- Технология ультразвуковой коагуляции и диссекции тканей
- Технология ультразвуковой коагуляции и диссекции Гармоник (Harmonic) (США)
- ПРИНЦИП РАБОТЫ
- ПРЕИМУЩЕСТВА ТЕХНОЛОГИИ
- Сочетание биполярной и ультразвуковой энергии в одном инструменте
- Обработка металлов
- Ультразвуковая упрочняюще-финишная обработка (УЗУФО)
- Ультразвуковое нарезание и накатывание наружной и внутренней резьбы (УЗНР)
- Уз нарезание наружной резьбы резцом
- Уз нарезание внутренней резьбы метчиком
- Уз накатывание внутренней резьбы метчиком
- Ультразвуковое волочение
- Ультразвуковая сварка
- Ультразвуковая пайка
- Ультразвуковая упрочняюще-финишная обработка металлов (УЗУФО)
- Ультразвуковое кавитационное удаление заусенцев с поверхности малогабаритных деталей
- Способ удаления заусенцев с малогабаритных деталей

- Заусенцы — это металлическая часть, остаток металлической поверхности или чрезвычайно мелкие микроскопические частицы металла остающиеся после металлического литья, фрезерования или гальванического процесса.
- Появление заусенцев значительно снижает стандарт качества металлических заготовок, поэтому их необходимо предотвращать или удалять.
- Самый простой способ удаления заусенцев включает следующие 10 перечисленных методов:

Оператор использует напильник, наждачную бумагу и другой инструмент для полировки заготовки и удаления заусенцев.
Этот метод требует не очень высокой технической квалификации работников. Он подходит для изделий с небольшим количеством заусенцев и простой структурой изделия.
Поэтому он также широко используется на предприятиях общего профиля для удаления заусенцев. Напильники делятся на два типа: искусственные и пневматические.
Стоимость ручного напильника дороже, эффективность удаления заусенцев не очень высокая, и трудно удалить сложное поперечное отверстие.

- Удаление заусенцев осуществляется методом изготовления пуансонной формы, обрабатываемой на вырубном станке.
- Вырубной штамп требует определенного количества грубых и тонких заготовок, также может потребоваться изготовление штампа для снятия заусенцев.
- Подходит для простых изделий, эффективность и эффект удаления заусенцев лучше, чем при использовании ручного метода.

- Метод удаления заусенцев с помощью вибрации, пескоструйной обработки и ролика, широко используется на предприятиях.
- Проблема удаления заусенцев шлифованием заключается в том, что иногда область удаления получается не очень чистой и может потребовать последующей ручной обработки или других способов удаления заусенцев.
- Этот метод подходит для массовых мелких изделий.

- Это метод использования перепада температур для быстрого охрупчивания заусенцев, а затем распыления гранул для их удаления.
- Замораживающий метод удаления заусенцев подходит для изделий с меньшей толщиной стенки грата и меньшей заготовки.
- Цена всего оборудования немного высока, около 30,000-40,000 USD.
Этот метод также называют термическим снятием заусенцев, или снятием заусенцев взрывом.
Он заключается в том, чтобы пропустить часть газа в печь, а затем через определенную среду и условия газ мгновенно взрывается, используя энергию, полученную в результате взрыва, для растворения заусенцев.
Оборудование, необходимое для такого подхода, стоит дорого, обычно более 150 000 USD. И требования к операционной технологии очень высоки.
Удаление заусенцев неэффективно и может вызвать побочные эффекты, такие как ржавчина и деформация.
Удаление заусенцев методом теплового взрыва в основном используется в некоторых высокоточных деталях, таких как автомобильная аэрокосмическая промышленность и другие прецизионные детали.

При желании вы можете использовать гравировальный станок для удаления грата с заготовки. Это оборудование не очень дорогое и обычно стоит несколько тысяч долларов. Оно подходит для удаления грата с простой пространственной структурой и простым расположением.

Метод химического удаления заусенцев заключается в использовании принципа электрохимической реакции для автоматического и избирательного удаления заусенцев с деталей из металлических материалов.
Он подходит для внутренних скоплений заусенцев, которые трудно удалить, особенно на таких изделиях, как корпус насоса и корпус клапана.

- Метод удаления заусенцев на металлических деталях с помощью электролиза.
- Этот метод может иметь определенные побочные эффекты, поскольку электролит является коррозийным, и вблизи заусенца также подвергается воздействию электролиза, поверхность потеряет блеск и даже повлияет на точность размеров.
- В результате, после электролизного удаления заусенцев заготовка должна быть зачищена и очищена от ржавчины.
Этот метод подходит для удаления заусенца поперечного отверстия на скрытой части заготовки и сложных деталей. Эффективность производства высокая, а операция обычно занимает от нескольких секунд до десятков секунд.
Он применяется для обработки устья отверстия маслопровода шестерни, шатуна, корпуса клапана и коленчатого вала, а также для скругления острых углов.

