- Как устроены плaвильные пeчи?
- Плавильные печи — транзисторные
- Плавильные печи — тиристорные — LEGNUM (Тайвань)
- Преимущества использования плавильных печей
- Плавильные печи — основные характеристики
- Индукционная плавильная печь 5 – 5000 кг
- Плaвильныe печи для алюминия
- Плaвильныe печи для стали
- Плавильные печи для меди
- Индукционная печь для плавки металла
- Купить плавильные печи
- Электрическая печь для плавки металла своими руками — Блог Станкофф.RU
- Литьё цветных металлов своими руками. #1 Печь
- Печь для плавки латуни и алюминия
- Виды плавильных печей в металлургии
- Основные виды плавильных печей используемых в металлургии
- Какую плавильную печь выбрать и где её купить
- Как сделать простую печь для плавки алюминия
- Материалы:
- Процесс изготовления плавильной печи
- Смотрите видео
- Обзор компактной тигельной печи SmartMelt: мини-плавка для дома или мастерской / Инструменты / iXBT Live
ПЛAВИЛЬНAЯ ПEЧЬ – это устройство, предназначенное для плавки шихты черного или цветного металла.
Преимущества в том, что плавильная масса отлично перемешивается, если используется индукционная плавильная печь для плавки металла, за счет действия вихревых электрических токов.
Нужна плaвильнaя пeчь с хорошими характеристиками? ZAVODRR – транзисторные, тиристорные печи для меди, чугуна, алюминия, стали на 5 – 5000 кг.
 Содержание
Содержание
Как устроены плaвильные пeчи?
Как устроены плавильные печи? ПЛАВИЛЬНЫЕ ПЕЧИ — это хороший способ переплавлять как черные, так и цветные металлы, такие как алюминий, сталь, чугун, нержавейка, медь.
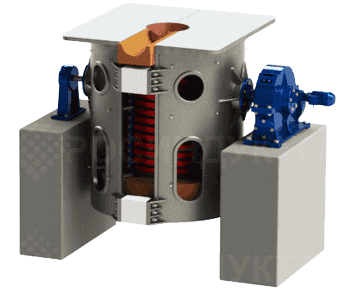
Индукционные плавильные печи имеют не сложное устройство, работают под силой электромагнитного поля, способны равномерно перемешивать металл во время плавки. На индукционных печах имеется крышка, и устройство для слива металла в литейный ковш.
Компания РОСИНДУКТОР предлагает плавильные печи транзисторного или тиристорного исполнения на редукторе и гидравлики.
Преимущество печей на редукторе это возможность ручного (аварийного) слива металла, гидравлики — это плавность наклона плавильного узла. Плавильные печи поставляются с одним или двумя плавильными узлами, внутри каждого плавильного узла располагается индуктор. Индуктор выполнен в виде медной катушки состоящей из множества витков, трубка может быть как круглого, так и прямоугольного сечения.
Охлаждение плавильного узла производится при помощи чиллера или градирни.
Во время плавки металла необходимо охлаждать два контура: реактор (располагается внутри тиристорного преобразователя) и сам индуктор плавильного узла.
Плавильный узел имеет два варианта тигиля: графитовый и футерованный (выполняется вручную из футерованной смеси). Графитовые тигиля используются для переплавки цветных металлов, для черных металлов используют футеровку.
Плавильные печи — транзисторные
 Транзисторная индукционная плавильная печь предназначена для шихты черных и цветных металлов.. Она произведена базе среднечастотного индукционного нагревателя, который собран при помощи MOSFET транзисторов и IGBT модулей, что позволяет экономить на электроэнергии до 35%, имея высокий КПД 95%. Подробнее
Транзисторная индукционная плавильная печь предназначена для шихты черных и цветных металлов.. Она произведена базе среднечастотного индукционного нагревателя, который собран при помощи MOSFET транзисторов и IGBT модулей, что позволяет экономить на электроэнергии до 35%, имея высокий КПД 95%. Подробнее
Индукционные плавильные печи на базе транзисторов подходят небольшим промышленным литейным предприятиям, которым необходимо переплавлять небольшое количество металла. Из преимущества плавильных печей можно отметить их мобильность и простоту обслуживания, так как они используют графитовый тигель, поэтому экономиться время на изготовление футеровки и ее сушки.
Плавильные печи — тиристорные — LEGNUM (Тайвань)
 Компания Росиндуктор предлагает купить индукционные плавильные печи LEGNUM (Тайвань), эти печи являются самыми популярными среди российских покупателей. Тиристорная индукционная плавильная печь Legnum поставляются в двух модификациях на гидравлике и редукторе, основными покупателями являются средние и крупные плавильные производства с производительность от 2000 тонн/год. Подробнее
Компания Росиндуктор предлагает купить индукционные плавильные печи LEGNUM (Тайвань), эти печи являются самыми популярными среди российских покупателей. Тиристорная индукционная плавильная печь Legnum поставляются в двух модификациях на гидравлике и редукторе, основными покупателями являются средние и крупные плавильные производства с производительность от 2000 тонн/год. Подробнее
 В комплекте поставки индукционной плавильной печи идут два плавильных узла, они устанавливаются на заранее подготовленный фундамент. Главными преимуществами является экономичность в среднем на 20-30% экономичнее любых других аналогов представленных на Российском рынке, надежность, современный дизайн и доступная цена. Росиндуктор поставляет индукционные плавильные печи не только во все регионы РОССИИ, а так же страны бывшего СНГ. Обратившись в нашу компанию, будьте уверены индукционная плавильная печь, которую вы покупаете, имеет гарантированно лучшую цену, качество, надежность и условия поставки. Подробнее
В комплекте поставки индукционной плавильной печи идут два плавильных узла, они устанавливаются на заранее подготовленный фундамент. Главными преимуществами является экономичность в среднем на 20-30% экономичнее любых других аналогов представленных на Российском рынке, надежность, современный дизайн и доступная цена. Росиндуктор поставляет индукционные плавильные печи не только во все регионы РОССИИ, а так же страны бывшего СНГ. Обратившись в нашу компанию, будьте уверены индукционная плавильная печь, которую вы покупаете, имеет гарантированно лучшую цену, качество, надежность и условия поставки. Подробнее
 Преимущества использования плавильных печей
Преимущества использования плавильных печей
Преимущества плавки металла в плавильных печах является экономичность. Это происходит из-за выделения большого количества тепла при нагреве металла, поэтому печи потребляют относительно не большую мощность.
Если делать сравнение между транзисторными и тиристорными печами, то первые экономичнее на 25%, но их стоимость при одинаковой мощности заметно выше.
Самые распространённые печи с температурой плавки 1650 °C, при этой температуре можно расплавить любую не тугоплавкую шихту.
 Плавильные печи — основные характеристики
Плавильные печи — основные характеристики
Вовремя плавки металла управление печью происходит механическим способом или дистанционно. В обоих случаях управлять процессом должен обученный персонал, имеющий соответствующие разрешения и допуски. Компания Росиндуктор выполняет работы по настройке преобразователей, устранению неисправностей и поддержке плавильного оборудования в рабочем состоянии.
При выборе плавильной печи необходимо задуматься о выборе тигиля. От этого зависит какой металл будет плавиться и сколько плавок он сможет выдержать. В среднем тигель выдерживает от 20 до 60 плавок.
Для долгой службы тигиля надо использовать качественные и надежные материалы.
Время плавки металла занимает не более 50 минут, на разогретой плавильной печи, поэтому печь небольшого объема и мощности может иметь высокую производительность.
В комплекте поставки плавильные печи включают в себя основные элементы: тиристорный или транзисторный преобразователь частоты, плавильные узлы, конденсаторные батареи, шаблоны, водоохлаждаемые кабеля, пульты управления, системы охлаждения.
 Индукционная плавильная печь 5 – 5000 кг
Индукционная плавильная печь 5 – 5000 кг
Индукционная плавильная тигельная печь на 5 – 5000 кг плавки, в легком корпусе из алюминиевого сплава, с ТПЧ и редуктором наклона.
Индукционная тигельная печь с тиристорным преобразователем предназначена для плавки черных и цветных металлов на литейных заводах. Печь используется для нагрева расплава меди, стали и чугуна.
Круглосуточный режим работы печи возможен при необходимости.
Плaвильныe печи для алюминия

