- Технология полимерной покраски металла
- Порошковая краска по металлу: выбираем подходящую и красим правильно
- Технология окрашивания
- Этапы работ
- Подготовка поверхности
- Окрашивание
- Полимеризация
- Правила и рекомендации
- Коротко о главном
- Объявления по запросу «порошковая покраска» в Москве
- Прайс-лист на услуги по порошковой окраске металлоконструкций и металлоизделий
- 1. Плоские и профильные изделия из металла
- 2. Штучные и мелкие изделия из металла
- 3. Дополнительные услуги
- 4. Минимальная сумма заказа
- 5. Минимальная сумма, включая НДС (20%) на покраску изготовленных нами изделий
- 6. Расчет стоимости маскировки осуществляется индивидуального для каждого заказа и зависит от площади маскируемой поверхности, трудоемкости и расхода маскировочного материала
- 7. При окраске нестандартных изделий цена порошковой покраски металла рассчитывается индивидуально
- 8. Срок исполнения заказа по окраске
- 8. Прием и выдача готовых заказов
- Технология порошкового окрашивания

Когда слышишь про изделия из проволоки, то на ум приходят обычные крючки, фиксаторы, вешалки и какие-либо другие готовые изделия. Однако, перечень изделий гораздо шире, зачастую мы даже не задумываемся из чего, то или иное изделие состоит.
Выделим основные направления, с которыми сталкивается наша компания при производстве проволочных изделий:
• Изготовление расходников для порошковой покраски;
• Изготовление комплектующих для Pos-материалов;
• Изготовление всевозможных комплектующих для готовых изделий;
• Изготовление товаров бытовых и эстетических нужд;
• Изготовление изделий строительных целей.
Читать

Обзор наиболее часто используемых видов гибки проволоки на ЧПУ оборудовании: гибка одноконсольным, двухконсольным и 3D оборудованием.
Читать
Порошковая покраска (полимерное покрытие) алюминия, нержавеющей и оцинкованной стали осуществляется с целью декорирования и антикоррозийной защиты.
Кто-то может удивиться, для чего красить данные виды металлов, ведь у них уже есть антикоррозийные свойства, однако, несмотря на это порошковое покрытие замечательно продливает срок жизни данных материалов под суровыми условиями эксплуатации, таких, как попадание прямых солнечных лучей, влаги, температурных перепадов и агрессивных химикатов.
Читать

Порошковая краска (полимерное покрытие) на сегодняшний день является продуктом, стоящим на последней ступени эволюции лакокрасочных материалов.
Читать
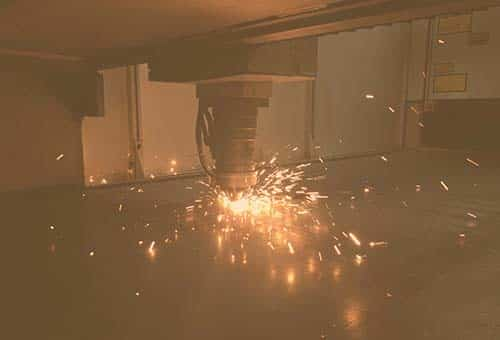
Каждый из способов раскроя листового материала имеет свои плюсы и минусы. В зависимости от толщины и типа обрабатываемых материалов стоит отдавать предпочтение тому или иному способу обработки.
Читать
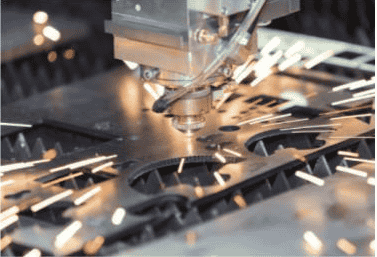
На сегодняшний день на рынке доступны разные виды лазерных систем, которые отличаются друг от друга в первую очередь встроенными лазерными излучателями. В основном речь идет о газовых CO₂-лазерах, волоконных лазерах и ванадатах, однако я хочу рассмотреть только CO₂- и волоконные системы.
Каждый из рассматриваемых видов лазера имеет свои определенные преимущества и недостатки, а также применяется для обработки определённых материалов. Для начала сделаем своего рода обзор на каждый вид лазерной системы в отдельности, после чего сделаем сравнительную характеристику на эти 2 вида.
Поскольку технология CO₂-лазеров появились первой, то с неё и начнем.
Читать

Как правило при крупносерийном производстве, используют проволочные бухты различного тоннажа, от 100 кг и до 1 т, делается это для создания беспрерывного производства.
Поэтому зачастую, гибочное ЧПУ оборудование уже включает в себя какую-либо технологию правки проволоки. Правка проволоки представляет собой операцию по выравниванию металлического прута (проволоки, арматуры).
Существуют различные методы выпрямления проволоки из бухт, наиболее востребованными являются такие технологии как:
Читать

Любой производитель рано или поздно сталкивается с выбором материала, оптимально подходящим под его требования и бюджет. В данной статье мы рассмотрим принципиальные отличия черной, оцинкованной и нержавеющей стали, их коррозийную стойкость (наиболее часто задаваемый вопрос) и дадим ориентировочную стоимость каждого вида металла.
Читать
Технология полимерной покраски металла
Полимерная покраска металла пришла на смену более традиционным способам. Технология заключается в нанесении на поверхность спекаемого порошкообразного красителя из полимеров.
В обиходе его называют «сухой покраской», по причине отсутствия растворителя. Порошковый состав краски состоит из эпоксидных и полиэфирных смол.
Термическое воздействие образует плотный слой, сроки службы не менее 20 лет.