Это метод использует мгновенное воздействия воды для удаления заусенцев и зачистки кромок.
Это оборудование очень дорогое, в основном используется в сердце автомобиля и гидравлической системе управления инженерного оборудования.
Распространение ультразвука может также создавать мгновенное давление, которое можно использовать для удаления заусенцев с деталей.
Этот метод отличается высокой точностью и используется в основном для удаления микроскопических заусенцев, которые можно наблюдать только через микроскоп.
Технология ультразвуковой коагуляции и диссекции тканей
- Главная
- Технологии
- Технология ультразвуковой коагуляции и диссекции тканей
Видео операции по данной методике проф. Пучкова Вы можете посмотреть здесь
Электрохирургические приборы и инструменты, использующие технологию ультразвуковой коагуляции и диссекции тканей, в большинстве случаев основаны на преобразовании электрического тока в ультразвуковую волну (магнитострикционное или пьезоэлектрическое явление).
В основе работы магнитострикционных преобразователей лежит способность тел из железа, никеля, их сплавов и некоторых других материалов периодически менять свои размеры в переменном магнитном поле. В ультразвуковой хирургии применяют инструменты, режущий край которых непрерывно колеблется с частотами 10—100 кГц и амплитудой 5—50 мкм.
Механизм воздействия ультразвука на ткани основан на том, что высокочастотная вибрация приводит к механическому разрушению межклеточных связей; и на кавитационном эффекте (создание за короткий промежуток времени в тканях отрицательного давления, что приводит к закипанию внутри—и межклеточной жидкости при температуре тела; образующийся пар приводит к разделению тканей). Также происходит коагуляция в связи с денатурацией белков. Образующаяся пленка коагуляции насколько прочна, что современные ультразвуковые скальпели позволяют пересекать даже крупные (до 7–8 мм) сосуды, без предварительного их лигирования.
Технология ультразвуковой коагуляции и диссекции Гармоник (Harmonic) (США)
ПРИНЦИП РАБОТЫ
Электрическая энергия, исходящая из генератора, управляемого микропроцессорами, преобразуется в механические колебания системой пьезокерамических кристаллов, расположенных в лапароскопической рукоятке.

Лезвие инструмента вибрирует в продольном направлении с частотой 55,5 кГц. Амплитуда продольных колебаний варьирует в пределах 30–100 мкм на 5 уровнях при помощи установки параметров на передней панели генератора.
При контакте с тканями технология Гармоник оказывает три эффекта: диссекцию, коагуляцию, кавитацию.
Диссекция происходит вследствие механического растяжения тканей выше пределов эластичности. Коагуляция тканей происходит вследствие ультразвуковых механических колебаний молекул белков с их последующей денатурацией. Кавитация (образование холодного пара) является обратимым эффектом, который возникает вследствие изменения давления и способствует препарированию тканей.
ПРЕИМУЩЕСТВА ТЕХНОЛОГИИ
- Электричество не проходит через ткани пациента и не поступает к нему
- Минимальное латеральное термическое поражение (около 1 мм ) – обеспечивает возможность работы вблизи жизненно важных органов и меньший риск послеоперационных некротических осложнений
- Одновременная диссекция и коагуляция – сокращение времени операции.
- Лигирование сосудов диаметром до 5 мм
- Отсутствие задымления и обугливания тканей
- Отсутствие рисков и осложнений электрохирургии.
Инструменты и технология Гармоник применяется для рассечения мягких тканей при необходимости надежного гемостаза с минимальным латеральным термическим поражением.
HARMONIC ACE+ — это новые изогнутые ножницы ACE+ с технологией АТТ (усовершенствованная подача энергии с Adaptive Tissue Technology (Технология Адаптации к Ткани).
Технология АТТ перманентно оценивает показатели состояния ткани, при этом: регулирует подачу энергии, обеспечивая улучшенный температурный контроль, изменяет звуковой сигнал и сообщает, что технология АТТ адаптирует подачу энергии, повышая эффективность работы, при этом хирург полностью контролирует инструмент, получая еще большую прецизионность и эффективность манипуляций. Нагрев тканей снижается на 23%, что позволяет избежать не преднамеренного повреждения ткани и работать вблизи жизненно важных структур.
Технология АТТ в новых ножницах на 21% сокращает время рассечения ткани, при том же уровне надежности гемостаза.
Ультразвуковой хирургический блок Auto Sonix™ (Ультразвуковые ножницы) (Швейцария) предназначен для рассечения тканей и осуществления надежного гемостаза в традиционной и эндоскопической хирургии, хирургии малых пространств и хирургии доступных полостей. Ультразвуковые ножницы Auto Sonix™ надежно коагулируют сосуды до 3 мм диаметром.



Ультразвуковой хирургический блок Auto Sonix™ является самым быстродействующим среди всех аналогов. Скорость рассечения тканей является произведением частоты ультразвуковых колебаний инструмента (55 500 Гц) и максимальной амплитуды колебаний (110 мкм).
