- Общие обозначения и характеристики свёрл по металлу
- Спиральные сверла по металлу
- Спиральные сверла по металлу с пластинами из твердого сплава
- Ступенчатые спиральные сверла по металлу
- Центровочные сверла
- Сверла для глубокого сверления
- Ружейное сверло
- Глубокое сверление с внутренним отводом стружки. Эжекторное сверло
- Спиральное сверло – универсальный инструмент для любых отверстий
- Сверла по металлу: какие лучше и по каким критериям сделать выбор
- Сверла по металлу: внешние отличия
- Плоские (перовые)
- Спиральные
- Корончатые (кольцевые, пустотелые)
- Зенкер
- Конусные (ступенчатые)
- Хвостовик
- Критерии выбора
- Материал, цвет и обработка
- На что влияет угол заточки
- Размеры и точность
- О производителях
- Коротко о главном
- Спиральные сверла с цилиндрическими и коническими хвостовиками: ГОСТ 10902-77 и 10903-77
- Особенности конструкции и основные характеристики
- Сверла с хвостовиками цилиндрической формы
- Сверла с коническими хвостовиками
- В соответствии с правилами, принятыми в нормативной литературе по техническому регулированию сверло определяется как осевой режущий инструмент для получения отверстий, увеличения их диаметра в сплошном материале (ГОСТ 25751-83 Инструменты режущие, термины и определения).
- Напомним, что осевым считается режущий инструмент, размеры которого вдоль оси вращения больше, чем размеры в перпендикулярном направлении.
- В целом, эти два признака служат главными критериями, согласно которым инструмент относят к обширному виду «сверла».
- В машиностроении классификация по этим двум признакам, плюс требования по точности и производительности, объединили в классе «сверла по металлу» несколько различных режущих инструментов.
- Они значительно отличаются по форме и характеристикам, но разными способами решают одни и те же задачи сверления:
- резка металла в плоскости отверстия;
- формирование стенок в соответствии с заданными допусками;
- удаление стружки.
В итоге в общий раздел «сверла по металлу» вошли классы:
- перовые сверла;
- спиральные сверла;
- корончатые сверла (кольцевые фрезы);
- центровочные сверла;
- глубокого сверления (эжекторные, ружейные)
- комбинированные сверла.
Несмотря на все отличия сверло каждого класса состоит из корпуса с рабочей частью и хвостовика.
Дальнейшее деление на различные типы связано с размерами и формой этих частей, требованиями по точности и способами установки в металлорежущее оборудование.
Общие обозначения и характеристики свёрл по металлу
Большинство типов сверл изготавливаются из быстрорежущих сталей (HSS), легированной стали Р6М5 и др.
Твердосплавные элементы выполняются из сплавов ВК6, ВК6-М, ВК8 и пр. Несмотря на разнообразие типов большинство «сверл для металла» имеет сходное строение с общими обозначениями.
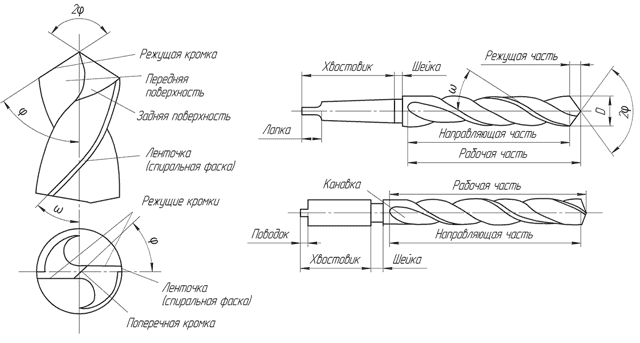
На следующем рисунке обозначены части сверла по металлу с соответствующими названиями.
Помимо маркировки важным общим показателем является класс точности.
Для стандартных изделий он приводится в ГОСТ и ГОСТ Р. Класс точности задается посредством соответствующих квалитетов, указывающих на величину допусков при изготовлении продукции.
Сверла повышенной точности выполняются с применением фрезеровки и шлифовки, нормальной точности методом проката.
Точность задается с помощью квалитетов. Например, для отверстий в широко применяемом интервале диаметров 6 – 10 мм квалитеты точности имеют значения:
| квалитет | допуск (мм) | квалитет | допуск (мм) |
| 10 | 0,058 мм | 14 | 0,36 |
| 13 | 0,22 мм | 15 | 0,58 |
Из таблицы следует, что сверло с квалитетом 10 в 10 раз точнее сверла с квалитетом 15.
Спиральные сверла по металлу
Наиболее разветвленный и обширный класс. Выпускаются трех классов точности (указываются в маркировке по ГОСТу на соответствующий тип).
Сверла повышенного класса точности А1 предназначены для сверления отверстий 10 — 13 квалитетов точности, класса точности В1 — для сверления отверстий до 14 квалитета точности, класса точности В — для сверления отверстий до 15 квалитета точности.
Применяются в машиностроении, авиации, судостроении, производстве строительных конструкций и пр. Разнообразие применений привело к появлению различных вариантов этого инструмента.
Классическими представителями этого класса следует считать спиральные сверла с цилиндрическим хвостовиком по ГОСТ 10902-77. Большинство существующих разновидностей спиральных свёрл являются модификациями этого типа, разработанными для решения конкретных технологических задач.