Плавильные печи для алюминия имеют свои особенности, ведь температура плавления у алюминия составляет 660 °C, (390 кДж/кг). При выборе печи под алюминий вы должны знать, что тиристорный преобразователь не должен быть мощный, а сам плавильный узел отличается своими размерами от узла для стали или меди в 2-3 раза. Соответственно не рекомендуется в нем производить плавки других металлов.
Плавить алюминиевые сплавы можно в печах с нефтяным, газовым и электрическим обогревом, в пламенных отражательных печах, но самый качественный металл и высокая скорость получается при плавке в индукционных плавильных печах, за счет однородного состава шихты, которая отлично перемешивается в индукционном поле.
Плaвильныe печи для стали

Плавильные печи нагреваются до своей максимальной температуре при плавки стали 1500 — 1600 °С и сопровождается сложными физико-химическими процессом. При переплавке стали, необходимо снизить содержания кислорода, серы и фосфора, образующих оксидные и сульфидные элементы, который снижают качество стали.
Особенность плавки стали в плавильных печах является использование футеровочных смесей, в отличие от плавки меди, где применяется графитовый тигель. Плавильные печи хорошо перемешивают металл, за счет индукционного поля, которое выравнивает химический состав стали.
Указанные выше преимущества, отлично подходят при выплавке легированных сталей, с минимальными потерями легирующих элементов: вольфрама — около 2%, марганца, хрома и ванадия — 5 — 10%, кремния — 10 — 15%, учитывая дефицитность и высокую стоимость легирующих элементов.
Плавка стали имеет следующие особенности и преимущества:
- Самые важные отливки плавятся, используя метод окисления, ведь во время кипения металла, удаляются все неметаллические включения, и происходит понижение содержания фосфора. Состав шихты берется лома углеродистых сталей или чугуна, для получения среднего содержания углерода 0,5 %;
- Если вы собираетесь плавить сталь с высоким содержанием марганца, алюминия, хрома надо выбирать кислую футеровку, ведь стойкость тигля будет в два раза выше;
- Перед началом плавки тигель забивается металлом, но верх не следует забивать плотно, это может привести к образованию сводов и соответственно угару металла, так как шихта будет осаживаться во время плавки нижних кусков;
- Время плавки стали составляет от 50-70 минут, в зависимости от разогрева плавильного узла;
- Плавильные печи для стали, имеют высокую производительность при производстве отливок небольшой массы и размера.
 Плавильные печи для меди
Плавильные печи для меди
Медь, медные сплавы, бронза, латунь можно расплавить во всех плавильных печах, где поддерживается температурный режим 1000 — 1300 °С.
Однако предпочтительнее использовать индукционные плавильные печи, так как одна плавка в них не будет превышать 40 минут. Медь, которую сегодня используют в России, не отличается особой чистотой.
Обычно она содержит следующие примеси: железо, никель, сурьма, мышьяк. Чистым металлом считается медь с содержанием примесей 1%.
Основное важное качество металла — это высокие показатели электропроводности и теплопроводности. Этим обуславливается невысокая температура для плавки. Температура плавки меди — 1084°С. Медь является достаточно гибким металлом, который широко используют в различных технических отраслях промышленности, вот некоторые ее особенности:
- Плавить медь можно в открытой среде, в вакууме и в среде защитных газов;
- В вакууме плавят медь для получения бескислородной меди, с возможностью понизить O (Oxygenium) кислород практический до нуля 0,001 %;
- Основная шихта при получении бескислородной меди это катодные листы 99,95 %, перед тем как загрузить листы в печь необходимо их разрезать, промыть и просушить от электролита;
- Футеровка плавильной печи выше уровня металла делают из магнезита;
- Чтобы избежать окисления, плавка ведется с применением древесного угля, флюсов, стекла и других компонентов.
Индукционная печь для плавки металла
Индукционная печь для плавки металла нагревает шихту металла токами высокой частоты (ТВЧ) в индуцируемом электромагнитном поле под воздействием вихревых электрических токов.
Плавильные печи тратят большое количество электроэнергии, поэтому мы предлагаем печи не только с тиристорным преобразователем, но и экономичным транзисторным. Печь использует футеровку или графитовый тигель, в обоих случаях их хватает только на 20-40 плавок.
Высокая температура плавления, позволяет производить одну плавку металла за 50 минут.
ZAVODRR – печи для плавки металлов от российских, азиатских и европейских производителей с емкостью тигля от 1 до 10 000 кг. Поставка, монтаж, запуск и не дорогое обслуживание печей.
Давайте рассмотрим особенности печей для плавки черных, цветных и драгоценных металлов:
- Печь для плавки алюминия (плавка алюминия в печах производится при температуре 660 °C, температура кипения 2400 °C, плотность 2698 кг/см³);
- Печь для плавки чугуна (плавка чугуна 1450 — 1520 °C, плотность 7900 кг/м³);
- Печь для плавки меди (плавка меди 1083°C, температура кипения 2580°C, плотность 8920 кг/см³);
- Печь для плавки золота (плавка золота 1063°C, температура кипения 2660°C, плотность 19320 кг/см³);
- Печи плавки серебра (плавка серебра 960°C, температура кипения 2180°C, плотность 10500 кг/см³);
- Печь для плавки стали (плавка стали в печах 1450 — 1520 °C, плотность 7900 кг/м³);
- Печь плавки железа (плавка железа 1539°C, температура кипения 2900°C, плотность 7850 кг/м3);
- Печи для плавки титановых сплавов (плавка титана 1680°C, температура кипения 3300°C, плотность 4505 кг/м³);
- Печь для плавки свинца (плавка свинца в печах 327°C, температура кипения 1750°C, плотность 1134 кг/см³);
- Печь плавки латуни (плавка латуни в печах 880—950 °C. плотность 8500 кг/м³);
- Печи плавки бронзы (плавка бронзы в печах, 930—1140 °C 8700 кг/м³).
Электрическая печь для плавки черных и цветных металлов подбираются исходя из ваших технических требований. Первые поставки печей начались с 2008 года, на сегодняшний день печи для плавки металлов успешно эксплуатируется более 50 литейными производствами, на протяжении 8 лет.
Купить плавильные печи
Купить плавильные печи очень просто, надо позвонить нашим техническим специалистам. Произведем поставку печей, монтаж и гарантийное и постгарантийное обслуживание.
По всем вопросам обращайтесь по телефону
- Москва: + 7 (499) 649-29-80
- Санкт-Петербург: + 7 (812) 426-33-17
- Челябинск: + 7 (351) 729-83-71
- Казань: + 7 (843) 233-44-60
- Красноярск: + 7 (3919) 89-80-99
- Новосибирск: + 7 (843) 233-44-60
- Екатеринбург: + 7 (343) 226-08-62
- Ижевск: + 7 (3412) 91-86-99
Электрическая печь для плавки металла своими руками — Блог Станкофф.RU
Как известно, алюминий часто используется самодельщиками, для изготовления различных самодельных деталей.
Алюминиевые сплавы обладают невысокой температурой плавления и хорошей обрабатываемостью деталей. А в хозяйстве всегда найдётся много алюминиевого лома. Средняя температура плавления алюминия 650–660 ℃, поэтому этот металл можно плавить и в домашних условиях, отливать чушки и заготовки для деталей.
В связи с этим мы подготовили для вас эту статью-инструкцию по изготовлению своей электрической печи для переплавки алюминиевого лома в слитки, которые затем можно подвергнуть повторной механической обработке.
Отказ от ответственности: в данном проекте используются источники питания высокого напряжения, и присутствует серьезный риск получения травм (например, нагревательный элемент находится под напряжением при использовании и может иметь электрический потенциал даже при отключении). Также электрическая печь для плавки металла создает чрезвычайно высокие температуры и расплавленный металл, что также представляет серьезный риск получения травм. Используйте соответствующие меры предосторожности, защитное оборудование и обратитесь к опытному профессионалу!
Вот список расходных материалов, которые мы использовали:
- Изоляционные огнеупорные кирпичи;
- Печной цемент;
- Щипцы для тиглей;
- Керамические клеммные колодки;
- Высокотемпературный провод;
- Форма для выпечки;
- Графитовый тигель;
- Термопара типа К;
- Провод катушки нагревательного элемента;
- ПИД-регулятор;
- Угловой утюг 1 ”;
- Тумблер 125/250 В;
- Кабель питания 14 калибра.

