- Особенности нитроцементации и цианирования
- Среднетемпературное цианирование
- Цель цианирования стали и суть технологии
- Виды химико-термической обработки
- Преимущества и недостатки технологии
- Цементация стали
- Газовая цементация
- Азотирование стали
- Борирование стали
- Улучшение эксплуатационных характеристик стали цианированием
- Что такое цианирование
- Польза
- Особенности процедуры
- Диффузия веществ в поверхностные слои
- Как происходит цианирование
- Эффективность
- Преимущества и недостатки обработки
- Сульфоцианирование
- Какая температура цианирования лучше
- Итог
- Сущность цианирования и нитроцементации металлов
- Цель цианирования стали и суть технологии
- Виды цианирования
- Высокотемпературное цианирование
- Низкотемпературное цианирование
- Свойства и применение цианированных сталей
- Технология, цель и виды нитроцементации
- Преимущества нитроцементации перед цементацией
- Технология цианирования стали: суть, виды, применение
- Разновидности процесса
- Области применения
- Плюсы и минусы
- Цианирование стали
- Цианирование и нитроцементация стали: назначение и особенности технологии
- Особенности нитроцементации и цианирования
- Диффузия азота и углерода в поверхностный слой стали
- Преимущества и недостатки технологии
У этого термина существуют и другие значения, см. Цианирование.
Циани́рование в сталелитейном производстве — процесс диффузионного насыщения поверхностного слоя стали одновременно углеродом и азотом при температурах 820-950° C в расплаве цианида натрия или других солей с тем же анионом.
Особенности нитроцементации и цианирования
Хотя нитроцементация и цианирование преследуют одну цель (насыщение поверхностного слоя стали азотом и углеродом), они имеют одно существенное отличие. Заключается оно в том, что нитроцементации изделия подвергаются в газовой среде, а при цианировании такой средой является расплав цианида натрия или других солей.
Составы ванн и режимы цианирования изделий
Свою эффективность рассматриваемые технологические операции демонстрируют при обработке следующих материалов:
- сталей, относящихся к нержавеющей категории;
- легированных стальных сплавов, а также сталей, не содержащих легирующих добавок и характеризующихся средним содержанием углерода в своем составе;
- конструкционных сталей с низким содержанием углерода.
Цианирование стали, относящейся к одной из вышеперечисленных категорий, как и процесс ее нитроцементации, происходит при определенном температурном режиме (820–950°), который должен строго соблюдаться. В результате квалифицированного применения таких методов обработки удается решить следующие задачи:
- повысить износостойкость поверхности изделия;
- увеличить его поверхностную твердость;
- повысить предел выносливости металла.
Нитроцементация в различных средах
Существует еще одна разновидность цементации, которая называется мягким азотированием.
Такая обработка, которая выполняется при температуре около 590°, нужна среднеуглеродистым сталям для увеличения уровня их износостойкости и предела выносливости.
Цианированию также подвергают изделия из быстрорежущих сталей, что позволяет повысить твердость и устойчивость к износу их поверхностного слоя, а также сделать его более устойчивым к воздействию повышенных температур.
В металлургической отрасли также используется такая технологическая операция, как цианирование золотосодержащих руд, которая в корне отличается от всех вышеперечисленных методов обработки сталей.
Целью цианирования руды, золото в составе которой может содержаться даже в очень незначительных количествах, является выделение из нее концентрата, характеризующегося высоким содержанием драгоценного металла.
Такой концентрат после его дальнейшей обработки может быть использован для производства золотых изделий.
Добыча золота методом цианирования
Это интересно: Чем и как очистить медь в домашних условиях
Среднетемпературное цианирование
Процесс проводят для получения слоя небольшой толщины 0,15-0,35 мм при температуре 820—860° C в ваннах. Продолжительность процесса составляет 30-90 минут в зависимости от толщины слоя.
Цианид натрия в процессе цианирования окисляется кислородом воздуха, и происходят следующие реакции:
Цель цианирования стали и суть технологии
Первоочередная цель цианирования лежит в укреплении поверхностного слоя стали различных деталей, придании ему более высокого предела выносливости, так как этот слой подвержен наибольшим нагрузкам во время эксплуатации механизмов, конструкций. Насыщение поверхностного слоя металла углеродом и азотом принято применять из-за их быстрого проникновения, когда они взаимодействуют одновременно. Методом цианирования можно обрабатывать следующие виды металла:
- любые нержавеющие стали;
- сплавы стальные легированные либо те, где нет присутствия легирующих компонентов, стали с концентрацией углерода средних показателей;
- стали конструкционного назначения, где присутствует мало углерода.
Химико-термический способ цианирования придерживается следующей технологии:
- В рабочую ванну с расплавленной солью цианистой состава 15% Na₂CO₃, 60% NaCl и 25% NaCN помещают деталь.
- Далее рабочую среду нагревают до температуры от 930 до 530 градусов по Цельсию (в зависимости от выбранного режима обработки).
- Выделяющиеся из соли оксид углерода и азот насыщают металл несколько часов.
Все нюансы прохождения обработки металла в итоге зависят от выбранного температурного режима.
Сущностью процесса, по которому углерод с азотом могут проникнуть внутрь слоя стали, является диффузия. В течение перечисленных выше этапов технологии процесс проходит две основные стадии, разделенные временными периодами:
- Начальный период нитроцементации длительностью от одного до трех часов, характеризующийся внедрением в кристаллическую решетку металла атомов азота, углерода.
- Конечный период, когда предварительно проникшие и насытившие сталь атомы азота начинают десорбироваться (покидать поверхность, вновь приобретая состояние газа), углерод же при этом продолжает насыщать металл до тех пор, пока не закончится воздействие температуры и рабочей среды.
Виды химико-термической обработки
Самые распространенные виды обработки стали:
- цементация (насыщение углеродом);
- азотирование (обогащение азотом);
- цианирование (насыщение азотом и углеродом);
- борирование (обогащение бором);
- силицирование (насыщение кремнием).