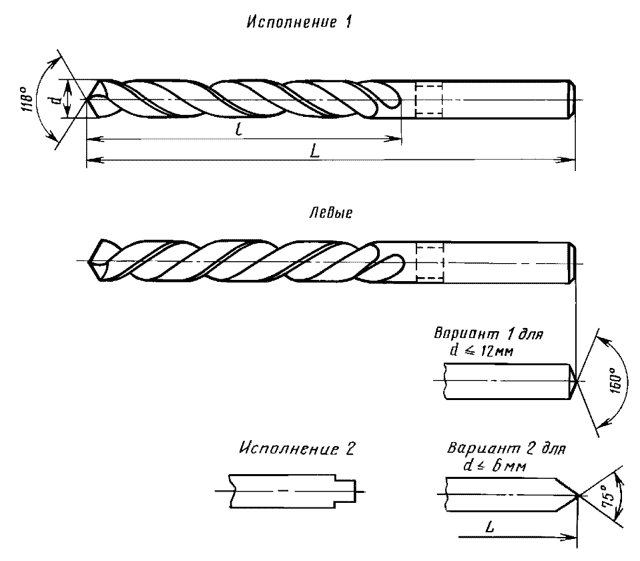
Рисунок 2 Спиральное сверло средней серии по ГОСТ 10902
Так, для обеспечения более надежной фиксации, постоянного и точного позиционирования, особенно в оборудовании с автоматической сменой инструмента применяются сверла с хвостовиком в виде конуса.
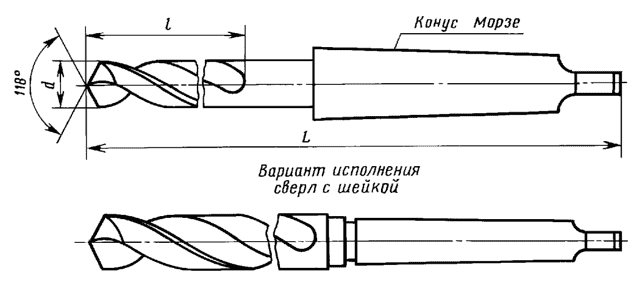
- Рисунок 3 Спиральное сверло с хвостовиком Конус Морзе
- Для сверления глубоких отверстий применяются сверла с удлиненной рабочей частью, аналогично для «короткого» сверления используются сверла с укороченной рабочей частью.
- Примеры различных решений по длине рабочей части и хвостовика, а также с разной формой хвостовика показаны далее:
Рисунок 7 Спиральное сверло длинное с хвостовиком «конус Морзе» (ГОСТ 12121)
Спиральные сверла по металлу с пластинами из твердого сплава
В качестве отдельной технологической задачи можно выделить сверление твердых сталей чугунов твердостью более 170НВ.
Для таких операций применяются спиральные сверла с твердосплавными пластинами. Сверла подобного типа выпускаются с цилиндрическими и коническими хвостовиками, сварными и цельнотянутыми.
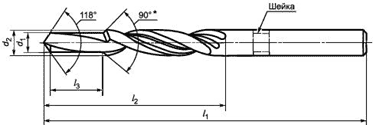
Рисунок 8 Спиральное сверло с пластинами из твердого сплава и хвостовиком «конус Морзе» (ГОСТ 22736, ТУ по ГОСТ 5756-81)
Ступенчатые спиральные сверла по металлу
В последнее десятилетие на российском рынке активно продвигаются ступенчатые («конические») сверла зарубежного производства. Продукт позиционируется как новинка, ранее неизвестная в РФ. В действительности ступенчатое сверло уже давно производится и применяется в России.
В частности, такой инструмент используется для сверления отверстий под метрическую резьбу с одновременным снятием фаски. До 2008 года геометрические характеристики ступенчатых сверел описывались в ГОСТ 20320, после 2008 г.
действовал стандарт ГОСТ Р 52966-2008, с 1 января 2019г введен в действие ГОСТ 28320-2017. С помощью одного ступенчатого сверла можно выполнять за один заход сразу две (или больше) технологических операции.
Также возможно сверление одним сверлом отверстий разного диаметра (в зависимости от числа ступенек). Однако при этом глубина отверстия не может превышать суммарной высоты ступенек предыдущего диаметра.
- Рисунок 9 Ступенчатое сверло с цилиндрическим хвостовиком для отверстия под резьбу и снятия фаски (ГОСТ Р 52966-2008)
- Рисунок 10 Импортное ступенчатое сверло (HSS) по металлу
- Рисунок 11 Ступенчатое сверло с хвостовиком «конус Морзе» по ГОСТ Р 52966-2008
Центровочные сверла
В процессе сверления самый ответственный этап – это касание поперечной кромки сверла с поверхностью металла. Поскольку поверхность не идеально плоская, а поперечная кромка не идеально перпендикулярна оси сверла при касании возникают моменты сил, отклоняющие сверло от теоретического центра отверстия.
Очевидно, что величина таких моментов возрастает с увеличением размеров поперечной кромки (диаметров сверла). Обратное так же верно, поэтому для сверления центровых отверстий разработаны специальные центровочные сверла с уменьшенным началом рабочей части.