- 1 этап – предварительно металл обезжиривают, удаляют с него всю грязь, обрабатывают специальным составом – фосфатирование, который повышает адгезию и антикоррозийные свойства;
- 2 этап – наносится слой краски;
- 3 этап – спекание покрытия и полимеризация в сушильной печи, для формирования пленочного покрытия. К примеру, оцинкованные листы с полимерным покрытием используются в фасадных и кровельных работах.

Окрашенный прокат получают путем нанесения полимерной покраски толщиной до 200 мкм, покрытие может быть одно- и двуслойным. Изделия из оцинкованной стали, покрытые специальным составом полимерного слоя, эффективнее справляются с коррозией и обладают широкой сферой применения. Распространенные полимерные краски – полиэстер матовый, алюцинк, пурал и пластизол.
Преимущества обработки металлоконструкций с точки зрения нанесения – отсутствует неприятный запах, после нанесения не оставляет потеков, пузырей и трещин. Полезные свойства порошковой краски:
- • антикоррозионная защита;
- • электроизолирующие свойства;
- • невосприимчивость к ультрафиолету;
- • устойчивость к механическим нагрузкам;
- • широкий диапазон температурной эксплуатации;
- • декоративные свойства.
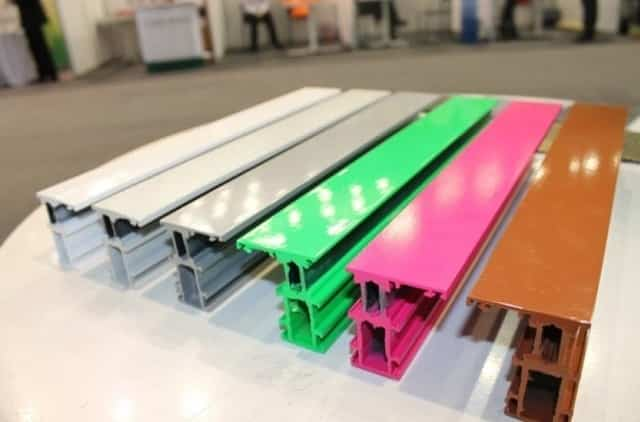
Полимерные краски бывают всех цветов и оттенков радуги. Но кроме цвета, есть и другие классификации.
Например, в зависимости от материала, который образует полимерную гладкую плёнку при покраске, порошки могут быть: эпоксидными, полиамидными, полиэфирными, полиэфирно-эпоксидными и сделанными на основе эпоксидных смол.
Фактура полимерной краски может быть матовой, глянцевой или текстурной, а также различают оттенки «муар» и «металлик». Красители бывают для наружных работ и для внутренней отделки металлоизделий.
В зависимости от способа застывания полимеры тоже бывают разные: есть такие, которые «схватываются» на поверхности изделия методом простого нагревания, а есть краски, застывающие только под воздействием ультрафиолетового излучения. Если покрытие формируется в следствие химической реакции – это термоактивная краска, а если методом плавления и нагревания в камере полимеризации, то это – термпластичнае покрытие.
Порошковые красители имеют ряд преимуществ, за счёт которых ими можно обрабатывать наружные и внутренние изделия из разных видов металла.
К достоинствам полимеров относятся: — им не страшны механические повреждения: если металлоизделие повредится или деформируется, то окраска просто примет новую форму, оставшись на поверхности; — водо- и влагозащищённость: полимерное покрытие не утрачивает свои качества, даже если изделие длительное время находится в воде или под водой; — стойкость к воздействию УФ-лучей: в то время, как другие виды красок от солнечного света могут выцвести, разрушиться и потерять все свои свойства, полимерное покрытие останется такими же прочным и ярким, с ним ничего не случится даже в самый солнечный день; — могут выдерживать огонь и высокую температуру: так как полимерное окрашивание производится под сильным тепловым воздействием, то в дальнейшем высокий температурный режим покрытию не страшен; порошковой краской можно даже покрасить мангал и котёл отопления.
— не разрушается от химических веществ.
Полимерную краску выбирают в зависимости от вида работы, изделия и места его дальнейшего использования. Для отделки элементов в помещении выбирают экологически чистые красители, без резкого запаха. Для окрашивания поверхностей, которые будет использовать снаружи, полимерные краски должны обладать устойчивостью к влаге, солнцу, пыли.
Рекомендуют выбирать быстросохнущие типы порошковых красителей. Кроме того, для металлоизделий необходимы краски, обладающие защитой от коррозии. Также необходимо определиться, какая поверхность вам подходит – глянцевая или матовая. Глянцевую легче мыть, она более практична. Но матовой можно замаскировать мелкие дефекты на поверхности металла.
Обязательно нужно смотреть на срок годности – чем он ближе к дате изготовления – тем лучше.
Полимерные красители используют, чтобы обрабатывать металлические изделия для наружного и внутреннего пользования. Красками на основе полимеров покрывают трубопроводы, металлические полы, элементы складских помещений и кораблей.
Краску используют не только как декоративное украшение поверхности, но и в качестве защитного покрытия – например, красят конструкции из металла в бассейнах, которые постоянно контактируют с водой.
Полимерной краской окрашивают автомобили, бытовую технику (ванные, котлы, бойлеры, холодильники), обрабатывают элементы мостов и виадуков, зданий и других металлических конструкций.

Перед тем, как наносить полимерное покрытие на поверхность металлического изделия, его нужно подготовить. Это нужно, чтобы краска легла ровно, не создавала комок и быстро застыла. Подготавливая изделие для полимерной окраски, мастер должен очистить поверхность, убрать все дефекты, устранить жировые загрязнения, масляные пятна.
Если изделие старое, то сперва нужно избавиться от остатков прошлого окрашивания и удалить продукты коррозии. Очистку и подготовку металлоизделий осуществляют механическими, термическими и химическими способами.