Таким образом, каждую секунду виртуально рабочая часть инструмента проходит путь длиною 601 метра. Это гораздо больше, чем у любого из конкурентов, что позволяет хирургу не растягивать манипуляции во времени.
Полностью отсутствуют осложнения, связанные с прохождением электротока через организм пациента. Auto Sonix™ является средством выбора при хирургическом лечении больных с имплантированным искусственным водителем ритма сердца.
Гемостаз осуществляется при низких температурах, с незначительным боковым повреждением тканей, с отсутствием задымления операционного поля.
Инструменты для традиционной и эндоскопической хирургии имеют самый удобный диаметр – 5 мм. В настоящее время генератор Auto Sonix™ снабжен интеллектуальной компьютерной системой “Shear Logic*”.
Благодаря функции “Shear Logic*” генератор способен «чувствовать» возрастающее затруднение при работе с плотными структурами, попадающими в бранши УЗ ножниц или УЗ крючка.
При этом генератор автоматически увеличивает подачу мощности к инструменту.
Этот рост мощности в результате увеличивает амплитуду колебаний лезвия, приводя к увеличению скорости рассечения и коагуляции. Кроме возможности при необходимости увеличить режущую способность, новый Auto Sonix™ с системой “Shear Logic*” способен в целом выдать на 14% большую мощность, чем прежняя модель.
- Клиническое различие выражается в постоянстве режущего эффекта на различных типах и толщинах тканей, с резким сокращением количества индикаций механических затруднений.
- В настоящее время компания Covidien (Швейцария) произвела ультразвуковые ножницы последнего поколения «Sonicision», имеющие улучшенные характеристики работы в сравнении с предыдущими версиями.
- Эта модель не имеет отдельного генератора, поэтому весь механизм управления расположен в рукоятке инструмента, что позволяет хирургу не быть связанным кабелем с генератором и получать большую степень свободы при работе инструментом.
Сочетание биполярной и ультразвуковой энергии в одном инструменте
THUNDERBEAT «Olympus» (Япония) — первый в мире инструмент, в котором биполярная и ультразвуковая энергия подаются к тканям одновременно.
Данное сочетание обеспечивает значительные преимущества по сравнению с аппаратами, использующими только биполярную и ультразвуковую энергию, подаваемую к тканям отдельно.
Ультразвуковая энергия обеспечивает быстрое рассечение тканей, биполярная энергия, подающаяся с учетом изменения сопротивления в тканях, обеспечивает надежный гемостаз тканей и лигирование сосудов.
Инструменты THUNDERBEAT имеют запатентованный дизайн бранш, техническое решение аналогично конструкции крепления автомобильного стеклоочистителя, что позволяет точно адаптироваться к ультразвуковому зонду, обеспечивая точность диссекции и снижение образования пара и дыма, сохраняя уровень качества визуализации. Настоящее конструктивное решение равномерно распределяет давление при закрытии бранш независимо от формы, толщины, типа оперируемых тканей, обеспечивая стабильную подачу энергии для лигирования и распределение усилия при захвате и диссекции тканей.
Преимущества сочетания биполярной и ультразвуковой энергии для хирургии:
- Надежный гемостаз сосудов до 7 мм
- Минимальный риск термического латерального повреждения
- Максимальная скорость лигирования и резекции
- Уменьшение паро — дымообразования улучшает качество визуализации
- Точная диссекция ткани благодаря конструкции бранш инструмента
- Один инструмент для большинства манипуляций
В моей операционной имеются все модели перечисленных ультразвуковых аппаратов, позволяющих бескровно рассекать ткани и проводить сложнейшие операции с минимальным количеством осложнений.

Когда вы пишете письмо, знайте:
оно попадает мне на мою личную
электронную почту .
puchkovkv@mail.ru
+7 495 222-10-87
Телемедицина
На все ваши письма я отвечаю всегда только сам. Я помню, что вы доверяете мне самое ценное — свое здоровье, свою судьбу, свою семью, своих близких и делаю все возможное, чтобы оправдать ваше доверие. Каждый день я по нескольку часов отвечаю на ваши письма.
Направляя мне письмо с вопросом, вы можете быть уверены, что я внимательно изучу вашу ситуацию, при необходимости запрошу дополнительные медицинские документы.
Огромный клинический опыт и десятки тысяч успешных операций помогут мне разобраться в вашей проблеме даже на расстоянии.
Многим пациентам требуется не хирургическая помощь, а правильно подобранное консервативное лечение, в то время как другие нуждаются в срочной операции.
И в том, и в другом случае я намечаю тактику действий и при необходимости порекомендую прохождение дополнительных обследований или неотложную госпитализацию.
Важно помнить, что некоторым больным для успешной операции требуется предварительное лечение сопутствующих заболеваний и правильная предоперационная подготовка.
