- При чем здесь волчьи сливки?
- Не боимся китайских расходников
- Классификация и маркировка
- Как выбрать самый подходящий расходник
- Заточка и еще раз заточка
- Аргонодуговая сварка, советы
- Всё, что вы хотели знать о вольфрамовых электродах
- Общая информация
- Марки вольфрамовых электродов
- Марка WP
- Марка WZ-8
- Марка WT-20
- Марка WY-20
- Марка WC-20
- Марки WL-15 и WL-20
- Вместо заключения
- Как выбрать вольфрамовые электроды | Тиберис
- Международные марки электродов
- Советы по аргонодуговой сварке вольфрамовым электродом
- Как себя обезопасить
- Вольфрамовые электроды
- Вольфрамовые электроды — характеристики, виды, для чего применяются, плюсы и минусы
- Общая характеристика
- Марки вольфрамовых электродов
- В заключение

Температура плавления вольфрама сумасшедшая — 3422 °C, это абсолютный чемпион по тугоплавкости из всех существующих металлов. Вряд ли вы найдете готовые детали из чистого вольфрама, это очень экономный металл: вполне достаточно будет малых доз в качестве добавок, чтобы вновь образованные сплавы обладали уникальными свойствам.
На сварочные работы такая экономность тоже распространяется. На метр сварочного шва расходуются малые доли грамма чистого вольфрама. Современные сварочные технологии для новых сплавов – вот для чего вольфрамовые электроды производятся в огромных количествах и самых разных видов.
При чем здесь волчьи сливки?
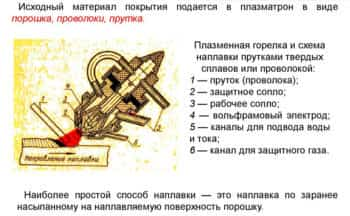
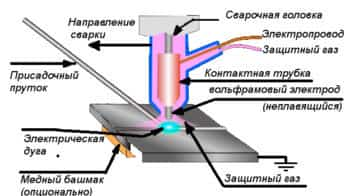 Схематическая сварка вольфрамовым электродом.
Схематическая сварка вольфрамовым электродом.
Вольфрам и высокие температуры – понятия в современной технике неразделимые. Его главное свойство – чрезвычайно высокая тугоплавкость, что и определяет значение и место вольфрама в отраслях промышленности. Это значение трудно переоценить: появление вольфрама в качестве тугоплавкого компонента в самых разнообразных сплавах можно назвать настоящим промышленным переворотом. Открыли вольфрам очень давно – в 18-ом веке.
За светло-серый цвет он получил весьма экзотическое название от немецких слов Wolf – волк и Rahm – сливки: волчьи сливки. Но промышленный триумф этого чудесного металла состоялся только в начале 20-го века.
В сварочном деле альтернативы вольфраму нет: вольфрамовый электрод с добавками или без них является лучшим помощником для варки самых проблемных или капризных металлов и сплавов.
Промышленный вольфрамовый переворот произошел с паролем из двух слов: «электроды вольфрам».
Не боимся китайских расходников
Не нужно отворачиваться от продукции китайского происхождения в магазинах: она отличается от расходников из других стран тем, что сделана из «родного» китайского вольфрама.
Дело в том, что в Китае обнаружены самые большие запасы этого металла, страна является настоящим мировым вольфрамовым монополистом. Поэтому практически все импортные европейские вольфрамовые расходники произведены из китайского материала, а это означает определенную надбавку в цене.
Классификация и маркировка
В отличие от любых других электродов характеристики вольфрамовых электродов отлично уложены в стройную и понятную классификацию. Маркировка вольфрамовых электродов соответствует международному стандарту EN 26848. Их можно назвать самыми «дисциплинированными» расходниками в огромном массиве других сварочных материалов.
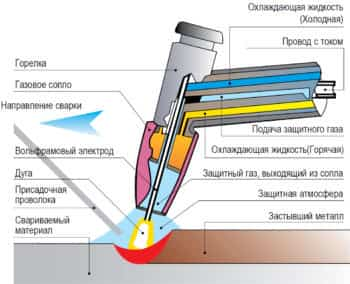
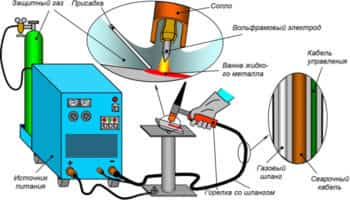 Сварочный аппарат для сварки вольфрамовым электродом.
Сварочный аппарат для сварки вольфрамовым электродом.
Как и все расходники, они делятся на две большие группы:
- Электроды переменного тока для сварки алюминия и его сплавов, магния, смесей с ним и других сложных сплавов. Обычно выполнены из вольфрама без добавок.
- Электроды постоянного тока производятся с добавками из тория, церия, циркония, иттрия, лантана и др. Применяются в работах с нержавеющей сталью, высоколегированными сплавами с никелем, медью, углеродистыми сплавами и другими металлами или сплавами.
