Никто из нас не собирается производить плохие детали, но наше сырье, производственные потоки, оборудование и даже персонал не идеальны. Вот почему каждый из нас проверяет детали и внимательно следит за нашими производственными процессами поэтому нам и нужна дефектоскопия металлов..
Методы неразрушающего контроля использовались для выявления дефектов в металлах на протяжении десятилетий. Для разных деталей подходят разные методы, а некоторые лучше подходят для автономного тестирования партий, чем для непрерывной проверки на линии.
Мы собираемся рассмотреть четыре наиболее популярных метода, это жидкостный контроль, магнитные частицы, ультразвуковой контроль и вихретоковый контроль. Мы рассмотрим плюсы и минусы каждого из них и последние достижения в каждой технологии.
Инспекция жидких пенетрантов (ПТ)
Жидкостная инспекция улучшает визуальный контроль и используется для обнаружения поверхностных дефектов в непористых металлах. Первая версия этой техники использовалась в конце 1800-х годов для обнаружения трещин в деталях локомотива и включала тяжелую нефть, керосин и белый мел.
В 1940-х годах в жидкий пенетрант были добавлены флуоресцентные красители, увеличивающие видимость поверхностных дефектов при использовании с ультрафиолетовым излучением.
Проверка жидкостной проникающей способности требует очистки детали, чтобы краситель мог попасть в дефекты. Затем применяется пенетрант, избыток пенетранта удаляется, а затем наносится проявитель. Затем инспектор просматривает его при соответствующем освещении. После завершения проверки детали можно очистить, чтобы удалить проявитель и краситель.
Некоторые из преимуществ жидкостного тестирования следующие: дефектоскопии металлов.
- Относительно просто и недорого
- Очень портативный
- Высокая чувствительность к тонким, плотным разрывам
- Может использоваться со сложной геометрией
Некоторые из ограничений жидкостного проникновения следующие:
- Испытуемая поверхность должна быть очищена от грязи, масла, жира, краски, ржавчины и других загрязнений.
- Не может использоваться на пористых образцах и трудно использовать на очень шероховатых поверхностях.
- Удаление всех проникающих материалов после испытания — часто требуется.
- Трудно автоматизировать и записывать данные.
Магнитный контроль
Для тестирование магнитными частицами использует магнитные поля и небольшие магнитные частицы для обнаружения дефектов в ферромагнитных материалах.
Приложение впервые было использовано в конце 1800-х годов, но уже в 1920-х годах было обнаружено, что цветные металлические стружки могут быть использованы вместе с эффектом с магнетизма, чтобы найти дефекты в деталях.
Магнитный контроль частиц может обнаружить дефекты, которые открыты на поверхности или находятся чуть ниже поверхности.
Образец для испытаний намагничивается постоянным магнитом или электромагнитом.
Сухие или влажные магнитные частицы, которые видны в условиях естественного света или в условиях ультрафиолетового света, наносятся на поверхность образца.
Эти частицы создают визуальную индикацию, частицы притягиваются к дефекту и показывают его форму и размер. Как только проверка выполнена, деталь обычно размагничивается.
Преимущества испытаний магнитных частиц включают в себя следующее:
- Относительно просто и недорого
- Лучший метод для обнаружения мелких поверхностных трещин в ферромагнитном материале
- Этот метод будет работать через тонкое покрытие
- Не требует строгой предварительной очистки
Некоторые ограничения у это метода тоже есть и они следующее:
- Материал должен быть ферромагнитным
- Обнаруживает только поверхностные и приповерхностные разрывы
- Деталь должна быть размагниченна, что может быть трудно достижимо
- Этот методы трудно автоматизировать для высокоскоростного или поточного тестирования производства
Новые разработки в области источников света на основе светодиодов к примеру ультрафиолетоых позволяют значительно улучшить контроль проникающих красителей и магнитных частиц. Лампы ультрафиолета обеспечивают повышенную интенсивность света, повышенную эффективность, равномерную диаграмму засветки и лучшую простоту использования.
Светодиоды могут обеспечить более широкое использование видимого света во время проверки, что может исключить необходимость проведения проверок в затемненных местах.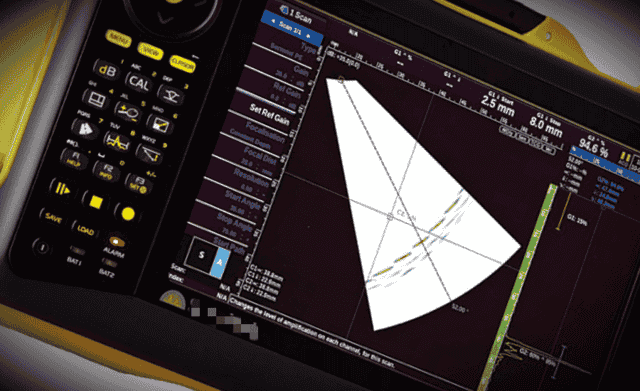
Ультразвуковой контроль использует высокочастотные звуковые волны для выявления разрывов или дефектов в материалах. Первые эксперименты по использованию ультразвуковых волн для обнаружения дефектов в твердых материалах были проведены в 1930-х годах. Быстрые развитие в электронике и использование ультразвука в медицинской диагностике значительно расширили возможности этой техники.
