- Область применения листовой вальцовки
- Основные характеристики процесса
- Машины для листовой вальцовки
- Вальцовка листового металла – что происходит во время работы на станке?
- "Сталь-Дизайн" сплав скорости и профессионализма
- Технология и особенности изготовления и вальцовки обечаек
- Основная терминология, суть вальцовки
- Почему обечайки так необходимы?
- Вальцовка листового металла своими руками
- Технология гибки – основные сведения
- Как выполнить гибку под прямым углом
- Как изготовить листогибочный станок самому
- Сгибание металлического листа при помощи молотка
- Изготовление трубы без применения станка
- Вальцовка листового металла и изготовление вальцов своими руками
- Особенности технологии
- Используемое оборудование
- Классификация вальцов по типу привода
- Изготовление листогибочных вальцов своими руками
Вальцовка листового металла (реже упоминается термин «вальцевание») относится к числу формоизменяющих операций холодной штамповки, которая производится вращающимся непрофилированным инструментом. Для вальцевания сплошного объемного проката используется предварительный нагрев заготовок, в остальных случаях деформирующей обработке подвергается холодный металл.
Область применения листовой вальцовки
Вальцовка листовой стали — удобный и малоэнергоемкий способ получения пространственных изделий типа конусов или незамкнутых цилиндров из плоских исходных заготовок.
По сравнению с иными технологиями производства изделий типа тел вращения (в частности, прессованием или вытяжкой) процессы вальцовки листового металла обеспечивают:
- Снижение эксплуатационных расходов на оборудование и оснастку.
- Повышение долговечности инструмента и станков.
- Сокращение времени на переналадку.
- Возможность эффективного использования в условиях мелкосерийного и единичного производства.
- Упрощение регламентных и ремонтных работ.
- Управление производительностью оборудования.
- Резкое снижение потерь от брака.
Внедрение процессов вальцовки металла с использованием в качестве исходных заготовок листа или полосы доступно не только небольшим производствам, но даже ремонтным мастерским, а также домашним мастерам.
Как будет показано далее, кинематические схемы и конструкция вальцовочных станков для обработки листового материала весьма просты, а для их привода в некоторых случаях не требуется наличие внешних источников энергии.
Принципиальной особенностью вальцовки листового металла является то, что деформирование происходит не одновременно по всей контактной поверхности инструмента. Это хоть и вызывает некоторое снижение производительности оборудования, на самом деле способствует повышению стойкости рабочих прокатных валков.
Дело в том, что во время вальцовки деформирующее усилие концентрируется не в точке или прямой (как, например, при вытяжке), а равномерно распространяется по всей поверхности соприкосновения валков с металлом.
Поэтому удельные усилия процесса весьма невелики, а для изготовления инструмента не требуется применения дорогих инструментальных сталей.
Любая вальцовочная машина по стоимости существенно меньше гидравлического или механического пресса, а потому окупается уже в течение полугода своего активного использования.
Одновременно увеличивается и долговечность: усилие вальцовки нарастает плавно и постепенно, по мере вхождения в зону деформации все новых и новых участков заготовки.
Поэтому ударного характера возникновения рабочих нагрузок при вальцовке (даже в холодном состоянии) не наблюдается.
В практике эксплуатации вальцовочных станков никогда не возникает проблем с износом инструмента, поскольку поверхность валков имеет гладкий характер. Соответственно переналадка может сводиться лишь к замене валков на оснастку с иным значением диаметра.
Важно, что в процессе выполнения вальцовки оператор может изменять скорость деформирования металла, что не всегда возможно при других формовочных операциях листовой штамповки. Такое изменение снижает потери от брака.
Таким образом, вальцовка — это экономически выгодная технология обработки давлением листовых заготовок из высокопластичных металлов и сплавов.
Основные характеристики процесса
Вальцовка листа может выполняться в следующих вариантах:
- В продольном направлении подачи заготовки.
- В поперечном направлении подачи заготовки.
- При винтовой (спиральной) подаче.
Соответственно, в первом случае вальцовка металла применяется для получения длинных незамкнутых труб, а во втором — коротких. Результатом винтовой вальцовки является свертка труб, не требующих впоследствии сварной герметизации стыка.
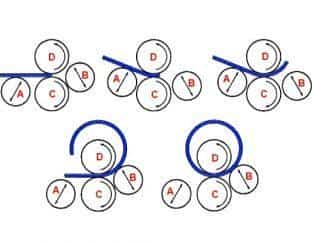 Последовательность вальцовки
Последовательность вальцовки
Вальцовка стальных изделий исходной толщиной до 4…6 мм обычно производится без нагрева исходного металла. Однако при формообразовании деталей из толстолистового материала, а также сплавов с низкой пластичностью (в частности, на основе титана), применяется предварительный подогрев до температур 250…3000С.