- Рисунок 12 Центровочное сверло для центровых отверстий без предохранительного конуса тип А по ГОСТ 14952-75
- Такой инструмент сначала касается металла только небольшой поперечной кромкой.
- Незначительные моменты, возникающие при этом гасятся массивной рабочей частью номинального диаметра.
Соотношения малого и большого диаметров стандартизированы. В соответствии с ГОСТ 14952 эта величина меняется в диапазоне от 3 до 5.
Центровое отверстие имеет треугольное сечение в зависимости от величины угла между стенками и наличия предохранительного конуса центровочные сверла делятся на 4 типа.
| A | B | C | R | |
| Угол, град. | 60 | 60 | 75 | дуга |
| конус | — | + | — | — |
Класс точности для центровочных свёрл не вводится.
Сверла для глубокого сверления
- В ряде источников по металлообработке отверстие с глубиной в 5 раз превышающей его диаметр уже считается глубоким.
- В то же время в ГОСТ 12122-77, где представлены типовые размеры «длинной серии», показано, что отношение длины рабочей части к диаметру l/d колеблется в диапазоне от 15 до 20.
- Таким образом глубоким можно считать сверление отверстий с глубиной, превышающей диаметр в 10 – 15 раз и более.
- В начале этого диапазона и при диаметрах до 10 мм задача решается с помощью спиральных сверл стандартной «длинной серии» (класса точности А1, В1 и В).
- В этом случае используется традиционный наружный подвод СОЖ и наружный отвод стружки.
- При отношении l/d ≈ 20 – 30 и диаметрах до 30 мм проблема решается применением шнековых сверел и длинных спиральных сверел с каналами для СОЖ и канавками для дробления стружки (внутренняя подача СОЖ и наружное удаление стружки).
- С дальнейшим увеличением l/d и/или увеличением диаметра отверстий проблемы с подачей СОЖ и удалением стружки делают использование спиральных сверл невозможным.
Такие отверстия получают с помощью сверл одностороннего резания с внутренней подачей СОЖ или наружной подачей СОЖ, внутренним или наружным отводом стружки. К ним относятся ружейные (пушечные) и эжекторные сверла.
Ружейное сверло
Данный вид не относится к спиральному типу. Ружейное сверло представляет собой полую конструкцию с одной или двумя режущими кромками на рабочей части. Точность обработки по диаметру соответствует 7 – 9 квалитету.
Широкая и глубокая выемка по всей длине корпуса сверла обеспечивает эффективный наружный отвод стружки. Она вымывается СОЖ, поступающей под высоким давлением из внутренней полости в каналы в рабочей части.
- Сверлом такого типа получают отверстия диаметром до 30мм.
- Рисунок 13 Ружейное сверло
- Фото ружейное сверло
- Для более крупных отверстий применяют сверла с внутренней подачей СОЖ и не наружным, а внутренним отводом стружки.
Глубокое сверление с внутренним отводом стружки. Эжекторное сверло
При глубоком сверлении отверстий с l/d≫20 и диаметрами более 30 мм проблемы с подачей СОЖ и особенно с удалением стружки значительно усложняются. Наружное удаление становится практически не возможным, поэтому приходится использовать специальное составное сверло.
Инструмент представляет собой стальную трубу с навинчивающейся рабочей частью. Рабочая часть изготавливается в виде полого толстостенного цилиндра с площадками для установки режущих пластин и каналами для СОЖ. Конструкция позволяет использовать большую часть пространства отверстия для отвода стружки.
На рисунке ниже представлен усовершенствованный вариант такой конструкции – эжекторное сверло. У него пустотелая рабочая часть (2) с наружной смазкой и охлаждением.
Рисунок 14 Эжекторное сверло
В процессе сверления стружка дробится и попадает вместе с СОЖ в полость рабочей части. Далее смесь поступает в полость трубы (5) и уходит в стружкоприемник, где стружка отделяется от СОЖ.
Спиральное сверло – универсальный инструмент для любых отверстий
Сверление – один из распространенных способов изготовления отверстий. Исходя из того, каких размеров они должны получаться и в каком материале их делают, выбирают инструмент. Спиральное сверло – самое универсальное и востребованное.
Спиральное сверло (или, по-другому, винтовое) конструктивно представляет собой стержень цилиндрической формы, состоящий из элементов:
- Рабочей части – снабжена двумя спиральными винтовыми канавками, которые образуют режущие элементы и предназначены для эффективного отвода стружки, а также подачи смазки в зону сверления.
- Хвостовика – предназначен для надежного закрепления сверла в ручном инструменте или на станке. Может иметь лапку для извлечения сверла из гнезда конусной формы или поводок, обеспечивающий передачу крутящего момента от патрона оборудования.
- Шейки – обеспечивает выход абразивного круга в процессе шлифовки рабочей части.
Рабочая часть состоит из:
- Калибровочной (направляющей) части – это узкая полоска, продолжающая поверхность канавки на окружности сечения сверла. Еще ее называют ленточкой.
- Режущей части – включает две главные и две вспомогательные, расположенные вдоль сверла по спирали, а также одну поперечную (конусообразную на конце сверла) режущие кромки. Все они образованы пересечением поверхностей канавок: главные – передних с задними, вспомогательные – передних с поверхностью ленточки, поперечная – обеих задних.