Насыщая сталь указанными элементами, можно добиться повышения прочности и поверхности с увеличением срока службы элемента.
Преимущества и недостатки технологии
Процесс нитроцементации и цианирования, как уже отмечалось выше, осуществляется при относительно невысоких температурах, что способствует менее интенсивному износу используемого оборудования, а также не приводит к значительным деформациям обрабатываемых деталей. При этом выполнение технологических операций на таких режимах исключает необходимость охлаждать обрабатываемое изделие до низких температур.
После цианирования аустенитная структура стали становится более устойчивой, что улучшает прокаливаемость отдельных участков материала, которые были подвергнуты такой обработке. В частности, именно благодаря таким свойствам цианированного материала низколегированные стали можно закаливать в масле.
Нитроцементация и цианирование повышают твердость и контактную выносливость изделий
Остаточный аустенит, присутствующий в сталях, которые были подвергнуты цианированию, способствует улучшению таких характеристик материала, как:
- прочность на изгиб;
- ударная вязкость;
- пластичность;
- усталостная прочность.
Именно поэтому с помощью цианирования обрабатывают детали, которые в процессе своей эксплуатации подвергаются значительным нагрузкам. Сюда, в частности, относятся валы и шестерни, сердцевина которых должна отличаться не только достаточной прочностью, но и достаточной вязкостью. Формирования именно таких характеристик и добиваются при цианировании.
Между тем выполнение цианирования имеет и ряд недостатков:
- Величина поверхностного слоя стали, характеристики которого улучшаются в результате выполнения такой технологической операции, составляет всего семь-восемь десятых миллиметра.
- При выполнении цианирования необходимо постоянно контролировать степень азотирования и науглероживания, которой обладает рабочая среда.
Цементация стали
Цементацией называют процесс, позволяющий насытить стальную конструкцию углеродом. Сердцевина остается мягкой, однако, благодаря слою покрытия прочность поверхности повышается. В процессе использования такие детали не подвергаются воздействию извне, не деформируются от ударов и не стираются.
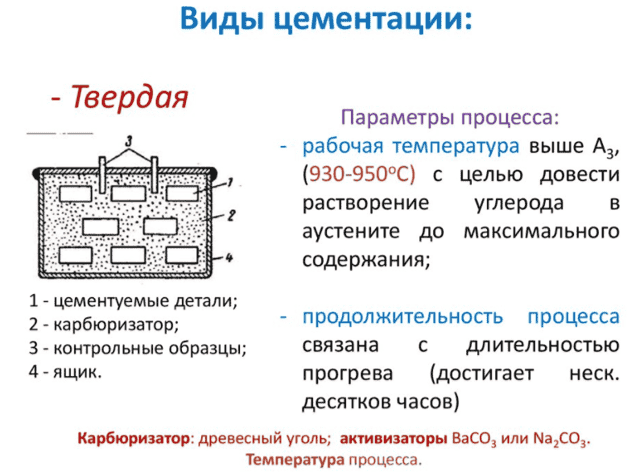
Цементации подвергают элементы, выполненные из углеродистой либо легированной стали, содержание углерода в которой не менее 0,08% и не более 0,35%. Для цементации используют составы, богатые углеродом. Их называют карбюризаторами. Такие составы могут быть жидкими, твердыми и даже газообразными.
Цементация сталей происходит через нагрев деталей, предварительно упакованных в изготовленные из железа ящики, туда же помещается карбюризатор. Твердое вещество состоит из 70% древесного угля, 20–25% углекислого бария, а оставшаяся часть – углекислый кальций (3–5%).
Цементация осуществляется при температуре в 920–930 ОС, этот показатель позволяет сделать процесс максимально быстрым. Обогащение слоя стали происходит, когда частицы угля соприкасаются с поверхностью элемента. Передатчик углерода в данной ситуации – газовая среда. Правильно организованная цементация поверхностного слоя стальной детали продолжается от 5 до 14–15 часов.
Цементации в жидкой среде принято подвергать изделия небольшого размера, выполненные из углеродистой или легированной стали. Их на некоторое время опускают в соляные ванны, которые содержат расплавленные вещества:
- соду;
- поваренную соль;
- карбид кремния.

Схема цементации стали
Газовая цементация
При использовании данного метода продолжительность цементации стальной детали уменьшается в несколько раз. Так, глубина слоя цементирования в 1,2 м может быть зафиксирована уже после 4–5 часов нахождения детали в газовой камере.
Газовая цементация сталей обладает явными преимуществами по сравнению с первыми двумя способами:
- возможность регулировки процесса посредством изменения количественного и качественного состава газа;
- отсутствие габаритного оборудования;
- относительная чистота процесса, отсутствие угольной пыли;
- возможность проводить закалку стали непосредственно в камере печи.
Газовая цементация достаточно экономична в сравнении с использованием твердых и жидких карбюризаторов.
Азотирование стали
При азотировании поверхностный слой стальной детали насыщают кислородом. Промышленное применение данный способ получил практически 100 лет назад, в 20-е годы XX века. Азотирование детали – это отличный способ повысить не только твердость изделия, но и его коррозионную стойкость.
Азотирование стали осуществляется посредством погружения детали в печи, которые герметично закрывают. Туда подают аммиак, который при нагреве распадается на азот и водород. В процессе данной реакции атомы азота поглощаются слоем поверхности стали и проникают внутрь детали.

Важно, что если для азотирования использовать углеродистую сталь, то получающийся слой, как правило, достаточно хрупок. Для лучшего результата рекомендовано использовать такую сталь, в составе которой есть алюминий, хром, молибден или титан.
Насколько глубоким и прочным окажется слой, подверженный азотированию, сказать сложно. Этот фактор зависит от многих деталей:
- температура, при которой осуществлялось азотирование;
- продолжительность обработки детали;
- состав стали, которую подвергли азотированию.

Способ химико-термической обработки
Описываемая процедура не позволяет достигать нескольких целей одновременно, в отличие от цементации. Выделяют два вида азотирования.
