- Цены на резку металла
- Используемое оборудование
- Пробивка отверстий в металле
- Пробивка отверстий в листовом металле
- Перфорация металла
- Использование координатной пробивки и перфорации
- Преимущества и недостатки услуги
- Пробивка металла
- Технология координатной пробивки металла
- Преимущества технологии
- Используемое оборудование
- Преимущества ООО «ПРОМЭКС»
- Раскрой металла
- Раскрой металла на координатно-пробивных станках
- Преимущества раскроя на координатно-пробивных станках
- Какие плюсы есть ещё?
- Координатная пробивка
- Координатная пробивка металла ,услуги координатно пробивного пресса в Москве
- Что такое координатная пробивка
- Преимущества координатной пробивки
- Где используется координатная пробивка
- Преимущества обращения в нашу компанию
- Пробивка металла — координатная пробивка листового металла
- Координатная пробивка металлического листа
- Примеры обработки
- На координатно-пробивном прессе с чпу
Раскрой металла объединяет большую группу различных операций, в которую входят:
- отрезка;
- вырубка;
- пробивка;
- обрезка;
- резка.
Раскрой металла — процесс получения заготовок и готовых деталей, в результате силового воздействия инструмента на обрабатываемый металлический лист. Раскрой металла производится координатно-вырубным револьверным прессом с числовым программным управлением.
Координатно-пробивные прессы предназначены для пробивки отверстий в листе, штамповке, формовке, вырубке и раскрое металлического листа необходимой конфигурации специальным инструментом.
Использование пресса позволяет получить готовые детали и заготовки различных конфигураций и размеров с высокой точностью раскроя металла и свести к минимуму производственные отходы.
Револьверный механизм смены инструментов и автоматической загрузки-выгрузки готовых изделий, позволяет раскроить листовой металл и получить заготовки сложных контуров. Раскрой металла на этом станке выгоден и экономичен для больших партий одинаковых изделий.
Числовое программное управление позволяет произвести быструю перенастройку оборудования и выполнять заказы по изготовлению заготовок и готовых изделий разной конфигурации. На нашем предприятии имеется большой набор разнообразных инструментов, что позволяет выполнить детали и заготовки практически любой конфигурации:
- Максимальный размер обрабатываемого листа 2500х1250 мм;
- Минимальный размер обрабатываемого листа 300х100 мм;
- Максимальный вес обрабатываемого листа 200 кг;
- Максимальная толщина обрабатываемого листа 8,0 мм;
- Точность позиционирования 0,1 мм;
- Точность пробивки отверстия (расположение отверстия) 0,1 мм;
- Отклонения расстояния между центрами отверстий ±0,05 мм.
Преимущества:
- раскрой практически любой конфигурации;
- точность раскроя не более 0,3 мм;
- совместима с системой CAD/CAM.
| Сталь оцинкованная | ||||
| Толщина, мм | Длина контура, м | Стоимость врезки | ||
| До 100 м | 100-500 м | От 500 м | ||
| 1 мм | От 40 м | От 20 м | От 20 м | От 1 |
| 1,5 мм | От 45 м | От 30 м | От 30 м | От 1 |
| 2 мм | От 45 м | От 30 м | От 30 м | От 1 |
| 3 мм | От 60 м | От 50 м | От 40 м | От 1 |
| 4 мм | От 65 м | От 60 м | От 50 м | От 2 |
| 5 мм | От 70 м | От 70 м | От 60 м | От 2 |
| 6 мм | От 105 м | От 70 м | От 70 м | От 2 |
| 8 мм | От 145 м | От 100 м | От 90 м | От 4 |
| 10 мм | От 210 м | От 170 м | От 130 м | От 5 |
| Сталь нержавеющая | ||||