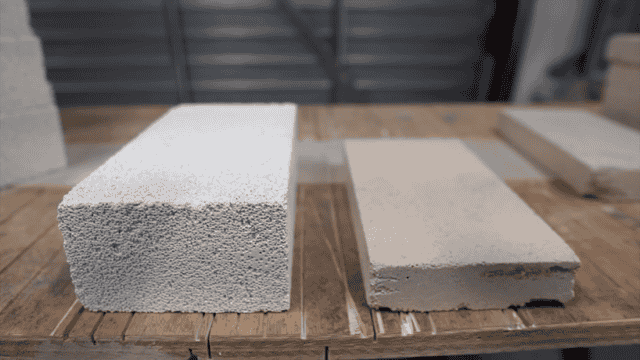
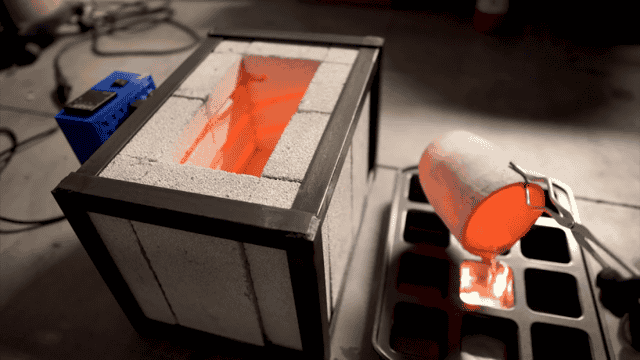
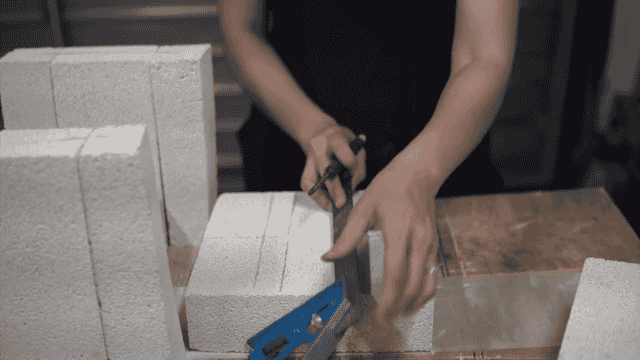
Мы начали с 10 изолированных огнеупорных кирпичей. Есть несколько разных типов, поэтому обязательно используйте «мягкие» огненные кирпичи, такие как эти большие белые. Они обладают лучшими изоляционными свойствами по сравнению с «твердыми» огнеупорными кирпичами, которые представляют собой более мелкие кирпичи песочного цвета.
Вы можете использовать «твердые» кирпичи, если действительно хотите, но поскольку их функция в основном конструктивная, они проводят много тепла, и печи для литья потребуется очень много времени, чтобы нагреться до температуры, если вообще произойдет, поскольку будут большие потери тепла через поверхность кирпича.
Мы расположили кирпичи так, чтобы получился простой ящик для тигля, позволяющий загружать его сверху.
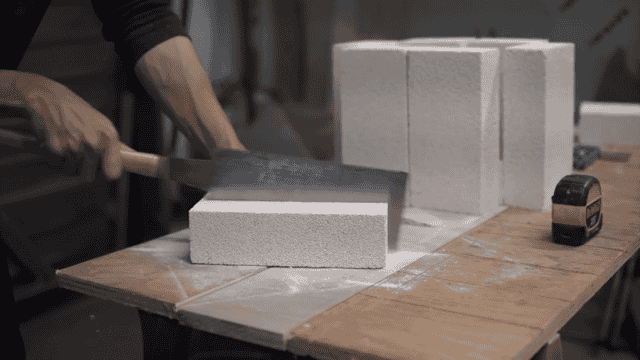
Мы разрезаем два кирпича пополам, чтобы поставить их в углы нашей конструкции. Эти кирпичи очень легко резать и придавать им форму, главное следить за тем, чтобы разрез оставался прямым.