Из всех сверл известных на сегодняшний день конструкций спиральные нашли наиболее широкое применение за счет следующих достоинств:
- большому запасу под переточку;
- хорошему направлению в отверстии;
- отличному отводу стружки.
Основные геометрические параметры спирального сверла:
- угол на кончике при вершине – обозначается 2φ;
- угол наклона канавки ω;
- передний угол γ;
- задний угол α;
- угол наклона концевой поперечной кромки ψ.
Значения этих параметров зависят от типа, вида и назначения сверла.
Спиральные сверла по металлу также отличаются от прочих винтовых (по бетону, дереву, универсальных и других) размерами, формами и протяженностью своих конструктивных элементов. По форме хвостовика они бывают:
- с цилиндрическим хвостовиком;
- с коническим.
Для установки последних на станок используют универсальные специальные переходные втулки – конусы Морзе. Для наиболее распространенных видов инструмента по металлу ниже даны короткие описания.
Сверло спиральное с цилиндрическим хвостовиком выпускается короткой, средней и длинной серий по соответствующим стандартам. Такое разнообразие обеспечивает оптимальный подбор нужного инструмента для выполнения каждой конкретной задачи.
Для всех сверл центровые отверстия выполняются согласно ГОСТ 14034. Допустимо выпускать инструмент без центровочных отверстий. Изделия средней и длинной серии согласно своим стандартам могут изготавливаться с шейкой или без нее. Ее размеры не регламентируются.
ГОСТ 4010-77 распространяется на левые и правые сверла короткой серии диаметром 0,5–40 мм. Согласно этому стандарту, в зависимости от диаметра выпускаемого сверла длина составляет (мм):
- общая всего инструмента – 20–200;
- рабочей части – 3–100.
ГОСТ 10902-77 распространяется на левые и правые сверла средней серии диаметром 0,25–20 мм. Длина составляет (мм):
- общая всего инструмента – 19–205;
- рабочей части – 3–140.
ГОСТ 886-77 распространяется на сверла длинной серии диаметром 1–31,5 мм. Длина составляет (мм):
- общая всего инструмента – 56–316;
- рабочей части – 33–207.
У данных изделий направление спирали – правое. С левым изготовляются по согласованию с заказчиком.
Для всего этого инструмента технические требования к изготовлению регламентируются ГОСТ 2034-80.
Согласно этого документа данные сверла производятся из быстрорежущей стали и предназначены для просверливания отверстий в ковких и серых чугунах, легированных и углеродистых конструкционных и инструментальных сталях, конструкционных сталях высокой и повышенной обрабатываемости. Этот инструмент изготовляется 3 классов точности:
- повышенной точности – А1;
- нормальной – В1;
- нормальной – В.
Помимо инструмента из быстрорежущей стали допускается по заказу потребителя изготовление сверл также из легированной стали 9ХС. Инструмент может производиться не только цельным, но и сварным. Хвостовики сварных изделий должны быть выполнены из стали 45 или 40Х. Не допускаются в зоне сварки: непровар, поверхностные раковины и кольцевые трещины.
Сверло спиральное с коническим хвостовиком выпускается разных типов и, соответственно, по различным стандартам. Это позволяет оптимально подобрать именно тот инструмент, который лучше всего подойдет для того или иного вида работ. Существуют следующие ГОСТы:
- 10903-77 – для сверл нормальной длины;
- 12121-77 – длинных;
- 2092-77 – удлиненных;
- 22736-77 – с твердосплавными пластинами.
Весь этот инструмент согласно своим стандартам может изготавливаться с шейкой или без нее. Ее размеры не регламентируются.
ГОСТ 10903 распространяется на сверла нормальной длины диаметром 5–80 мм, которые выпускаются в двух исполнениях: с нормальным и усиленным хвостовиком. Согласно ГОСТ 10903, в зависимости от диаметра выпускаемого сверла с нормальным хвостовиком длина составляет (мм):
- общая всего инструмента – 133–514;
- рабочей части – 52–260.
С усиленным хвостовиком сверла ГОСТ 10903 выпускаются диаметрами 12–76 мм. Длина их рабочей части такая же, как и у с нормальным хвостовиком. Длины следующие (мм):
- общая – 199–514;
- рабочей части – 101–260.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 6.
ГОСТ 12121 распространяется на длинные сверла диаметром 5–50 мм, которые предназначены для выполнения сверления через специальные кондукторные втулки. Длина составляет (мм):
- общая всего инструмента – 155–470;
- рабочей части – 74–321.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 4. У инструмента этих двух стандартов направление спирали – правое. С левым изготовляются по согласованию с заказчиком.
ГОСТ 2092 распространяется на удлиненные сверла диаметром 6–30 мм. Длина составляет (мм):
- общая всего инструмента – 225–395;
- рабочей части – 145–275.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 3.
ГОСТ 22736 распространяется на сверла диаметром 10–30 мм, оснащенные твердосплавными пластинами. Инструмент производится в укороченном и нормальном исполнении. Длина составляет (мм):
- общая всего инструмента в укороченном исполнении – 140–275, нормальном – 168–324;
- рабочей части в укороченном исполнении – 60–125, нормальном – 87–175.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 4.