Для исчерпывающей информации о технических свойствах расходника цифры обозначают долю в процентах легирующих добавок в основной материал. Например, первая в аббревиатуре цифра 30 показывает, что в наконечнике содержится 3,0% добавки. Вторая цифра указывает длину изделия в миллиметрах.
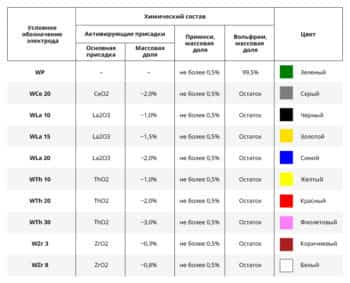 Химический состав вольфрамовых электродов.
Химический состав вольфрамовых электродов.
Помимо букв и цифр в систему маркировки включена точная и понятная цветовая классификация: у каждой легирующей добавки – свой конкретный цвет вольфрамовых электродов.
Серые WC-20 содержат 2% оксида церия и являются типичными универсальными электродами для сварки любыми токами. Они дают отличную стабильную дугу. Очень популярны в соединении труб в прямых стыках. Сварка вольфрамовым электродом WC-20 производится в среде аргона высоколегированных сплавов стали и других металлов типа меди, никеля, титана.
Свойства:
- дуга зажигается легко и дает стабильное горение;
- длительный срок годности;
- отлично переносят сильное напряжение тока;
- безопасны для здоровья.
Белые WZ-8 содержат всего 0,8% оксида циркония, используются с переменным током в среде аргона. Весьма капризны к «чистоте» вокруг сварочной рабочей ванны – не терпят малейшего загрязнения.
Очень устойчивы к высоким нагрузкам напряжения тока. Годятся для работы с алюминием, медью и разнообразными сплавами из этих металлов. Никель и магний тоже входят в сферу применимости этого расходника.
Полноценная альтернатива электродам из чистого вольфрама.
Свойства:
- дуга зажигается легко;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Черные WL-10, золотистые WL-15, синие WL-20 с добавкой лантана по 1%, 1,5% и 2% соответственно. Работают при постоянном токе прямой полярности. Также весьма устойчивая дуга, можно производить повторный розжиг.
Швы получаются чистыми и долговечными. Имеется нюанс: электрод должен быть заточен под сферическую форму конца прутка.
Применяются для напыления, плазменной сварки, соединения заготовок с тонкими кромками из разных марок стали, включая высоколегированные сплавы.
Свойства:
- дуга зажигается легко и быстро;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
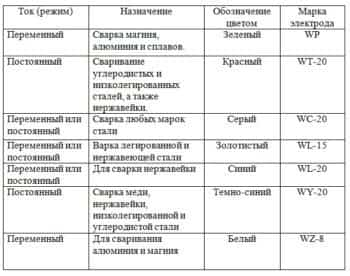 Ток сварки для вольфрамовых электродов.
Ток сварки для вольфрамовых электродов.
Красные WT-20 электроды из вольфрама чрезвычайно популярны, содержат 2% оксида тория с массой отличных характеристик.
Употребляются при постоянном токе прямой полярности для заготовок из высоколегированных нержавеющих сплавов, титана, никеля и их сплавов.
На переменном токе тоже можно варить, но качество шва может получиться не очень высоким за счет «скачущей» дуги во время рабочего процесса.
Торий – радиоактивный элемент, поэтому его доля чаще всего не превышает 2%. Пары или пыль при вольфрамовой сварке могут нанести ущерб здоровью. Тем не менее эти электроды применяются чаще, чем расходники из чистого вольфрама: уж очень хорош торий в сварке самых капризных сплавов.
Свойства:
- дуга зажигается легко и быстро;
- угол заточки можно менять;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- опасны для здоровья без соблюдения техники безопасности.
Зеленые WP – расходники из чистого вольфрама. Это лучшие вольфрамовые электроды для сварки алюминия, его сплавов с медью, магнием, никелем с помощью аргонодуговой технологии. Использовать ток переменный.
Свойства:
- дуга зажигается плохо;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
 Способ наплавки при сварке вольфрамовым электродом.
Способ наплавки при сварке вольфрамовым электродом.
Темно-синие WY-20 с покрытием из иттрия в доле 2%, самые устойчивые наконечники для сварки сложных и ответственных конструкций.
Лучшие марки вольфрамовых электродов типов WT-20, WL-20, WC-20, WZ-8, WP, WY-20 применяются в сварке TIG – Tungsten Insert Gas или WIG, GTA, АДС – все аббревиатуры обозначают одно: дуговая сварка неплавящимся электродом в среде инертного защитного газа в трех вариантах – ручном, полуавтоматическом или автоматическом. Российские разновидности вольфрамовых электродов выпускаются чаще под иной маркировкой: ЭВЧ, ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15 по ГОСТу 23949-80.
Но все они соответствуют международным стандартам, в чем можно убедиться в многочисленных справочниках по сварочному делу. На всякий случай добавим, что вольфрамовые расходники – лучшие электроды для аргонодуговой сварки.