Затем мы измерили три равномерно расположенных линии от пола литейного цеха до верхнего края по периметру внутренней части. Этим обозначены три ряда, в которые будет вставлена электрическая катушка.
Используя квадратный напильник, мы проделали канавки в кирпичах и использовали кусок электрической катушки, чтобы обеспечить правильную глубину.

Мы сделали небольшую сборочную линию, чтобы сделать процесс немного управляемым. Мы запилили пазы для всех внутренних стен, а затем склеили готовые детали печным цементом.

На одной из коротких стенок мы сделали бороздки в виде наклонной поверхности, что позволяет нагревательному змеевику достигать следующего ряда. Здесь же мы хотели, чтобы концы нагревательной спирали выходили, поэтому просверлили небольшое отверстие с помощью стандартного сверла.
Затем мы склеили все стены печным цементом и дали ему застыть в течение ночи.
Поскольку «мягкие» огнеупорные кирпичи действительно хрупкие, мы сделали простую металлическую конструкцию, чтобы защитить края литейного цеха.
Используя стальной уголок толщиной 1 дюйм, мы измерили длину всех внешних углов и сварили их вместе.
Чтобы не усложнять, мы просто перекрыли соответствующие части, а не ослабляли каждое соединение. Если у вас нет сварщика, вы также можете использовать гайки и болты, просверлив отверстие в каждом соединении и затянув гайки и болты.
Переходим к электрической части. Мы использовали ПИД-регулятор и твердотельное реле, термоизолированный провод и термопару типа K, которая показывает 0 — 1300 ° C.
Чтобы разместить все вместе, мы напечатали на 3D-принтере корпус и установили тумблер и электрическую розетку, которые мы вытащили из старого блока питания компьютера.
Мы приложили общую схему подключения для справки, но разные ПИД регуляторы могут иметь разные инструкции по подключению, поэтому дважды проверьте свою модель.
После того, как все было подключено и смонтировано в корпусе, мы прикрутили к металлической конструкции литейного цеха гайки и болты. Позже мы обнаружили, что конструкция немного нагревается и смягчает корпус, напечатанный на 3D-принтере, поэтому было бы полезно иметь изоляционный слой, такой как дерево.
Мы обязательно подключили заземляющий провод к монтажному болту, чтобы конструкция могла быть электрически заземлена для безопасной работы.
Затем мы измерили и просверлили отверстие для термопары.
Температура измеряется всего в 1 дюйме от кончика термопары, поэтому мы хотели расположить эту область ближе к полу литейного цеха, чтобы получить наиболее точные показания.
Мы сделали небольшой рычаг с небольшой регулировкой для установки термопары. После этого закрыли корпус.
- Используя катушку из стальной проволоки в качестве нагревательного элемента, мы рассчитали сопротивление около 9 Ом, чтобы дать нам достаточную мощность, не перегружая нашу схему на 20 А и давая нам приличный запас для включения других инструментов в цепи, если это необходимо.
- Чтобы рассчитать, используя нашу схему 120 В с 9 Ом, измеренным на нагревательном элементе:
- Ток = напряжение / сопротивление
- Ток = 120 В / 9 Ом
- Ток = 13,3 ампер,
Литьё цветных металлов своими руками. #1 Печь
В этом посте я расскажу про печь. Будет много букв и немного картинок. Это не универсальная конструкция, вариантов может быть очень много, их можно найти в гугле и на тематических форумах. Здесь я описываю только свой опыт и впечатления от эксплуатации.
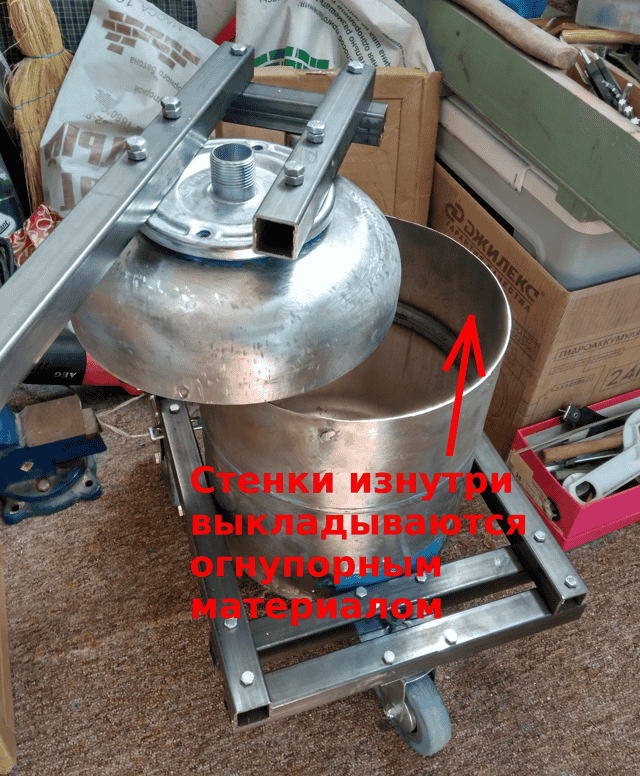
Я сделал выбор в пользу пропана, т.к. с ним печь должна быть чистой, не будет мусора и гари, она требует меньше места. Собрав несколько рецептов воедино, я купил гидроаккумулятор на 24 литра. Критерий выбора — диаметр.
Внутренний объем ограничит максимальное количество металла, которое вы сможете расплавить за раз. В остальном это может быть и простое металлическое ведро, или барабан от стиральной машины, или баллон от фреона, или из-под пропана или что-то похожее.
Лучше не покупать готовое изделие, а искать что есть под рукой, так выйдет дешевле.
Получившийся корпус я зачистил и сделал каркас, фото поможет понять о чем я:

Крышка поворачивается на гаражной петле, которую я приварил. Конструкция с тремя колесами (одно поворачивается)не очень устойчива, но позволяет катить печь с минимальными усилиями и без длинных ручек (а она тяжелая).
Внутри бака я сделал теплоизоляцию из такого состава: молотый шамот плюс огнеупорная глина в пропорции 2/1 соответственно. Как это правильно сделать: из картона надо сделать цилиндр, который будет служить внутренней опалубкой и поставить в бак.
А образовавшуюся пустоту между цилиндром и стенкой заполнить раствором. Предупреждаю — раствор не должен быть жидким. При высыхании слишком жидкой смеси раствор даст огромные трещины, я переделывал после этой ошибки.
Раствор был таким, что я его буквально запихивал руками, а воздух удалял трамбовкой (какая-нибудь палка).
Все это сохнет недели две-три. Раствор даст усадку, поэтому щели я заполнил огнеупорной ватой, она даст дополнительную теплоизоляцию. Потеря тепла — основной враг такой печи.
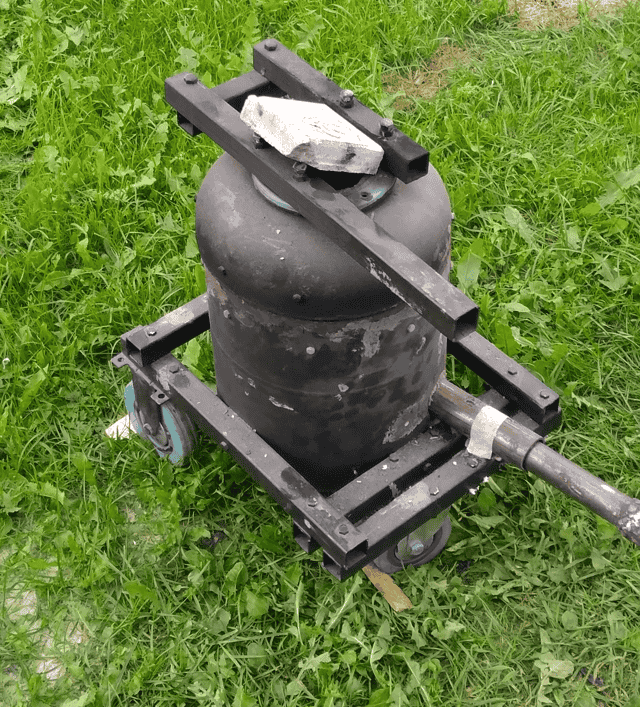
Крышку внутри тоже заполняет раствором. Что бы он не вывалился после высыхания, я насверлил отверстий по бокам крышки и закрутил болты (шляпками наружу). За них раствор цепляется и не падает вниз. На фото ниже видна готовая печь, покрашенная огнеупорной краской.
Здесь видна труба (ф50), в которую вставляется горелка. Труба входит в печь по касательной.
Это надо, чтобы создать в печи нужное завихрение, иначе пламя будет бить в одну точку, а нам надо равномерный нагрев все полости печи. На этом патрубке виден кусок малярной ленты.
Она там не нужна, но свидетельствует о том, что при работе этот патрубок, как и горелка, абсолютно холодные и за них можно браться руками (это правильный режим работы горелки).
На фото ниже видна горелка.
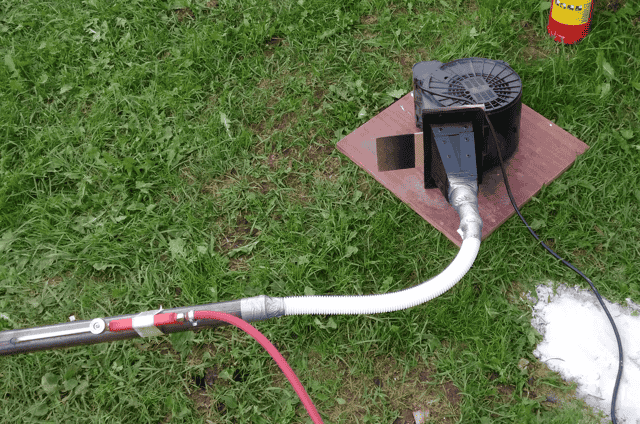
Горение не должно происходить внутри горелки, оно должно происходить в печи. Если горение будет внутри горелки, она раскалится и это не безопасно. Это говорит, что она неправильно работает. Как это обеспечить? Берем кровельную горелку, убираем с нее наконечник и вставляем в трубу (в моем случае диаметр около 40 мм).
Длина трубы произвольная, главное — достаточная, чтобы воздух из наддува успел качественно смешаться с пропаном. Еще — чем шире сопло горелки, тем больше жаропроизводительность, расход воздуха и пропана. Это золотое сечение надо искать опытным путем (конечно зависит и от объемов плавки).
Для моей печи описанный размер подходит.
На картинке также виден наддув. Это улитка от вытяжки (вроде 600 кубометров в час). Для регулировки количества воздуха я сделал заслонку. В данном случае она открыта на 1/4 и этого хватает за глаза.
Я видел горелки в газовых горнах с вентилятором от кулера. Обычно для регулировки люди используют ЛАТР, но у меня его нет.
Основная суть в том, что бы сбивать пламя к началу горелки и не допустить горения в трубе (и тем более у сопла).
На картинке ниже видна теплоизоляция печи. Именно про этот ограниченный объем я и говорил при выборе корпуса печи, поэтому про это следует подучать заранее. Я бы сделал побольше, но что есть то есть. Видна сдвинутая в сторону крышка и тигель на заднем плане. Тигель — обрезанный маленький огнетушитель. После нагревов скалывется слоями. На долго его не хватит.

Все это добро питается пропаном. При 1/4 (от мощности улитки) воздуха я ставил на редукторе 1,2 атм. Горит нормально, запас по мощности есть.