Цель подготовки: готовая поверхность должна стать максимально совместимой с полимерным покрытием, не терять при этом свои свойства и качества и не снижать защитное качество окрашивания.
Порошковая краска по металлу: выбираем подходящую и красим правильно
Покрасить металл непросто. Большинство привычных нам красок с ним не дружат – не выдерживают больших температур и влаги. Но технологии изготовления колерных составов претерпели большие изменения. Пример таких изменений – порошковая краска по металлу.
Читайте до конца и узнаете, как красить порошковой краской, ее разновидности, а также некоторые правила и рекомендации по нанесению.
Смесь сыпучая и легко разлетается, поэтому красят по особой технологии Источник upload.wikimedia.org
Порошковая краска – материал с цветным пигментом в виде порошка. Она защищает металлическую поверхность от влаги, предотвращает появление ржавчины. Долговечность, дополнительную прочность и даже электроизоляция – ее особенность.
Помимо пигмента в состав входят и другие вещества: смолы образуют пленку, а катализаторы отвечают за отвердение. Покраска порошковой краской распространена в строительстве, автомобильной промышленности и интерьерном дизайне. Так можно добиться матовой или глянцевой, объемной или плоской поверхности.
Краска делится на 2 вида:
- Термопластичные. Решающим фактором здесь является высокая температура. В состав добавляют смолы: винилы, нейлоны или полиэстер. После нагрева они образуют твёрдое покрытие с сохранением состава и структуры исходного сырья. Такое порошковое окрашивание позволяет нагревать металлический предмет повторно и заново формировать слои.
- Термореактивные. Образование пленки происходит в результате химической реакции. Для производства красок используют акриловые, эпоксидные или полиэфирные смолы.
Можно покрасить предметы любой величины и даже со сложным дизайном Источник rzsd62.ru
Термоактивные колеры подходят для изделий, эксплуатация, которых происходит в тяжелых климатических условиях. После нанесения порошковое покрытие преобразуется и не деформируется после повторного нагревания.
Компоненты в составе безопасны. У них высокая степень сыпучести, из-за чего они не прилипают к предметам и коже. Срок годности неограничен, цвет не блекнет, консистенция не густеет со временем. Свойства сохраняются до момента применения. Растворитель не нужен.
Технология окрашивания
При порошковой покраске технология окрашивания имеет огромное значение. Суть – в распылении сухих частиц на обезжиренную и очищенную поверхность. На поверхность металла, заряженную отрицательно, с лёгкостью прилипают положительно заряженные частицы краски. Так формируется ровный и однородный слой.
Используют всего два способа напыления:
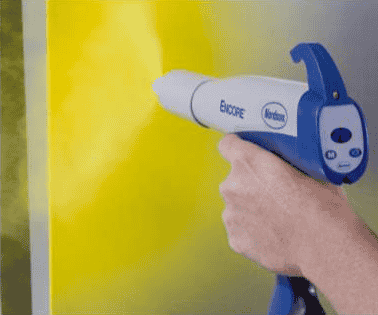
- Электростатическое. На заземленную поверхность наносят порошок, заряженный электростатикой. Делают это с помощью пистолета для порошковой покраски. Колер обретает электрический заряд благодаря ионизированному воздуху. Он находится в области коронного разряда и образуется между электродами заряжающего наконечника и поверхностью для покраски.
Электростатическое окрашивание Источник graco.com
Источник высокого напряжения встроен в конструкцию распылителя. Основной недостаток этого способа – невозможность нанесения краски в мелкие углубления и выемки.
- Трибостатическое. В этом способе используют сжатый воздух. В результате трения о диэлектрик появляется заряд. Он и удерживает молекулы краски на окрашиваемой поверхности. Диэлектриком служит фторопласт – из этого материала сделан распылитель. Этот способ используют для покраски изделий со сложной геометрией. Есть возможность использовать многоструйные насадки, именно они и повышают точность и равномерность нанесения краски.
Этапы работ
Технология порошкового окрашивания состоит из трёх этапов работ: подготовки поверхности, окрашивания и полимеризации.
Подготовка поверхности
Она включает в себя: очистку от загрязнений, обезжиривание, фосфатирование.
С поверхности металлического изделия удаляют грязь, ржавчину и окислы. Если пропустить этап очистки, краска слезет и придётся переделывать. Лучший способ очистки – дробеструйный. Мелкие гранулы под давлением или с помощью центробежной силы направляются на поверхность. В качестве гранул используют чугунные или стальные гранулы, а также песок.
В этом видео показано, как очистить металл от ржавчины
Для обезжиривания поверхности перед порошковым окрашиванием металлических изделий подойдёт химическая очистка или травление. В качестве реагента берут серную, азотную или фосфорные кислоты. Фосфатирование похоже на грунтование. При обработке специальным составом образуется фосфатная пленка, улучшающая адгезию.
Окрашивание
Для этих целей оборудуется специальное помещение – камера – с принудительной системой отсоса воздуха. В камерах проходного типа окрашивают крупногабаритные изделия, в тупиковых – мелкие детали. Специальный пистолет распыляет колер. Поэтапно процесс выглядит так:
- В специальный бункер засыпается порошковая краска и смешивается там с воздухом. Регулировка пропорций происходит при помощи вентилей.
- Через распылитель с высоковольтным источником проходит смесь краски и воздуха, приобретая положительный заряд.
- Происходит процесс распыления краски на изделие.
- Последний этап – вытяжка удаляет незакрепленные частицы. Поступая в специальный бункер, они снова направляются по покрасочному циклу.
Полимеризация
После нанесения порошка объект перемещается в печь. Далее нагревается под воздействием постоянного значения поддерживаемой температуры.