Как выбрать самый подходящий расходник
Выбор вольфрамового электрода можно делать по разным критериям:
- Тип (переменный или постоянный ток), наличие добавок, химический состав и доля этих добавок.
- Диаметр электрода, от которого зависит ширина сварочного шва.
- Форма и качество заточки конца электрода.
 Марки и диаметр электродов.
Марки и диаметр электродов.
В международной маркировке легко ориентироваться:
- Первая заглавная латинская буква W – это вольфрам, вторая заглавная латинская буква – это легирующая добавка.
- Первая цифра после латинских букв обозначает долю добавки в процентах. Например, цифра 15 показывает, что доля добавки в вольфрамовом электроде составляет 1,5%. Вторая цифра, которая пишется через дефис после первой, обозначает длину электрода в миллиметрах. Самая распространенная длина – это 175 мм, бывают по 50 мм и выше, но не длиннее 175 мм.
Заточка и еще раз заточка
Одной из главных особенностей вольфрамовых электродов является обязательность заточки их концов. Плавящиеся наконечники в этом отношении намного удобнее и «лояльнее» к мастеру – они готовы к работе сразу же, даже после первичного использования.
Неплавящиеся же вольфрамовые электроды нужно постоянно контролировать. Все дело в потоках электронов, которые движутся к концу прутка, и от которых зависит давление дуги на свариваемую поверхность.
А от такого давления зависит все: качество и габариты шва, глубина проварки.
Заточка вольфрамового электрода и его форма подпадают под жесткие правила и зависит от конкретной марки расходника:
- Форма шарика на кончиках в марках WP и WL.
- Форма конуса в марках WC, WY, WT, WZ.
Имеет значение и длина, на которую нужно затачивать наконечник. Определить ее можно, умножив диаметр расходника на постоянное число 2,5. Если, например, диаметр равен 3 мм, то затачивать его конец нужно на длину в 7,5 мм. Точить нужно болгаркой или точильным кругом.
 Как затачивать вольфрамовые электроды.
Как затачивать вольфрамовые электроды.
Кроме длины заточки важен и ее угол. Если сварка будет проходить на невысоком токе, угол заточки должен составлять 10 – 20 градусов. Для тока средней силы подходит угол радиусом от 20-ти до 30-ти градусов. При мощном токе нужен угол от 60-ти до 120-ти градусов. Почему важен угол: его величина влияет на устойчивость дуги и на долговечность работы самого электрода.
Самые распространенные размеры угла заточки находятся в диапазоне от 20-ти до 90-та градусов. Если угол меньше 20-ти градусов, электрод будет быстро изнашиваться. Если больше 90 градусов, появится риск неустойчивости горения дуги аргоновой сварки. Угол заточки конца расходника не зависит от материала, из которого он сделан, здесь имеют значение только характеристики тока.
Если заточка вольфрамовых электродов игнорирована или не соответствует правилам, последствия проявятся обязательно: первым делом это будет не полностью проваренный шов с некачественным креплением.
Несимметричная форма заточки обязательно собьет дугу с правильного направления. Слишком острые или слишком тупые углы приведут к высокому изнашиванию расходника или к мелкой проварке шва.
Также нужно контролировать два дополнительных критерия:
- степень остроты или притупления кончика;
- появление рисок в процессе заточки.
Заточка настолько важна, что выпускаются и продаются специальные устройства:
- G–Tech от знаменитого шведского производителя ESAB – это машинки с алмазными дисками с системой всасывания пыли.
- ESG Plus от немецкого производителя Orbitalum для работы с шестью видами сечений и четырьмя вариантами углов заточки.
- EWM TGM 40230 от немецкого производителя EWM HighTec Welding GmbH – компактный ручной станок для заточки под углами от 0° до 90°.
Аргонодуговая сварка, советы
 Принцип аргонодуговой сварки.
Принцип аргонодуговой сварки.
Ток должен быть постоянным прямой полярности – это классическое требование сварки в аргоне вольфрамовыми расходниками. Вольфрамовые электроды для аргонодуговой сварки нужно выбирать по диаметру электрода и форме его заточки. К этому выбору подойти нужно более чем внимательно. Конец нужно затачивать остро и очень точно. Если производится в кустарных условиях, заточку можно делать на точильном станке.
Не допускать перегрева наконечника, потому что, нагреваясь, вольфрам становится хрупким и может раскрошиться. Качество чистого аргона должно быть очень высоким с объемной долей не меньше 99,99%. Если это требование не выполнять, шов немедленно потемнеет. Варить нужно справа налево, горелку держать в правой руке под углом от 70° до 85°, присадочную проволоку – в левой руке под углом в 20°.
Переменный ток используется в сварке алюминия и его сплавов, при этой технологии электрод для аргонной сварки не требует столь тщательной заточки. Достаточно будет умеренного закругления. В работе с алюминием важнейшим требованием является предварительная максимально тщательная очистка поверхностей с особым вниманием удалению жировых остатков.