В таких случаях вальцовочная машина устанавливается рядом с нагревательной печью. Нагревательная атмосфера в таких печах — безокислительная, что снижает процессы образования поверхностной окалины.
Впрочем, при малых радиусах вальцовки окалина частично осыпается уже в процессе деформирования на вальцовочном оборудовании.
Типовой процесс вальцовки листового металла включает в себя следующие переходы:
- Подачу листа в захватную зону рабочего инструмента.
- Выставление значений рабочего зазора между валками.
- Прокатку плоской заготовки между инструментом в заданном направлении деформирования.
- Извлечение полуфабриката из рабочих валков и закатку одной из кромок обрабатываемой заготовки (выполняется для того, чтобы значение радиуса кривизны детали было одинаковым по всему ее диаметру).
При деформации горячекатаного листового проката перед вальцовкой производится правка листа. Это связано с увеличенными значениями допусков на неплоскостность поверхности такого металлопроката, что специально оговаривается техническими требованиями ГОСТ 16523. Правка обязательна также для холоднокатаного проката, если его толщина превышает 4 мм.
Силовые характеристики процесса листовой вальцовки определяются следующими особенностями:
- Деформирование производится не усилием, а крутящим моментом, значения которого зависят от физико-механических характеристик обрабатываемого материала, диаметра рабочих валков и условий контактного трения;
- Скорость вальцовки практически не оказывает влияние на энергетические затраты при выполнении операции; более того, повышение скорости вращения валков даже несколько снижает рабочее усилие процесса.;
- Трение между валками зависит от состояния их поверхности: при снижении шероховатости оно также снижается. Поэтому при постоянной эксплуатации вальцовочных машин требуется периодическая шлифовка поверхности оснастки (особенно, если вальцуется горячекатаный прокат, либо толстолистовые изделия);
- Вальцевание высокоуглеродистых сталей, а также сплавов алюминия с марганцем часто сопровождается явлением упругого пружинения материала. Относительно вальцовки оно не так заметно, как при гибке, однако во многих случаях требует повторного деформирования.
Диапазон технологических возможностей листовой вальцовки следующий:
- Длина вальцуемого проката, мм — до 12000.
- Толщина, мм — до 60.
- Частота вращения рабочих валков (для приводного оборудования), мин-1 — до 40.
- Практически достигаемая скорость непрерывной вальцовки, м/мин — до 8…10.
- Диаметр рабочих валков, мм — до 500.
Возможности вальцовочных станков с ручным приводом скромнее, но также достаточны для единичного производства операций свертки листа по необходимым значениям радиусов готовых деталей.
Машины для листовой вальцовки
Практическое применение нашли два исполнения вальцовочного оборудования — станки с нажимным валком (он обычно располагается посредине) и с эксцентрично размещенным инструментом. Первый тип применяется для толстолистовой вальцовки, а второй — для ротационного деформирования заготовок толщиной не более 2…2,5 мм.
Конструктивно такие станки различаются также по количеству рабочих валков. Обычно они устанавливаются горизонтально, хотя в некоторых неприводных моделях для деформирования небольших по размеру заготовок возможны и вертикальные машины, не требующие много места для своей установки.
Существенным различием в рассматриваемом оборудовании является и взаимное расположение рабочих валков: оно может быть симметричным и асимметричным.
Асимметричные вальцовочные машины считаются более универсальными, поскольку с их помощью можно получать не только свертку цилиндров, но и разнообразное оформление их кромок (в частности, изгиб краев у детали).
Именно на листогибочных вальцах с симметрично размещенными валками деформируют толстолистовые заготовки. Тем не менее, схема с тремя симметрично расположенными валками более технологична при обслуживании, а потому на практике применяется чаще.
Такой вальцовочный станок с внешним приводом включает в себя следующие узлы:
- Электродвигатель (для особо мощных типоразмеров применяются приводы на основе двигателей постоянного тока).
- Редуктор или клиноременную передачу (применительно к вальцам с регулируемой скоростью вращения в схему дополнительно встраивается вариатор).
- Вал, на котором размещается основной (нажимной) валок.
- Боковые стойки с подшипниковыми узлами. Для мощного оборудования используются подшипники скольжения, а в быстроходных вальцах — качения.
- Два нижних приводных валка. При симметричной схеме их оси с торца образуют с осью нажимного валка равносторонний треугольник, при асимметричной схеме ось одного из нижних валков располагается с небольшим смещением относительно оси верхнего валка, а нижняя устанавливается на расстояние, несколько превышающее межосевое. Этим исключается прогиб заготовки при ее вальцевании.