| 0,5 — 0,8 мм | От 40 м | От 40 м | От 30 м | От 1 |
| 1 мм | От 50 м | От 50 м | От 40 м | От 1 |
| 1,5 мм | От 60 м | От 50 м | От 40 м | От 1 |
| 2 мм | От 70 м | От 60 м | От 50 м | От 1 |
| 3 мм | От 110 м | От 115 м | От 50 м | От 2 |
| 4 мм | От 175 м | От 120 м | От 70 м | От 2 |
| 5 мм | От 215 м | От 190 м | От 115 м | От 4 |
| 6 мм | От 370 м | От 180 м | От 135 м | От 5 |
| 8 мм | От 520 м | От 415 м | От 245 м | От 8 |
| 10 мм | От 570 м | От 445 м | От 315 м | От 10 |
*Стоимость зависит от сложности выполняемых работ. Подробную информацию уточняйте у менеджера по телефону +7 (903) 720-02-17
Цены на резку металла
| Металл | Толщина разрезаемого металла | Стоимость лазерной резки металла, 1 пог. /метр/руб. |
| Черный металл ( 08пс, Ст3, Ст20, Ст30, Ст 45, 09Г2С и т.д.) | 1,0 мм — 25,0 мм | От 44 руб. |
| Нержавеющий металл( AISI 430,AISI 304, AISI 321 и т.д.) | 1,0 мм — 10,0 мм | От 56 руб. |
| Латунь | 1,0 мм— 6,0 мм | От 58 руб. |
| Алюминий | 1,0 мм — 10,0мм | ОТ 62 руб. |
Используемое оборудование
- ГИЛЬОТИННЫЕ НОЖНИЦЫ GXII 630
- Длина реза: 3050 мм
- Резка Толщина: 6 мм
- Мощность двигателя: 5,5 кВт
- Тяга назад с шариковой винтовой контролируемой ЧПУ
- Регулировка зазора между лезвием и угол резания CN
- Выбор резки Руководство Возведение в квадрат
Пробивка отверстий в металле
Координатно-пробивные работы – это технология металлообработки, которая заключается в вырубке на листе в определенном порядке отверстий заданной формы и размера.
Листовой металл толщиной от 0,8 до 3 мм обрабатывается на координатно-пробивном прессе с ЧПУ. Конфигурация пробиваемых отверстий может быть произвольной.
Данная технология подходит для работы с нехрупкими металлами и сплавами: бронзой, латунью, медью, алюминием, оцинкованным листом, черной и нержавеющей сталью.
С помощью пресса выполняются срезы, закругления, пазы, зенковка, фигурная перфорация, жалюзи и другие элементы.
- пробивка;
- перфорация.
- листа, полосы и уголков до 10мм;
- прямоугольных и овальных отверстий в металле толщиной до 7 мм;
- швеллера и двутавра до 76 мм;
- рубка круглого проката до 30мм;
- квадратного проката до 25мм;
- заборов и ограждений;
- крепежа;
- строительных опор;
- промышленных стеллажей;
- витрин;
- фасадов;
- интерьеров;
- подвесных потолков;
- объектов декорирования;
- металлической мебели и фурнитуры;
- станочного оборудования и спецтехники;
- сборных, рекламных и других конструкций.
Возможность вырубки:
Пробивка отверстий в листовом металле
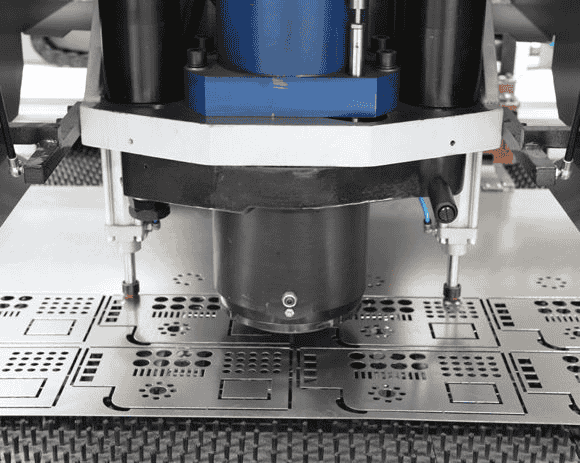
Пробивка отверстий в металле выполняется специальным инструментом станка – пуансоном, точно по заданным координатам. На вращающемся барабане координатно-пробивного пресса расположены пуансоны разной конфигурации.
Они чередуются без участия человека, в соответствии с программой. Материал точно позиционируется на рабочем столе по сетке координат, и рабочий инструмент за доли секунды пробивает его.
Скорость обработки достигает 1200 ударов в минуту.
Процесс полностью автоматизирован. Для его запуска достаточно разместить металлические листы на загрузочном столе пресса и ввести в его память программу с информацией о расположении и конфигурации выполняемых отверстий.
Станок выполняет серию пробивочных ударов, пока лист не пройдет весь запрограммированный путь. Вмешательство человека не требуется вплоть до появления на столе выгрузки готовых деталей.