Главное – запомнить, что вольфрамовые электроды для аргонодуговой сварки будут великолепно работать лишь при соблюдении всех технологических требований. Это самый дисциплинированный электрод по своей сути, но он требует такой же дисциплины и от мастера.
Источник: https://tutsvarka.ru/vidy/volframovyj-elektrod
Всё, что вы хотели знать о вольфрамовых электродах
Время чтения: ≈7 минут
Вольфрамовые неплавящиеся электроды часто применяются в профессиональной и полупрофессиональной сварке. Чтобы их использовать необходим опыт и навыки. Но обучившись однажды вы уже существенно расширите свои профессиональные умения. Ведь с помощью вольфрамовых электродов можно варить практически все известные металлы, получая при этом швы превосходного качества.

В этой статье мы расскажем все, что вам нужно про вольфрамовые электроды. Вы узнаете, что это такое и какие существуют марки вольфрамовых стержней.
Общая информация
Вольфрамовые электроды — это металлические стержни длиной в среднем 175 миллиметров. Могут быть изготовлены из чистого вольфрама или с примесями других металлов. Используются только при полуавтоматической или полностью автоматической аргоновой сварке. Вместо аргона можно использовать и любой другой защитный газ, например, гелий.
Характеристики вольфрамовых электродов следующие. Температура плавления достигает 3400 градусов по Цельсию, это очень высокое значение. Поэтому за время сварочного процесса электрод практически не меняется в размере, хотя и возможно небольшое испарение металла. Поэтому такие стержни называют неплавящимися.

Выше мы писали, что вольфрамовые электроды могут быть изготовлены не только из чистого вольфрама, но и с добавлением других металлов. Это необходимо для улучшения свойств электрода. Например, для стабилизации горения дуги или для сварки тугоплавких материалов.
У вольфрамовых электродов есть своя маркировка. Обычно маркировка вольфрамовых электродов состоит из двух латинских букв и цифры. Для того, чтобы лучше запомнить марку, необязательно смотреть на название. Можно просто запомнить цвет.
Каждой марке присущ свой цвет, которым окрашивается конец электрода. Все марки можно разделить на три категории: для работы с постоянным током, с переменным и универсальные. Давайте рассмотрим их подробнее.
Мы расскажем о самых популярных марках.
Марки вольфрамовых электродов

Марка WP
Вольфрамовые электроды марки WP — это стержни на 99% изготовленные из вольфрама. При сварке такими стержнями дуга горит стабильно на любом токе. Но мы рекомендуем варить на переменном токе.
Электроды марки WP отлично подходят для сварки алюминия, магния и их сплавов. При этом не важно, какой газ вы используете: аргон или гелий. В любом случае качество шва приятно вас удивит. Электроды имеют на конце характерную зеленую отметину.
Иногда производители окрашивают всю упаковку в тон отметины.
Марка WZ-8
Электроды WZ 8 состоят из вольфрама с добавлением диоксида циркония. Предназначены для сварки на переменном токе, при этом должна быть обеспечена хорошая защита сварочной зоны от попадания кислорода.
Горение дуги чрезвычайно стабильно, даже выше, чем при работе с маркой WP. Электроды WZ 8 способны выдерживать большие токовые нагрузки, чем остальные марки. Перед сваркой необходимо сферично заточить конец электрода.
Варить можно алюминий, магний, бронзу, никель и их сплавы. У электродов есть отметина белого цвета.
Марка WT-20
Вольфрамовые электроды WT 20 сделаны из вольфрама и оксида тория. Поэтому такие электроды часто называют ториевыми. Данная марка — самая распространенная. Она появилась после того, как были изобретены обычные вольфрамовые электроды марки WP. При этом по сравнению с ними WT 20 показали себя с наилучшей стороны. А потому и стали самыми популярными на рынке.
Электроды данной марки также рекомендуется затачивать перед сваркой. Но обратите внимание, что при заточке могут выделяться опасные для дыхательных путей пары и пыль. Ведь торий относится к радиоактивным металлам. Так что затачивайте электроды в специальной маске, чтобы не навредить своему здоровью.
Охрана труда при сварке
Данная марка предназначена для работы с нержавеющей сталью, молибденом и танталом, медью, бронзой, никелем и титаном. Отмечены красным цветом.
Марка WY-20
Вольфрамовые электроды WY 20 — это самые долговечные и стойкие электроды из всех возможных марок вольфрамовых стержней. Для сварки необходимо использовать постоянный ток и прямую полярность.
Дуга горит очень устойчиво в большом диапазоне сварочных токов. Поэтому такие стержни используют для сварки особо ответственных металлических конструкций.
Можно работать с различными сталями (низколегированными, углеродистыми или нержавеющими), а также с титаном и медью. Отметина темно-синего цвета.
Марка WC-20
Вольфрамовые электроды WC 20 состоят из вольфрама и оксида церия. Церий не является радиоактивным элементом, поэтому такие электроды можно затачивать без риска для здоровья. Такие стержни позволяют легко зажигать дугу и варить на высоком значении сварочного тока. Варить можно и на постоянном, и на переменном токе. Поэтому марка WC 20 считается универсальной.