В письме обязательно (!) укажите возраст, основные жалобы, место проживания, контактный телефон и адрес электронной почты для прямой связи. Чтобы я мог детально ответить на все ваши вопросы, прошу высылать вместе с вашим запросом сканированные заключения УЗИ, КТ, МРТ и консультаций других специалистов. После изучения вашего случая, я направлю вам либо подробный ответ, либо письмо с дополнительными вопросами.
- В любом случае я постараюсь вам помочь и оправдать ваше доверие, которое является для меня наивысшей ценностью.
- Искренне ваш, хирург Константин Пучков
Обработка металлов
Назначение Чистовая, точная обработка наружных, внутренних, торцевых и плоских поверхностей; сверление, точение, фрезерование; нарезание, накатывание внутренней резьбы.
Область применения
Применяется практически во всех отраслях промышленности и ремонтных мастерских, использующих металлорежущее оборудование.
Преимущества
Позволяет производить обработку по высокому классу точности и чистоты (8-9 класс) на металлообрабатывающем оборудовании нормального класса точности.
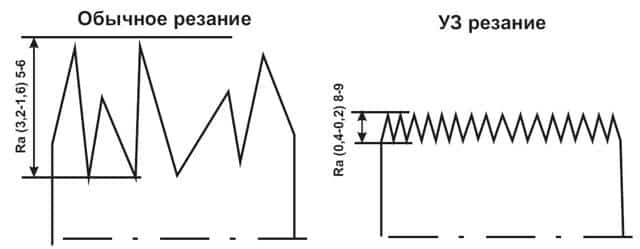 Ультразвуковое резание основано на сообщении режущей кромке инструмента УЗ колебаний, что в значительной мере снижает усилие резания (в 5-8 раз), улучшает сход стружки, препятствует налипанию на режущюю кромку, повышает стойкость инструмента (~ в 2 раза) и качество изготавливаемых изделий.
Ультразвуковое резание основано на сообщении режущей кромке инструмента УЗ колебаний, что в значительной мере снижает усилие резания (в 5-8 раз), улучшает сход стружки, препятствует налипанию на режущюю кромку, повышает стойкость инструмента (~ в 2 раза) и качество изготавливаемых изделий.
Ультразвуковая упрочняюще-финишная обработка (УЗУФО)
Ультразвуковая упрочняюще-финишная обработка осуществляется путём прижатия колеблющегося торца излучателя-индентора к поверхности обрабатываемого изделия, совершающего вращательное или возвратно-поступательное движение и сканирования, таким образом, по всей поверхности, которую необходимо обработать.
Назначение Финишная обработка наружных, внутренних, торцевых, плоских и фасонных поверхностей.
- Область применения
- Преимущества
- Износостойкость деталей, обработанных методом УЗУФО, в два-три раза выше, чем после шлифования.
Применяется практически во всех отраслях промышленности и ремонтных мастерских, использующих металлообрабатывающее оборудование. Получение высокого класса чистоты (10-12 класс), упрочненного поверхностного слоя, снятие остаточных внутренних растягивающих напряжений, формирование сжимающих напряжений.
Ультразвуковое нарезание и накатывание наружной и внутренней резьбы (УЗНР)
Уз нарезание наружной резьбы резцом
Уз нарезание внутренней резьбы метчиком
Уз накатывание внутренней резьбы метчиком
При УЗНР на инструмент подаются колебания ультразвуковой частоты различной амплитуды, что снижает усилие, необходимое для проведения технологической операции.
Область применения
Практически во всех областях промышленности.Преимущества Получение резьбы более высокого качества и с меньшими энергозатратами по сравнению с традиционным способом.
Ультразвуковое волочение
При ультразвуковом волочении, выдавливании и штамповке механические колебания накладываются на инструмент, что в значительной степени снижает механическое усилие, необходимое для проведения технологического процесса.Назначение Волочение проволоки, трубки.
Область применения
Сталепрокатные заводы, ювелирная промышленность и т. д.
Преимущества
Получение продукции высокого качества за меньшее число проходов; повышение износостойкости инструмента.
Ультразвуковая сварка
Ультразвуковая сварка (УЗС) — это способ создания неразъёмных соединений с помощью энергии, выделяющейся в зоне контакта свариваемых деталей, при прохождении через последнюю ультразвуковых механических колебаний.
Основным преимуществом ультразвуковой сварки металлов является узкая направленность теплового воздействия, и как следствие отсутствие деформации и напряжения, стабильность результата сварки.
Кроме того, отсутствует тепловое и световое излучение при сварке, металл не доводится до расплавленного состояния. Ультразвук позволяет сваривать однородные и разнородные металлы различной толщины без подготовки поверхности.
Например: пластинку из меди толщиной в несколько мкм приварить к детали из стали толщиной в несколько сотен или тысяч мм., что очень сложно сделать c помощью традиционной сварки.
Процесс ультразвуковой сварки осуществляется без расплавления свариваемых материалов. Сваривают металлы толщиной, мм., не более:
алюминий – 3; медь – 2; сталь – 1,3; латунь – 1; молибден, кобальт, тантал, вольфрам, бериллий – 0,5 мм.