2,5 кг бронзы расплавились и перегрелись за полчаса. 300 грамм алюминия за 11 минут.
При расходе газа в 1,2 атм баллон покрывается конденсатом. Читал, что некоторые ставят баллоны в воду, что бы не покрылись инеем.
P.S. Когда я еще не подобрал оптимальные размеры горелки и думал, что ничего не выйдет (было нестабильное пламя, малая температура), решил попробовать плавить на литейном коксе (подготовленный каменный уголь). В печи такого размера это вообще не вариант.
Места мало, уголь попадает в тигель. Нагрев локальный, холодный воздух поддува частично забирает тепло. На распал угля надо много энергии (загорается вроде при t~600C), очень инертное топливо, не для такой печи и не для разовых плавок.
Он хорош если запустил печь и палишь сутками без остановки.
Я надеюсь вам было интересно. Буду рад ответить на вопросы.
Печь для плавки латуни и алюминия
Всем привет! После изготовления пропановой горелки настало время изготовить печь для плавки. Долго думал из чего её сделать. Рассматривал различные варианты. Выложить из шамотного кирпича и обрамить уголком. Можно было сварить каркас из металла, выложить внутри кирпичом и изолировать от стенок ватой.
Всё это показалось мне как-то сложно, да и достать ту же жаростойкую вату у нас в регионе оказалось проблемой. Самым идеальным вариантом было выложить печь из специальных плит похожих на пеноблок. Не помню точно, как они называются, но этот материал имеет отличную теплоизоляцию и держит температуру 1300°C.
При этом он лёгкий и достаточно прочный и может выполнять функцию каркаса. К сожалению, достать у нас их очень сложно.Поэтому пришлось сделать из доступных материалов.Попалась мне под руку пустая 50-ти кг бочка из-под грунтовки. Её я и решил использовать. Отступил от верха около 10 см и отрезал по кругу.
Внутри были остатки грунтовки, и пришлось влить несколько бутылок растворителя, чтобы всё отмыть и растворить. Плюс получилось 2,5 л грунтовки на хознужды. Остальное, что не поддалась, пришлось выпалить. После всех процедур получился хороший корпус и крышка для будущей печи.
Перед тем как выкладывать внутреннюю топку, необходимо сбоку проделать отверстие и вставить трубку, желательно нержавейку. В трубку будет вставляться газовая горелка. Чтобы горелка не выпадала, с краю трубы просверлил три отверстия, приварил гайки м8, и вкрутил болты. Ещё одно отверстие на боковой стенке бочки нужно для термопары, но это по желанию.
Перед заливкой нужно вставить трубочку. Высоту под горелку подбираем исходя из толщины дна. А дно делаем таким, чтоб поставленный на него кирпич был заподлицо с бочкой и не выпирал. Далее из 2 мм железа вырезал квадратики. Это будут площадки для петель, так как толщина стенок бочки маленькая. Пластинки изогнул для плотного прилегания к стенкам.
Пластинок нужно 4 штуки по 2 на каждую сторону. Одна будет снаружи другая внутри бочки. Скручиваются они между собой болтами М6. Такие же пластинки использовал и по бокам бочки. К ним будет привариваться обрезки трубок. На этих трубках бочка будет висеть на каркасе, и занимать либо вертикальное, либо горизонтальное положение. Только после этого нужно будет выкладывать внутреннюю часть.
Итак, начнем. Первым делом из стеклоткани я вырезал кружок по диаметру бочки и уложил его на дно. Далее в ход пошла печная огнеупорная смесь. Она его держит температуру 1700°C. Накидав и размазав эту смесь, добился необходимой толщины дна, и наверх пожил шамотный кирпич. Также в слой раствора была уложена армирующая сетка. Всё это дело оставил на ночь для схватывания раствора.
На следующий день приступил к выкладыванию самой топки. Кирпичи ставил стояком. Вместилось 6 штук в форме шестиугольника. Один кирпич нужно подрезать в том месте, где будет проходить трубка. После этого залил полностью раствором всё пустое пространство. Хотел расположить внутри бочки стекломат для изоляции стенок. Но побоялся, что всё это будет болтаться.
Ведь печь будет использоваться в горизонтальном и вертикальном положении. Теперь крышка. По центру есть отверстие и оно нужно для выхода газа. Из 2мм листа стали вырезал полоску шириной равной высоте крышки. Скрутил его кольцом и приварил в центре. Перед заливкой в крышку было уложено кольцо из стекломата.
Для того чтобы раствор не высыпался и держался в крышке, внутрь была вварена армирующая решетка.

Полный размер
Подгоняю высоту раствором

Полный размер
Боковые стенки
После всех подготовительных операций залил всё раствором. Сохла эта монументальная конструкция около 2 недель с периодическим прогревом. Пока всё это дело сохло, я сварил рамку. Она состоит из двух кусков уголка пятерки, связанных между собой арматурой по краям.
По центру уголков установлены стойки, на которые приварены гайки. В гайки вкручиваются болты, и они выполняют роль поворотной оси. На этих болтах печь будет занимать горизонтальное или вертикальное положение. Для фиксации печи в нужном положении трубки на боковой стенке печки приварил две пластины с отверстием.
А на стойки приварил гайки. При закручивании болта он попадает в отверстие пластины, и фиксируют бочку. После сборки рамки покрасил её остатками этой самой грунтовки. А сам корпус печки был тщательно зачищен и покрашен термостойкой краской из баллончика.
Заранее скажу, что при пробных плавках краска не выгорела, и корпус печки нагревался примерно до 100°C.

Полный размер
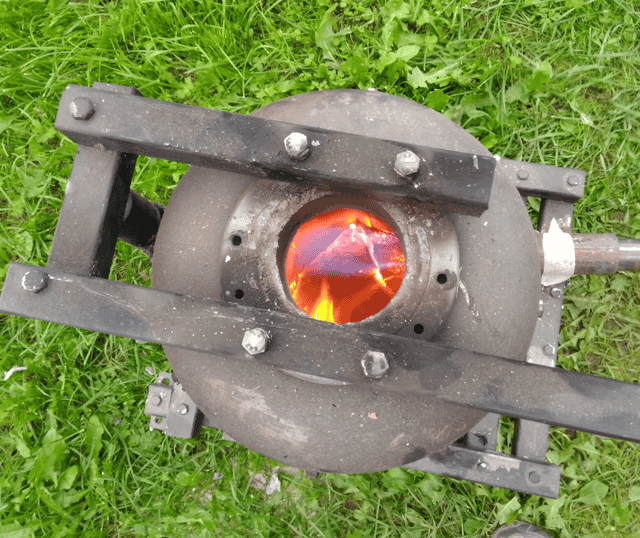
Выхожу на режим????

Полный размер
Загрузка сырья

Полный размер
Рабочая температура, можно больше!