Такие электроды хорошо зарекомендовали себя в работе. Им под силу сварка трубопроводов (в том числе, орбитальная) и сварка тонких листов стали. Единственный недостаток — это большая концентрация церия на конце стержня во время его нагрева. Зато можно варить молибден и тантал, медные детали, бронзовые, никелевые и титановые. А также все типы сталей. Отметина серого цвета.
Марки WL-15 и WL-20
Вольфрамовые электроды WL 15 и вольфрамовые электроды WL 20 обычно относят к одному типу. А все потому, что обе марки содержат в составе лантан. Благодаря лантану дуга горит стабильно и легко зажигается, прожоги исключены. Также такие электроды можно потушить в середине процесса и затем снова без проблем зажечь. Изнашиваются медленно.
Электроды этих марок практически не загрязняют соединение расплавленным вольфрамом, что очень важно. Также во время сварки довольно долго сохраняется заточка. Варить можно и на постоянном, и на переменном токе.
Заточите конец электрода сферически, если варите на переменном токе. Работать можно с высоколегированными сталями, бронзой, алюминием и медью. Также можно варить все другие типы сталей на любом роде тока.
WL 15 помечены золотистым цветом, а WL 20 — синим.
Вместо заключения
Как видите, существует много марок вольфрамовых электродов. И в этой статье мы перечислили только самые популярные. А ведь существуют еще другие марки, например, вольфрамовые электроды WS2.
И у них тоже есть свои характерные особенности и краткие характеристики. В целом, вам достаточно той информации, которую можно почерпнуть из этой статьи. Вы уже можете выбрать подходящие электроды и начать варить. Желаем удачи в работе!
Источник: https://svarkaed.ru/rashodnye-materialy/elektrody/vsyo-chto-vy-hoteli-znat-o-volframovyh-elektrodah.html
Как выбрать вольфрамовые электроды | Тиберис
Температура плавления вольфрама – 3410 °С, температура кипения – 5900 °С. Это самый тугоплавкий из существующих металлов. Вольфрам сохраняет твердость даже при очень высоких температурах. Это позволяет делать из него неплавящиеся электроды. В природе вольфрам встречается, в основном, в виде окисленных соединений — вольфрамита и шеелита.
При аргонодуговой сварке дуга горит между свариваемой деталью и вольфрамовым электродом. Электрод находится внутри сварочной горелки. Для сварки в среде защитных газов обычно применяют постоянный ток прямой полярности.
Иногда используется ток обратной полярности или переменный ток. В таких случаях целесообразно использовать вольфрамовые электроды с легирующими добавками, которые повышают стабильность и устойчивость сварочной дуги.
Для улучшения качества электрода (например, устойчивости к высоким температурам, повышения стабильности горения дуги) в чистый вольфрам вводят в качестве добавки окислы редкоземельных металлов.
Существует ряд разновидностей вольфрамовых электродов, в зависимости от содержания этих добавок. Этим определяется марка электрода. Марку электрода в наше время легко запомнить по цвету, в который окрашен один конец.
Вольфрамовые электроды делятся на три типа: Постоянного (WT,WY), Переменного (WP, WZ) и Универсальные (WL,WC).
Международные марки электродов
WP (зеленый) — Электрод из чистого вольфрама (содержание не менее 99,5%). Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором).
Эти электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде.
Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.
Основные свариваемые материалы: алюминий, магний и их сплавы.
Ознакомиться с ценами на WP (зеленые) электроды, можно по ссылке.
WZ-8 (белый) — Электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны.
Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды.
Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы.
Основные свариваемые материалы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
Ознакомиться с ценами на WZ-8 (белые) электроды, можно по ссылке.
WT-20 (красный) — Электрод с добавлением оксида тория. Наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе.
Тем не менее, торий — радиоактивный материал низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды.Сравнительно небольшое выделение тория при эпизодической сварке, как показала практика, не являются факторами риска.
Но, если сварка производится в ограниченных пространствах регулярно и в течение длительного времени или сварщик вынужден вдыхать пыль, образующуюся при заточке электрода, необходимо в целях безопасности оборудовать места производства работ местной вентиляцией.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Торированные электроды хорошо сохраняют свою форму при больших сварочных токах даже в тех случаях, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.
Электроды WT-20 не рекомендуется использовать для сварки на переменном токе. Торец электрода обрабатывается в форме площадки с выступами.
- Основные свариваемые материалы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
- Ознакомиться с ценами на WT-20 (красные) электроды, можно по ссылке.
WY-20 (темно-синий) — Иттрированый вольфрамовый электрод, наиболее стойкий из используемых сегодня неплавящихся электродов.
Используется для сварки особо ответственных соединений на постоянном токе прямой полярности, содержание окисной добавки — 1,8-2,2%, иттрированый вольфрам повышает стабильность катодного пятна на конце электрода, вследствие чего улучшается устойчивость дуги в широком диапазоне рабочих токов.