Повышение прочности слоя поверхности стальной детали. Температура процесса – до 560 ОС, средняя толщина слоя – 0,5 мм. Продолжительность операции может достигать одних суток.
Повышение степени устойчивости к коррозии. Оптимальная температура – от 650 до 700 ОС. Продолжаться антикоррозийное азотирование может до 10 часов. Толщина слоя, образующегося в процессе – 0,3 мм.
Процесс азотирования стали могут проходить только полностью готовые изделия, которые прошли через этапы термической и механической обработки. Структура сорбита внутри изделия сохранена полностью, что обеспечивает повышение прочности и вязкости детали.
Борирование стали
Насыщение поверхностного слоя атомами такого металла, как бор, происходит при нагревании. Слой покрытия может быть как одинарным, так и двойным. Борирование бывает газовым, электролизным или жидким.
Газовое борирование. Процедура имеет много общего с цементацией или азотированием. Осуществляется она в камере печи. В качестве среды используется диборан, треххлористый бор, триметил. Данные вещества разбавляют:
- Аргоном.
- Аммиаком.
- Азотом.
- Водородом.
Борирование стали
Температура, при которой происходит насыщение – 900 ОС, время воздействия – 2–6 ч. Толщина полученного боридного слоя составляет 0,1 или 0,2 миллиметра.
Электролизное борирование. Данная технология в большинстве ситуаций применяется при электролизе расплавленной буры. Температура в ванне достигает 950 ОС, длительность выдержки – до 6 часов. Детали, поверхностный слой которых подвергли борированию, служат катодами, монтируемыми на подвески.
Жидкостное борирование. Сталь насыщается бором посредством расплавленных солей NaCl, BCl2, возможно использование добавок – карбида брома или ферроброма.
Технология борирования обладает явно выраженным преимуществом перед цементацией и другими видами химико-термической обработки стали, у нее самые высокие показатели прочности поверхности.
| Поделитесь в соц.сетях: |
Улучшение эксплуатационных характеристик стали цианированием
Специальная обработка металла позволяет упрочнить поверхность, а также придать ей нужные эксплуатационные характеристики. Общее название процедуры — операция улучшения поверхностных слоев, что сразу объясняет суть обработки.
Цианирование в отдельных случаях является единственным оправданным способом улучшения свойств металла. Среди химико-термических методов обработки именно данный способ самый распространенный благодаря своей простоте и невысокой стоимости.
Всего за несколько часов характеристики изделия существенно улучшаются при соблюдении всех требований к выполнению операции.

Что такое цианирование
Процедурой цианирования называют насыщение поверхности разных металлических сплавов одновременно углеродом и азотом. В зависимости от использования основных материалов процессы могут называться совершенно по-разному.
Если поверхность обрабатывается под воздействием газов, то такая процедура называется нитроцементацией. Цианирование предполагает обработку металла с использованием расплавленных солей. Чаще всего для этих целей используют цианистый натрий либо кальций.
В больших электрованнах смесь расплавляется и ее температура поддерживается на протяжение всей процедуры.
Польза
Цианирование стали достаточно распространенная процедура, которая используется для улучшения свойств изделий, использующихся в различных сферах промышленности. Благодаря обработке можно достигнуть:
- повышения износостойкости поверхности детали;
- увеличения твердости;
- повышения уровня выносливости металла, при возникновении различных повреждений деталь сохранит свой функционал.
На цианированных поверхностях отмечается меньшее налипание материала, из-за чего снижается коэффициент трения при попадании стружки в механизмы. В среднем стойкость цианированных инструментов увеличивается в 1,5-2 раза. Целей проведения цианирования может быть очень много, а благодаря тщательно выверенному технологическому процессу большинство из них можно достаточно легко достигнуть.
Особенности процедуры
Цианирование выполняется на сталях различных марок, в том числе и на нержавейке.
В зависимости от температурного режима, который соблюдался во время самой процедуры, улучшаются прочностные и эксплуатационные характеристики деталей.
В зависимости от целей могут подбираться способы цианирования, а также состав смесей. Неправильный подбор технологии может стать причиной изменений отдельных характеристик в худшую сторону.

Диффузия веществ в поверхностные слои
В процессе цианирования происходит насыщение стали азотом и углеродом, за счет диффузии веществ в структуру металла. Поверхностный диффузионный слой предполагает изменение в своём составе показателей азота и углерода.
Если при нагревании показатели азота существенно снижаются, то углерода — повышаются. Количество углерода в слое может повышаться непрерывно либо до нужного момента.
Количество углерода также может снижаться на последних этапах обработки металла.
Благодаря таким особенностям степень насыщения поверхностного слоя может фиксироваться при различных температурных режимах цианирования. Также на степень насыщения существенное влияние оказывают особенности среды, где происходит обработка металлического сплава.
На особенности обработки сильно влияет азот, который напрямую воздействует на следующие параметры:
- глубину металлического слоя, на которой будут происходить диффузионные процессы;
- степень насыщенности слоя углеродом.
Очень важно подобрать соотношение всех составляющих в смеси для цианирования, так как при повышенном содержании азота диффузия будет происходить малоактивно, что приведет к образованию на поверхности металла различных образований. Правильно смешанный состав позволит достичь нужного результата при минимальных потерях.
Насыщение металлического сплава азотом и углеродом происходит в две стадии, которые сильно отличаются друг от друга. На первой стадии поверхностный слой насыщается одновременно двумя элементами, длительность этапа составляет от 1 до 3 часов. На втором этапе атомы азота могут переходить обратно в форму газа и выходить наружу. В данное время поверхностный слой продолжает насыщаться углеродом.
Особенностью цианирование стали выступает то, что углерод в процессе обработки проникает на меньшую глубину, в отличие от азота. Глубина проникновения веществ зависит только от структуры обрабатываемого материала. Стоит учесть, что изделия с небольшой толщиной могут иметь более высокие показатели хрупкости в отличие от деталей со стандартной толщиной.
Как происходит цианирование
Самый популярный вариант цианирования — низкотемпературная обработка. Метод применим для деталей и инструментов из быстрорежущих сталей. Сама процедура выполняется при температуре всего в 550-570 градусов по Цельсию в соляных ваннах.