Операторы только контролируют производственный процесс и периодически меняют программы.

Перфорация металла
Перфорация облегчает лист металла, делает его прозрачным и более эстетичным с сохранением исходной прочности.
В стандартном варианте она выполняется с равномерным размещением отверстий по периметру листа. Но бывает перфорация по выборочным участкам, ленточное распределение, с торцами без отверстий и другие варианты.
Различается перфорация и по форме отверстий: круг, овал, квадрат, прямоугольник и т.д.
Скорость перемещения листа по направляющим настолько велика, что при работе с тонким металлом ее умышленно снижают. Это помогает сохранить точность, не допустить смятия материала и появления на нем волн. Процесс контролируется компьютерными программами. Благодаря этому минимизируется влияние человека, и исключаются неточности.
Использование координатной пробивки и перфорации
Координатная пробивка и перфорация используются для изготовления металлических изделий различного назначения: для сферы автопрома, строительства, промышленного производства, электроники, электротехники. С помощью данной технологии производятся элементы:
Наиболее выгодно выполнять координатную пробивку отверстий в листовом металле при серийном и массовом производстве однотипных деталей.
Преимущества и недостатки услуги
| Достоинства | Недостатки |
| Высокое качество пробивки – четко по заданным параметрам, с точностью до 0,05 мм. | Ограничения по толщине заготовки – от 0,8 до 3 мм. |
| По сравнению с лазерной резкой – отсутствие расхода газов, меньшая энергоемкость процесса, снижение затрат. | Наличие следов от инструмента. |
| Отсутствие проблемы перегрева металла, появления окислов и изменений в кристаллической решетке. | При граничных толщинах – возможность образования по краям отверстий заусенцев, требующих последующей механической обработки. |
| При наличии соответствующего инструмента – возможность выполнения операций формовки объемных элементов. | Невозможность обработки материала плавными линиями. |
| Высокая производительность и автоматизация процесса. | Износ рабочего инструмента. |
| Экономичность при серийном производстве однотипных деталей. | Нецелесообразность использования при единичном производстве. |
| Возможность обработки любых цветных металлов. |
Пробивка металла
Мы удерживаем конкурентные цены и предлагаем максимально выгодные условия сотрудничества. Как нам это удается? Благодаря беспрерывному потоку заказов, четко отлаженному производственному процессу и использованию высокотехнологичного оборудования.
Для оптовых и постоянных заказчиков у нас предусмотрены значительные скидки. Минимальная стоимость заказа составляет 3000 рублей
- Cвязаться с менеджерами одним из указанных на сайте способов
- Предоставить чертеж или эскиз для расчета стоимости изготовления деталей
- Обсудить подробности заказа, подписать спецификацию и договор
ЗАКАЗАТЬ УСЛУГУ
Ваш запрос успешно отправлен.
В ближайшее время наши менеджеры свяжутся с Вами.
Технология координатной пробивки металла
ВСЕ РАБОТЫ
Преимущества технологии

Координатная пробивка отверстий в металле выполняется быстро, без перегрева материала, отпуска металла, его окисления и нарушения кристаллической структуры. Эта технология отлично подходит для обработки нехрупких металлов и сплавов толщиной около 6 мм.
Металлообработка на револьверных координатно-пробивных прессах с ЧПУ обеспечивает следующие преимущества:
- высокая скорость обработки и производительность процесса;
- точное выполнение операций;
- автоматизированный контроль при работе оборудования;
- минимальное влияние на результат человеческого фактора;
- отменное качество обработки;
- возможность пробивки отверстий произвольной формы и размеров;
- экономичность при серийном изготовлении однотипной продукции;
- возможность изготовления уникальных деталей и изделий по индивидуальным заказам.
С помощью пробивания листового проката производятся детали и готовые изделия разных конфигураций, включая:
- решетки;
- ограждения;
- строительные опоры;
- детали машин и станков;
- сборочные элементы;
- рекламные конструкции;
- витрины;
- стеллажи;
- элементы декораций;
- заготовки для производства мебели.
 Готовые изделия из металла
Готовые изделия из металла
Используемое оборудование
Наша компания использует для пробивки и формовки металла оборудование нового поколения. Это высокопроизводительные станки с ЧПУ, соответствующие европейским стандартам. Они позволяют по максимуму автоматизировать рабочий процесс, обеспечивают высокую скорость и превосходную точность операций.
