 мм толщины детали.
В процессе сварки сварочную ванну постоянно помешивают концом прутка и туда же периодически подсыпают флюс. Флюс может состоять на 100% из буры или быть многокомпонентным (сода, поташ, бура, поваренная соль и борная кислота в различных количествах). Эти же флюсы применяются и при пайке чугуна.
| Литий углекислый | 0.5 | 25.0 | 22.5 | ||
| Кальций углекислый | 30.0 | 26.5 | 25.0 | 22.5 | 12.0 |
| Кислота борная | 50.0 | 45.0 | |||
| Бура обезвоженная | 50.0 | 23.0 | 33.0 | ||
| Натрий азотнокислый | 20.0 | 50.0 | 27.0 | ||
| Окись кобальта | 7.0 | ||||
| Натрий фтористый | 12.0 | ||||
| Фторцирконат калия | 8.5 | ||||
| Лигатура солевая | 10.5 |
Номер наконечника горелки подбирается в зависимости от расхода ацетилена на 1 мм толщины свариваемой детали (50 ÷ 75 л/ч).
Хоть чугун относится к трудно поддающемуся сварке материалу, однако его ремонтируют повсеместно – на предприятиях, в маленьких мастерских, в домашнем хозяйстве. Главное знать, чем варить и как.
Ремонт поврежденных изделий, заварка изделий литейного производства и даже создание литосварных конструкций и изделий из чугуна возможно и в домашних условиях при правильном подходе к решению проблемы.
А это правильный выбор оборудования, сварочных материалов и технологии сварки. Тогда качество будет обеспечено.
Источник: http://gredx.ru/articles/svarka-chuguna