Основные свариваемые материалы: сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC).
Ознакомиться с ценами на WY-20 (темно-синие) электроды, можно по ссылке.
WC-20 (серый) — Сплав вольфрама с 2% оксида церия (церий — самый распространенный нерадиоактивный редкоземельный элемент) улучшает эмиссию электрода. Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток. Электроды WC-20 — универсальные, ими можно с успехом сваривать на переменном токе и на постоянном прямой полярности.
По сравнению с чисто вольфрамовым электродом, цериевый электрод дает большую устойчивость дуги даже при малых значениях тока. Электроды применяются при орбитальной сварке труб, сварке трубопроводов и тонколистовой стали. При сварке этими электродами с большими значениями тока происходит концентрация оксида церия в раскаленном конце электрода.
Это является недостатком цериевых электродов.
Основные свариваемые материалы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе
Ознакомиться с ценами на WC-20 (серые) электроды, можно по ссылке.
WL-20, WL-15 (синий, золотистый) — Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги.
Добавление 1,5% (WL-15) и 2,0% (WL-20) оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто вольфрамового.
По сравнению с цериевыми и ториевыми, лантановые электроды имеют меньший износ рабочего конца электрода.
Лантановые электроды более долговечны и меньше загрязняют вольфрамом сварной шов. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода.
Это серьезное преимущество при сварке на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей.
При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.
Основные свариваемые материалы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Ознакомиться с ценами на WL-20 здесь и WL-15 по ссылке.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение.
Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к.
он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро.
На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к.
вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва.
На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа.
Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим).
Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания.
Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки.
Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим.
состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
Как себя обезопасить
И в конце хотелось бы отметить что при данном виде сварке нужно должным образом относиться к средствам защиты. Выбирайте только те средства защиты в которых будет не только комфортно но и безопасно т.к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни. Рекомендуем Вам рассмотреть современное высокоэффективное средство защиты — маску «Хамелеон».
Источник: https://www.tiberis.ru/stati/kak-vybrat-volframovye-elektrody
Вольфрамовые электроды
Электрод WL-15 Электрод WG-La15
Вольфрамовые электроды – это тугоплавкие стержни, при помощи которых формируется электрическая дуга, необходимая для расплавления кромок соединяемых деталей и присадочного материала в процессе сварки.
Используются такие электроды преимущественно для сварки в защитной среде аргона. С их помощью выполняют сварку различных конструкций, включая трубчатые.
Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
Маркировка, наносимая на стержни из вольфрама в процессе их производства, оговариваются в международных стандартах, что причисляет эти изделия к определенному типу, в какой бы стране мира они ни были произведены. В маркировке вольфрамового электрода должен быть отражен не только его тип, но и химический состав.
Вольфрамовые электроды можно узнать по первой букве «W» (вольфрам), которая числится в их обозначениях. В составе большей части таких прутков присутствует небольшое количество легирующих добавок.
Эти добавки улучшают технические характеристики изделия и увеличивают срок его эксплуатации. О виде легирующего элемента, который содержится в вольфрамовом электроде, говорит вторая буква в маркировке.
- Обозначене второй буквы в названии вольфрамовых электродов.
- С (оксид церия)
- Вольфрамовые электроды, содержащие данную легирующую добавку, являются универсальными изделиями, они используются для сварки любым типом тока, поддерживают стабильное горение дуги даже при небольших его значениях.
- Z (оксид циркония)
Используются для сварки на переменном токе. Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
L (оксид лантана)
Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, а также быстрое повторное зажигание. При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.
T (оксид тория)
Являются очень популярными, так как обладают массой достоинств. Используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков.
При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека.
Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Y (иттрий)
Изделия данного типа считаются самыми устойчивыми из всех вольфрамовых электродов, именно поэтому их используют для сварки особенно ответственных конструкций. Сварку с их применением осуществляют на постоянном токе.
P (чистый вольфрам)
Данная буква, присутствующая в маркировке, указывает на то, что изделие выполнено из вольфрама на 99,5%. Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе. Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Маркировке присутствуют и цифровые обозначения.
Первые цифры, стоящие после букв, указывают на точное содержание легирующей добавки в процентах. Так, цифра 20 означает, что в материале электрода содержится 2,0% соответствующей добавки, цифра 15 – 1,5% и т.д. Вторые цифры в обозначении прутка, отделенные от первых дефисом, указывают на длину изделия, выраженную в миллиметрах.
- Наиболее распространенной является длина 175 мм, но также выпускаются электроды длиной 50, 75 и 150 мм.
- Метки могут быть нанесены одним из следующих цветов:
- зеленый – изделия из чистого вольфрама, обозначаемые буквами WP;
- серый – электроды марки WC 20, в которых содержится 2% оксида церия;
- золотой – изделия марки WL 15, их состав дополнен 1,5% оксида лантана;
- черный – прутки марки WL 10, в состав которых добавлен 1% оксида лантана;
- синий – WL 20, в таких электродах имеется 2% оксида лантана;
- белый – электроды WZ 8, состав которых обогащен 0,8% оксида циркония;
- желтый – электроды марки WT 10, содержащие 1% оксида тория;
- красный – прутки WT 20, в составе которых имеется 2% оксида тория;
- фиолетовый – электроды WT 30, содержащие 3% оксида тория;
- оранжевый – изделия марки WT 40, включающие 4% оксида тория;
- темно-синий – вольфрамовые электроды WY 20, которые содержат 2% иттрия.