Варианты цианистых ванн:
- 50% цианистого калия и 50% цианистого натрия. Средняя температура плавления смеси около 490°С.
- 96—98% цианистого натрия и 4—2% соды. Смесь плавится при температуре 550°С.
- 60% цианистого натрия и 40% соды. Температура плавления состава около 440°С.
Первые две смеси достаточно густые. Последняя смесь, в состав которой входит натрий и сода, отличается более жидкой формой и отсутствием прилипания солей к металлической поверхности. Благодаря этим факторам последняя смесь используется гораздо чаще, чем остальные две.
Цианирование стали может проводиться исключительно после термической обработки металла и конечной его заточки. В процессе обработки стали детали погружаются в ёмкость с солями в жидком состоянии. Для этого чаще всего используются специальные крючки либо проволока, размер которых зависит от объема и веса детали.
Время выдержки стальной детали составляет от 5 до 30 минут. После поднятия стальной детали из ёмкости на металле образовывается цианированный слой, толщина которого составляет 0,02-0,07 мм. Верхняя часть слоя имеет достаточно небольшую толщину, поэтому он очень быстро стирается в процессе эксплуатации.
Внутренняя часть имеет большие прочностные характеристики, а также повышенную износостойкость.
Эффективность
Эффективность цианирования хоть и подтверждена, но не имеет единого показателя. Всё зависит не только от качества обработки, но и от способа переточки деталей, а также их характера износа. Наибольшая эффективность цианирования отмечается при обработке следующих инструментов:
- резьбовых и червячных фрез;
- фасонных резцов и метчиков;
- долбяков.
В процессе точки выполняется переточка исключительно по передней поверхности.
Высокая эффективность обработки поверхности отмечается у сверл и зенкеров благодаря сохранению цианированного слоя на передних поверхностях и дополнительных режущих лезвий.
Так как при переточке шлицевых фрез и отрезных резцов полностью удаляется слой, то после точки необходимо подвергать изделия повторной обработке.
Также стоит учесть, что цианирование способно увеличить хрупкость зубчиков детали. Так как материал изнашивается не только по задней стенке, то в будущем слой может выполнять роль абразива, что приведет к преждевременному изменению стойкости детали. Прежде, чем выполнять цианирование необходимо тщательно продумать где будет располагаться деталь.

Преимущества и недостатки обработки
Положительная сторона цианирования — весь процесс происходит при относительно невысоких температурах. Это позволяет не изнашивать используемое оборудование и предотвращать возникновение деформаций в обрабатываемых деталях.
После обработки структура отличается большей устойчивостью к различным повреждениям. Именно обработка при помощи цианирования позволяет в дальнейшем применять способ закаливания низколегированных сталей в масле. Остаточный аустенит, который присутствует в изделиях из стали, подвергшихся цианированию, обеспечивает улучшение параметров по следующим характеристикам:
- пластичность;
- ударная вязкость;
- прочность на изгиб.
Именно благодаря этим характеристикам цианированию могут подвергаться детали, которые в дальнейшем будут эксплуатироваться в условиях повышенных нагрузок.
Один из главных недостатков цианирования — после сложной обработки защитный слой может составлять всего 0,7-0,8 миллиметров. Так как в процессе работы используется азотированная и науглероживанная атмосфера, что очень важно контролировать количество этих материалов в воздухе, а также при необходимости проветривать помещение.
Сульфоцианирование
Данная обработка в большей степени напоминает процесс цианирования. Поверхность насыщается не только углеродом и азотом, но также и серой.
Сульфоцианированные детали в большей степени обладают такими же характеристиками как и цианированные. Лучше всего сульфоцианированные детали показали себя в механизмах на средних нагрузках.
Благодаря немного другой схеме цианирования предупреждается схватывание и наволакивание металла.
Нормальная температура плавления смеси составляет 560-580 градусов. Обработку стальных сплавов проводят преимущественно в жидких средах, но также возможно и в газовых. Так как сульфоцианированные детали обладают чуть большей прочностью, то их использование оправданно в качестве поршневых колец, чугунных втулок, разнообразных запчастей насоса.

Какая температура цианирования лучше
Важно учитывать многие факторы, которые будут влиять на эксплуатацию прибора. При низкотемпературном цианировании металл нагревается на минимальных показателях. Горячее цианирование предлагает использование ванн со средней температурой около 850 градусов.
В среднем цианирование занимает до 6 часов, поэтому первый результат видно достаточно быстро. На низких температурах происходит меньше деформации, поэтому изделия сохраняют свою геометрию и функциональность. В отдельных случаях бывает недостаточно низких температур, поэтому рекомендуется использование цианированных деталей горячим способом.
Итог
Цианирование — важная технологическая операция для улучшения эксплуатационных характеристик изделий из различных марок стали. Цианирование экономически оправданная процедура, которая актуальна для обработки материалов в промышленности.
Используемая литература и источники:
- Физико-химические основы раскисления стали / А.М.Самарин. — М.: Издательство Академии Наук СССР
- Аналитическая химия благородных металлов (комплект из 2 книг) / Ф. Бимиш. — М.: Мир
- Статья на Википедии
Сущность цианирования и нитроцементации металлов
Цианирование стали – один из способов улучшения физико-химических свойств металла. Применение метода необходимо, когда нужно повысить прочность, твердость, сопротивляемость коррозии, износоустойчивость поверхностного слоя стали, сделать ее более стойкой к естественному старению.
Нитроцементация укрепляет сталь путем воздействия на нее углерода и азота, точнее, введения этих молекул в кристаллическую решетку поверхностного слоя. Весь этот процесс происходит под воздействием высоких температур в среде цианистых солей натрия, окисление которого приводит к выделению углерода и азота.
Насколько глубоко проникнут цементирующие вещества в структуру металла и какая степень концентрации образуется, зависит от выбранной температуры проведения операции и временного интервала воздействия. Нитроцементация и цианирование стали – операции, преследующие одну цель, но проходящие в разных средах.