- Станину, на которой устанавливаются две опорные стойки.
- Защитный кожух, который при работе станка выполняет также функцию приемки полуфабриката, выходящего из технологического зазора между валками.
- Систему управления вальцами.
Регулировка технологических параметров оборудования для вальцовки листов производится изменением величины зазора между валками. В автоматических станках это выполняется программно, в процессе предварительной настройке, а в ручных моделях — при помощи храпового или винтового механизма, смонтированного в одной из боковых стоек.
Любая вальцовочная машина отечественного производства, предназначенная для работ с листовым металлом, маркируется начальной буквой И, и четырьмя цифрами. Две первые указывают на тип привода подвижного валка (механический или гидравлический), а две вторых — на основные технологические параметры оборудования: ширину и толщину листа.
Основные технические характеристики некоторых типоразмеров данного оборудования сведены в таблицу:
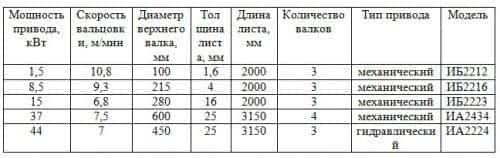
Источник: https://WikiMetall.ru/metalloobrabotka/valtsovka-listovogo-metalla.html
Вальцовка листового металла – что происходит во время работы на станке?
Вальцовка листового металла – технологическая операция, которая используется человечеством уже на протяжении многих веков. Безусловно, за весь период существования она стала более совершенной, да и появились новые инструменты, способные максимально облегчить процесс. Сегодня каждый может произвести вальцовку своими руками.
В первую очередь следует разобраться, что же собой представляет вальцевание. Это один из способов деформирования металла, в результате чего последний обретает необходимый рельеф, а именно форму конуса.
Причем такой процедуре подвергается не только листовой металл, но и прутки, трубы и иные профили.
Кроме этого материала можно обрабатывать пластмассы, резиновые смеси, главное, чтобы исходный образец был достаточно пластичен.

Вальцевание металла
Рекомендуем ознакомиться
Делается эта операция посредством специального одноименного инструмента – вальцовки.
На производстве используются громоздкие станки с гидро- и электроприводом, а вот для домашнего применения сойдут и более простые ручные конструкции, часто сделанные своими руками.
Листовой металл пропускают через валки, в результате чего он обретает цилиндрическую форму. Если обработке подвергаются трубы, то такая операция носит название – развальцовка. С ее помощью можно увеличить диаметр полого элемента.
Почему этот вид обработки столь востребован в современном мире? Все благодаря неоспоримым преимуществам. Прежде всего это холодная деформация, т.е. материал не подвергается воздействию высоких температур, как при сварочных работах. А значит, и свойства его остаются неизменными.
Также можно избежать таких нежелательных дефектов, как холодные и горячие трещины, поры, непровары и т. д. Отдав предпочтение этой обработке, вы можете рассчитывать на равномерное деформирование изделия по всей поверхности. Благодаря такой операции изготавливают точные заготовки, готовые детали и декоративные элементы.
Еще стоит отметить, что вальцовка нашла широкое применение еще и в ювелирном деле.
Станки для вальцевания в основном универсальны и очень просты в управлении. Да и при желании можно собрать такую машину своими руками.
Конечно, если речь идет о производстве, то лучше потратиться и купить профессиональное оборудование, а вот в быту такой самодельный станок станет незаменимым помощником без ощутимых финансовых затрат.
Рабочие элементы делаются только из высокопрочных материалов, что положительно сказывается на их эксплуатационном сроке.

Станок для вальцевания металла
Принцип работы этих машин основывается на процессе «обкатки» листового материала вокруг валка, расположенного сверху, а за счет перемещения боковых валков можно регулировать диаметр обечайки.
Стоит отметить, что абсолютно все вальцы имеют минимальный радиус и ограничение по толщине обрабатываемого металла. Причем чем толще будет лист, тем меньший радиус изгиба получится на выходе. Увеличив радиус самих валков, нужно быть готовым к тому, что при обработке тонколистовой заготовки на этом оборудовании уменьшится минимальный радиус гиба.
В зависимости от количества валков станки делятся на двух-, трех- и четырехвалковые. Наибольшей популярностью пользуются последние два вида. Трехвалковые вальцы бывают симметричными и асимметричными.
В этом случае скорость обработки не превышает 5 м/мин, а лист толщиной менее 6 мм может проскользнуть между рабочими инструментами. Кроме того, точка зажима не имеет точных координат.
К достоинствам такого оборудования следует отнести приемлемую стоимость.
Четырехвалковые станки имеют дополнительный вал, что значительно упрощает вальцевание.