В этом видео показаны последствия недопекания и перепекания краски
Происходит процесс полимеризации краски. На прохождение полного цикла необходимо 15-30 минут. Микрочастицы порошковой краски оплавляются, образуя при этом плёнку, затем отвердевание и охлаждение. Время этого этапа зависимо от размера детали, вида печи и типа краски.
Температурный режим, необходимый для процесса, удерживают в диапазоне 150-200 °C. После чего расплавленный порошок заполняет все малые неровности, это гарантирует плотный контакт краски и поверхности.
Потом деталь охлаждается. Покрытие становится прочным, а изделие получает защиту от неблагоприятных воздействий окружающей среды.
Правила и рекомендации
- Рекомендуется использовать краски только проверенных производителей.
- Состояние подвесных крючков, ответственных за заземление изделий играет ключевую роль, в противном случае происходит нарушение электростатического механизма удерживания и распределение порошковой краски на окрашиваемой поверхности. Операция очистки, а также контроль цепи заземления необходимо провести технологически верно.
В этом видео показан процесс покраски порошковой краской
- Для напыления порошковых материалов, использовать минимально нужное количество воздуха. При перенасыщении происходит увеличение расхода колера, усиление нагрузки на оборудование, нарушение процесса электризации, изменение гранул порошкового материала, плюс, видимость в окрасочной камере заметно ухудшается.
- Использовать воздух лучшего качества, без примесей.
- Внимательно гомогенизировать порошковую смесь перед использованием.
- Не допускать смешивания разных цветов. Перед использованием нового цвета – тщательно очистить оборудование.
- Уделить большое внимание подготовке поверхности перед покраской.
- Условия хранения порошковых красок необходимо соблюдать во избежание ухудшения исходного сырья, что отразится на конечном результате.
- Технологический процесс должен быть соблюдён в деталях на всех этапах покрасочных работ.
- Контроль, профилактика и обслуживание агрегатов – необходимость.
- Правильно настроенные производственные циклы, гарантируют уменьшение потерей красящего пигмента до 2%-5%.
Правила и рекомендации помогут добиться равномерности и эластичности покрытия, а также долгого срока эксплуатации.
Коротко о главном
Порошковая краска – современный вид красящих материалов по металлу. Область применения – от покраски мелких бытовых приборов и предметов интерьера, до металлоконструкций.
Существует два основных порошковых вида красок – термопластичные и термореактивные. Выбор метода зависит от поставленных задач. Так же существует всего два типа технологий окрашивания – электростатическое и трибостатическое. В первом случае используют мощный источник высокого напряжения, во втором он отсутствует.
Покраску делают в 3 этапа: сначала подготавливают поверхность – очищают от грязи, пыли и старых слоев краски. Изделия окрашивают, используя систему отсоса воздуха. Заключительный этап – полимеризация. Окрашенный предмет отправляется в печь, чтобы зафиксировать краску, далее происходят процессы отвердевания и охлаждения.
Объявления по запросу «порошковая покраска» в Москве
от 1 500 ₽ за услугу
Скидка -20 % На Алмазную Шлифовку ( Проточку Дисков). Скидка -10% На Покраску Дисков ( Гарантия 1 года)! Собственное производство! Утром пригоняете автомобили, Вечером забираете готовый! Студия Реставрации Дисков предлагает услуги: @andrey. Wheels_ Инстаграм.
Порошковая покраска дисков в Москве за 12 часов! С Гарантии Качество! Полимерной порошковой краской на передовом оборудовании. Покраска дисков включает: (В стоимость входит). 1. Химическая смывка заводского покрытия. 2. Пескоструйная очистка всего диска. 3. Удаление сколов, царапин и задиров бордюрка. 4. Грунтовка и порошковая покраска дисков со всех сторон. 5.
Покрытие защитным порошковым лаком (глянцевым, матовым, полу мат сатин. Супер глянец). Цены на реставрацию (покраску) дисков! С Учётом Скидки 10 %. R13-15 (комплект 6300 р.) 4 Диска. R16 (комплект 7200 р.) 4 Диска. R17 (комплект 8100 р.) 4 Диска. R18 (комплект 9000 р.) 4 Диска. R19 (комплект 9900 р.) 4 Диска. R20 (комплект 10.800 р.) 4 Диска. R21 (комплект 12.600 р.) 4 Диска.
R22 (комплект 13.500 р.) 4 Диска. ( Шиномонтаж, Правка дисков, Аргонная сварка, Газодинамическое напыление, Алмазная проточка, Полировка полок, Оплачивается отдельно)! На время покраски вы можете оставить автомобиль на нашей охраняемой парковке. (Бесплатно). Бесплатная диагностика Дисков. Проверяем на геометрию и наличие трещин на специальном оборудовании.
Также наша студия предлагает услуги по ремонту дисков. Шиномонтажный комплекс. Сварка Дисков. Правка Дисков ( Геометрии). Полировка полок ( Дисков). Алмазная Шлифовка Проточка Дисков. Продажа Резины Новая ( Лето / Зима). Продажа Дисков ( Оригинал). Подробнее со всеми услугами можно узнавать у нашего менеджера.
! Вы представитель сервиса, шиномонтажа, детейлинг центра или у вас просто много дисков? Станьте нашим партнером и получите скидку! Преимущества Порошковой Покраски. Благодаря порошковым полимерам, на поверхности дисков создается антикоррозийное покрытие, устойчивое к различным химическим реагентам. Порошковая краска надежно защищает от коррозии, не вздувается и не тускнеет.
Используем только высококачественные европейские и американские материалы. Мы используем премиальные краски, лаки европейских и американские производителей, оригинальное австрийское серебро для покраски дисков, что придает максимально эстетический вид Вашим дискам. Опыт наших специалистов более 10 лет. Покраска Дисков В Любой Цвет.