Цель цианирования стали и суть технологии
Первоочередная цель цианирования лежит в укреплении поверхностного слоя стали различных деталей, придании ему более высокого предела выносливости, так как этот слой подвержен наибольшим нагрузкам во время эксплуатации механизмов, конструкций. Насыщение поверхностного слоя металла углеродом и азотом принято применять из-за их быстрого проникновения, когда они взаимодействуют одновременно. Методом цианирования можно обрабатывать следующие виды металла:
- любые нержавеющие стали;
- сплавы стальные легированные либо те, где нет присутствия легирующих компонентов, стали с концентрацией углерода средних показателей;
- стали конструкционного назначения, где присутствует мало углерода.
Химико-термический способ цианирования придерживается следующей технологии:
- В рабочую ванну с расплавленной солью цианистой состава 15% Na₂CO₃, 60% NaCl и 25% NaCN помещают деталь.
- Далее рабочую среду нагревают до температуры от 930 до 530 градусов по Цельсию (в зависимости от выбранного режима обработки).
- Выделяющиеся из соли оксид углерода и азот насыщают металл несколько часов.
Все нюансы прохождения обработки металла в итоге зависят от выбранного температурного режима.
Сущностью процесса, по которому углерод с азотом могут проникнуть внутрь слоя стали, является диффузия. В течение перечисленных выше этапов технологии процесс проходит две основные стадии, разделенные временными периодами:
- Начальный период нитроцементации длительностью от одного до трех часов, характеризующийся внедрением в кристаллическую решетку металла атомов азота, углерода.
- Конечный период, когда предварительно проникшие и насытившие сталь атомы азота начинают десорбироваться (покидать поверхность, вновь приобретая состояние газа), углерод же при этом продолжает насыщать металл до тех пор, пока не закончится воздействие температуры и рабочей среды.
Виды цианирования
Есть несколько способов цианирования, которые выполняют по своей технологии для определенных типов стали с достижением разных результатов обработки. Так можно классифицировать процесс:
- по используемому термическому режиму;
- по физическому состоянию среды, где происходит цианирование (твердая, жидкая или газообразная нитроцементация).
Высокотемпературное цианирование
Высокотемпературное цианирование выполняют при рабочей температуре порядка 800–900 градусов по Цельсию. Здесь сталь насыщается преимущественно углеродом с численным показателем процентного содержания в слое от 0.6 до 1.2% (цементация жидкостная). Азот присутствует в таком процентном соотношении – 0.2–0.6%. Образованный укрепленный слой может быть толщиной от 2 до 0.15 миллиметров.
Высокотемпературный метод отличается тем, что обработанные изделия требуют проведения дополнительных операций воздействия, таких как закаливание металла, низкий отпуск. После проведения полного комплекса мероприятий полученный слой имеет структуру, состоящую из поверхностного слоя тонкого Fe₂(C, N) (карбонитриды), следующего за ним слоя мартенсита азотистого.

Низкотемпературное цианирование
Обработку металла низкотемпературную (тенифер-процесс) выполняют при рабочей температуре порядка 540–600 градусов по Цельсию. Здесь металл насыщается преимущественно азотом.
Таким способом укрепляют высокохромистые, быстрорежущие стали, которые используются для изготовления инструментов.
Низкотемпературное цементирование не предполагает более никаких операций – это заключительный этап обработки.
Метод жидкостного цементирования цианистыми солями считается одним из самых вредных для здоровья, так как соли натрия представляют собой сильное ядовитое вещество.
Свойства и применение цианированных сталей
Стали, которые прошли обработку методом цианирования, резко отличаются от обычных увеличением параметра усталостной прочности, предела выносливости. Область применения таких сталей разнообразна:
- конструкции строительные сварного типа;
- переплеты фонарные, а также оконные в зданиях промышленного назначения;
- различные мелкие метизы: шайбы, собачки, заклепки, звездочки, муфты – все то, что эксплуатируется при температуре до –40 градусов по Цельсию;
- шестерни, валы в механизмах, где присутствует трение.

Технология, цель и виды нитроцементации
Нитроцементация – это насыщение изделия из стали углеродом и азотом, которое протекает в среде из газа цементирующего с добавлением аммиака диссоциированного.
Меняя состав газа и температуру, при которой происходит процесс нитроцементации, можно влиять на процентное содержание углерода и азота в получаемом слое.
Толщину слоя также можно контролировать за счет выбора температуры и времени выдержки. Процесс нитроцементации представляет собой диффузию.
Бывает нитроцементация стали высокотемпературная и низкотемпературная. Первый метод нитроцементации применяют в условиях температуры от 830 до 950 градусов по Цельсию. В этом случае используют аммиак в повышенных дозах.
После операции над изделием проводят мероприятия по закалке с отпуском низким. Твердость, которая достигается в результате, соответствует 62–56 HRC.
Стали, в основном подвергаемые нитроцементации, – это углеродистые (из них изготавливают детали машиностроения) и низколегированные металлы.
Метод нитроцементации низкотемпературный подразумевает применение термической среды в пределах 530–570 градусов продолжительностью не более 3 и не менее 1.5 часов, предварительно выполняют закалку и отпуск деталей. Полученный твердый слой имеет толщину от 0.004 до 0.02 миллиметра с крепостью 1200–900 HV.
Нитроцементация является безопасным процессом с низкой себестоимостью операции, поэтому ее часто используют в автомобилестроении.
Преимущества нитроцементации перед цементацией
Процесс нитроцементации – самый безопасный и передовой метод укрепления стали углеродом и азотом. По сравнению с обычным цементированием он имеет ряд преимуществ:
- быстрее происходит поверхностная диффузия;
- нет необходимости в подготовке;
- металл при нитроцементации не подвергается сильному перегреву, и, как следствие, не происходит изменение кристаллической решетки;
- заготовки менее подвержены деформации;
- после прохождения обработки последующее закаливание и отпуск проходят более качественно;
- нитроцементация – самый дешевый способ укрепления стали, поэтому ее повсеместно используют в машиностроении.