Скорость обработки может превышать даже 6 м/мин, а вероятность выскальзывания листового материала сводится к минимуму, так как все элементы обеспечивают надежное сцепление между собой.
Благодаря полной автоматизации процесса роль оператора незначительна, в его обязанности входит всего лишь ввести нужные параметры. Но, правда, стоимость такого оборудования несколько завышена.
Здесь мы более подробно остановимся на классификации вальцов в зависимости от типа привода. Для единичного производства и бытовых целей отлично подойдет оборудование с ручным приводом. Оно просто в работе и не нуждается в дополнительном питании, т. е. автономно. Компактность, надежность, долговечность и низкая стоимость сделали эти станки весьма популярными.
К тому же вы сможете собрать их своими руками и свести затраты к минимуму. Но в этом случае возможна вальцовка листа толщиной не более 2 мм. Да и приготовьтесь к тому, что работая на таком оборудовании, вам придется прилагать немалые усилия.
Поэтому если планируете наладить серийное производство, то следует отдать предпочтение электрическим либо гидравлическим станкам.

Гидравлический станок для вальцевания
Первые оснащены электрическим моторчиком, за счет которого можно значительно увеличить производительность и толщину обрабатываемого материала. Но автономным это оборудование уже не назовешь, ведь оно работает только от сети.
К тому же его цена значительно выше прочих моделей, да и несколько возрастают затраты на обработку элементов, так как придется платить дополнительно за потраченную электроэнергию. Поэтому следует отдавать предпочтение маломощным станкам.
Конечно, оборудование на 20 кВт справится с поставленной задачей значительно быстрее, но при этом израсходует огромное количество дорогостоящей электроэнергии.
Гидравлические вальцы не нуждаются в питании, при этом они отличаются высокой мощностью. С их помощью можно обрабатывать заготовки, толщина которых достигает 8 мм. Это оборудование в основном оснащено программным управлением, что сводит участие человека к минимуму. К недостаткам следует отнести лишь габариты.
Сейчас мы подробно остановимся на том, как сделать вальцы своими руками и обработать на них лист металла. Задача это несложная, но чтобы получить работоспособное оборудование, следует обладать некими навыками и производить сборку в определенном порядке.

Станок, созданный своими руками
Прежде всего следует составить чертеж будущего станка, а затем подготовить необходимые элементы. Первой собирается станина, чаще всего она состоит из чугуна либо стали. Далее нам понадобится П-образный профиль, который послужит вертикальной опорой.
В верхней части этого элемента следует установить деформирующий узел. Сборка вальцевого механизма идет посредством цепи и звездочек. Ручку устанавливаем только после того, как цепь будет находиться в натянутом состоянии.
Остается зафиксировать вальцы к станинам, делается это посредством подшипников качения.
Когда вы собрали станок своими руками, следует узнать пару слов и об особенностях работы на таком оборудовании. Вальцовка листового металла состоит всего из нескольких этапов.
Сначала подготовленный лист металла зажимают между двумя валками (крайним и средним) посредством рукоятки. Затем необходимо прижать заготовку с помощью третьего вала.
Теперь просто вращаем ручку, если речь идет о простейшем оборудовании, либо запускаем двигатель.
Источник: http://tutmet.ru/valcovka-listovogo-metalla.html
"Сталь-Дизайн" сплав скорости и профессионализма

Вальцовка листового металла осуществляется в специальных ковочных вальцах.
При вальцевании мастера должны учитывать толщину металла. Чем она больше, тем меньший на выходе радиус листа, поэтому необходимо ставить валки большего радиуса. Опытные специалисты проведут вальцовку листового металла качественно и быстро, с учетом особенностей материала.
Вальцовка листового металла своими руками – это длительный и сложный процесс, при котором нет гарантий, что готовое изделие будет качественным. Лучше доверить эту работу профессионалам. Вальцуем:
- Нержавеющую сталь.
- Алюминий.
- Оцинкованную сталь.
- Черную сталь и прокат.
Кроме вальцовки листового металла (с перфорированными и рифлеными листами тоже работаем), осуществляем вальцевание пруткового металла и вальцовку труб. Современное оборудование позволяет работать не только с пластичными, но и непластичными и материалами высокой плотности. При этом применяется подогрев. В других случаях вальцевание металла проводят только механически без теплового влияния.
Вальцовка металла: преимущества технологии
- Вальцовка листового металла в Москве – сложный технологический процесс, который позволяет создавать детали и заготовки нужной формы быстро.
- При вальцевании лист металла изменяет форму, но не теряет своих функциональных свойств и качества.
- Классический метод (без подогрева материала) позволяет создать изделие без непроваров и других дефектов (пор и трещин).
- Благодаря тому, что скорость деформации листа в процессе можно контролировать и изменять, удается сократить количество бракованных изделий до минимума.