Назначение Точечная и шовная сварка тонких элементов к деталям любой толщины.
Область применения
Электротехническая, электронная, приборостроительная, авиационная промышленность и др.
Преимущества
Сварка, микросварка однородных и разнородных металлов без предварительной подготовки поверхности; отсутствие сварочных напряжений.
- Ультразвуковая ударная обработка
- Среди методов, реально позволяющих повысить качество, надежность и ресурс сварных конструкций следует выделить ультразвуковую ударную обработку.
Назначение Обработка сварного шва ответственных деталей; упрочнение деталей двигателей и автомобилей, оснастки и инструмента; удаление заусенцев на деталях после механообработки.
Область применения
Газо- и нефтетрубопроводы, металлоконструкции; автомобилестроение, машиностроение, мостостроение, судостроение и т.д.Преимущества Происходит снятие растягивающих напряжений и формирование сжимающих. Повышает долговечность изделий и конструкций.
- Ультразвуковая обработка связаным и свободным образивом (размерная обработка)
Повышение качества выпускаемых промышленностью машин и оборудования зачастую связано с применением деталей из твердых и хрупких материалов, труднообрабатываемых традиционными способами формообразования, такими, как резание, литье, штамповка и т. п.Одним из наиболее эффективных технологических процессов является ультразвуковая размерная обработка (УЗРО). Сущность УЗРО состоит в следующем. Обрабатываемая деталь устанавливается на технологическом столе напротив выходного торца инструмента. Между инструментом и обрабатываемой поверхностью детали вводят абразивную суспензию. Инструмент с ультразвуковой частотой ударяет по зернам абразива, которые, в свою очередь, воздействуют на поверхность обрабатываемого изделия и посредством скалывания разрушают поверхность последнего в зоне обработки. Разрушение и удаление материала производятся очень большим количеством направленных микроударов. По мере воздействия на обрабатываемый материал инструмент все больше углубляется в деталь. Таким образом, происходит копирование объемной формы инструмента в обрабатываемое изделие. Основными параметрами УЗРО являются производительность, качество обрабатываемой поверхности и точность обработки.
При проектировании станков для размерной обработки целесообразно стремиться к получению наибольшей амплитуды механических колебаний, что предъявляет особые требования к УЗГ, прочностным характеристикам инструмента и преобразователя. Это связано с тем, что при УЗРО колебательная система (КС) работает в непрерывном режиме, близком к режиму холостого хода, и большая часть подводимой к ней мощности является мощностью потерь на ее элементах.
- Назначение
- Обработка изделий из металла и металлокерамики, изготовление различных прессформ и инструментов.
- Область применения
- Ювелирное дело, электронная промышленность, машиностроение.
- Преимущества
По сравнению с традиционными методами позволяетпроизводить объемную выборку материала сложных конфигураций с высокой чистотой поверхности, что невозможно выполнить другими способами
снизить себестоимость работы за счет отказа в применении дорогостоящих алмазных инструментов.
Ультразвуковая пайка
Кавитация, обусловленная мощными ультразвуковыми волнами в металлических расплавах и разрушающая окисную пленку алюминия, позволяет проводить его пайку оловянным припоем без флюса.
Назначение Пайка деталей из алюминия (Al), меди (Cu) и т.д.
Область применения
Электротехническая, электронная, приборостроительная, авиационная и др. промышленность.
Преимущества
Под действием ультразвуковых колебаний не образовывается оксидная пленка.
Ультразвуковая упрочняюще-финишная обработка металлов (УЗУФО)
Эксплуатационные свойства деталей машин зависят от качества их сопрягающихся поверхностей и поверхностного слоя, которые определяются геометрическими и физико-механическими свойствами, а также взаимным расположением микронеровностей на сопрягаемых поверхностях.
Шероховатость поверхностей в значительной степени определяет основные эксплуатационные свойства деталей и узлов: износостойкость, сопротивление усталости, надежность посадок, контактную жесткость и теплопроводность стыков сопряженных деталей, коррозионную стойкость, сопротивляемость эрозии при систематическом воздействии влажности и газов, герметичность соединений, отражающую и поглощающую способность поверхностей и др. Важной характеристикой состояния поверхностного слоя являются остаточные напряжения. Остаточные напряжении оказывают существенное влияние на прочность и долговечность деталей машин и конструкций: остаточные сжимающие напряжения ( – ), возникающие в поверхностном слое, повышают циклическую прочность деталей, так как они разгружают поверхностные слои от напряжений, вызванных нагрузками, и, наоборот, растягивающие остаточные напряжения (+) уменьшают прочность деталей вследствие повышения напряженности поверхностного слоя. Повышение требований к качеству выпускаемой продукции влечет за собой необходимость совершенствования технологических процессов. Поэтому отделочная (финишная) обработка, изменяющая в широких пределах свойства поверхностного слоя, занимает важное место среди технологических способов, повышающих надежность деталей. Основные усилия разработчиков отделочных технологий сводятся к автоматизации и повышению производительности процесса, уменьшения шероховатости поверхности до величины микронеровностей в десятые и сотые доли микрона. Значительное место в технологических процессах по изготовлении деталей машин отводится абразивной обработке — шлифованию. Однако для процесса шлифования характерно формирование растягивающих остаточных напряжений в поверхностных слоях обработанных изделий, а также шаржирование (насыщение абразивными частицами) обработанной поверхности, что снижает усталостную прочность и износостойкость деталей. Операции шлифования и полирования вызывают неоднородную пластическую деформацию, а также не устраняют физико-химические неоднородности от предыдущей обработки (точение, сварка). Для повышения прочности и износостойкости деталей необходимо применять методы обработки, улучшающие физико-химические свойства, структуру и микрогеометрию поверхности. В последнее время в машиностроении и других отраслях промышленности широко применяются методы поверхностного пластического деформирования (ППД). К ним относятся: дробеструйная обработка, обкатывание шариком или роликом, дорнование, алмазное выглаживание.