Это хорошо зарекомендовавший себя метод, который можно использовать для сварных швов и сложных по геометрии деталей. Это метод также можно использовать, чтобы глубоко анализировать материал.
Система Ультразвука состоит из генератора импульсов / приемника, датчика и дисплея. Импульсный генератор генерирует электрический импульс высокого напряжения, который преобразовывается преобразователем в ультразвуковую волну (звуковую) энергию высокой частоты. Датчик соединяется с материалом через гель или воду.
Сигналы, отраженные от дефектов или неоднородностей, преобразуются преобразователем в электрический сигнал, усиливаются и обрабатываются и отправляются на дисплей. Полученную информацию о сигнале можно использовать для расчета местоположения дефекта, размера и ориентации.
Этот метод может использоваться для измерения толщины, а также для определения механических свойств и структур материала.
Некоторые из преимуществ ультразвукового контроля: Дефектоскопии металлов.
- Обладает высокой чувствительностью, позволяющей обнаруживать мелкие дефекты.
- Обладает высокой точностью измерения положения и размера дефекта
- Он имеет быстрый отклик, который позволяет организовать быструю или автоматическую проверку
- Требуется доступ только к одной поверхности образца
- Он может найти недостатки под поверхностью
Некоторые из ограничений этого метода:
- Требует использования смазки
- Оборудование может быть дорогим
- Требуется высококвалифицированная рабочая сила
- Требуются эталонные стандарты и калибровка
- Автоматизация для поточного контроля производства может быть дорогой
Достижения в области компьютерного программного обеспечения и моделирования, робототехники, и фазированных матриц, преобразователей проложили путь к быстрому обнаружению дефектов с высоким разрешением. Автоматические системы с погрузочно-разгрузочными роботами, а также анализ детали через воду, могут быть использованы для интеграции ультразвукового контроля в производственные линии.
Вихретоковый контроль
Вихретоковый контроль использует электромагнитные поля для обнаружения поверхностных и приповерхностных дефектов в металлических компонентах. Наука об электромагнитной индукции была впервые разработана в середине 1800-х годов.
В конце 18 века было обнаружено, что показания с катушки менялись при контакте с металлами различной проводимости.
В 1950-х и 1960-х годах вихревые токи стали широко распространенной техникой анализа, используемой в ядерной и авиационной промышленности.
При испытаниях на вихревые токи катушка с напряжением помещается рядом с металлическим объектом, вызывая вихревые токи в этом объекте. Дефекты или изменения структуры материала в этом объекте приводят к тому, что вихревые токи текут по-разному по сравнению с аналогичным объектом без дефектов.
Вихретоковый контроль работает путем классификации различий в том, как протекают эти вихревые токи. Для проверки больших площадей набор вихретоковых катушек проходит по проверяемой части либо путем перемещения катушек, либо путем перемещения деталей вокруг поверхности катушек.
Вихретоковый контроль может быть выполнен за несколько секунд, что облегчает его интеграцию в производственную линию. Соединение не требуется, а детали не должны быть очищены перед тестированием.

ведущая шестерня — трещина обнаружена вихревыми токами через смазку
Поскольку на вихревые токи влияет электрическая проводимость, его также можно использовать для обнаружения различий в сплавах, условий термообработки, надлежащей глубины корпуса и даже для проверки правильности реализации резьбового отверстия.
Некоторые из преимуществ вихретокового контроля включают в себя:
- Мгновенные результаты
- Чрезвычайная чувствительность к поверхностным дефектам
- Не требующий химикатов или сопутствующих веществ
- Надежен с результатами, которые воспроизводимы
- Просто интегрируется в производственные линии для 100% проверки деталей
Некоторые ограничения вихретокового контроля включают в себя следующее:
- Применим только к металлам
- Он может обнаружить только поверхностные дефекты
- Оборудование и погрузочно-разгрузочные автоматические станции могут быть дорогими
- Должен быть разработан основной комплект стандартов и дефектов
- Требуется обученный оператор, чтобы настроить оборудование
Достижения в области электроники и компьютеров проложили путь к вихретоковым массивам, многочастотному тестированию, а также классификации и хранению данных. Вихретоковые системы теперь интегрированы в полный производственный процесс, где данные о качестве детали можно собирать и связывать с каждой изготовленной деталью.