Для этого инструмента технические требования к изготовлению регламентируются ГОСТ 5756-81. В соответствии с ним данные сверла предназначены для сверления различных деталей из чугуна. Должны изготавливаться классов:
- повышенной точности – А;
- нормальной – В.
В качестве режущей оснастки должны применяться твердосплавные пластины типа ВК. Корпуса изделий выполняются из быстрорежущей стали или сплава 9ХС. Допускается производство корпусов из иных марок с содержанием вольфрама в пределах до 6 %. Недопустимо использовать стальные сплавы, содержащие кобальт.
Инструмент с рабочей частью диаметром от 6 мм и больше, корпус которого выполнен из быстрорежущего сплава, должен изготавливаться сварным. Хвостовики сварных изделий должны быть выполнены из стали 45 или 40Х. Не допускаются в зоне сварки: непровар, поверхностные раковины и кольцевые трещины.
Сверла по металлу: какие лучше и по каким критериям сделать выбор
Сверло по металлу – режущий девайс номер один, и рынок перенасыщен моделями с разным набором характеристик. Поэтому возникающий нередко вопрос, сверла по металлу – какие лучше, не имеет однозначного решения.
Чтобы подобрать инструмент, надо обладать достаточным опытом или иметь представление о его характеристиках.
Сфокусируемся на том, какими особенностями обладают сверла в разном исполнении, как отличать хорошие варианты от некачественных, по каким параметрам выбирать инструмент.
Дрель – инструмент must-have в домашней мастерской Источник convera.ru
Сверла по металлу: внешние отличия
Сверло задумано как инструмент, способный выполнить отверстие в сплошном металле (бетоне, плитке, дереве). Поэтому оно имеет специальную конструкцию, способную преодолеет сопротивление металлического слоя; в любом сверле выделяют три части.
Режущая часть первой входит в контакт с материалом, в котором делается отверстие. За режущей располагается рабочая часть, которая помогает удалять стружку. Заднюю часть называют еще хвостовиком или крепежной частью; она фиксируется в патроне дрели. На вопрос, какими бывают сверла, можно ответить, исходя из их внешнего вида; выделяют несколько типов режущего инструмента.
Плоские (перовые)
Рабочая часть цельная или со сменными режущими пластинами, узкая, напоминает перо (отсюда и название). Позволяет сверлить отверстия ступенчатой и фасонной формы. Девайс имеет простой конструктив и стоит недорого. Но с его помощью затруднительно высверлить широкое отверстие, а стружку надо удалять вручную.
Сверла перовые сборные по металлу Источник prom.st
Спиральные
Наиболее привычный тип в виде стержня с двумя (реже четырьмя) спирально нарезанными канавками, по которым удаляется стружка. Если спиральные канавки закручены влево, то это левосторонняя разновидность, которая поможет выкрутить крепеж. Существуют изделия повышенного класса точности, но в быту чаще используются спиральные цилиндрические сверла нормальной точности диаметром до 82 мм.
Конструкция спирального сверла Источник kerner.ru
Корончатые (кольцевые, пустотелые)
Имеют вид пустотелого цилиндра, более эффективные (быстрые) и менее дорогие, чем спиральные модели. Особенность: материал удаляется по периферии отверстия (в центре получается «пробка»). Коронки особенно полезны, когда необходимо сверлить криволинейные поверхности (например, трубы).
Фреза кольцевая по металлу для магнитных дрелей Источник snabzhenie.com.ua
Зенкер
Имеет рабочую часть конической формы с продольными режущими насечками (режущих кромок может быть 3 и больше). Используется там, где необходима высокая точность исполнения, особенно в сфере машиностроения. Зенкерование чаще применяется для очистки поверхности перед нарезанием резьбы, для калибровки отверстий.
Сверло с зенкером по металлу Источник stroy-podskazka.ru
Конусные (ступенчатые)
Рабочая часть в форме конуса с насечками позволяет создавать и расширять отверстия. Благодаря сложной ступенчатой поверхности инструмент центрируется легче, чем спиральный аналог, что особенно удобно при работе с материалом небольшой толщины. Каждая ступень соответствует определенному диаметру, что позволяет получать разные по размеру отверстия, не меняя сверло в патроне дрели.
Ступенчатое сверло по металлу с винтовой канавкой Источник amazon.com
Хвостовик
Разные модели инструментов обладают разным типом крепления, поэтому, перед тем, как выбрать сверло по металлу, стоит уточнить способе крепления. Изделия подбираются под тип крепления конкретной дрели. Распространены следующие варианты хвостовиков:
- Цилиндрический. Широко распространенный вариант, используется для фиксации в ключевых сверлильных патронах. Плюс цилиндрического хвостовика – он почти никогда не заклинивает, но из-за гладкой формы иногда проскальзывает в патроне.
- Шестигранный. Грани хвостовика жестко позиционируются в пазах трехкулачкового патрона. При вращении сверло прочно удерживается в патроне и не прокручивается.
- Конический. Хвостовик в форме усеченного конуса часто встречается в оснастке сверлильных станков. Иногда на хвостовик наносится резьба, чтобы сделать удержание более качественным.
Цилиндрический и шестигранный хвостовик Источник instrumentgid.ru
Критерии выбора
Внешний вид (конструктивная форма) определяет способ применения сверла. Но при выборе оснастки для сверления обязательно учитывают следующие показатели:
- Материал изготовления. Состав сплава определяет рабочие характеристики детали.