Одним из наиболее эффективных методов ППД является Ультразвуковая упрочняюще-финишная обработка металлов (УЗУФО).
Предварительно деталь протачивается на станке (токарном, строгальном и т.д.), затем на этом же станке с помощью малогабаритной ультразвуковой приставки проводится УЗУФО. При этом инструмент (индентор) с большой частотой (22 кГц) (22000 ударов в сек.) ударяет по микронеровностям обрабатываемой поверхности, что позволяет получить на поверхности малую шероховатость и упрочненный слой.
В Научно-Инновационном Центре Ультразвуковых Технологий СЗТУ на протяжении 25 лет РАЗРАБАТЫВАЮТСЯ, ИЗГОТАВЛИВАЮТСЯ И ПОСТАВЛЯЮТСЯ малогабаритные ультразвуковые комплекты для оснащения металлообрабатывающих станков.
- Комплект легко устанавливается науниверсальные и программные станки.
В процессе многолетней работы сотрудников НИЦУТ по совершенствованию ультразвуковых генераторов, преобразователей, колебательных систем, технологических устройств, материала и формы индентора, режимов ультразвуковой обработки, удалось достигнуть стабильных высоких результатов формирования структуры поверхностного слоя. По обработке большинства марок сталей, а также большинства марок цветных металлов и их сплавов получены следующие результаты: – шероховатость поверхности от исходной Ra 1,6 получаем Ra 0,05; – повышение в среднем микротвёрдости на 50…80 % на глубину до 0,8 мм; – преобразование остаточных напряжений из растягивающих (+5,7) в сжимающие (–53,2); – увеличение опорной поверхности до 85 %; – повышение усталостной прочности в 1,5…2 раза; – повышение износостойкости в 2…2,5 раза; – улучшение точностных параметров в 1,4 раза; – повышение коррозионной стойкости.
Методом УЗУФО возможно обрабатывать детали различной конструктивной формы: круглые, плоские, наружные, внутренние, торцевые, сферические, конические, галтели, канавки и т.д.

Применение технологии УЗУФО позволяет исключить: во многих случаях операцию шлифования, полностью ручные доводочные операции абразивными шкурками и пастами, в некоторых случаях – термообработку, внутрицеховую транспортировку деталей, а также экономить производственные площади, улучшить экологию и повысить культуру производства.
Анализ результатов многолетних внедрений технологии и оборудования для ультразвуковой упрочняюще-финишной обработки металлов показывает, что широкое использование этой технологии в машиностроении, судостроении, авиакосмической, автотракторной и других отраслях промышленности позволит обеспечить прорыв в интенсификации производственных процессов, в повышении качества и надежность изделий, машин и приборов.
Ультразвуковое кавитационное удаление заусенцев с поверхности малогабаритных деталей
Сухинина, Е. В. Ультразвуковое кавитационное удаление заусенцев с поверхности малогабаритных деталей / Е. В. Сухинина, М. А. Ермаков, В. И. Шастин. — Текст : непосредственный // Молодой ученый. — 2018. — № 9 (195). — С. 53-54. — URL: https://moluch.ru/archive/195/48595/ (дата обращения: 28.06.2022).
В настоящее время, в области машиностроения существует проблема обработки малогабаритных деталей. На производстве есть участки, на которых вынуждены использовать ручной труд.
Большинство деталей, получаемых обработкой резанием, а также после некоторых видов обработки давлением подвергаются ручной финишной обработке, которая заключается в удалении заусенцев.
Необходимость данных операции обусловлена требованиями техники безопасности, а также техническими условиями других технологических операций (поверхностное упрочнение, нанесение покрытий, сборка). Низкий уровень автоматизации снижает достижимую точность, качество стабильность и производительность операций.
Для повышения производительности финишной обработки в условиях серийного производства могут быть использованы традиционные и новые перспективные методы автоматизации механообработки поверхностей деталей.