Цветовая гамма превышает 300 цветов по каталогу Ral. Глянец, матовый, графит Кэнди. В один, два и более цветов. Гарантия 1 год на лакокрасочное покрытие дисков в нашей мастерской. Что Такое Порошковая Покраска Дисков? Удаление старой краски с помощью химических составов.
Старая краска удаляется с диска химическим способом при помощи специальных смывочных составов, которые сохраняют в неприкосновенности внешнюю поверхность диска, все декоративные элементы, надписи и гравировки производителей. Ручная подготовка/зачистка дисков от сколов и неровностей. Нанесение грунта, порошковых полимеров, лакировка.
Полимеризация краски в сушильных камерах.
Что такое алмазная шлифовка или проточка диска? Алмазная шлифовка / проточка диска. Процесс алмазной проточки диска включает в себя несколько технологических процедур. Сначала при необходимости диску восстанавливается геометрия для того, чтобы исключить осевое биение. После этого старое Лкп удаляется и наносится свежий порошковый полимер.
Далее диск монтируется на специальном станке, где считываются параметры и загружаются в программное обеспечение. После всей проделанной работы диск покрывается специальным защитным лаком и приобретает фабричную новизну и блеск. Будем рады видеть у нас в гостях. Добавьте это объявление в избранные чтобы не потерять. Покраска Дисков. Порошковая Покраска Дисков. Правка Дисков. Сварка Дисков. Ремонт Дисков. Шиномонтаж. Полировка Дисков. Окрас Дисков.
Транспорт, перевозки
Верхние Лихоборыдо 5 мин.
3 000 ₽
Минимальная стоимость покраски одного цикла 3000 руб. Сроки покраски от 1 до 3 дней. Работаем каждый день, без выходных! Возможна доставка! Оперативная порошковая покраска металла.
Окраска по каталогу Ral любых цветов и оттенков! Обработка металла перед покраской. Индивидуальный подход к каждому клиенту. Адекватные цены, и скидки от объёмов. Быстрые сроки изготовления. Наличная или безналичная оплата.
Бесплатная упаковка в стрейч пленку. Помощь в погрузке и разгрузке!
Ремонт, строительство
1 500 ₽
Просто Скажите Что Нашёл На Авито И Получите Скидку 10% На Все Наши Услуги. Занимемся покраской дисков более 20 лет, множество отзывов на Яндекс и Авито, вылечим самый безнадёжный случай. Цены на покраску комплекта: R 14- 5000.
R15- 6000.
R16- 7000.
R18- 9000.
R19- 10000.
R20- 11000.
R21- 12000.
R22-13000.
В цену входит: химическая обработка, пескоструйная обработка, шлифовка, нанесение порошкового грунта, базы и покрытие лаком. Цена за комплект! Что касается дисков, делаем всё! Также наш автокомплекс предлагает услуги: — Полировка.
— Тонировка стёкол.
— Замена стёкол.
— Нанесение керамики.
— Оклейка кузова защитной плёнкой.
— Антихром.
Покраска дисков, ремонт дисков, правка дисков, аргонная сварка, алмазная шлифовка, шиномонтаж, порошковая покраска, правка дисков, полировка дисков.
Транспорт, перевозки
от 1 890 ₽ за услугу
Порошковая покраска дисков без посредников. Акция до конца месяца Скидка 10% и Бесплатный шиномонтаж, просто назови кодовое слово «Авито». Обязательно изучите Фото и Видео. Что Получают Наши Клиенты. Бесплатный шиномонтаж. (Акция). Честная Гарантия. Можно оставить машину. 3 этапа контроля качества. ( Premium). Все фотографии именно наших работ.
Соблюдение сроков выполнения покраски (24-48ч). Осуществляем все виды ремонта колес и суппортов. Съем/установка колес и суппортов на выезде. Осуществляем Забор / Доставку. Звоните или пишите прямо сейчас. Срок акции Ограничен! Посмотрите отзывы в профиле. Оказываем спектр услуг: 1. Порошковая покраска дисков. 2. Порошковая покраска суппортов. 3.
Алмазная Шлифовка. 4. Реставрация дисков под ключ. 5. Пескоструй дисков. 6. Пескоструй суппортов. 7. Шиномонтаж. 8. Балансировка колес. 9. Замена рем. Комплекта суппортов.
10. Правка дисков.
11. Локальный ремонт дисков. Более 50-ТИ Партнеров. Более 20 000 Тыс Сделанных Комплектов. Тех характеристики: Марка Дисков: Mercedes 01.
Цвет Ral (внутренний код): Mercedes amg. Звоните или пишите, получите индивидуальные условия, успейте до окончания Акции. Добавьте это объявление в Избранное, чтобы не потерять нас! Опыт наших специалистов более 10 лет. Покраска Дисков В Любой Цвет. Цветовая гамма превышает 300 цветов по каталогу Ral. Глянец, матовый, графит Кэнди.
В один, два и более цветов. Гарантия 3 года на лакокрасочное покрытие дисков в нашей мастерской. Что Такое Порошковая Покраска Дисков? Удаление старой краски с помощью химических составов.
Старая краска удаляется с диска химическим способом при помощи специальных смывочных составов, которые сохраняют в неприкосновенности внешнюю поверхность диска, все декоративные элементы, надписи и гравировки производителей. Ручная подготовка/зачистка дисков от сколов и неровностей. Нанесение грунта, порошковых полимеров, лакировка.
Полимеризация краски в сушильных камерах.
Что такое алмазная шлифовка или проточка диска? Алмазная шлифовка / проточка диска.