Всем, кто имеет представление, практические навыки или профессионально занимается нитроцементацией стальных изделий, просьба поддержать в х тему, так как больше достоверной информации необходимо для понимания процесса.
Технология цианирования стали: суть, виды, применение
Время на чтение: 15 минут
Цианирование (часто употребляется также термин «нитроцементация») проходит на двух температурных уровнях:
- Выше точки А1, т.е., в области температур существования γ-твёрдого раствора углерода и азота в железе, которое имеет ГЦК-решётку.
- Ниже точки А1, т.е., в области температур существования α- твёрдого раствора углерода и азота в железе, имеющем ОЦК-решётку.
В первом случае цианирование преследует цель насыщения поверхностного слоя стали углеродом и азотом с образованием γ-твёрдого раствора, который является углеродоазотистым аустенитом.
Процесс ведётся при температурном диапазоне 840…9000С. Активная газовая среда состоит из предварительно подготовленного эндотермического газа и аммиака (или триэтаноламина). Введение в атмосферу цементующего газа небольшого количества аммиака (от 2 до 5 %) существенно изменяет процесс, состав и структурное состояние диффузионной зоны в металле.
В результате диффузии углерода и азота в поверхностном слое образуется углеродо-азотистый твёрдый раствор раствор γ-железа с ГЦК-структурой. При последующей закалке он превращается в углеродоазотистый мартенсит, обладающий более высоким сопротивлением износу и меньшим значением коэффициента трения, чем обычный углеродистый мартенсит.
Износостойкость такого слоя на 40…60 % превосходит износостойкость обычного цементованного слоя.
Преимущество углеродоазотистого мартенсита настолько велико, что в ряде отраслей машиностроительного производства процесс нитроцементации полностью вытеснил технологию газовой цементации.
Разновидности процесса
Низкотемпературное цианирование проводится в нескольких вариантах:
- В безмуфельных агрегатах при температурах 8500С.
- В среде генераторного или светильного газа в смеси с аммиаком (температура – до 8200С).
- В расплавах цианистых солей, преимущественно калия или натрия (так называемый Тенифер-процесс).
- В расплавах с мочевиной и карбонитратами.
Все процессы основываются на проверенной технологии азотирования с контролируемым потенциалом, главное достоинство которой заключается в хорошей управляемости. при обеспечении желаемых свойств поверхностного слоя.
Последовательность нитроцементации предполагает одновременную диффузию углерода и азота в стальную поверхность. Цель этой обработки — создать упрочнённый поверхностный слой, повышающий:
- износостойкость;
- коррозионную стойкость;
- усталостную прочность.
Обрабатываемые цианированием стальные или чугунные детали не имеют искажений формы или изменения размеров.
Чтобы поддерживать надлежащую концентрацию образующегося азота и углерода на поверхности металла, обычно предусматривается сквозной контроль потенциалов азотирования и науглероживания.
В этом случае свойства поверхностно упрочнённого слоя не только определяются толщиной и относительным фазовым составом, но также сильно зависят от уровня пористости поверхности (при наличии ограниченного числа пор повышается способность материала удерживать технологическую смазку).
Рассмотренные способы позволяют эффективно упрочнять не только конструкционные, но и инструментальные стали. Чаще применяют именно низкотемпературную нитроцементацию, несмотря на то, что данный процесс характеризуется увеличенной продолжительностью.
Сравнительные испытания эффективности разных методов химико-термической обработки показывают, что прирост долговечности нитроцементованных деталей достигает 50%, а увеличение стойкости металлорежущего и штампового инструмента составляет в 2…6 раз.
Области применения
Цианирование стали применяется в автомобильной промышленности для упрочнения мало- и средненагруженных деталей. Для получения нитроцементованного слоя глубиной не менее 0,4…0,5 мм необходимы периоды загрузки от 10…15 мин.
Снижение температуры нитроцементации до 8500С (против 9200С) при газовом цианировании, а также температуры закалки нитроцементованных деталей до 8200С уменьшает объёмную и локальную деформацию изделий. Это служит значительным преимуществом рассматриваемого вида химико-термической обработки.
В производстве высокостойкого инструмента для станков и прессового оборудования, в частности, получаемого из быстрорежущей стали, применяется обработка в смеси аммиака и углеродсодержащих газов. Наибольший эффект из них обеспечивают пропан и бутан.
Температура нитроцементации инструмента, изготовленного из быстрорежущих сталей, должна соответствовать температурам отпуска после закалки. Обычно используется выдержка от 1 до 3 часов, что определяется конфигурацией инструмента.
Микротвёрдость нитроцементованного слоя должна быть не ниже 1000…1500 HV, причём с увеличением толщины детали разница в показателях износостойкости после ферритной и аустенитной нитроцементации практически незаметна.
Изменения размеров цианированных изделий, проявляющиеся после длительной термической обработки, обычно меньше, если процесс идёт по аустенитному варианту.
Разработанные модели для размерного роста позволяют исключать искажения размеров, что часто наблюдается после аустенитной нитроцементации.
В частности, с целью устранения нежелательных внутренних напряжений, особенно в местах перехода от упрочненного слоя к основному подслою, часто вводится дополнительный отпуск аустенитных нитроцементованных деталей.
После такого отпуска слой аустенита трансформируется до твердой бейнитной фазы. Закалка приводит и к увеличению коррозионной стойкости нитроцементованных сталей.

Традиционное цианирование ныне применяется только для обработки крупных заготовок, поскольку расплавы цианидов отличаются высокой степенью токсичности. Поэтому на некоторых предприятиях цианиды частично заменяются цианатами: их расплавы не так отрицательно сказываются на экологии прилегающих производственных зон.