Техника проверки, используемая для вашего конкретного продукта, будет зависеть от геометрии детали, состава материала детали и типа недостатков, которые вы хотите найти.
Некоторые из методов, описанных здесь, лучше всего работают как автономный процесс тестирования образцов. Другие лучше подходят для интеграции с сборочными линиями, где можно проверить все детали.
В дополнение к обзорам методов, приведенным в этой статье, могут быть рассмотрены и другие методы, включая радиографические испытания, испытания на акустическую эмиссию и инфракрасные / тепловые испытания.
Ну а лучше всего, если один или несколько из ваших клиентов просто не купят у вас коробку с дефектными деталями, которые вы сделали.
Трещины в металле: как их быстро обнаружить?
Трещины и скрытые дефекты в металле – постоянная головная боль. Они могут появляться в высоконагруженных стальных конструкциях, при сварке или гибке металла. Выявить эти
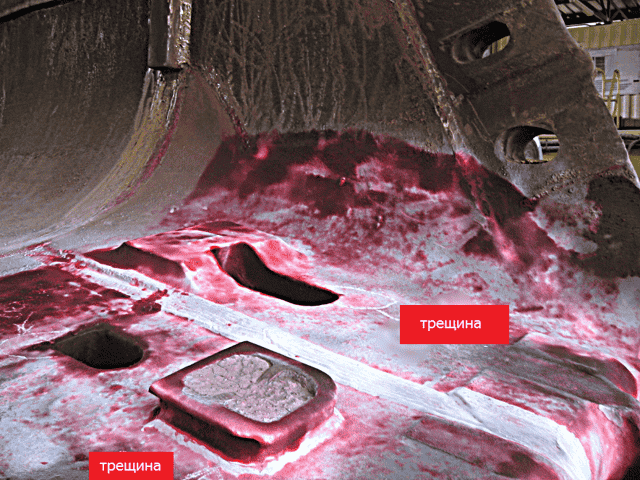
Трещины и скрытые дефекты в металле – постоянная головная боль. Они могут появляться в высоконагруженных стальных конструкциях, при сварке или гибке металла. Выявить эти дефекты очень трудно – они не видны невооруженным взглядом, но могут иметь серьезные последствия. Типичный пример: вилы погрузчика, которые в месте гиба испытывают повышенные нагрузки и могут согнуться в обратную сторону.
Для решения этой проблемы требуется средство выявляющее дефекты предельно простым способом и в кратчайшее время. Теперь оно есть – новый набор WEICON для выявления трещин неразрушающим методом. Crack Testing Agent — набор для выявления дефектов сварки и трещин неразрушающим методом Подходит для металлов, многих пластмасс, керамических материалов, стекла.
Набор WEICON состоит из трех аэрозолей емкостью по 500 мл каждый:
- Очиститель/удалитель
- Диффузор
- Проявитель
Последовательным нанесением составов (подробная инструкция ниже) вы проявляете любые трещины и дефекты в металле – они окрашиваются в ярко-красный цвет. Набор подходит для металлов, многих пластмасс, керамических материалов, стекла и других материалов. Перед применением на пластике рекомендуется проверить компоненты на небольшом незаметном участке.
Все три состава соответствуют международным нормам качества составов для выявления скрытых дефектов, не вредят здоровью и испаряются без остатка. С методикой работы можно ознакомиться у менеджеров компании «Агропромподшипник».
Инструкция по применению:
1) Очистить поверхность от жира, масел и других загрязнений. Дать высохнуть нанесенному слою. Очиститель испаряется без остатка.
2) Применить диффузор для заполнения микротрещин цветным составом. Оставить на 5-10 минут.
3) Удалить диффузор тканью без ворса при помощи удалителя.
4) Нанести проявитель на расстоянии 20 см от поверхности в достаточном количестве*. Через 5-10 минут произвести визуальную оценку поверхности на наличие трещин и повреждений.
*Слишком большое количество проявителя может покрыть микротрещины, их обнаружение станет невозможным!
Выявление трещин
Для выявления трещин в металле барабанов, камер и труб применяют разнообразные способы. Рассмотрим основные из них — содовый, травление поверхности металла реактивами, меловой, цветной и флюоресцентный.
При содовом способе место предполагаемого расположения трещин очищают от загрязнений и обильно смачивают 10— 15%-ным раствором соды. После высыхания поверхность протирают чистой тряпкой. На поверхности отчетливо проступают трещины вследствие проникновения в них соды. Волосные трещины этим способом не выявляются.