- Сферы использования вольфрамовых электродов различных марок
- У вольфрамовых электродов, относящихся к каждому виду, есть отличительные характеристики, которые и определяют область их применения.
- WP – зеленый наконечник
Электроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят аргонодуговую сварку изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
- Электроды данного вида имеют такие характеристики, как:
- плохая зажигаемость дуги;
- короткий срок службы;
- плохая переносимость значительной токовой нагрузки;
- безопасность для человеческого здоровья.
- Режимы сварки меди вольфрамовым электродом
- Режимы сварки меди вольфрамовым электродом (для стыковых соединений на медной охлаждаемой водой подкладке или подушке из флюса)
- WC 20 – серый наконечник
Электроды WC 20 также используются для сварки в среде аргона, но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др.), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
- К отличительным характеристикам вольфрамовых электродов этого типа следует отнести:
- хорошую зажигаемость дуги;
- продолжительный срок службы;
- хорошую переносимость значительных токовых нагрузок;
- безопасность для человеческого здоровья.
- Режимы аргонодуговой сварки титановых сплавов
- Режимы аргонодуговой сварки титановых сплавов
- WL – синий наконечник
- Электроды с маркировкой WL (WL 10, WL 15, WL 20) предназначены для выполнения работ на переменном, а также постоянном токе (используется прямая полярность), с их помощью осуществляют напыление, плазменную сварку, соединение деталей небольшой толщины, изготовленных из обычных и высоколегированных сталей.
- Перечислим характеристики вольфрамовых электродов данного типа:
- удовлетворительная зажигаемость дуги;
- длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
- Режимы ручной сварки нержавеющей стали вольфрамовым электродом
- Режимы ручной сварки нержавеющей стали вольфрамовым электродом
- WZ – белый наконечник
Электроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
- К отличительным характеристикам вольфрамовых изделий данной марки относятся:
- удовлетворительная зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
- WT 20 – красный наконечник
Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
- Характеристики вольфрамовых электродов данного вида:
- хорошая зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость значительных токовых нагрузок;
- возможная опасность для человеческого здоровья.
К группе вольфрамовых электродов, в которых присутствует торий, также относятся изделия марок WT 30 и WT 40. Из-за значительного содержания данного радиоактивного элемента в составе электродов применять их не рекомендуется, пары от них наносят вред окружающей среде и человеческому здоровью.
- Критерии выбора электрода из вольфрама
- При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
- тип, химический состав и наличие легирующих добавок;
- диаметр, который оказывает влияние на толщину формируемого сварного шва;
- геометрия острия, определяющая многие характеристики сварочного процесса;
- качество заточки.
Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
- WG-La15 -пурпурый наконечник
- Очень длительный срок службы без повторного шлифования, остается значительно более холодным во время сварки, чем электрод WT20, не содержит радиоактивных веществ, оптимальная замена торированных электродов, соответствует стандарту.
- Используют для стали, нержавеющей стали, алюминия, подходит для процессов переменного и постоянного тока.
- Особенности и способы заточки вольфрамовых электодов
Заточка вольфрамовых электродов – это важный параметр, на который следует обращать особое внимание.
От формы заточки неплавящегося электрода зависят такие важные параметры, как давление сварочной дуги и распределение энергии, которую она передает металлу соединяемых деталей.
Именно поэтому от того, как заточен электрод, зависят размеры зоны проплавления соединяемого металла и, соответственно, глубина, а также ширина сварного шва.
Форму заточки рабочего конца электрода выбирают в зависимости не только от параметров соединяемых деталей, но и от того, какой вид электрода применяется для выполнения сварки.
Так, для изделий марки WP, WL 10, WL 20 и WL 15 используют сферическую заточку рабочего конца, так как тепловая нагрузка на него не такая значительная. А на концах электродов WT 20, в отличие от изделий марок WP, WL 10 и др.
, делают лишь небольшую выпуклость. На форму заточки также оказывает влияние тип используемого для сварки тока.
Познакомиться с точными параметрами заточки вольфрамовых электродов и рекомендациями по ее выбору можно в справочной литературе.
- Заточка неплавящихся электродов, обучиться которой несложно даже по видео, может выполняться при помощи такого приспособления как:
- машинка для заточки вольфрамовых электродов;
- настольного точильного станка;
- автоматизированного станка;
- химических средств.