- Присутствует ли дополнительная обработка. Режущую поверхность часто усиливают с помощью напыления.
- Рабочие характеристики, среди которых основные диаметр, форма и углы заточки.
Материал, цвет и обработка
Отверстие в детали из любого металла или сплава способен выполнить только инструмент с более твердой структурой, чем обрабатываемая поверхность. Поэтому сырьем для лучших сверл по металлу служит быстрорежущая сталь, сохраняющая свойства при высоких температурах. Убедиться в этом можно по маркировке: на изделии будет нанесена буква «Р» или аббревиатура HSS.
Разный цвет – разные характеристики Источник nikastroy.ru
HSS – это не одна марка, а целый класс сталей, отличающихся добавками. Обычно добавляют вольфрам, кобальт и молибден, что указывается в маркировке. Например, К6 говорит о присутствии в сплаве кобальта (цифра указывает на содержание, 6%). Такая добавка в три раза повышает ресурс сверла, и оно может работать с особо прочными марками стали.
При выборе сверла по металлу необходимо учитывать тип покрытия, меняющего характеристики оснастки. Например, поверхностный слой напыления из нитрида титана (HSS-TiN) повышает твердость и термостойкость рабочей зоны во время сверления.
Поверхностный слой напыления из нитрида титана, легированного алюминием (HSS-TiAlN) продлевает срок службы изделия в 5 раз; износостойкость сохраняется при нагреве до 600-700°С.
Это универсальный инструмент, но в строительных магазинах встречается не часто. Маркировка HSS-G указывает на то, что режущая часть сверла шлифована кубическим нитрилом бора.
Инструмент популярен, так как сверлит твердые сорта стали и при этом стоит относительно недорого.
Копьевидное сверло с титан-вольфрамовым наконечником подойдет и для сверления керамики Источник dnipro-m.ua
Качественные сверла по металлу подвергают разнообразной обработке, что делает их более устойчивыми к деформациям и износостойкими в условиях больших нагрузок и нагрева. Интересно, что способ дополнительной обработки влияет на цвет, поэтому по оттенку можно судить о характеристиках сверла. Возможны следующие варианты цвета:
- Серый (HSS). Изделия серого цвета, как правило, не подвергаются дополнительной обработке, и потому выдерживают только однократное использование. С другой стороны, серый тон могут приобрести изделия после оксидной обработки. Они привлекательны по стоимости, но легко и быстро тупятся.
- Чёрный (HSS-R). Изделия подвергаются парооксидированию: воздействию перегретым паром с дополнительной закалкой. Они пригодны для использования в быту; стоят немного дороже, ими можно сверлить железо и алюминий.
- Темно-золотистый, коричневатый (HSS-E). Металл приобретает такой оттенок после добавки кобальта. Изделия держат самую высокую температуру, меньше остальных тупятся и стачиваются, могут просверлить любую сталь.
Инструмент высокого уровня с титановым напылением Источник instrumentgid.ru
- Блестящий золотистый (HSS-Ti, HSS-TiN). На поверхность напыляют нитрид титана. Титановый слой снижает трение между инструментом и поверхностью, что продлевает срок эксплуатации, но точить его не рекомендуется. Это инструмент высшего класса, и стоит он соответственно.
На что влияет угол заточки
Это важный геометрический параметр режущей кромки; он регулирует силу трения во время процесса и влияет на скорость износа. Чем больше угол заточки (наклона режущей поверхности), тем более прочный металл можно просверлить; с увеличением угла возрастает и то, как быстро будет изнашиваться сверло.
Для работы со сталью подходят сверла с углом заточки 130-140°, для чугуна, латуни подойдет вариант в 110-120°, для более мягких металлов и сплавов (например, бронзы) достаточно угла в 100°.
Условия качественной заточки Источник ytimg.com
Размеры и точность
Геометрические параметры, которые учитывают, сравнивая разные варианты, это длина и диаметр сверла по металлу; какие значения будут оптимальными, зависит от вида будущей задачи.
Для изделий важны две длины: общая и рабочей части. Последняя показывает, отверстие какой глубины вы сможете сделать. У самых распространенных, спиральных изделий диаметр находится в пределах от 0,1 до 80 мм.
Максимальная длина рабочей части достигает 275 мм.
Существует 3 класса точности. Сверла с маркировкой А1 используются для тонких работ. Они обладают повышенной точностью, позволяют соблюсти допуски, но стоят ощутимо дороже. В быту настолько строгие требования – редкость, поэтому можно остановить выбор на сверлах с индексом В и В1.
Чем тверже обрабатываемая поверхность, тем тупее угол заточки Источник dnipro-m.ua
О том, как разобраться в HSS сверлах в следующем видео:
О производителях
Ответ на вопрос, какие сверла по металлу самые лучшие, зависит от того, какой объем работ и на каком материале предстоит выполнять. Рынок насыщен продукцией именитых и безымянных компаний, но, если вы ищите надежный инструмент, который не сломается после первого применения, обращайте внимание на то, что предлагают известные бренды.
Среди зарубежных производителей известностью пользуется продукция немецкого концерна Bosch. Компания производит сверла и наборы для бытовой и профессиональной сферы.