- Вальцовка – это быстрый и недорогой способ создать изделие из листового металла нужной формы без необходимости сварки стыка (при вальцевании листа по радиусу).
Вальцовка листового металла в Москве и Московской области – востребованная услуга для многих сфер: промышленность, коммунальное хозяйство, ювелирное дело, индустрия рекламы и т.д.
Заказывайте вальцовку листового металла, цена услуги у нас лояльная. Мы устанавливаем справедливую стоимость на свою работу, и гарантируем качество каждого выполненного заказа.
Предлагаем и другие услуги: сварка, порошковая покраска, лазерная резка и многое другое. Все детали можно узнать на сайте или у менеджера «Сталь-Дизайн».
Предлагаем лазерную резку изделий из металла качественно и быстро!
Читать об услуге
Ведь неопытность в этом деле опасна. Компания «Сталь-Дизайн» проводит сварочные и слесарные работы…
Читать об услуге
Ведь преимущества материала, при правильной его обработке, позволяют воплотить различные…
Читать об услуге
Порошковую покраску металлических изделий начали использовать в середине 20-го века.
Читать об услуге
Лазерная резка МДФ в Москве – это одна из услуг, которую предлагает компания «Сталь-Дизайн».
Читать об услуге
Для осуществления гибки листа по радиусу, применяются специальные валы для проката и создания…
Читать об услуге
Лазерная перфорация (резка) труб может быть нескольких видов.
Читать об услуге
Гибка листового металла на заказ – одна из услуг, которую оказывает компания «Сталь-Дизайн».
Читать об услуге
Мы – профессионалы
Ценим доверие каждого клиента. Для нас важно быть лучшими исполнителями.
Современное оборудование
У нас новое и современное оборудование. Можем выполнить заказы любой сложности.
Доступная стоимость услуг
«Сталь-Дизайн» придерживается принципов лояльной ценовой политики.
Выполняем срочные заказы
Работаем быстро, выполняем срочные заказы. Мы никогда не опаздываем.
Бесплатно консультируем
Наши менеджеры с радостью предоставят всю необходимую информацию для клиента.
Индивидуальный подход
Мы всегда поможем решить вопрос, войдем в положение каждого заказчика.
» Сотрудничали с компанией «Сталь-Дизайн» впервые. И хотелось бы выразить благодарность команде! Вы – профессионалы своего дела.
Не было претензий ни к обслуживанию (спасибо за исчерпывающие ответы на вопросы), ни к качеству выполненного заказа. Всем довольны, будем вести приятное сотрудничество и дальше.
Ответственные и профессиональные исполнители, которые знают, как работать с металлом, нам нужны. Выражаем благодарность за взаимовыгодное сотрудничество. «
Николай Анищенко Альфа-Экспресс
» Я – начинающий архитектор, обратилась в «Сталь-Дизайн» со своей идеей (сложной)! Те, компании к которым обращалась, устанавливались слишком высокую цену. А в одной фирме мне даже изготовили не то что я хотела (была немного шокирована).
Нашла сайт совершенно случайно, заказала, отправила проект, и ребята все сделали быстро, качественно и по цене ниже, тех, что я слышала раньше. Буду снова обращаться к вам, спасибо за классно выполненный заказ.
Всех благ и процветания! «
МаринаАрхитектор
» Обратились в «Сталь-Дизайн» с очень срочным заказом. Времени было в обрез. Нужно было сделать все за 2 дня. Мы уже сомневались, что успеем, проект накрывался медным тазом, так сказать. Но мастера компании выручили и спасли нас.
При этом цена порадовала. Думали, за срочность возьмут в 3 раза больше. Но нет, круто, что есть такие люди, которые работают ответственно и не подводят. И, кстати, качеством остались очень довольны.
Всем огромное спасибо! Если бы не вы – у нас был бы огромный штраф. «
АлександрИнженер
г. Ивантеевка, улица Ленина, 44 +7 925-025-66-03 +7 977-292-51-08 9250256603@mail.ru
Источник: https://stal-dizain.com/stati/valtsovka-listovogo-metalla-osobennosti-i-preimushchestva-tekhnologii
Технология и особенности изготовления и вальцовки обечаек
Вальцовка обечаек относится к одному из важнейших технологических процессов. Без этого этапа невозможно представить изготовление цилиндрических деталей. Особенности, сама технология и используемый инструмент заслуживают отдельного рассмотрения. Как и части валков.
Основная терминология, суть вальцовки
Сначала необходимо разобраться с основными понятиями, которые используются в такой сфере деятельности, как изготовление обечаек.