Травление поверхности металла реактивами. Места с выявленными единичными трещинами, а также сомнительные места обрабатывают наждачным камнем или напильником и тщательно шлифуют наждачной бумагой.
После этого их протравливают реактивом Фри (25 см3 спирта, 4 см3 концентрированной соляной кислоты, 30 см3 воды, 5 г кристаллической хлористой меди) или реактивом Ниталь (24 см3 концентрированной азотной кислоты, 19 см3 спирта), или персульфатом аммония (10 г персульфата аммония, 90 см3 воды).
Для выявления трещин в барабанах из стали 16fHM применяют 10—20%-ный раствор азотной кислоты. После травления трещины делаются значительно темнее и заметнее на отшлифованной поверхности.
При меловом способе поверхность после обработки наждачным камнем или напильником и шлифования наждачной бумагой протравливают 14%-ным раствором серной кислоты и обильно смачивают керосином.
Через 20—25 мин керосин насухо вытирают тряпкой, а поверхность покрывают меловой краской, разведенной в воде, которой дают высохнуть. После этого поверхность обстукивают с обратной стороны молотком массой 0,5 кг.
Контуры поверхностных трещин из-за наличия в них керосина имеют вид темных жилок на окрашенной мелом поверхности. Сквозные трещины можно выявить, нанеся на нижнюю сторону поверхности меловую краску и смочив верхнюю сторону керосином.
При цветном способе контролируемую поверхность очищают от загрязнений и кистью покрывают раствором следующего состава: 65% керосина, 30% трансформаторного масла, 5% скипидара. К раствору для окрашивания прибавляют краситель — судан III. Можно применять также судан II, судан I, жировой оранж.
Все эти красители хорошо растворяются в керосине и минеральных маслах и окрашивают их в красный или оранжевый цвет. Через 8—10 мин жидкость смывают сильной струей воды, а поверхность металла покрывают тонким слоем каолина или отмученного мела, разведенного в воде, и просушивают в потоке теплого воздуха.
Сразу после просушки на поверхности металла проступает ярко окрашенный узор трещин, пор и других поверхностных дефектов, имеющихся в металле.
Если к поверхности с трещинами плотно прижать смоченную водой чертежную бумагу, то через 10—15 мин на бумаге отпечатается окрашенный в красный цвет узор трещин, что позволяет, снять точную копию дефектов без фотографирования. При подогревании детали краситель выступает из трещин значительно быстрее и яркость отображения узора увеличивается.
Применение этого способа не требует специальной подготовки поверхности. Трещины выявляются как на чистой, так и на черной поверхности металла. Волосные трещины выявляются этим способом лишь частично. Из неглубоких трещин краситель вымывается струей воды.
При флюоресцентном способе контролируемые поверхности очищают до металлического блеска, шлифуют до полного удаления рисок и обезжиривают.
После этого поверхности смачивают флюоресцирующим раствором, состоящим из смеси вазелинового масла (одна часть), керосина (две части) и бензина (одна часть) с зелено-золотистым флюоролем концентрации 0,025—0,030%.
Флюороль предварительно растворяют в бензине, взятом в соответствии с указанным соотношением.
Через 10 мин флюоресцирующий раствор смывают в течение нескольких секунд сильной струей воды, после чего влагу с поверхности удаляют легким протиранием тряпкой и сушкой поверхности потоком теплого воздуха. Сухую поверхность металла покрывают за 10 мин мелким порошком силикагеля, который затем сдувают.
Порошок силикагеля впитывает флюоресцирующий раствор и оседает на трещинах. При освещении контролируемой поверхности ультрафиолетовым светом от ртутно-кварцевой лампы полоски силикагеля, расположенные над трещинами, создают ярко-зеленое свечение, хорошо видимое в темноте.
Этот способ позволяет выявить трещины, невидимые при обычном осмотре.
Макроанализ металлов и сплавов
- Лекомцев Павел Александрович, Савченко Виталий Петрович СИБИРСКИЙ ФЕДЕРАЛЬНЫЙ УНИВЕРСИТЕТ, Институт цветных металлов и материаловедения, Кафедра металлургии цветных металлов,
- Россия, г. Красноярск
- Макроанализ применяют для выявления в металле дендритного строения, усадочной рыхлости, газовых пузырей, трещин, пустот, плен, шлаковых включений, структурной неоднородноcти, качество сварного соединения.
- При макроанализе производится исследование макроструктуры металлов и сплавов.
- Макроструктурой называется строение металла, видимое без увеличения или при небольшом увеличении (до 10 −30 раз) с помощью лупы.
- Макроструктура может быть исследована непосредственно на поверхности заготовки или детали; в изломе или, что делается чаще, на вырезном образце (темплете) после его шлифования и травления специальным реактивом.