 Станок TRUMPF TRUPUNCH с ЧПУ
Станок TRUMPF TRUPUNCH с ЧПУ
Для наших станков характерны:
- скорость обработки до 600–1200 ударов в минуту;
- толщина пробиваемых листов до 8 мм;
- рабочая зона 1600х3000 мм;
- прикладываемое усилие до 220 кН.
В нашем оборудовании используются усовершенствованные узлы и агрегаты. Они отличаются высокой надежностью, экономным энергопотреблением и увеличенным сроком службы.
Инструмент изготавливается по особой технологии из высокопрочного сплава и имеет специальное защитное покрытие. Благодаря этому возрастает его срок службы и достигается безупречное качество металлообработки.
Преимущества ООО «ПРОМЭКС»
Раскрой металла
Листовой раскрой с использованием координатно-пробивного пресса по выгодным ценам с гарантией качества и в короткий срок.
Стоимость услуги: от 0,3 руб./удар
Наши преимущества
- Все услуги на одном заводе!
- Соблюдаем все сроки
- Гарантии качества
Современный координатно-пробивной пресс компании «71Металл» позволяет изготавливать детали практически любой геометрической формы и сложности, со скоростью, которая может значительно превышать листовой раскрой металла с помощью скоростных лазерных систем.
Эта технология зарекомендовала себя как наиболее эффективная по всем показателям для раскроя листовой стали и алюминия.

Формирование контуров деталей на координатно-пробивном прессе выполняется за счет нанесения серии ударов по листу металла пробивочным инструментом. При раскрое металлического листа большинство деталей состоят из достаточно простых геометрических форм. У нас в наличии большой ассортимент пробивочных инструментов, с помощью которых мы формируем детали любой сложности.
 Кроме того, по технологии пробивного пресса мы выполняем не только различные фигурные отверстия в металле, но также целый ряд специальных операций по формовке деталей: вытяжку, отбортовку, формирование ребер жесткости, высечку сложных отверстий типа «жалюзи» и так далее.
Кроме того, по технологии пробивного пресса мы выполняем не только различные фигурные отверстия в металле, но также целый ряд специальных операций по формовке деталей: вытяжку, отбортовку, формирование ребер жесткости, высечку сложных отверстий типа «жалюзи» и так далее.
Наши специалисты имеют глубокие знания и значительный опыт в области раскроя листового металла. Опытные конструкторы и технологи обеспечивают оптимальное выполнение технологического процесса при изготовлении металлоизделий.
Взгляните на заказы, выполненные компанией «71Металл».
Воспользовавшись нашими услугами, вы сможете наиболее эффективно воплотить ваш проект в жизнь. На своем оборудовании мы произведем качественный раскрой листового металла, а высокий профессионализм наших сотрудников и доступные цены обязательно сделают Вас нашим постоянным клиентом и даже партнером.

Предприятие «71Металл» готово качественно и быстро выполнить заказы на листовой раскрой металла по очень привлекательным ценам. Обращайтесь к нашим специалистам для получения консультаций по контактному телефону: +7 (903) 035-90-19.
Произвести примерный расчет изготовления деталей можно при помощи нашего калькулятора.
Получить консультацию / оставить заявку:
Задать вопросы, обсудить детали проекта и оформления заказа, вы можете по телефону +7 (903) 035-90-19 или заполните форму обратной связи
Раскрой металла на координатно-пробивных станках
Раскрой (резка) листового металла – это весьма «неоднородная» операция, так как методик и способов раскроя несколько. Что касается методик в зависимости от оборудования, то это следующие виды резки:
- Лазерная
- Плазменная
- Механическая
К механическому методу можно отнести такой способ, как резка металла на гильотинном станке (рубка на гильотинных ножницах) и пробивной раскрой. Мы используем пробивной раскрой на координатно-пробивных станках с ЧПУ. Что это такое и в чем их преимущества при раскрое?
Преимущества раскроя на координатно-пробивных станках
Это высочайшие показатели качества, точности и производительности работы за счет автоматизации действий. ЧПУ обеспечивает перемещение нескольких осей одновременно и высокую точность установки рабочей части.