- Вальцевание – способ обработки заготовок с металлом при помощи высокого давления. Форма детали в результате изменяется, с равномерным распределением по длине. Без данного этапа невозможно представить создание большого количества деталей.
- Операция проводится при помощи вальцовочного инструмента. Название валков получили другие детали.
- После завершения операции появляются готовые детали либо заготовки, потом проходящие дополнительную штамповку. И поставляются, например, в Обнинск.
Обечайки, изготовление которых не так трудно организовать – конструкционный элемент цилиндрической либо конической формы. Выполняется с использованием нескольких форм:
- барабан;
- недлинная труба;
- кольцо;
- обод.
Обечайки из листовой стали – это элементы, которые становятся незаменимыми частями у баков и резервуаров, котлов, других подобных металлоконструкций. Цветные, чёрные металлы и их сплавы становятся основными материалами в производстве. Обнинск не исключение.
При вальцовке работы проводятся с подгибом листа либо без выполнения данной операции, всё зависит от геометрических размеров детали, изначальных показателей по прочности. Когда выбирают оборудование, данные параметры играют не менее важную роль. При изготовлении обечайки могут иметь следующие размеры:
- Толщина в пределах от 3 до 100 мм.
- Длина – 30-3100 мм.
- Диаметр наружной стороны – 20-280 сантиметров.
При деформации внутри деталей из металла искажения доходят до предельных значений. Также меняется и толщина.

Сама операция по вальцеванию конструкций из металла и из нержавейки состоит из двух основных стадий – гибка, непосредственно сама вальцовка. Последняя часть процесса отличается тем, что способствует перемещению гибки по всей поверхности, подвергаемой обработке.
Металл подвергается двум видам деформации – начинается с упругой, потом переходят к пластической. Чем меньше радиус загибания – тем больше надо прилагать усилий. Это связано с тем, что увеличивается слой металла в мм, который требует волочения.
В металле могут возникать внутренние напряжения после того, как вальцевание металла заканчивается. Существует три разновидности подобных явлений. Их учитывают и те, кто работает в городе Обнинске.
- Зональные напряжения появляются между отдельными зонами сечения и частями детали. Именно эта деформация больше всего способствует появлению дефектов, потому она считается наиболее опасной. После появляются коробления и трещины на поверхности валков, других деталей. Их свойства зависят от градиента температур, появляющегося между разными частями детали во время температурного воздействия. Для измерения также пользуются мм.
- Изменения структурного типа происходят у зёрен внутри либо снаружи. Появление напряжений связано с различными расширительными коэффициентами, обладающими разными характеристиками. Образование новых фаз различных объёмов тоже может привести к дополнительным предметам. Это негативно влияет на изготовление рулонных и других видов деталей. Обнинск не исключение.
- Напряжения третьей группы появляется внутри объёма нескольких ячеек, составляющих кристаллические решётки. Из-за этого может усложняться подгибка кромок.
У всех напряжений разная природа образования. Но последствия остаются одинаковыми – возникновение упругой деформации, искажение внутри кристаллической решетки. Но это не влияет на изготовление упаковки толстостенных изделий, к примеру.
Проблемы легко устраняются, для этого достаточно использовать термообработку. Ведь сам характер деформаций изменяется, если их сильно охладить либо нагреть. К примеру, при повышении температур происходит расширение поверхностных слоёв. Но сердцевина остаётся непрогретой, создаёт дополнительные препятствия. Это касается и кромок.
Это приводит к появлению напряжения сжатия. Обечайка 24 миллиметра не исключение. Но охлаждение делает так, что процессы происходят в обратном порядке. У поверхностных слоёв температура обычно меньше.
Именно поэтому они подвержены напряжениям больше, чем те слои, что находятся глубже. Но после окончательного охлаждения температура будет выровнена на всей поверхности металла. Развальцовка не нужна. А вот дополнительная настройка никогда не помешает.
При этом не стоит ждать, что дефекты будут устранены окончательно. Есть ещё напряжения, которые получили название остаточных. С ними знакомы и те, кому требуется проводить обработку кромок.
Термическая обработка, например, отпуск, имеет и другие полезные свойства для изделий с углом. Потребность в этой операции могут испытывать те, кто работает с закалённой сталью.
Структурно-напряженное состояние для таких материалов стало практически нормой. Основа становится более пластичной, когда повышается температура. Чем она больше – тем дольше длится сама обработка. Что и позволяет снять большую часть напряжений. Картонные изделия во многом похожи на металлические.
Специальные прессы или машины – вот какие приспособления могут справиться с подобными видами обработки. Гибку обечаек нельзя осуществить только ручным методом. То же самое касается и гибки. Технология вальцовок должна соблюдаться максимально строго, иначе нужного результата не добиться, работая с установкой, занимаясь прокаткой.