Определение параметров макроструктуры металла проводится с применением измерительного и визуального контроля.
Для выявления макроструктуры слитков алюминия и алюминиевых сплавов используют метод химического травления, основанный на различной скорости растворения структурных и фазовых составляющих в специализированных химических реактивах. Создание рельефа поверхности макрошлифа обусловлено различием скорости растворения отдельных фаз и избирательной травимости структурных составляющих в поликристалле. Из-за неравномерности хода отраженных от рельефа поверхности лучей при косом освещении образуются теневые картины, по которым идентифицируют и определяют параметры макроструктуры сплава.
Макроанализ в отличие от микроскопического анализа не позволяет определить всех особенностей строения металла. Поэтому часто макроанализ является не окончательным, а лишь предварительным видом исследования.
По данным макроанализа можно выбрать те участки изучаемой детали, которые надо подвергнуть дальнейшему, более подробному микроскопическому исследованию. Результаты макроскопического анализа можно в необходимых случаях зафиксировать, получив снимок макроструктуры исследуемого места детали или заготовки.
Для этой цели применяют специальные установки, позволяющие проводить фотосъемку плоских и рельефных объектов при увеличении от 0,5 до 50 раз.
Наружные, или поверхностные, макродефекты, расположенные непосредственно на поверхности изделий, выявляют путем исследования поверхностей этих изделий. Если изделия литые, т. е. получены методом литья, то на их поверхности наиболее часто встречаются следующие дефекты:
- — усадочные пустоты (раковины, рыхлости, пористость)? образующиеся в результате усадки металла (уменьшение объема) при его затвердевании;
- — газовые раковины (пузыри), возникающие в кристаллизующемся металле чаще всего из-за его большой газонасыщенности;
- — трещины, дефект в виде разрыва или надрыва в теле отливки появляющиеся как результат высоких напряжений в отливках из-за сопротивления формы их усадке, а также неодинаковых скоростей охлаждения различных частей литой заготовки;
— неметаллические включения, частицы окислов, шлака, флюса, карбидов, электролита, футеровочных материалов и др. посторонних включений, попадающие в слиток в процессе приготовления расплава механическим путем или образовавшиеся вследствие химического взаимодействия компонентов при расплавлении, заливке металла, во время литья.
В пластически деформированных изделиях остается часть дефектов литого металла. Оставшиеся дефекты при пластическом деформировании металла видоизменяются. Усадочные пустоты превращаются в расслоения.
Некоторые неметаллические включения (а также газовые пузыри), окисленные и потому не заварившиеся в процессе горячей обработки давлением, вытягиваются и образуют прямые тонкие штрихи-трещинки глубиной не более 1,5 мм и длиной от долей миллиметра до нескольких сантиметров.
Такие трещинки, расположенные в направлении деформирования, называются волосовинами.
К дефектам пластически деформированного металла относятся также сильно разветвленные, проникающие в глубь металла трещины и раковины, вызванные пережогом (т. е. окислением металла по границам зерен); надрывы, обусловленные чрезмерно большой степенью деформации; окалина — слои окисленного металла (если она вдавлена в металл, на его поверхности образуется рябизна).
По результатам исследования поверхностей изделий делается мотивированное заключение о возможности их дальнейшей эксплуатации.
Внутренние дефекты, которые могут привести к разрушению изделия, выявляются при изучении изломов.
Образование трещин при термической обработке стальных изделий
КЛАССИФИКАЦИЯ ТРЕЩИН, ВОЗНИКАЮЩИХ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Поскольку макротрещины являются результатом воздействия напряжений первого рода, то очевидно, что их расположение и глубина распространения должны определяться распределением напряжений в объеме изделия.
Хрупкое разрушение чистых металлов и многих пластичных сплавов при комнатной температуре можно вызвать двухосным или трехосным приложением растягивающих внешних усилий; в случае сжимающих усилий металлы разрушаются от касательных напряжений сдвигом, т. е. разрушаются вязко.
Это справедливо для материалов и напряженного состояния, при котором проявляются пластические свойства материала.
Хрупкие материалы, к которым относится и закаленная сталь, могут разрушаться не только от растягивающих, но и сжимающих напряжений, что хорошо выявляется при одноосном сжатии [50], при котором разрушение происходит по направлению действующего усилия.
В данном случае излом проходит перпендикулярно поперечным растягивающим деформациям, т. е. в направлении, в котором согласно понятиям теории упругости растягивающие напряжения отсутствуют. Поэтому целесообразно разрушение хрупких материалов рассматривать по отношению к деформациям растяжения.