- Купить Вольфрамовые Электроды WL, WT, WP, WZ, WC, WG у предприятия ЗпСплав можно позвонив по телефонам:
- +38 099 966 56 95 +38 098 98 38 318 +38 093 820 88 48
Источник: http://www.zpsplav.com.ua/elektrodi/wolframium/
Вольфрамовые электроды — характеристики, виды, для чего применяются, плюсы и минусы
Плавящиеся электроды из вольфрама довольно широко применяются в сварочных работах. Ими нечасто пользуются новички, в основном область их применения – профессиональная или полупрофессиональная сварка.
Их использование требует достаточно высокой квалификации, однако стремиться к достижению такого уровня есть смысл.
С помощью таких расходников можно сваривать практически все металлы. Качество сварки при этом достигает очень высоко уровня. Мы поделимся с вами знаниями об этом типе сварочных материалов.
Общая характеристика
Вольфрамовые стержни имеют среднюю около 175 мм. Могут изготавливаться из чистого металла, также при изготовлении могут использоваться различные присадки.
Используются с автоматами и полуавтоматами. Обычно при таких работах используется аргон, однако возможно применение различных газов, таких как гелий, углекислота, а также газовых смесей.
Вольфрамовые стержни имеют высокую температуру плавления, около 3400оС. Во время сварки материал электрода испаряется, однако очень незначительно. Электрод при сваривании почти не уменьшается в размерах. Поэтому их еще называют «неплавящимися».
Добавки к вольфраму при изготовлении электродов используют для улучшения их качеств, например, для получения стабильной дуги. Также стержни с различными добавками используются для особых случаев, например, для сваривания тугоплавких металлов.
Маркируются такие электроды по-разному. Существует буквенная маркировка, как правило, это две латинские буквы и цифра. Еще эти электроды можно различать по окраске конца стержня. Каждая марка имеет свой определенный цвет.
Основных категорий вольфрамовых стержней три – для различного тока, постоянного и переменного, а также универсальные. Ниже представлены самые используемые марки таких стержней.
Марки вольфрамовых электродов
Эти буквы говорят о том, что содержание вольфрама в стержне – 99%. Используются такие стержни с любым током, однако рекомендуется их использование с переменным.
Это позволяет добиться максимального качества сварки. Сваривают ими магний, алюминий и различные их сплавы. Цвет этой марки – зеленый.
Цветовая метка делается на конце электрода, кроме того, некоторые производители выпускают сварочные стержни в упаковке зеленого цвета.
В этой марке уже используется добавка, это диоксид циркония. Используются с переменным током. При работе с этой маркой необходимо избегать взаимодействия поверхности металла с кислородом, зона сварки должна быть хорошо защищена. Эти вольфрамовые электроды обеспечивают очень высокий уровень стабильности дуги, один из наивысших из всех марок.
Также плюсом этой марки является возможность работать с высокими токовыми нагрузками. Особенности применения – перед использованием конец вольфрамового стержня необходимо заточить. Марка используется для сваривания бронзы, никеля, магния. Также используется для работы со сплавами этих металлов. Маркируется белым цветом.
Добавка – оксид тория. Очень популярная марка, появилась на рынке второй, сразу после электродов марки WP. Также требуют заточки перед использованием. В отличие от марки WZ-8, требуют повышенного внимания при затачивании.
Присадка радиоактивна, поэтому при затачивании этого вольфрамового стержня выделяются вредные пары. Затачивать такие стержни необходимо только в респираторе или специальной маске. Перечень свариваемых металлов достаточно велик.
Это титан, никель, бронза, медь, тантал, молибден. Отмечаются метками красного цвета.
Очень прочные вольфрамовые электроды. Используются с аппаратами постоянного тока. Полярность – прямая. Генерируют стабильную дугу при любых значениях силы тока. Используются для ответственных работ со всеми видами сталей, медью и титаном. Отмечаются темно-синим цветом.
В этой марке добавлен оксид церия. Универсальная марка, работать можно как с любым видом тока. Дуга разжигается быстро и легко, сварку можно производить на большой силе тока. Хорошо сваривают тонкие листы металла, трубопроводы.
Минус этого типа вольфрамовых стержней – на конце стержня при нагреве концентрируется расплавленный церий. Плюс – универсальность. Применяются для всех типов сталей, бронзы, молибдена, титана никеля, тантала и меди. Используется метка серого цвета.
Практически идентичные стержни. Добавка – лантан. С помощью лантана достигается легкий розжиг дуги, благодаря этому дугу можно разжигать заново много раз. Использование этих электродов исключают прожигание металла. Расходуются медленно, заточка сохраняется длительное время. Большой плюс – шов не загрязняется вольфрамом.
Применяются с любым током, если используется переменный – рекомендуется сферическая заточка. Применяются для сваривания бронзы, меди, высоколегированных сталей, алюминия. Можно использовать и для других видов стали. WL-15 маркируется золотистой меткой, WL-20 –синей.
В заключение
Ассортимент вольфрамовых стержней очень широк.
Мы указали самые используемые, однако и этой информации вам должно быть хватить для того, чтобы выбрать нужную для ваших работ марку. Желаем вам успехов в работе!
Источник: https://prosvarku.info/elektrody/volframovye-ehlektrody