- Зона обработки: с перехватом листа — 3000Х1500 мм, без — 1250Х2500 мм
- Толщины обрабатываемых материалов – 0,5 до 5-6 мм
- Виды обрабатываемых материалов – сталь, алюминий, оцинкованная сталь и нержавеющая сталь.
Основные задачи, решаемые при помощи координатно-пробивных станков, это:
- Вырубка сложных контуров
- Пробивка отверстий
- Формовка различных элементов
Так что раскрой на КПС лучше заказывать, если вам нужны перфорация или формовка различных элементов (жалюзи, крючки, мостики, отбортовки под резьбу, петли, накатка и формовка ребер жесткости и т.д.).
Какие плюсы есть ещё?
- Изготовление изделий со сложными контурами в больших объемах – до 1 000 деталей и выше за 1 час работы. Это очевидное преимущество пробивных прессов перед гильотинными ножницами, а также угловысечными и универсальными прессами, пригодными лишь для простых контуров.
- Простая переналадка, выполняемая в ходе работы – здесь такие станки выигрывают у штамповочных прессов, у которых переналадка трудоемкая
- Формование (в том числе и объемных деталей) – а это уже преимущество перед оборудованием для лазерной и плазменной резок.
- Отсутствие воздействия температуры на раскраиваемый материал – ещё один аргумент в пользу координатно-пробивных станков перед плазморезами и лазерной резкой. Плюс очевиден – нагрев металла может пагубно отразиться на его свойствах, а соответственно и свойствах детали.
Отметим также:
- Создание отверстий любой формы
- Возможность изменения угла движения инструмента
- Возможность создания нескольких изделий из одного металлического листа
- Высокая скорость прошивания листа
- Точность позиционирования рабочей части – 0,05 мм по осям X и Y
- Скорость перемещения по осям – 70 м за 1 минуту
- Средняя скорость пробивки – 1 удар в секунду большим инструментом и 4 удара маленьким
- Минимальное участие оператора в работе
Недостатки есть везде. Если их где-то нет, то это явная рекламная уловка. Вам не подойдут услуги по раскрою на координатно-пробивных станках в 2-х случаях:
- Высокая или сложная формовка деталей
- Раскройка слишком толстого листа – толщина листа, которую можно обрабатывать на КПС, до 6 мм
Итак, главное ограничение в работе с координатно-пробивным прессом, это действительно толщина металла. Максимальная толщина чёрной стали, которую может пробить станок – 6 мм, однако производители не рекомендуют производить пробивку металла толще 4 мм.
Если же толщина металла не превышает 4 мм, сами изделия имеют большое количество отверстий или сложный контур без криволинейных переходов, то координатно пробивной пресс – это идеальное решение для любого производства, будь то крупный завод или небольшая фирма. Это – к вопросу о том, когда лучше выбрать раскрой на координатно-пробивном станке.
В этой статье мы перечислили наиболее базовые вещи, касающиеся такого способа резки. Подытоживая, скажем, что координатная пробивка металла позволяет осуществлять обработку с высокой точностью и отличной производительностью. Достигаемая точность – 0,05 мм. Если же вам нужна более подробная информация, то обращайтесь – ответим на все вопросы!
Вернуться к списку статей
Координатная пробивка
Главная / УСЛУГИ / Координатная пробивка 
Стоимость услуг
от 50 руб./м
Заказать координатно-пробивные работы
ООО «СтройСтанкоМаш» предлагает услуги координатной пробивки металла на координатно-револьверных прессах с ЧПУ. Можем производить различные металлоизделия по задачам клиентов. Имеющийся парк станков позволяет выполнять высокоскоростную перфорацию и формовочные операции на листовом металле.
В настоящее время с помощью координатно-просечного пресса наша компания выпускает корпуса оборудования, мебельные конструкции, изделия из перфорированного листового металла.
4 причины заказать координатно-пробивные работы у нас
Различная сложность
Возможна вырубка любых отверстий и формовок, объемных деталей
Оперативность
За один цикл пробивки производим несколько деталей из одного листа
Разумные цены
Рассчитаем стоимость за 15 минут — позвоните прямо сейчас!