В процессе механических испытаний при любом способе приложения внешних усилий, даже одноосном, образец деформируется в трех направлениях и, по существу, в нем всегда возникает объемное деформированное состояние.
При одноосном растяжении в направлении действующего усилия появляются деформации растяжения, а в двух других направлениях — сжатия (фиг. 4, а). Хрупкие материалы при растяжении разрушаются перпендикулярно направлению усилия, т. е.
перпендикулярно максимальной деформации растяжения.
Одноосное сжатие в направлении действующего усилия вызывает деформацию сжатия, но в двух остальных направлениях— деформации растяжения и перпендикулярно деформациям растяжения наступает разрушение (фиг. 4, б).
При двухосном и трехосном приложении сил растяжения или сжатия хрупкое разрушение также будет направлено перпендикулярно наибольшей деформации растяжения.
Двухосное равномерное растяжение изотропных материалов может привести к одновременному разрушению образца в четырех направлениях Двухосное равномерное сжатие (фиг.
4, г) вызывает растягивание в одном направлении и разрушение возможно также в одном направлении, нормальном к деформации.
Закалочные трещины могут образоваться в зоне, подвергнутой не только растягивающим, но и сжимающим напряжениям, при этом они направляются перпендикулярно максимальной деформации растяжения.
При трехосном приложении усилий, когда в двух направлениях действуют растягивающие, а в одном — сжимающие напряжения, последние должны способствовать хрупкому разрушению, поскольку они увеличивают деформацию растяжения (фиг. 4, д), вызываемую растягивающими усилиями.
Термическая обработка создает в изделиях объемно-напряженное состояние. В элементарном объеме очень часто возникает напряженное состояние, аналогичное описанному выше, когда в двух направлениях действуют растягивающие напряжения и в одном — сжимающие. Такое напряженное состояние должно быть опасным для образования трещин.
Объемное напряженное состояние изделий характеризуется различным распределением напряжений по сечению. В одних случаях напряжения меняются по величине постепенно, в других случаях напряжения по величине и знаку изменяются резко (в пределах сотых долей миллиметра).
Последнее часто наблюдается в тонких поверхностных слоях изделия, в которых напряжения сжатия или растяжения значительно превышают (до нескольких раз) максимальные напряжения в сердцевине.
В этом случае поверхностный тонкий слой можно рассматривать как самостоятельную зону, находящуюся в плосконапряженном состоянии
Макротрещины, возникающие в изделиях, должны располагаться в соответствии с напряженным состоянием: при напряженном состоянии во всем объеме изделия следует ожидать образования глубоких трещин, а при двухосном напряженном состоянии в поверхностном слое — образования поверхностных трещин.
Многолетние наблюдения над образованием макротрещин в изделиях, изготовляемых из высоко- и среднеуглеродистой легированной и нелегированной стали, а также низкоуглеродистой цементуемой стали, привели к выводу, что трещины, возникающие в изделиях при термической обработке, также можно подразделить на две группы: глубокие и поверхностные. Каждая
группа трещин подразделяется на две разновидности: выходящих на поверхность изделия и внутренних. Классификация трещин приводится на фиг. 5, согласно которой макротрещийы, возникающие при термической обработке изделия, подразделяются на четыре типа. Пятым типом трещин являются микротрещины, позникающие от напряжений второго рода.
Первый тип трещин — трещины глубокие, раскрывающиеся от поверхности изделия (фиг. 6). Они могут быть продольными или изменять направление в зависимости от конфигурации изделия (концентраторов напряжений).
Продольное направление трещин чаще наблюдается в тех изделиях, длина которых превышает их диаметр или толщину, и даже в изделиях сложной формы. Например, на поверхности фрезы, изготовленной из быстрорежущей стали (фиг.
6, а), трещины имеют различные направления, но если эту фрезу сломать по трещинам, то обнаружится их преимущественное направление вдоль оси (фиг. 6,6).
Как показали наблюдения, трещины первого типа возникают в полностью прокаливающихся изделиях.
В данном случае под прокаливаемостью понимается слой с мартёнситной структурой, когда твердость сердцевины изделия равна или ниже (не более чем на HRC1—3) твердости поверхности.
В этом случае в поверхностном слое изделия возникают, как правило, растягивающие напряжения, а распределение их по сечению соответствует схеме, приведенной на фиг. 5 для данного типа трещин.
Если исходить из общих представлений об образовании трещин, то следует предположить, что трещины первого типа могут появиться в любом слое стали, где деформация растяжения (в тангенциальном 'направлении) превосходит способность стали к удлинению при данном напряженном состоянии.
Вместе с тем практически наблюдается, что наибольшая склонность к трещинам первого типа проявляется в образцах со сквозной прокаливаемостью, когда на поверхности обнаруживаются преимущественно напряжения растяжения (фиг. 5, а). Такое напряженное состояние характерно для прокаливающихся образцов после охлаждения в воде.