Трёхвалковые вальцы – разновидность оборудования, которая часто используется для решения подобных задач. Встречается несколько разновидностей приспособлений:
- Ручные.
- Механические – в Санкт-Петербурге и других городах они получили широкое распространение.
- С электрическим приводом – такие широко используются в городе Обнинске.
Чаще всего в СПб и других городах используется вариант, когда валки располагаются в виде треугольника. Два находятся снизу, а один – сверху. Диаметры валков бывают разными, всё определяют характеристики требуемой детали. Длина вальцевания находится в пределах 340-3000 мм.
Электрическое оборудование – гораздо более лёгкий вариант для использования. Это можно понять, ознакомившись с нормативной документацией. Но и его стоимость доступна далеко не каждому. Если не планируется открывать крупномасштабное производство, то можно обойтись и более простыми вариантами установок. Такие имеют простой угол.
- Видео: изготовление обечайки из нержавейки толщиной 3 мм.
Почему обечайки так необходимы?
Эти детали становятся главными при построении корпусов. Среди узлов агрегата этот отличается материалоемкостью, наибольшей ответственностью. То есть, он принимает на себя максимум нагрузок. При прокладке технологических трубопроводов без данной конструкции вообще не обойтись, как и без валков.
Из обечаек изготавливают колонное оборудование, трубопроводы нестандартной формы. Каждое изделие сопровождается документом.
Особо сложными для изготовления считаются обечайки с критическим соотношением между диаметром внутреннего и толщиной вальцуемого материала.
В машиностроении производство также невозможно представить без таких деталей. Обечайками можно назвать многие конструкции, имеющие коническую либо круглую форму. Главное – обращаться к изготовителю, который гарантирует полный контроль производственных процессов, соблюдение необходимых размеров.
Источник: https://metmastanki.ru/valtsovka-i-izgotovlenie-obechaek-osobennosti-tehnologiya
Вальцовка листового металла своими руками
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
:
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
:
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
:
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
:
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
(1 5,00
Источник: http://ooo-asteko.ru/valtsovka-listovogo-metalla-svoimi-rukami/
Вальцовка листового металла и изготовление вальцов своими руками
Такая технологическая операция, как вальцовка листового металла, остается распространенной уже на протяжении достаточно продолжительного времени.
Конечно, вальцы, используемые для обработки листового металла, с момента своего изобретения претерпели серьезные изменения, но принцип их действия практически не изменился.
Развитие современных технологий привело к тому, что сегодня на рынке можно без особых проблем найти оборудование, позволяющее выполнять такую сложную технологическую операцию, как вальцевание, даже в домашних условиях.
Вальцовка листового металла на электромеханическом станке
Особенности технологии
Вальцевание, которому могут подвергаться изделия не только из металла, но и из других пластичных материалов (резина, пластик и др.
), представляет собой процесс, необходимый для придания листовым заготовкам требуемой конфигурации.
Несмотря на то, что наиболее распространенной является вальцовка листового металла, подвергаться такой технологической операции может и трубопрокатная продукция.
При этом используется специальное оборудование, основными рабочими элементами которого являются валы, воздействующие на заготовку из листового проката. Если необходимо придать ей цилиндрическую форму, технологическая операция носит название вальцовки (или вальцевания). Когда же требуется увеличить диаметр трубы, процедуру называют развальцовкой.
Принцип работы 3-х валкового листогибочного станка
На промышленных предприятиях для выполнения операций вальцовки или развальцовки используют оборудование с электрическим или гидравлическим приводами, а в домашних условиях для этого применяют станки с ручным приводом, которые могут быть как серийными, так и самодельными. Высокой популярности таких технологических операций, как вальцевание и развальцовка, предполагающих деформирование металла в холодном состоянии, способствует несколько факторов.
- Сталь или другой металл, из которого изготовлены обрабатываемые изделия, не подвергаются температурному воздействию и, соответственно, не изменяют своих первоначальных характеристик.
- В структуре материала, который подвергнут такой обработке, не образуются внутренние трещины.
- Обрабатываемое изделие деформируется равномерно по всей своей поверхности.
- При помощи холодного деформирования, процесс которого можно контролировать, изготавливают изделия с максимально точными геометрическими параметрами.
Благодаря перечисленным преимуществам с помощью этих технологических операций выполняют обработку не только крупногабаритных, но и миниатюрных изделий из стали и других металлов (таких, например, как детали ювелирных украшений).
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками.
Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.
Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки.
Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа.
Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
Классификация вальцов по типу привода
По типу используемого привода оборудование для вальцовки заготовок из листового металла делят на следующие категории:
- ручное;
- электрическое;
- гидравлическое.