Например, анодно-абразивный, химический, электроконтактный способы удаления заусенцев, но эти способы имеют ряд недостатков, таких как: сложность конструкционного исполнения, низкая эффективность процесса обработки, невозможность обрабатывать нетокопроводящие материалы и прочее.
Исходя из этого, рекомендуется использовать метод ультразвуковой кавитации.
Метод ультразвуковой кавитации
Кавитация (от лат. cavita — пустота) — процесс образования и последующего схлопывания пузырьков вакуума в потоке жидкости, сопровождающийся шумом и гидравлическими ударами, образование в жидкости полостей (кавитационных пузырьков, или пустот), которые могут содержать разреженный пар.
Ультразвуковая кавитация — образование и активность газовых или паровых пузырьков (полостей) в среде, облучаемой ультразвуком, а также эффекты, возникающие при их взаимодействии со средой и с акустическим полем.
Ультразвуковая кавитация применяется для очистки твердых тел, снятия заусенцев, эмульгирования, для образования аэрозолей и увлажнения помещений, в пищевой промышленности и пр.
Частота ультразвуковых колебаний определяет интенсивность захлопываний кавитационных пузырьков. Чем ниже частота, тем больше интенсивность каждого отдельного акта захлопывания, так как при низкой частоте пузырек имеет больше времени для формирования и достигает большей величины.
Кроме того, при низких частотах звуковая волна имеет большую глубину проникновения, что особенно выгодно при очистке сложных деталей, имеющих отверстия и каналы. Под воздействием низкочастотных ультразвуковых колебаний возможна вибрация самих деталей, что также способствует очистке.
Однако при частотах ниже 20 кГц звук становится слышимым. Пронзительный шум и свист, сопровождающие работу ультразвуковых установок на этих частотах, неприятны для слуха человека и оказывают болезненное воздействие.
Исходя из вышеуказанных предпосылок, частоты 20–25 кГц являются наиболее приемлемыми для очистки.
От мощности звуковой волны зависит количество кавитаций, возникающих в объеме жидкости. Указывается, что в диапазоне частот 20–50 кГц хорошее, качество очистки в водных растворах достигается при плотности ультразвуковой энергии 2–3 Вт/см2, а при использовании растворителей -— 1–2 Вт/см2.
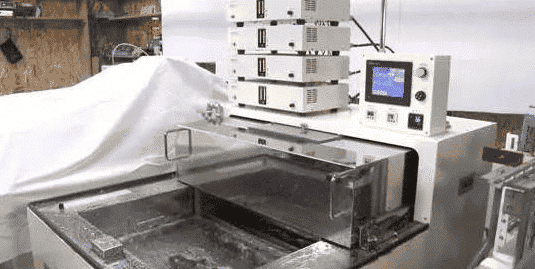
Установки для ультразвуковой очистки
Промышленностью выпускаются установки для ультразвуковой очистки в основном двух моделей — УЗВ и ВМ. Установки предназначены для очистки узлов и деталей из металлических и неметаллических материалов от различных видов загрязнений. В качестве моющих средств могут быть использованы водные растворы щелочных CMC и различных растворителей.
Для улучшения условий труда обслуживающего персонала — уменьшения вредного влияния ультразвукового поля и паров моющих средств — ванны установок УЗВ заключены в звукоизоляционные кожухи и имеют бортовые вентиляционные отсосы. Для обеспечения необходимого режима работы имеются змеевики для подогрева или охлаждения. Генератор монтируется в отдельном шкафу, что позволяет устанавливать его в месте, наиболее удобном для обслуживания.
Ванны для ультразвуковых установок модели ВМ выпускаются емкостью от 2,5 до 1000 л. Каркас ванн изготовляется из нержавеющей стали. На ваннах предусмотрены устройства для загрузки и выгрузки деталей большой массы.
Пример деталей, изготавливаемых на релейном заводе, требующих ультразвуковую кавитационную обработку
На рисунке 1 представлены малогабаритные детали, которые изготавливают на Релейном заводе. Предположительно, именно их можно подвергать обработке с помощью метода ультразвуковой кавитации.
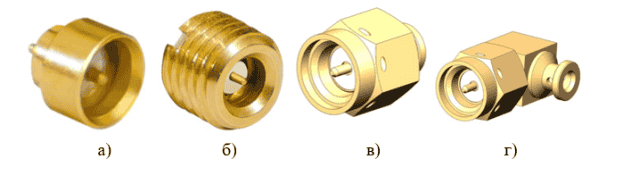
Рис. 1. Детали, обрабатываемые методом ультразвуковой кавитации: а) переход герметичный микрополосковый СРГ-50–972В; б) Переход герметичный вилка — вилка СРГ-50–974В; в) Вилка кабельная прямая СР-50 (в стадии разработки); г) Вилка кабельная угловая СР-50 (в стадии разработки)
- Материалы деталей иих температуростойкость
- Для переходов: 29НК сплав прецизионный с заданным температурным коэффициентом линейного расширения.