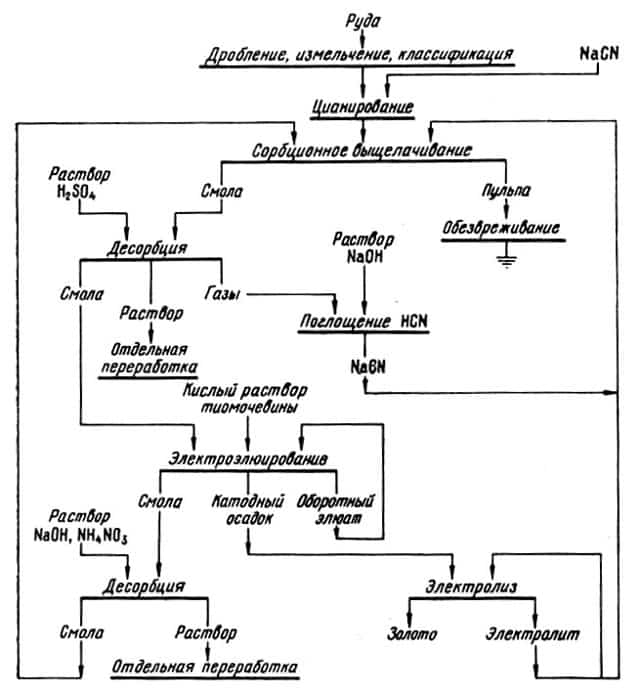
Нитроцементация используется не только в машиностроительном или инструментальном производствах. Важной сферой применения данных технологий является цианирование золота.
Процесс применяют при извлечении золота из руды либо в контролируемых условиях обогатительной фабрики, либо даже под открытым небом. При чановом выщелачивании смешивают мелко измельчённую руду с цианидной солью, растворённой в воде.
Цианид связывается с ионами золота, тем самым позволяя им легче отделиться от основной породы.
Цианидное кучное выщелачивание используется для относительно низкокачественной руды или — иногда — для переработки отходов других методов добычи полезных ископаемых (например, оставшихся «хвостов» шахт).
Плюсы и минусы
При несомненных преимуществах, выражающихся в повышенных эксплуатационных характеристиках цианированной поверхности, процессы нитроцементации имеют и свои ограничения:
- Повышенные требования к технике безопасности и вопросам охраны окружающей среды;
- Необходимость в точном регуклировании режимов обработки, поскольку при превышении времени цианирования поверхность получается твёрдой и хрупкой;
- Невозможность использования нитроцементации для химико-термической обработки сталей, которые содержат алюминий.
Большинство этих недостатков устраняется тщательным контролем безопасности работ, который касается соблюдения правил хранения и транспортировки цианидсодержащих реагентов, а также своевременным регламентным обслуживанием производственного оборудования.
Цианирование стали
Цианированием называется процесс одновременного насыщения стали углеродом и азотом с целью повышения твердости, износостойкости и коррозионной стойкости изделия.
Одновременное присутствие углерода и азота ускоряет их совместную диффузию в поверхностные слои металла. Цианированию подвергают углеродистые
и легированные стали.
Различают два вида цианирования:
- высокотемпературное, проводимое при температуре, лежащей выше Ас3,
- низкотемпературное при температуре нижеAc1.
При высокотемпературном цианировании металл насыщается в большей степени углеродом, чем азотом, а при низкотемпературном цианировании — в большей степени азотом, чем углеродом.
Цианирование производится в жидкой или газовой среде.
При жидкостном цианировании используют расплавленные цианистые соли (25% NaCN, 60% NaCl и 15% Na2C03).
Цианистые соли натрия (NaCN) при химическом взаимодействии с поверенной солью (NaCl) и содой (Na2С03) разлагаются с выделением активных (атомарных) углерода и азота.
При газовом цианировании изделия нагревают в смеси газов, содержащих углерод и азот. Для этой цели используют смесь окиси углерода СО и аммиака NH3.
При химическом взаимодействии их образуются активный (атомарный) углерод и азот.
Высокотемпературное жидкостное цианирование производится при температурах 800—900° и дает при выдержке от 5 до 45 мин. глубину цианированного слоя до 0,075—0,10
мм.
Такое цианирование проводят в электрических печах-ваннах.
Следует при этом отметить, что применяемые расплавленные цианистые соли представляют собой сильный яд.
В связи с вредностью производства жидкостное цианирование заменяют
газовым цианированием, которое может производиться в муфельных электрических печах.
Высокотемпературное газовое цианирование проводится при тех же температурах, но выдержка составляет 1—2 часа.
После последующей закалки и отпуска твердость цианированного изделия составляет HRC
= 60—64. Применяется высокотемпературное цианирование для обработки шестерен и других деталей машин и станков.
Низкотемпературное цианирование применяется для быстрорежущих сталей с целью повышения износостойкости инструмента и проводится после полного цикла термической обработки инструмента при 500—600°, это обеспечивает получение весьма высокой твердости и износостойкости.
§
Цианирование и нитроцементация стали: назначение и особенности технологии
Цианирование, целью которого является насыщение поверхностных слоев стали азотом и углеродом, представляет собой одну из разновидностей такой технологической операции, как нитроцементация. По сравнению с обычной цементацией, этот метод обработки стали является более эффективным, так как позволяет придавать стальным изделиям особые механические свойства.
Рассматриваемые процессы предусматривают термическую обработку изделий, производимую в специальных газовых печах
Особенности нитроцементации и цианирования
Хотя нитроцементация и цианирование преследуют одну цель (насыщение поверхностного слоя стали азотом и углеродом), они имеют одно существенное отличие. Заключается оно в том, что нитроцементации изделия подвергаются в газовой среде, а при цианировании такой средой является расплав цианида натрия или других солей.
Составы ванн и режимы цианирования изделий
Свою эффективность рассматриваемые технологические операции демонстрируют при обработке следующих материалов:
- сталей, относящихся к нержавеющей категории;
- легированных стальных сплавов, а также сталей, не содержащих легирующих добавок и характеризующихся средним содержанием углерода в своем составе;
- конструкционных сталей с низким содержанием углерода.