Любые объемы
Принимаем в работу единичные заказы и серийные партии
Основным преимуществом использования координатно-пробивного пресса с ЧПУ по сравнению с лазером является высокая скорость и низкая стоимость перфорации тонколистового металла и возможность выполнения формообразующих операций на листе типа пуклевки, ребра жесткости, жалюзи и т.д. Во всех остальных случаях целесообразно использование лазерного раскроя, так как уходит необходимость содержать и обслуживать огромное количество пробивного инструмента, дорабатывать лист после операции пробивки путем зачистки следов от ударов, заусенцев.
Достоинства координатно-револьверных прессов с ЧПУ
- подходят для изготовления любых изделий из тонколистового металла;
- позволяют наносить гравировку на листовые металлы и сплавы любого вида, маркировать изделия;
- скорость пробивки листа металла на станке довольно высокая и может достигать до 1100 ударов в минуту;
- при грамотном подборе режима инструмент оптимально изнашивается и не оставляет заусенцев на заготовках;
- эффективность, максимальная производительность перфорации, гибкость и высокая скорость выполнения операций;
- позиционирование — в пределах 0,05 мм, а повторяемость — 0,05 мм.
Одновременное выполнение операций формовки, резки листового металла позволяет назвать координатно-пробивные прессы универсальным и эффективным оборудованием, сокращающим продолжительность рабочего цикла и снижающим себестоимость изделий.
Координатно-пробивной пресс с ЧПУ RODMA MACHINES
Заказать расчет стоимости
Координатная пробивка металла ,услуги координатно пробивного пресса в Москве
При возведении металлоконструкций, устройстве декоративных элементов или сборке стеллажей и другой специализированной мебели, не обойтись без перфорированного металла. Наиболее популярным способом устройства отверстий в листовых заготовках является координатная пробивка.
Что такое координатная пробивка
Координатная перфорация – это технологическая процедура, которая осуществляется с применением высокоточного гидравлического и пневматического оборудования, снабжённого модулем ЧПУ.
Во время пробивки, в алгоритм устройства задаются точные координаты и шаг между центрами отверстий, после чего машина автоматически выполняет импульсное воздействие на листовые элементы точно в обозначенном месте, осуществляя вырубку.
Преимущества координатной пробивки
При заказе услуг по координатной пробивке листового металла в нашей компании, клиент получает следующие неоспоримые преимущества:
- Невысокая цена одной операции, так как, в отличие от лазерной резки, гидравлический пресс не потребляет большое количество энергоресурсов, что снижает себестоимость.
- Высокая скорость выполнения каждой операции – рабочий орган устройства настроен таким образом, что, при опускании, обеспечивается минимальная амплитуда.
- Наше оборудование способно выполнить до 200 однотипных пробивок в минуту.
- Наши станки укомплектованы широким ассортиментом съёмных матриц и пуансонов, что позволяет заказчику выбрать наиболее подходящие под его технологические требования параметры отверстий.
При организации крупносерийного производства, разрабатываем рабочие чертежи и изготавливаем матрицы на заказ, что значительно расширяет возможности клиента.
Где используется координатная пробивка
Координатная пробивка металла используется для изготовления многих деталей для нужд смежного производства, а также для оснащения их сборочными заготовками. При обращении в нашу компанию, клиент получает следующие виды готовых деталей:
- Стеллажи, пилоны или рамки для устройства рекламных конструкций, установленных на фасадах зданий, парапетах.
- Изготовление стеллажей, ящиков для инструментов, верстаков, кассет и других предметов технической мебели.
- Оснащение торгового зада консольными или опорными полками для хранения продукции.
- Детали для металлического сайдинга.
- Элементы приточной вентиляции в металлических дверях или люках.
- Заборные конструкции, решётки, ворота, калитки.
- Декоративные экраны для радиаторов отопления и каминов.
- Элементы для сборки машин, промышленных станков.
При необходимости, предложим типовую продукцию из имеющегося в архивах предприятия каталога.
Преимущества обращения в нашу компанию
Каждый клиент, который оформляет договор на координатную пробивку металлических изделий в нашей компании, отмечает плюсы нашего сервиса:
- Высокоточное оборудование.
- Короткие сроки исполнения договора.
- Цены ниже, чем у большинства конкурентов в Москве и области.
- Работа по договору, принимаем к оплате наличные или банковский перевод.
- Длительная гарантия на результат.
- Доставка продукции на объект к клиенту.
- Осуществление всех видов металлообработки.
- Возможность разработки рабочей проектной документации силами нашего инженерного департамента.
Для постоянных клиентов действует удобная система скидок.