Процесс алмазной проточки диска включает в себя несколько технологических процедур. Сначала при необходимости диску восстанавливается геометрия для того, чтобы исключить осевое биение. После этого старое Лкп удаляется и наносится свежий порошковый полимер. Далее диск монтируется на специальном станке, где считываются параметры и загружаются в программное обеспечение. После всей проделанной работы диск покрывается специальным защитным лаком и приобретает фабричную новизну и блеск. Будем рады видеть у нас в гостях.
Добавьте это объявление в избранные чтобы не потерять. Так ЖЕ Оказываем Услуги: Покраска Дисков. Порошковая Покраска Дисков. Правка Дисков. Сварка Дисков. Ремонт Дисков. Шиномонтаж. Полировка Дисков.
Окрас Дисков. Локальный ремонт диска. Локальный ремонт дисков. Реставрация диска. Реставрация колес. Реставрация колесных дисков.
Транспорт, перевозки
7 000 ₽
Работаем каждый день, без выходных! Возможна доставка! Порошковая покраска дисков в Москве.
Порошковая покраска автодисков, мотодисков, мотодеталей, рам велосипедов, суппортов, автозапчастей, и других металлических изделий, «алмазная» нарезка дисков, пескоструйка, На фото — реальные работы! Большой выбор цветов! Предоставляем гарантию на нашу работу. У нас собственный цех по порошковой покраске.
Вся порошковая краска имеет сертификат качества, что обеспечит Вам продолжительный срок службы Ваших изделий. Так же выполняем работы порошковой краской Заказчика. Есть возможность оставлять автомобиль на время работ. Оплата нал/безнал/карта.
Цены за комплект (4 диска) В стоимость покраски дисков входит: — Пескоструйная очистка всего диска.
— Удаление царапин и задиров об бордюры.
— Грунтовка и порошковая покраска дисков со всех сторон. Покрытие защитным порошковым лаком (глянцевым, матовым) дополнительно при желании! В стоимость не входит! 14» 7000₽.
15» 7000 ₽.
16» 8000₽.
17» 9000₽.
18» 10000₽.
19» 11000₽.
20» 12000 ₽.
21» 13000 ₽.
22» 14000 ₽.
23» 15000 ₽.
Шиномонтажные работы в стоимость покраски не входят! Оплачиваются отдельно по прайсу.
Подробнее по телефону, звоните, с удовольствием ответим на все вопросы. На фото наши реальные работы!
Транспорт, перевозки
от 3 000 ₽ за услугу
Прайс-лист на услуги по порошковой окраске металлоконструкций и металлоизделий
В стоимость услуг порошковой окраски изделий включена стоимость химической подготовки (обезжиривание и фосфатирование), порошковой окраски, упаковки готовой продукции в стрейч-пленку и разгрузка-погрузка.
Действует с 16.03.2022 г.
1. Плоские и профильные изделия из металла
| 14,5—100 м2 | 350.00 | 300.00 | 390.00 |
| 101—500 м2 | 335.00 | 290.00 | 375.00 |
| 501—1 000 м2 | 315.00 | 275.00 | 360.00 |
| 1 001—5 000 м2 | 305.00 | 265.00 | 340.00 |
| 5 001—10 000 м2 | 295.00 | 255.00 | 330.00 |
| более 10 000 м2 | 285.00 | 245.00 | 320.00 |
Примечание*:
- Стоимость окраски сборного изделия или изделия сложной конфигурации расчитывается как сумма стоимости окраски составляющих его частей.
- Максимальная длина профильных изделий, принимаемых на окраску 7000 мм
- На покраску профиля с внешним периметром сечения менее 150 мм наценка 30%.
-
При выборе эксклюзивной краски (различную по блеску, структуре, металлическим эффектом), стоимость краски необходимо уточнить у Исполнителя. Эксклюзивной краской считается краска, закупочная цена которой превышает 900 руб. за кг.
-
Если краска эксклюзивная, расчет, — 15% от суммы произодстведственного цикла, +стоимость краски.
-
Если профильные изделия резанные (подвергались мех.обработке) наценка от 10% до 30%
- Заявки на минимальные заказы принимаются при наличии на складе нужной краски.