Цианирование стали, относящейся к одной из вышеперечисленных категорий, как и процесс ее нитроцементации, происходит при определенном температурном режиме (820–950°), который должен строго соблюдаться. В результате квалифицированного применения таких методов обработки удается решить следующие задачи:
- повысить износостойкость поверхности изделия;
- увеличить его поверхностную твердость;
- повысить предел выносливости металла.
Нитроцементация в различных средах
Существует еще одна разновидность цементации, которая называется мягким азотированием.
Такая обработка, которая выполняется при температуре около 590°, нужна среднеуглеродистым сталям для увеличения уровня их износостойкости и предела выносливости.
Цианированию также подвергают изделия из быстрорежущих сталей, что позволяет повысить твердость и устойчивость к износу их поверхностного слоя, а также сделать его более устойчивым к воздействию повышенных температур.
В металлургической отрасли также используется такая технологическая операция, как цианирование золотосодержащих руд, которая в корне отличается от всех вышеперечисленных методов обработки сталей.
Целью цианирования руды, золото в составе которой может содержаться даже в очень незначительных количествах, является выделение из нее концентрата, характеризующегося высоким содержанием драгоценного металла.
Такой концентрат после его дальнейшей обработки может быть использован для производства золотых изделий.
Добыча золота методом цианирования
Диффузия азота и углерода в поверхностный слой стали
Насыщение поверхностного слоя изделия из стали азотом и углеродом, что и подразумевают под собой нитроцементация и цианирование, происходит за счет диффузии данных элементов во внутреннюю структуру стального сплава. В поверхностном диффузионном слое стального изделия при повышении температуры во время цианирования снижается количество азота, а количественное содержание углерода, наоборот, увеличивается.
Содержание углерода в диффузионном слое может увеличиваться непрерывно или только до определенного момента, а снижаться оно начинает только на последних этапах выполнения технологической операции.
За счет такой особенности процесса диффузии углерода насыщение поверхностного слоя стального изделия данным элементом может фиксироваться при разных температурах выполнения цианирования.
На степень насыщения большое влияние оказывают науглероживающие способности среды, в которой выполняется эта технологическая операция.
Температура цианирования влияет на глубину и состав нанесенного слоя
На параметры процесса совместной диффузии серьезно влияет азот, от которого, в частности, зависят:
- глубина слоя металла, на которую будет происходить диффузия углерода;
- степень насыщения такого слоя углеродом.
Между тем большое содержание азота в среде для цианирования может привести к тому, что диффузия углерода в структуру стали будет протекать недостаточно активно. Объясняется это тем, что азот, когда в рабочей среде для цианирования его содержится слишком много, способствует формированию на поверхности обрабатываемого изделия карбонитридных фаз или образований.
Процесс насыщения поверхностного слоя стального изделия азотом и углеродом при выполнении цианирования и нитроцементации протекает в две стадии, которые имеют мало общего, если сравнивать их кинетические показатели.
Так, на первой стадии, которая может продолжаться от 60 до 180 минут, поверхностный слой изделия насыщается и азотом, и углеродом. На следующем этапе отдельные атомы азота, уже абсорбированные в структуру стали, могут десорбироваться, то есть перейти обратно в газовую фазу и выйти наружу через поверхность сплава.
При протекании второй фазы цианирования наружный слой обрабатываемой стали продолжает насыщаться углеродом.
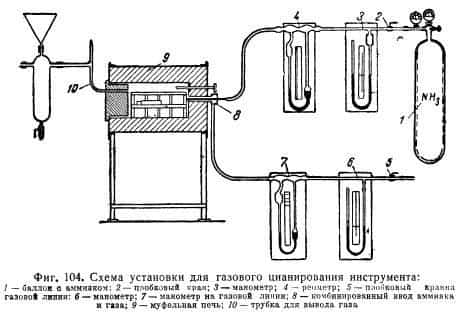
Установка для цианирования
Процесс уменьшения количества азота и увеличения содержания углерода в составе обрабатываемой стали, протекающий при увеличении температуры в ходе цианирования, имеет линейный характер. При этом такая линейность характерна лишь для верхнего слоя диффузионной зоны, в то время как в слоях стального изделия, располагающихся на большей глубине от его поверхности, она не наблюдается.
Характерной особенностью цианирования является то, что углерод проникает в обрабатываемое изделие на меньшую глубину, чем азот.
Глубина проникновения этих элементов в структуру стали зависит преимущественно от микроструктуры обрабатываемого материала.
Цианированные изделия небольшой толщины могут отличаться более высокой хрупкостью, если сравнивать их с деталями, обработанными по стандартной технологии цементации.
Преимущества и недостатки технологии
Процесс нитроцементации и цианирования, как уже отмечалось выше, осуществляется при относительно невысоких температурах, что способствует менее интенсивному износу используемого оборудования, а также не приводит к значительным деформациям обрабатываемых деталей. При этом выполнение технологических операций на таких режимах исключает необходимость охлаждать обрабатываемое изделие до низких температур.
После цианирования аустенитная структура стали становится более устойчивой, что улучшает прокаливаемость отдельных участков материала, которые были подвергнуты такой обработке. В частности, именно благодаря таким свойствам цианированного материала низколегированные стали можно закаливать в масле.
Нитроцементация и цианирование повышают твердость и контактную выносливость изделий
Остаточный аустенит, присутствующий в сталях, которые были подвергнуты цианированию, способствует улучшению таких характеристик материала, как:
- прочность на изгиб;
- ударная вязкость;
- пластичность;
- усталостная прочность.
Именно поэтому с помощью цианирования обрабатывают детали, которые в процессе своей эксплуатации подвергаются значительным нагрузкам. Сюда, в частности, относятся валы и шестерни, сердцевина которых должна отличаться не только достаточной прочностью, но и достаточной вязкостью. Формирования именно таких характеристик и добиваются при цианировании.
Между тем выполнение цианирования имеет и ряд недостатков:
- Величина поверхностного слоя стали, характеристики которого улучшаются в результате выполнения такой технологической операции, составляет всего семь-восемь десятых миллиметра.
- При выполнении цианирования необходимо постоянно контролировать степень азотирования и науглероживания, которой обладает рабочая среда.