Пробивка металла — координатная пробивка листового металла
Координатная пробивка металла – востребованная услуга в производстве крупносерийных изделий. Аппаратная работа обеспечивает отменную точность проделки отверстий, чего практически невозможно добиться при проведении аналогичных действий вручную.
Кроме того, существует возможность автоматической настройки оборудования для координатной пробивки металла, а точнее – ширины и глубины отверстий.
Если вам нужна координатная пробивка листового металла в Москве, цена которой не превысит разумных пределов, компания “Лазер-МСК” предлагает свои услуги.
Координатная пробивка проводится на оборудовании со специальным программным обеспечением – координатно-пробивном прессе. На нем размещается листовая заготовка, фиксируется на специальные зажимы.
Перед началом работы специалист вводит координаты, по которым будут пробиваться отверстия в металле.
Так, закрепленный лист направляется механизмами оборудования по заданной (предварительно рассчитанной компьютером) траектории.
Дальше программа запускается и устройство автоматически определяет необходимые координаты, после чего пробивает отверстия в установленных местах листовой заготовки. Происходит это следующим образом: с помощью зажимного кольца заготовка прижимается к специальной матрице, после чего пробивается специального инструмента – пуансона. Пуансон всего за секунду может выполнять до десяти ударов.
Если вам нужна координатная пробивка металла, стоимость которой не заставит вас выйти за рамки бюджета, компания “Лазер-МСК” предлагает свои услуги.
Современное, высокоточное оборудование нашей компании помогает решить задачи любой сложности. У нас работают опытные профессионалы, знающие о координатно-пробивной технологии все. Для них нет слишком сложных или невыполнимых задач.
Доверившись нам, вы можете быть уверены в идеальной точности отверстий для ваших изделий.
Обычно данный способ обработки металлов используется на заготовках толщиной до 6 мм. и не применяется для пробивки хрупких сплавов. В остальных случаях (при работе с медью, незакаленной сталью, алюминием) он демонстрирует отличные результаты: ровные края отверстий (без зазубрин, шероховатостей и других дефектов, которые портят качество изделия и требуют дополнительной обработки.
Пробивка листового металла происходит очень быстро и точно. Все процессы контролируется специализированными компьютерными программами: после запуска пресса человек практически не принимает участия в операции.
И это является плюсом, так как отсутствует человеческий фактор, из-за чего вероятность возникновение неточностей и брака сводится к нулю.
Это тот самый редкий случай, когда «быстро», «недорого» и «качественно» совмещены в одной технологии.
На координатно-пробивном прессе изготавливается широкий перечень для ремонтно-строительных работ, в частности, для рекламных конструкций, промышленных стеллажей, витрин, ограждений и многого другого, включая крепежи, кронштейны и цельные механизмы. Его также используют для выполнения формообразовательных операций. Это касается маркировки, пуклевки и др. Если вам нужно что-то из этого, будем рады помочь вам получить желаемое.
Помимо расположения, также задается диаметр и форма.
Штампы (или матрицы, отображающие размеры и расположение отверстий) изготавливают индивидуально (также с помощью компьютерных технологий), что позволяет создавать отверстия практически любых форм и выполнять заказы с самыми необычными параметрами.
Так, отверстия могут быть не только круглыми, но и овальными, квадратными, фигурными и т.д. Таким образом, пробивка листового металла дает огромные возможности для производства самых различных изделий.
Обратившись за координатной пробивкой металлического листа в компанию “Лазер-МСК”, вы получите ряд преимуществ, в том числе:
- консультацию с ответами на любые вопросы;
- оперативный и прозрачный расчет стоимости пробивки металла;
- гарантированное качество пробивки;
- соблюдение сроков работы;
- доставку готовых изделий.
Кроме того, мы предлагаем выгодные цены на пробивку. Для больших заказов у нас действует гибкая система скидок.