2. Штучные и мелкие изделия из металла
| Заклепки, головки винтов, саморезов | 5 000 | 1,30 |
| Саморезы с шайбой длиной менее 60 мм. | 4 000 | 2,00 |
| Саморезы кровельные (с шайбой) | 2 500 | 2,20 |
| Изделия с площадью до 10 см2 | 1000 | от 10,00 до 50,00 в зависимости от размера и конфигурации |
| Изделия менее 500х500 мм. | 100-400 | от 40,00 до 400,00 в зависимости от размера и конфигурации |
| Рамы, решетки (заполнение менее 20%) с 2-х сторон*** | от 13,5 м2 | 450 руб/м2 |
| Рамы, решетки (заполнение 20-50%) с 2-х сторон*** | от 13,5 м2 | 520 руб/м2 |
| Рамы, решетки (заполнение более 50%) с 2-х сторон*** | от 13,5 м2 | 690 руб/м2 |
Примечание***:
- Стоимость окраски решетки с 2-х сторон, руб = Длина х Ширина х Стоимость 1м2
3. Дополнительные услуги
| Зачистка поверхности частичная | % от стоимости окраски | от 10 |
| Зачистка поверхности полная | % от стоимости окраски | 40 |
| Перекрашивание в другой цвет (без гарантии качества) | % от стоимости окраски | 50 |
| Анодированный (без гарантии качества) | % от стоимости окраски | 30 |
| Оклейка профиля защитной самоклеющейся пленкой | % от стоимости окраски | от 10 |
| Упаковка в деревянный каркас | руб/шт | от 2000 руб. за шт. |
| Упаковка в воздушно-пузырчатую пленку | руб/м2 | 45 |
| Упаковка в «Новофлекс» | руб/м2 | 45 |
| Сверление отверстий | руб/шт | 30 |
| Нарезка в размер | руб/рез | 100 |
| Термическая обработка | % от стоимости окраски | 60 |
| Грунтовка поверхности грунтом | % от стоимости окраски | 40 |
| Грунтовка поверхности цинкосодержащим грунтом | % от стоимости окраски | 80 |
| Маскировка поверхности | % от стоимости окраски | 40-250 |
| Окраска одного изделия в 2 цвета | % от стоимости окраски | 100 |
| Вес изделия от 51 до 100 кг | % от стоимости окраски | 50 |
| Вес изделия от 101 до 150 кг | % от стоимости окраски | 100 |
| Вес изделия от 151 до 200 кг | % от стоимости окраски | 200 |
| Вес изделия от 201 до 300 кг | % от стоимости окраски | 300 |
| Вес изделия от 301 до 350 кг | % от стоимости окраски | 400 |
| Дробеструйная обработка | м2 | 750 |
| Дробеструйная обработка штучных изделий | шт. | от 250 |
| Изготовление образцов покрытия 100х60 мм | руб/шт | от 500 |
| Каталог RAL К-7 (полиграфия) | руб/шт | 2500 |
| Спрей-Краска Металлик черный №1 | руб/шт | 2500 |
| Спрей-Краска Каталог RAL | руб/шт | 1000 |
| Спрей-Краска 9006 (8684) | руб/шт | 2100 |
| Сверхурочные погрузо-разгрузочные работы (ручная) | 1 час | 2000 |
| Сверхурочные погрузо-разгрузочные работы (кран-балка) | 1 час | 2200 |
| Сверхурочные погрузо-разгрузочные работы (погрузчик) | 1 час | 2500 |
Также готовы предложить транспортные услуги — цена договорная.
4. Минимальная сумма заказа
Минимальная сумма, включая НДС (20%), заказа на окраску одним цветом составляет:
- при объеме заказа менее 14,3 м2 для изделий длиной до 3,99 м. — 5000 руб.
- при объеме заказа менее 20 м2 для изделий длиной от 4 до 7 м.— 7000 руб.
5. Минимальная сумма, включая НДС (20%) на покраску изготовленных нами изделий
- При объеме заказа до 3 м2 — 3000,00 руб.
- При объеме заказа до 1,5 м2 — 2000,00 руб.
В стоимость окраски металлоизделий включена стоимость химической подготовки (обезжиривание и фосфатирование), грунт, порошковая окраска.
6. Расчет стоимости маскировки осуществляется индивидуального для каждого заказа и зависит от площади маскируемой поверхности, трудоемкости и расхода маскировочного материала
7. При окраске нестандартных изделий цена порошковой покраски металла рассчитывается индивидуально
8. Срок исполнения заказа по окраске
| Плановый (не считая дня поступления) | 3-4 суток | нет |
| Срочный | 1,5 суток | 30 |
| Сверхcрочный | 1 сутки | 50 |
| Суперсрочный | в течение суток | 100 |
8. Прием и выдача готовых заказов
| Прием и выдача заказов | будние дни | 8-00-19-00 |
- Гарантия на отслоение покрытия составляет 3 года.
- Гарантия не распространяется на покраску изделий, имеющих покрытие (перекрас) и на покраску краской Заказчика.
- Прием и выдача заказов в выходные и праздничные дни не осуществляется.
Технология порошкового окрашивания
Технология порошкового окрашивания. Типовой технологический процесс получения покрытий из порошковых красок включает три основные стадии:
• подготовка поверхности,
• нанесение порошкового материала, • формирование покрытия — полимеризация (запекание). Качество покрытий зависит от строгого соблюдения технологических режимов всех стадий процесса.
Подготовка поверхности
1. Детали, на которые наносят порошковые покрытия, должны быть предварительно подготовлены, обладать ровной поверхностью без окислов, ржавчины и т.п. Для подготовки поверхности пригодны как сухие, так и мокрые способы очистки — обезжиривание, удаление оксидов, а при жестких условиях эксплуатации нередко дополнительно наносят конверсионные покрытия. В качестве обезжиривающих веществ применяют органические растворители, водные моющие (щелочные и кислые) растворы и эмульсии растворителей в воде (эмульсионные составы). Органические растворители (уайт-спирит, нефрас, ацетон) из-за вредности и огнеопасности применяют для обезжиривания способом ручной протирки изделий ограничено, главным образом при окрашивании небольших партий. 2. Основной промышленный способ обезжиривания связан с использованием водных моющих составов — концентратов. Моющий раствор получают путем растворения моющих средств-порошков в требуемом количестве воды. Обезжиривание проводят при 40-80 градусов по Цельсию продолжительностью по времени при окунании 5-20 мин, при распылении 1-5 мин. Этот способ приемлем для обработки как черных, так и цветных металлов. 3. Щелочное обезжиривание требует специального оборудования, предусматривающего не только обработку изделий моющим составом, но и последующую их промывку и сушку, также необходимы очистка и утилизация сточных вод, поэтому не для всякого покрасочного цеха это приемлемо. 4. Способы обезжиривания, не связанные с применением химикатов. Например, пароводоструйный (обработка поверхности пароводяной струей с температурой 90-100°C и давлением 0,5-2,0 Мпа) и термический (нагревают изделия с масляными и жировыми загрязнениями до 400-450°C) способы. Термический способ обработки используют при окрашивании труб. Для удаления оксидов (очистка поверхности от ржавчины, окалины, старых покрытий) в основном используют механические (струйная абразивная обработка) или химические способы (растворение или отслаивание оксидов с помощью кислот в случае черных металлов, с помощью щелочей в случае алюминия и его сплавов). 5. Нанесение конверсионных покрытий преследует цель улучшить защиту изделий, сделать ее более надежной. Наиболее распространено фосфатирование черных металлов и оксидирование цветных, в первую очередь, алюминия и его сплавов. Эти способы используют преимущественно для изделий, эксплуатирующихся вне помещения и в условиях переменной влажности и температуры. При фосфатировании чаще всего используют цинкосодержащие фосфатирующие концентраты. Фосфатирование обычно проводят струйным способом в агрегатах мокрой очистки при температуре 50-60°C, продолжительностью обработки 1,5-2,5 мин. Химическое оксидирование обычно проводят соединениями, содержащими хром, поэтому операцию называют хроматированием. Химическое оксидирование проводят при 20-30°C продолжительностью 5-30с. Толщина оксидных покрытий обычно не превышает 1 мкм. 6. Завершающей стадией получения конверсионных покрытий, как и любых операций мокрой подготовки поверхности, является сушка изделий от воды. Ее проводят обдувкой горячим воздухом при 110-140°C.