Очевидно, неодновременность структурных превращений, возникающая при резком охлаждении, вызывает напряжения растяжения в поверхностном слое. Логично предположить, что если под действием растягивающих напряжений в сердцевине возникают трещины, то должны встречаться хотя бы отдельные случаи, когда в изделиях обнаруживаются внутренние продольные трещины. Однако таких трещин пока не отмечалось.
По-видимому, практически внутренние напряжения в сердцевине изделий, могущие вызвать деформацию растяжения в тангенциальном направлении, достаточную для разрушения, образуются редко.
Известно, что в цилиндрических образцах после термической обработки осевые напряжения имеют, как правило, большую, а радиальные напряжения — меньшую величину. Казалось бы, и трещины должны возникать от наибольших осевых напряжений. Но в этом случае они располагались бы перпендикулярно оси, а в действительности трещины бывают направлены вдоль оси.
Продольное расположение их вызывается тангенциальными напряжениями, хотя величина этих напряжений, как правило, несколько меньше осевых. Продольное расположение трещин в некоторой степени, очевидно, объясняется анизотропией свойств стали. Многие детали, а также и инструмент изготовляются из проката.
Прокат, как известно, в продольном и поперечном направлениях имеет различные свойства. При испытании поперечных образцов по сравнению с продольными образцами ([50] обнаруживается понижение следующих механических свойств: пластичности, сопротивления отрыву, истинного сопротивления разрушению.
В закаленной на мартенсит инструментальной стали сопротивление отрыву при разрушении поперечных образцов на 30—50% меньше, чем при разрушении продольных образцов.
Второй тип трещин — внутренние дугообразные, отличающиеся от трещин первого типа не только глубиной залегания, но и расположением (фиг. 5, б). Они располагаются главным образом внутри углов изделий. Если изделие имеет небольшую толщину, то трещины, располагаясь в углах, сливаются и принимают дугообразную форму (фиг. 7).
Не исключена возможность выхода внутренних трещин на поверхность изделий. Они называются внутренними потому, что берут начало из сердцевинных слоев и только вследствие перераспределения напряжений и повышенной хрупкости стали часто распространяются до поверхности.
Внутренние трещины, не выходящие на поверхность после закалки, выявляются после сколов углов изделий или вершин зубьев (фиг. 7, г).
Трещины второго типа возникают в непрокаливающихся или цементованных изделиях. В таких изделиях поверхностный закаленный слой имеет большой удельный объем по сравнению с сердцевиной. Вследствие этого поверхностный слой стремится расшириться и подвергает сердцевину растяжению.
Сам поверхностный слой в этом случае будет находиться под воздействием сжимающих напряжений. Распределение напряжений в цементованных или непрокаливающихся образцах неоднократно исслеловалось различными авторами; оно соответствует напряженному состоянию, схематически представленному на фиг. 5, б.
Трещины возникают в зоне, подвергнутой растягивающим напряжениям. Преимущественное образование внутренних трещин в
углах следует объяснить наличием в них объемных растягивающих напряжений. Закаленный или цементованный слой в углах воздействует на сердцевину с трех сторон, создавая напряженное состояние, затрудняющее пластическую деформацию стали и облегчающее образование трещин.
Третий тип трещин — поверхностные, проникающие ιι;ι глубину от 0,01 до 1,5—2 мм. На поверхности эти трещины имеют произвольное направление, не связанное с конфигурацией .изделия. В зависимости от глубины они по-разному выявляются на поверхности изделия.
Трещины, проникающие в глубину до нескольких сотых миллиметра, образуют на поверхности изделия мелкую сетку (фиг. 8, а). При увеличении глубины трещин ячейки сетки укрупняются, затем сетка становится слабо замкнутой (фиг. 8, б), и, наконец, при глубине около 1,0 мм на поверхности появляется несколько трещин произвольного (фиг. 8,- в)или продольного (фиг. 8, г)направления.
Трещины третьего типа образуются в том случае, когда по каким-либо причинам в поверхностных слоях возникают растягивающие напряжения, а способность металла этих слоев к деформации оказывается недостаточной (см. фиг. 5, в).
Четвертый тип трещин — трещины отслаивания и сколов (см. фиг. 5, г). Для примера приведем многочисленные случаи отслаивания поверхностной корки после шлифования, а также отслаивания диффузионных слоев, полученных химико-термической обработкой.
Но к трещинам отслаивания относится значительно более широкий круг встречающихся трещин, и расположение их вблизи поверхности изделия является частным случаем.