Изделия отличаются высокими эксплуатационными характеристиками и длительным сроком службы. Профессиональный инструмент производит японская компания Makita.
Ее продукция устойчива к повреждениям и демонстрирует высокую скорость сверления.
Среди отечественных компаний выделяются торговые бренды «Зубр», «Энкор», «Интерскол», специализирующиеся на недорогом качественном инструменте. Хорошее соотношение цена-качество у металлорежущего инструмента марок GRIFF, «Практика», «Атака».
Популярностью пользуются наборы сверл разного вида и назначения Источник amazon.com
О характеристиках качественного сверла в следующем видео:
Коротко о главном
Сверла по металлу являются одними из самых востребованных в строительной практике инструментов, но, к сожалению, они не универсальны. Чтобы не испортить работу, важно правильно подобрать сверло, а для этого надо понимать, какие критерии описывают его характеристики.
Выбор основывают на форме режущей части, не забывая про хвостовик и угол заточки. Параметрами выбора служит материал, цвет, диаметр и размер; важную информацию можно почерпнуть в маркировке. Если вы рассчитываете на долгую работу, обращайте внимание на известные бренды, предлагающие лучшую заточку, устойчивость к нагреву, износостойкость.
Спиральные сверла с цилиндрическими и коническими хвостовиками: ГОСТ 10902-77 и 10903-77
К самым универсальным и, соответственно, популярным инструментам, используемым для выполнения отверстий в различных материалах, относятся сверла спирального типа.
Регламентируют спиральные сверла ГОСТ 10902-77 и ГОСТ 10903-77.
Руководствуясь положениями данных нормативных документов, а также параметрами отверстия, которое требуется создать, выбрать подходящий инструмент довольно легко.
Сверла спиральные по металлу
Особенности конструкции и основные характеристики
Конструкция спиральных сверл, которые часто называют винтовыми, состоит из следующих элементов.
Рабочая часть
На рабочей части есть две канавки, расположенные по винтовой линии. Они выполняют одновременно несколько функций: формируют режущую часть, отводят создаваемую в зоне обработки стружку, обеспечивают подачу СОЖ в область сверления.
Хвостовик
При помощи этого конструктивного элемента инструмент фиксируется в патроне используемого оборудования. Хвостовик может изготавливаться со специальной лапкой, облегчающей извлечение инструмента из гнезда конусной формы, или поводком, который участвует в передаче крутящего момента от патрона.
Шейка
Этот технологический элемент отвечает за выход абразивного круга при его использовании для шлифовки инструмента.
Рабочую часть сверла спирального с цилиндрическим или коническим хвостовиком составляют несколько конструктивных элементов.
Калибровочная часть
Данный элемент выглядит как узкая полоска, продолжающая канавку на рабочей части. Эта направляющая часть имеет другое распространенное название – «ленточка».
Режущая часть
Эту часть составляют пять режущих кромок: 2 главных, 2 вспомогательных, которые располагаются по спирали вдоль оси сверла, и 1 поперечная, находящаяся на конце инструмента и имеющая форму конуса.
Все они формируются благодаря пересечениям поверхностей канавок.
Так, главные режущие кромки – это пересечение передней поверхности канавки инструмента с задней, вспомогательные – передней поверхности канавки с поверхностью калибровочной части, поперечные – пересечение задних поверхностей ленточек.
Элементы рабочей части сверла
Высокая популярность спиральных сверл связана со следующими их достоинствами.
- Инструменты данного типа отличаются большим запасом под переточку режущей части.
- Сверла спиральные с цилиндрическим или коническим хвостовиком отличаются лучшей стабильностью своего положения в процессе сверления.
- За счет особенностей своей конструкции такие инструменты обеспечивают своевременный отвод стружки из зоны обработки.
Основные параметры сверл спиральных с цилиндрическим и коническим хвостовиками, требования к которым оговаривают ГОСТ 10902 и ГОСТ 10903-77, перечислены в таблице.
Таблица 1. Обозначение основных параметров сверл
Геометрические параметры режущей части сверла
Значения всех вышеуказанных параметров определяются задачами, для решения которых планируется использовать инструмент.
Спиральные сверла применяются не только для обработки металла, но и для выполнения отверстий в других материалах, таких как бетон и древесина. Существуют также инструменты универсального назначения. Сверла, используемые для обработки различных материалов, отличаются друг от друга как формой и конструкцией, так и своими геометрическими параметрами, приведенными в соответствующих ГОСТах.
В зависимости от конфигурации зажимаемой в патроне части выделяют сверла:
- с цилиндрическим хвостовиком;
- с коническим хвостовиком.
Для фиксации на оборудовании спиральных сверл с коническими хвостовиками, как указывает ГОСТ 10903-77, используются универсальные переходные втулки, посадочные отверстия в которых выполнены по типу «конус Морзе». Соответствующие ГОСТу инструменты данного типа можно применять для оснащения любого оборудования.
Сверла с хвостовиками цилиндрической формы
Сверла спиральные с цилиндрическим хвостовиком в соответствии с требованиями нормативного документа могут выпускаться в нескольких сериях: короткой, средней и длинной. Пользуясь соответствующим ГОСТом на сверла, можно оптимально подбирать инструмент для решения определенных технологических задач.