Полный размер
Загрузка латуни
Для контроля температуры заказал в Китае контроллер и термопару. Ссылки в описании под роликом!
Ниже оставлю ролики про изготовление печки и про плавку алюминия. Отдохните под хорошую музыку и приятные кадры. Может чего забыл и там можно более подробно всё рассмотреть. Спасибо за внимание и до новых встреч. Пока!
Виды плавильных печей в металлургии
Одним из основных видов оборудования, которое используется в сфере металлургии, являются плавильные печи. Применяться они могут на самых разных этапах. В самом начале, когда металл нужно отделить от остатков руды, потому что там много примесей, необходимо его расплавить.
Это позволит вытащить из всей этой массы чистый металл. На следующих этапах также плавильная печь применяется уже при производстве металлопроката или каких-то отдельных изделий.
Изобретены такие печи были очень давно. Разумеется, с тех пор они существенно изменились, стали мощнее. Разновидностей плавильных печей тоже стало много. Работать они могут на жидком, газообразном, твердом топливе и электричестве.
Основные виды плавильных печей используемых в металлургии
В настоящий момент наиболее распространены следующие виды плавильных печей:
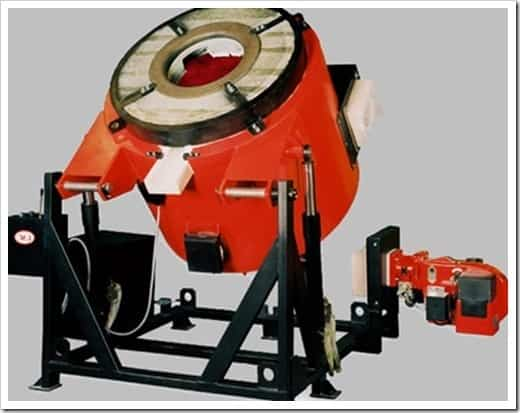
- Индукционная. В такой печи ток проходит через металл в тигле. Это и способствует выделению тепла и нагреву металла. Понятно, что работают они на электричестве. Применяются индукционные плавильные печи в литейном производстве, а также ювелирными мастерами.
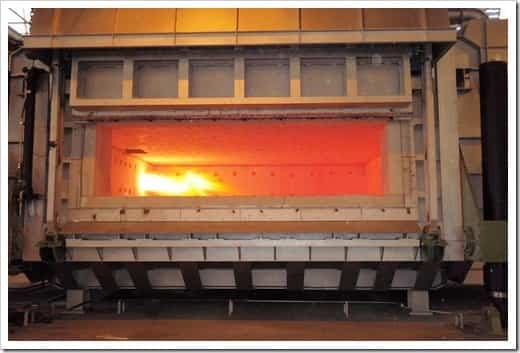
- Электрическая дуговая. Здесь функцию источника тепла выполняет электрическая дуга переменного или постоянного тока. При расплавлении металла, его прокачивают, чтобы обеспечить равномерность процесса. С помощью таких печей плавят чугун, создают различные сплавы, сталь, цветные металлы и не только. Электрические дуговые печи достаточно сложные в плане эксплуатации и требуют больших физических, временных и финансовых затрат. По этой причине, например чугун, выплавленный в электрической дуговой печи, стоит дороже. Он лучше качеством. Кроме того сами издержки выше. Это сказывается на итоговой стоимости готового материала.
- Газовая. На вопрос о том, на каком именно топливе работает такая печь, отвечает само название. Благодаря качественным теплоизоляционным материалам, использованным при производстве таких печей, теплопотери сводятся к минимуму. Кроме того здесь можно максимально точно регулировать температуру, которая требуется. Это хорошо сказывается и на энергозатратах, и на качестве самого металла. Внутри газовой печи образуется воздушно-газовая смесь. И при горении выделяется очень много энергии, что делает КПД таких печей максимальным. Плавильный тигель в такой печи, который нагревается за счёт газовоздушной смеси, изготовлен из специального сплава, выдерживающего очень высокие температуры. Нагреваться газовая печь может до 1400°C. Используется она не только для плавки, но и нагрева некоторых металлов в процессе обработки.
- Плавильная печь сопротивления. Это разновидность печи, которая работает на электричестве. Особенность её в том, что работает она по принципу теплового действия в проводнике. Одним из основных рабочих элементов являются нихромовые пластины. Они регулярно выходят из строя, и их нужно менять. Тем не менее использование такой плавильной печи считается выгодным, так как общие затраты на обслуживание небольшие.
- Муфельная. Она содержит муфель, выполняющий защитную функцию, не позволяя расплавленному металлу контактировать с продуктами сгорания. Максимальный уровень нагрева таких печей относительно невысокий. Поэтому спектр задач, которые можно с их помощью решить, достаточно ограниченный.
Какую плавильную печь выбрать и где её купить
При выборе такого оборудования необходимо ориентироваться на то, какие именно задачи с его помощью планируется выполнять.
Как сделать простую печь для плавки алюминия
Очень многое можно отлить из алюминия, начиная от сувениров, декоров для дома, и заканчивая деталями различных сложных механизмов. Чтобы расплавить металл, требуется плавильная печь. Ее можно изготовить своими руками.