Анализ многих изделий с трещинами отслаивания приводит к выводу, что трещины появляются вследствие действия сжимающих напряжений и возникают от растягивающих поперечных деформаций.
Трещины отслаивания располагаются вдоль структурных зон, подвергнутых сжатию и отличающихся повышенной хрупкостью. Известна возможность такого разрушения в хрупких материалах при одноосном сжатии [50].
Однако трещины отслаивания возникают только в том случае, когда напряжения от растягивающих к сжимающим переходят в очень узкой зоне, равной тысячным или сотым миллиметра, т. е.
когда знак напряжений меняется в микрослоях (см. фиг. 5, г).
Обычно трещины отслаивания располагаются в структурной зоне малой толщины, напряженное состояние которой можно рассматривать как двухосное равномерное сжатие. Наглядно это можно показать следующим.
Если в зоне образования трещин четвертого типа возникает объемное напряженное состояние и, помимо напряжений двухосного сжатия, появляются и растягивающие напряжения в третьем направлении (радиальном), то они будут способствовать образованию этих трещин.
В изделии одновременно могут присутствовать глубокие и поверхностные трещины. Пример наличия в изделии трещин первого и третьего типов приведен на фиг.
12, где глубокие и большие трещины появились от объемного напряженного состояния, а поверхностные и мелкие вызваны наличием дополнительного напряжения в поверхностном слое изделия.
Поскольку глубокие трещины вызываются напряжениями, действующими во всем объеме изделия, то, очевидно, причину их образования следует искать в технологических условиях, влияющих на напряженное состояние объема (например, перепад температур по сечению изделий при сквозном нагреве и охлаждении). Появление поверхностных трещин связано с явлениями, происходящими в поверхностных слоях (изменение состава стали вследствие химико-термических процессов, протекающих в поверхностных слоях, резкий разогрев поверхности и др.).
На основании изучения причин, приводящих к образованию трещин при обработке конкретных изделий, по виду трещин можно определить технологические факторы, вызывающие трещины, и указать мероприятия по их устранению.
Например, установлено, что в инструменте из быстрорежущей стали, нагреваемом для закалки в соляных ваннах, поверхностные трещины вызываются наличием обезуглероженного слоя.
Если трещины имеют вид мелкой сетки (а следовательно, малую глубину) и расположены по всей поверхности изделия, то обезуглероживание произошло при нагреве в соляной ванне, а если поверхностные трещины располагаются с одной стороны (обычно на плоском инструменте), не образуют сетки, но расположены произвольно, то это указывает на неравномерное снятие припуска при механической обработке. Конкретные причины образования трещин и технологические мероприятия по их предупреждению будут рассмотрены ниже.
Применяемые марки стали и условия обработки настолько разнообразны, что еще встречаются трещины, причины и технологические условия образования которых еще не изучены и они «не классифицируются».
Например, еще не совсем ясно, к какому типу можно отнести трещины, возникающие возле кромки изделия и направленные параллельно ей. Известны случаи образования подобных трещин в связи с обезуглероживанием и троститным превращением на .
поверхности, и, очевидно, их следует отнести к третьему типу, но для окончательной классификации требуется накопление дополнительных данных.
В классификацию не включены трещины, возникающие при очень сильном перегреве стали (например, нагрев стали У12 до температуры 1200°С), когда трещины уже не имеют определенной ориентировки и иногда образуют сетку, видимую на поверхности.
Образование таких трещин связано с понижением прочности границ зерен, и они сравнительно редко встречаются в практике.
При классификации следует иметь в виду возможность появления сетки трещин вследствие сильного перегрева, в этом необходимо убедиться по структурному анализу или излому стали.
По мере изменения технологии термической обработки будут включаться новые технологические факторы и виды трещин, требующие специального изучения.
Подрезы (переходы сечений) увеличивают склонность изделий к образованию трещин, изменяют их направление (фиг.
13) „ но влияние технологических и металлургических факторов сохраняется для всех четырех типов трещин.
Поэтому все общие закономерности, относящиеся к образцам или изделиям простой формы без резких переходов в сечении или подрезов, в равной степени относятся к изделиям сложной формы.
Пятый тип трещин — микротрещины, в отличие от перечисленных выше трещин, возникающих от напряжений первого рода, образуются под действием микронапряжений или напряжений второго рода (см. фиг. 5, д).
Поскольку напряжения второго рода действуют в пределах микрообъемов и дезориентированы, они должны вызвать трещины, также распространяющиеся на микрообъемы и тоже дезориентированные.
На возможность образования . микротрещин в стали указывается многими авторами. К этому типу относятся трещины, которые различимы под микроскопом и располагаются в пределах игл мартенсита или одного и нескольких зерен. В быстрорежущей стали, согласно данным.