Наиболее простыми по конструкции являются вальцы с ручным приводом, именно их домашние мастера чаще всего собирают своими руками для собственных нужд.
На простых трехвалковых вальцах зажим заготовки, вращение валов и формирование радиуса загиба выполняется вручную
Значимыми преимуществами такого устройства, которое не требует никакого дополнительного питания для своей работы, являются:
- компактность и, соответственно, высокая мобильность;
- надежность;
- простота эксплуатации и обслуживания;
- невысокая стоимость (особенно в том случае, если вальцы собраны своими руками).
Из минусов станков данного типа следует отметить:
- невысокую производительность;
- невозможность, особенно в случае с самодельными станками, выполнять вальцевание изделий из листового металла большой толщины (более 2 мм);
- необходимость приложения значительных физических усилий для гибки листовых заготовок из стали.
Электромеханические двухсторонние вальцы с программным управлением
Более производительными и эффективными в работе являются станки, оснащенные электрическим приводом. Конечно, их стоимость, даже если они изготовлены своими руками, выше, чем цена ручных вальцов, зато они позволяют обрабатывать листовые изделия значительной толщины.
Самыми мощными являются вальцы, работающие от гидравлического привода.
Возможности таких станков, которые отличаются большими габаритами, позволяют успешно выполнять вальцевание листовых заготовок из металла даже очень значительной толщины.
Устройства данного типа, как правило, устанавливаются на промышленных предприятиях, где к мощности, надежности и функциональности оборудования предъявляются высокие требования.
Промышленные вальцы с гидравлическим приводом
Изготовление листогибочных вальцов своими руками
Благодаря простоте конструкции ручных вальцов изготовить их своими руками несложно.
Естественно, чтобы собрать работоспособный самодельный станок, на котором будет выполняться обработка листового металла, надо обладать определенными навыками и иметь в своем распоряжении все необходимые инструменты и расходные материалы. Кроме знакомства с рекомендациями по выполнению такой процедуры, желательно посмотреть и видео на данную тему.
Чертеж самодельных ручных вальцов для прокатки широких заготовок (нажмите для увеличения)
Первое, что вам потребуется для изготовления своими руками вальцов, – это чертежи, которые можно найти в интернете или составить самостоятельно. Сделав чертежи, можно приступать к подготовке материалов и сборке конструктивных узлов, из которых будет состоять ваш самодельный станок. К таким узлам, в частности, относятся:
- рама вальцов, на которой фиксируются все остальные их элементы;
- боковые стойки, в подшипниковые узлы которых будут устанавливаться валки;
- непосредственно сами валки, изготовленные из высокопрочной стали (количество и диаметры данных элементов зависят от того, какими техническими возможностями вы хотите наделить свое устройство);
- рукоятка, которая будет приводить во вращение нижние валки;
- приводной узел (цепной или зубчатый), обеспечивающий синхронное вращение нижних валков (следует иметь в виду, что вращаться такие валки должны в одну сторону);
- нажимной узел пружинного типа, за счет которого обеспечивается прижатие верхнего валка к поверхности листовой заготовки из металла.
Компактные самодельные вальцы для обработки узких заготовок
Основные детали компактных вальцов
Сборка вальцов начинается с изготовления рамы, которую можно сварить своими руками из стальных заготовок большой толщины. Размеры данного элемента, естественно, необходимо сверять с имеющимся у вас чертежом. В качестве боковых стоек, которые также при помощи сварки фиксируются на раме, можно использовать мощные швеллеры из низкоуглеродистой стали.
Элементы приводного узла фиксируются на одной из стоек, для чего на ней предусматриваются специальные отверстия. После того как боковые стойки с приводным узлом полностью смонтированы, в их подшипниковые узлы устанавливаются сами валки, которые необходимо выставить на параллельность и только после этого выполнять окончательную фиксацию всех остальных узлов.
Вариант листогибочных вальцов, изготовленных своими руками
Перед началом работы на станке, который вы собрали своими руками, следует выполнить на нем пробную гибку, чтобы сразу обнаружить все имеющиеся недостатки и устранить их.
Выяснить, как правильно работать с вальцами, вам может помочь видео, но, в сущности, этот процесс не представляет больших сложностей. Вальцевание, на каком бы оборудовании оно ни выполнялось, осуществляется в следующей последовательности.
- Лист металла, который должен быть подвергнуть обработке, укладывается на два нижних валка.
- При помощи верхнего валка, оснащенного нажимным узлом, лист прижимается к нижним рабочим органам.
- За счет вращения рукоятки станка начинает выполняться вальцевание.
Источник: http://met-all.org/oborudovanie/prochee/valtsovka-valtsy-listovogo-metalla-svoimi-rukami-chertezhi.html