Координатная пробивка металлического листа
Координатная пробивка
Координатный раскрой листового материала это технологический процесс, при котором из листового материала получают плоские детали или развертки деталей для последующей обработки. Одним из вариантов координатного раскроя является метод координатной пробивки металлического листа. Данный способ обработки осуществляется на специальных станках КРП (Координатно-револьверный пресс или Координатно-пробивной станок). Станки такого типа позволяют осуществлять нет только процесс вырубки изделий из листа, но осуществлять процесс формовки листа. Как правило, эти станки используются при изготовлении изделий из материала небольших толщин (от 0,5мм до 5-6мм) и данный способ раскроя хорошо сочетается технологией лазерной резки. И позволяет осуществлять раскрой с точностью 0,05-0,1мм. В отличии от лазерной резки на координатно-пробивном прессе очень эффективно можно выполнить такие операции как перфорация, формовка различных элементов (жалюзи, крючки, мостики, отбортовки под резьбу, петли, накатка и формовка ребер жесткости и т.д.) Станок КРП имеет ЧПУ управление и выполняет весь процесс обработки по специальным программам. Так же, следует отметить, что при вырубке нет термического воздействия на материал, что так же, в некоторых случаях является преимуществом данного типа обработки.
В компании ООО «АТРИКА» установлен электромеханический координатно-пробивной пресс 2017 года выпуска и есть большой комплект универсальной и специализированной оснастки. Обращайтесь к нам за консультацией или для размещения заказа на обработку листового металла, и специалисты ООО «АТРИКА» будут рады проконсультировать Вас или выполнить Ваш заказ.
- Оборудование
- На нашем производстве стоит новый сервоприводной координатно-пробивной пресс JFMI.
Данный станок является высокоскоростным (Скорость пробивки металла достигает до 1000ударов в минуту). Так же этот станок является полноформатным, то есть позволяет обрабатывать металлический лист размером 2500х1250мм без перехвата.
А с перехватом размер обработки может быть увеличен до 5000х1250мм. Возможность использования роликового и формовочного инструмена выгодно отличает координатную пробивку от лазерной резки в диапазонах толщин материала от 0,5-3,0мм.
Примеры обработки
На координатно-пробивном прессе с чпу
ПЕРФОРАЦИЯ ЛИСТОВОГО МЕТАЛЛА
У нас есть возможность выполнить практически любую перфорацию (с различными типами отверстий и шагом между ними). Мы можем, даже осуществить художественную перфорацию (выбить на листе изображение различными типами отверстий).
На основе перфорированного листа изготавливается большое количество изделий. Применение перфорации очень обширное от металличекой мебели и декоративных решеток до перфорированных профилей, деталей фильтров и шумоизолирующих панелей. Ниже приведены примеры перфорированного листа и перфарированного профиля.
- ФОРМОВКА ТИПА «ЖАЛЮЗИ»
Данный вид формовки широко распространён при изготовлении корпусных изделий в электротехнике и электронике, а так же строительных объектах и мталлической мебели. Жалюзи на изделиях обеспечивают необходимую вентиляцию и не дают внешней влаге попасть внутрь изделия.
- ФОРМОВКА ТИПА «КРЮЧКИ»
Данный вид формовки широко распространён при изготовлении корпусных изделий в электротехнике и электронике. «Крючки» часто используются для зацепа жгутов внутри корпусного изделия, а так же, для стыковки двух деталей.
ФОРМОВКА ТИПА «МОСТИК» ИЛИ «ДВОЙНОЙ МОСТИК»
Данный вид формовки широко распространён при изготовлении корпусных изделий в электротехнике и электронике. «Мостики» часто используются для зацепа жгутов внутри корпусного изделия на стяжку, их используют как стопор или ориентир на изделии, а также, как крепежный элемент для крепления печатных плат.
- ФОРМОВКА ТИПА «ОТБОРТОВКА ПОД РЕЗЬБУ»
Данный вид формовки очень широко распространён. Он формирует утолщение на стенках отверстий для последующей накатки резьбы в тонком материале. При изготовлении корпусных изделий в электротехнике и электронике очень часто есть потребность в наличии крепежных элементов и метизов, которые крепятся на резьбовое соединение.
- ФОРМОВКА ТИПА «ПЕТЛЯ»
- Координатно-пробивной пресс позволяет изготавливать рояльные петли на металле, правда есть небольшие технологические ограничения по габариту петли и по максимальному внутреннему диаметру петли.
- ФОРМОВКА ТИПА «РЕБРО ЖЕСТКОСТИ»
Один из самых распространённых видов формовок. Позволяет придать изделию дополнительную жёсткость. Выполняется двумя различными способами. Первый это накатка ребер жесткости при помощи роликового инструмента. Второй это последовательная формовка ребра со смещением.
Подробнее тут…