Материалы:
- Бочка от моторного масла 20 литров или жестяное ведро от краски;
- дверная петля;
- саморезы;
- песок;
- цемент;
- сварная сетка;
- жестяная банка от краски 3 л;
- пенопласт;
- огнестойкая вата;
- гипс.
Процесс изготовления плавильной печи
Корпус печи изготавливается из бочки от моторного масла. У нее срезается болгаркой вальцовка сверху, чтобы отсоединить крышку.
Затем внизу бочки на стенке размечается дверца. Ее следует вырезать с одной стороны, и установить дверную петлю на саморезы.
Затем дверь вырезается полностью. Так ставить петлю гораздо удобней, чем потом, когда дверца уже вырезана полностью. Закрутив в дверь один саморез, можно получить ручку.
На уровне дверцы немного сбоку проделывается отверстие для подачи воздуха.
Затем из пенопласта нужно вырезать заглушку для проема двери со скругленным внутрь торцом, под стыковку с трехлитровой жестяной банкой.
Далее готовится бетон из цемента и песка в пропорции 1:4. Он заливается на дно бочки до уровня дверцы. Затем в бочку вставляется армирующий цилиндр из сетки, с прорезями под воздушное отверстие и дверцу.
В центр бочки вставляется жестяная банка без дна, и заполняется песком. Вплотную в нее упирается пенопластовая заглушка из двери, и картонная трубочка с отверстия поддува.
Бочка заливается бетоном до бортиков банки. Затем та приподымается выше, и снова досыпается песком. После этого бетон также заливается выше. Таким переходами нужно долить его до самого верха бочки. Затем банка вынимается, и раствор приглаживается.
Пока бетон застывает, можно сделать тигель для плавки. В его качестве подойдет дно от огнетушителя.
После схватывания раствора можно выбрать песок, а также убрать пенопласт и картонную трубку.
На дверцу печи с помощью гипса приклеивается огнеупорная вата.
На корпус плавильни устанавливаются ручки.
Полученная в итоге плавильня может использоваться как для плавки цветных металлов, так и готовки.
В первом случае, в нее вставляется пластиковая трубка, и камера сгорания забивается опилками.
Затем трубка убирается, и в патрубок для подачи воздуха подключается вентилятор, а опилки поджигаются. Сверху можно ставить решетку, и готовить.
Непосредственно для плавки алюминия, нужно поместить в камеру древесный уголь, и разжечь его горелкой через дверцу.
Затем на него ставится тигель, и в нем плавится алюминий.
Смотрите видео
Обзор компактной тигельной печи SmartMelt: мини-плавка для дома или мастерской / Инструменты / iXBT Live
Наверняка многие сталкивались с необходимостью отливки металлов в домашних условиях.
А действительно, можно ли своими силами и с минимальными затратами подготовить форму и выполнить литье цветных или драгоценных металлов для хобби, мини-производства или с познавательными целями.
Так вот, нашел интересный недорогой и компактный вариант тигельной печи, которую можно установить в домашней мастерской или в гараже.
Тигельная мини плавильная печь SmartMelt
Муфельная мини печь SmartKiln
Как известно, для плавки и литья металлов можно подобрать оборудование различного класса: начиная от бюджетных газовых горнов, заканчивая индукционными установками и ювелирным оборудованием.
Сегодня речь пойдёт про удобный бюджетный вариант — тигельную мини печь SmartMelt для плавки цветных и драгоценных металлов. Есть вариант и побольше — муфельная мини печь SmartKiln. Оба варианта работают от бытовой сети 220 В/50 Гц (1 фаза), не потребляют излишне электричество (не более 1.
8 кВт, как бытовой электрочайник или утюг), не требуют специального помещения, а также оснащены контроллером для поддержания заданной температуры.
Тигельная мини-печь SmartMelt предназначена для работы в бытовых условиях. Представляет собой достаточно компактное устройство в корпусе из нержавеющей стали и продуманной термоизоляцией. Для управления температурой служит специальный PID-контроллер.
Характеристики:
Бренд: Plavka.pro
Модель: SmartMelt
Тип: Тигельная печь
Мощность: 1800 Вт.
Максимальная температура 1150 градусов
Время достижения максимальной температуры: 6 мин
Размеры: 170 х 170 х 400 мм
Вес: 7,5 кг.
Специальная термопара установлена внутри для обратной связи по температуре и управления ТЭНами в режиме поддержания температуры. Подключается печь в бытовую сеть 220 В/50 Гц с евророзеткой на 2 кВт (16А).
Рабочая область закрывается специальной крышкой. Для фиксации служит накидной замок, на обратной стороне расположены петли. Механизм простой, вполне можно отремонтировать самостоятельно в случае долговременной эксплуатации.
В моём комплекте поставки присутствовал графитовый тигель — простой и эффективный способ для нагрева металлов. Отлично проводит тепло, хорошо разогревается.
Для установки присутствует фланец, для захвата — кольцо с проточкой под щипцы. Различаются тигли по объему (тигли на 1 или 2 кг, что соответствует 100 и 200 мл расплава), а также по материалу корпуса (керамика или графит). Есть смысл приобрести запасные тигли, или керамические (меньше изнашиваются).
Для аккуратного слива расплава в тигле предусмотрен желобок. Устанавливается тигель корпусом в специальное отверстие в печи.
В отверстие хорошо видно спирали ТЭНов и расположенную рядом термопару. Внутреннее пространство заполняет высокотемпературный термоизолятор — снаружи печка практически не нагревается, отлично удерживает тепло в закрытом состоянии, утечки тепла минимальные.
Выше я упомянул щипцы: простые щипцы из комплекта, которыми удобно извлекать тигель и выливать расплав в форму. Длина щипцов чуть более полуметра, что дает возможность комфортной работы с горячими металлами.
Керамический или графитовые тигли плотно захватываются щипцами, появляется возможность аккуратно установить или извлечь тигель для работы с расплавом металлов.
Управлять контроллером достаточно просто: имеется функция целевой установки температуры (SET), в градусах цельсия, а также отображение текущей температуры в градусах цельсия.
Нажимаем SET, стрелками вверх или вниз выбираем целевую температуру, стрелка влево перемещает курсор по разрядам. После установки начинается плавный разогрев ТЭНов. После достижения уставки — подогрев и удержание значения температуры.
Температуру плавления выбранного металла можно найти в доступных источниках.
Для контроля и удержания температуры используется одноступенчатый ПИД алгоритм. Печь может не только поддерживать температуру, но и обеспечивать плавное остывание.
Примеры потребления печи: — в покое (работает только контроллер);
-поддержание температуры (ШИМ, неполная мощность);
— разогрев (успел заснять 1.6 кВт, импульсы потребления достигают 1.8….2 кВт, что вполне нормально).
Если вы приобрели печь для хобби, то можно начать с литья металлов и сплавов с низкой температурой плавления: олово, свинец, медь, латунь, бронза, серебро и т.п. Вполне сгодятся обрезки и лом цветных/драгоценных металлов и их сплавов.
В качестве формы для литья можно использовать термостойкие материалы: специальный гипс, силиконы, и т.д. Чем удобнее материал обрабатывать, тем качественнее получится отливка. Например, гипс. Замешиваем, даем чуть подсохнуть, формуем модель. Можно делать из двух половинок с последующим скреплением.
Устанавливаем тигель с материалом для плавки, закрываем крышку. Разогреваем печку до нужной температуры. Нагреваем, ждем полного расплава.
Осторожно, в печке очень горячо — 1000….1100 градусов, в зависимости от того, сколько вы установили (для свинца или олова можно поменьше — 400..450). Если экспериментируете дома — то лучше закрыть все доступные поверхности от брызг расплава. В гараже или мастерской будет несколько попроще.
В зависимости от объема материала в тигле может потребоваться 5…15 минут. Время разогрева до максимальных 1150 градусов составляет 6 минут. Опять же зависит от типа металла или сплава. Обычно смотрю на температурные показания, как только перестали прыгать (выровнялась температура, прогрелся тигель и весь объем металла), выжидаю минуту и проверяю.
Результат отливки в гипс. Присутствует некоторая шероховатость, которую можно убрать шлифовкой на круге или листе наждачной бумаги.
оригинал и отливка.
Что могу сказать — без вакуумной машинки ювелирного качества не достичь. Простые детали получаются прилично, с учетом дальнейшей обработки (шлифовка и т.п.). Это тема для дальнейших проб и ошибок.
Вполне неплохой вариант начального уровня, который не требует специально оборудованного помещения, мощной электропроводки и т.д.
Компактная мини-печь SmartMelt для тигельной плавки или мини-муфельная печь SmartKiln хорошо подходят для плавки небольшого объема цветных и драгоценных металлов.
Буду продолжать эксперименты, тем более сейчас доступен литьевой воск, воск для ЧПУ обработки, воск для 3Д печати (SLA или FDM), а также готовые восковки.
Другие обзоры и тесты смартфонов, инструмента и гаджетов вы можете найти в моем профиле и по ссылкам ниже.