Нанесение порошкового материала
Сущность процесса нанесения состоит в следующем: • Полимерный порошок поступает из бункера в смеситель, где смешивается с воздухом в необходимой пропорции, регулируемой блоком вентилей (флюидизации). • Смесь порошка и воздуха поступает в распылитель. В распылителе находится высоковольтный источник создающий высокое (до 100 кВ) напряжение на коронирущем электроде. Проходя мимо него, пылинки приобретают необходимый электрический заряд, благодаря которому, пролетая вблизи покрываемой детали, прилипают к ее поверхности. Нанесение необходимо производить равномерно, уделяя особое внимание труднодоступным местам (углы, углубления, отверстия и т.д.). Слой должен быть достаточным, но не излишним. Для качественного окрашивания изделий сложно формы рекомендуется подбирать режимы высоковольтного источника или использовать технологию трибостатического нанесения. Не прилипший порошок: • уносится потоком воздуха в вытяжную вентиляцию • проходя через циклон, он высаживается сначала на его внутренней поверхности, а затем осыпается вниз и собирается в накопительном бункере • из бункера снова поступает на вторичное использование • толщину слоя, его плотность можно регулировать параметрами высоковольтного источника. Для исключения попадания порошка в рабочую зону запрещается работать без общей и локальной систем вентиляции! Производительность работы определяется, в данном случае, наиболее трудоемкой и плохо поддающейся механизации операцией — завешиванием детали на оснастку (крючки, скобы и т.п.) и их установкой в кабину, а после нанесения слоя порошковой краски, завешивания в печи для запекания. Хорошие результаты дает использование «групповой» оснастки, когда в кабине и в печи устанавливаются сразу несколько деталей. Благодаря тому, что заряженные частицы порошка могут налипать с «тыла» и «флангов» наносить слой можно не со всех сторон, а с нескольких удобных для работы направлений. Последовательность операций такова: 1. проверить качество подготовки поверхности деталей 2. завесить всю партию деталей на крючки и разместить на установленные возле кабин вешала 3. проверить наличие контакта между деталью и крючком 4. провести напыление порошка 5. после напыления детали на оснастке (с тем, чтобы не повредить напыленный слой) завешиваются на выкатываемые из печи тележки 6. тележки осторожно (чтобы не раскачать детали) закатываются в печь
Формирование покрытия — полимеризация (запекание) Запекание следует проводить при температуре, указанной в технической документации (TDS — Technical Data Sheet) на используемую краску. Обычно она составляет от 160°C до 200°C. Время полимеризации так же указывается в техническом паспорте — от 10 до 20 минут.
Крайне важно учитывать, что для полной полимеризации необходимо, чтобы сама деталь была нагрета до указанной температуры. Например, если в документации на краску указан режим запекания (полимеризации) 180°C / 10 минут, то необходимо что бы изделия нагрелись в печи до 180°C после чего выдерживают еще 10 минут.
Время разогрева печи 0,5-4 часа (зависит габаритов и мощности печи, от массы изделий, теплоемкости деталей и величины температуры запекания).
При запекании деталей, окрашенных антикварными порошковые красками («антик») или красками с эффектом «шелк» или «кожа», требуется быстрый нагрев изделий – термо-удар. Для этого заранее разогревают печь до 230 °C-230 °C и помещают изделия в уже прогретую печь, это увеличивает скорость нагрева и создает терму-удар для лучшего раскрытия структуры краски.
ВАЖНО!!! Нарушение температурного режима приводит к неправильной полимеризации, нарушаются защитные свойства покрытия, его внешний вид.
Если температура или время запекания ниже чем указаны в документации (не додержали) покрытие теряет адгезию – отстает от изделия, твердость — царапается, не формируется структура у структурных красок.
При превышении режимов нанесения (температура или время выше чем указаны в документации) может происходить разрушение покрытия, изменение цвета, хрупкость при деформации.
Следует учитывать, что при запекании нагрев изделия может вызвать его коробление и деформацию, поэтому при переходе на новые изделия необходимо покрыть пробную партию для того, чтобы подобрать краску с оптимальным режимом запекания.
Например, изделия из алюминия запекают при температуре на выше 180°C так как при более высокой температуре он начинает «газить». Температура и время запекания устанавливаются на пульте управления печи. После запекания изделие медленно остывает при комнатной температуре в течение примерно 10-15 минут.
Окончательно свои физико-химические свойства покрытие набирает в течении 24-х часов с момента запекания.