Цилиндрические спиральные сверла, согласно ГОСТу, изготавливают с центровочным отверстием или без него. Инструменты средней и длинной серий, в соответствии с ГОСТом, могут иметь в своей конструкции шейку, облегчающую их шлифовку. Специальных требований к размерам такого элемента нет.
Ознакомиться с требованиями ГОСТ к спиральным сверлам с цилиндрическим хвостовиком можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 10902-77 Сверла спиральные с цилиндрическим хвостовиком. Средняя серия. Основные размеры
Скачать
Сверла по металлу с цилиндрическим хвостовиком
Левые и правые спиральные инструменты, относящиеся к короткой серии и имеющие диаметр от 0,5 до 40 мм, изготавливаются по ГОСТу 4010-77.
Производство правых и левых цилиндрических сверл средней серии, диаметр которых находится в интервале 0,25–20 мм, регламентирует ГОСТ 10902-77. Спиральные сверла длинной серии выпускаются в диапазоне диаметров 1–31,5 мм.
Нормативным документом, в котором оговариваются требования к изделиям данной серии, является ГОСТ 886-77.
Сверла с цилиндрическим хвостовиком длинной серии производят преимущественно с правым направлением спирали. ГОСТ допускает изготовление изделий данной серии и в другом конструктивном исполнении по договоренности с заказчиком. Длина спиральных инструментов с цилиндрическим хвостовиком всех серий указана в приведенной ниже таблице.
Таблица 2. Длина спиральных сверл с цилиндрическим хвостовиком
Технические требования к производству спиральных сверл всех вышеперечисленных серий оговариваются ГОСТом 2034-80.
Согласно положениям этого нормативного документа, изделия данной серии, которые используются для сверления заготовок из ковкого и серого чугуна, углеродистых (конструкционных и инструментальных) и легированных сталей, а также конструкционных сталей обычной обрабатываемости и автоматных, изготавливаются из быстрорежущих стальных сплавов. Инструменты данной серии могут относиться к одному из трех классов точности:
- А1 (повышенной);
- В1 и В (нормальной).
Цилиндрические хвостовики могут иметь разные исполнения
ГОСТ допускает, что сверла данной серии могут быть произведены не из быстрорежущей стали, а из легированного стального сплава марки 9ХС, при этом их хвостовики могут быть сделаны из стали марки 45 или 40Х. По своей конструкции такие сверла могут быть как цельными, так и сварными. При использовании сварки в местах соединений исключается наличие непроваренных участков, пустот и кольцевых трещин.
Сверла с коническими хвостовиками
Современная промышленность выпускает различные типы сверл, хвостовик которых имеет коническую форму. Соответственно, требования, предъявляемые к таким инструментам, регламентируются разными ГОСТами.
Унификация различных типов сверл позволяет оптимально подбирать их для решения определенных технологических задач.
Нормативными документами, в соответствии с требованиями которых производятся спиральные инструменты с коническими хвостовиками, являются:
- ГОСТ 10903-77 (для изделий нормальной длины);
- ГОСТ 12121-77 (для длинной серии);
- ГОСТ 2092-77 (для удлиненной серии);
- ГОСТ 22736-77 (для изделий с твердосплавными пластинами).
Сверла по металлу с конусным хвостовиком для глубокого сверления
Ознакомиться с требованиями ГОСТ к спиральным сверлам с коническим хвостовиком можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 10903-77 Сверла спиральные с коническим хвостовиком. Основные размеры
Скачать
В зависимости от конфигурации зажимаемой в
Спиральные сверла нормальной длины, на которые распространяет требования ГОСТ 10903-77, могут выпускаться в диапазоне диаметров 5–80 мм. Хвостовики таких сверл в зависимости от диаметра последних имеют нормальную или усиленную конструкцию. С усиленным хвостовиком изготавливают спиральные сверла диаметром от 12 до 76 мм. Их посадочная конусная часть соответствует стандарту Морзе – от 1 до 6.
Диаметр длинных сверл, согласно ГОСТу, может находиться в интервале 5–20 мм, при этом обработка, выполняемая с их помощью, осуществляется через кондукторные втулки.
Хвостовик таких сверл выполняется по стандарту Морзе от 1 до 4.
Спиральная часть длинных сверл и инструментов нормальной длины имеет правое направление, но по договоренности с производителем может выпускаться и с левым направлением.
Удлиненные сверла с коническим хвостовиком производятся с диаметрами 6–30 мм. Конусный хвостовик таких сверл должен соответствовать стандарту Морзе от 1 до 3.
Сверла с коническим хвостовиком, на металлический стержень которых напаяны твердосплавные пластины типа ВК, могут выпускаться с диаметром от 10 до 30 мм, в укороченном и нормальном вариантах.
Длина спиральных инструментов с коническим хвостовиком всех серий представлена в приведенной ниже таблице.
Таблица 3. Длина спиральных сверл с коническим хвостовиком
Материалы изготовления основной части таких сверл – быстрорежущая сталь, стальной сплав марки 9ХС либо стали других марок, в составе которых не должно быть кобальта, а количество вольфрама не должно превышать 6%.
И в заключение небольшой видео-обзор сверл по металлу от различных производителей с испытанием данной продукции на практике.