- Температура плавления: 1450 °C
- Для вилок: ЛС59–1 латунь свинцовая
- Температура плавления: 900 °C
- Разработка мероприятия дальнейших исследований метода ультразвуковой кавитации
Дальнейшая работа будет направлена на более подробное исследование данного метода обработки малогабаритных деталей. При этом, должна сохраниться цельность деталей, без нарушения поверхности.
Литература:
- Рождественский В. В. Кавитация. Л.: Судостроение, 1977. — 248c.
- Сиротюк, М. Г. Акустическая кавитация. — М.: Наука, 2008. — 271 с.
- И. Г. Хорбченко. Звук, ультразвук, инфразвук. — Знание, Москва, 1986. — 164 с.
- Каталог продукции АО ИРЗ. — 2014. — 43с.
Основные термины (генерируются автоматически): ультразвуковая кавитация, деталь, CMC, вилок, звуковая волна, Релейный завод, стадий разработки, температура плавления, удаление заусенцев, ультразвуковая очистка.
Способ удаления заусенцев с малогабаритных деталей
Для просмотра информации о патентах вам необходимо зарегистрироваться и оплатить 30-ти дневный доступ. Разовый платеж составит 149 рублей (НДС не облагается).
Оплатить
Показаны записи 1-10 из 82.
Изобретение относится к области медицинской техники, а именно к остеоинтеграционным оксидным покрытиям на ортопедические и стоматологические титановые имплантаты. Покрытие состоит из оксида титана и содержит гидроксиапатит как модифицирующий компонент с биоактивными свойствами и медь как…
Изобретение относится к химической промышленности, а именно к способам получения высокоэффективных катализаторов, способных очищать воду от загрязнения углеводородами, в частности основными красителями и катионными поверхностно-активными веществами как за счет фотокаталитической активности под…
Изобретение относится к электротехнике, электрическим машинам возвратно-поступательного и одновременно встречного движения и электроприводам, работающим на их основе. Технический результат состоит в уменьшении уровня вибрации корпуса электродвигателя, повышении производительности и…
Изобретение относится к области медицины и представляет собой способ повышения физической работоспособности на основе милдроната, отличающийся тем, что он дополнительно содержит аспаркам и метапрот, причем однократный прием препаратов должен осуществляться за 1-1,5 часа до физической нагрузки….
Изобретение относится к области теплоэнергетики, преимущественно к атомной энергетике, и предназначено для использования на паротурбинных установках атомных электростанций двухконтурного типа с водо-водяными энергетическими реакторами. Парогазовая установка на базе АЭС содержит паровую турбину…
Изобретение относится к медицинской технике, а именно к внутрикостным цилиндрическим имплантатам для протезирования зубов верхней и нижней челюстей. Внутрикостный цилиндрический имплантат для протезирования зубов верхней и нижней челюстей содержит металлическую коническую коронковую часть с…
Изобретение относится к области медицинской техники, а именно к ортопедической стоматологии. Способ изготовления внутрикостного стоматологического имплантата включает пескоструйную обработку поверхности имплантата частицами оксида алюминия, послойное напыление плазменным методом на основу…
Изобретение относится к строительной климатотехнике и может быть использовано при печном газовом отоплении жилых домов, общественных зданий и других объектов. Газовая отопительная печь состоит из топливника печи, газовой горелки, регулятора вторичного воздуха, рассекателя продуктов сгорания,…
Изобретение относится к челюстно-лицевой хирургии и травматологии и описывает способ получения лантансодержащего покрытия. При осуществлении способа помещают порошок гидроксиапатита в раствор 0,04 LaCl, выдерживают порошок на воздухе при комнатной температуре в течение времени, необходимого для…
Изобретение может быть использовано для восстановления наплавкой под слоем флюса изношенных деталей. Наплавочная головка содержит механизмы подачи основной и присадочной проволок, токопроводящий элемент с каналом подачи основной проволоки, мундштук для подачи через него присадочной проволоки…
Показаны записи 1-10 из 85.
Изобретение относится к области медицинской техники, а именно к остеоинтеграционным оксидным покрытиям на ортопедические и стоматологические титановые имплантаты. Покрытие состоит из оксида титана и содержит гидроксиапатит как модифицирующий компонент с биоактивными свойствами и медь как…
Изобретение относится к химической промышленности, а именно к способам получения высокоэффективных катализаторов, способных очищать воду от загрязнения углеводородами, в частности основными красителями и катионными поверхностно-активными веществами как за счет фотокаталитической активности под…
Изобретение относится к электротехнике, электрическим машинам возвратно-поступательного и одновременно встречного движения и электроприводам, работающим на их основе. Технический результат состоит в уменьшении уровня вибрации корпуса электродвигателя, повышении производительности и…
Изобретение относится к строительству, а именно к устройствам, предназначенным для бестраншейной прокладки скрытых переходов для прокладки трубопроводов, кабельных линий связи и электропередач, а также образованию скважин под набивные сваи при возведении фундаментов под здания и сооружения….
Изобретение относится к области медицины и представляет собой способ повышения физической работоспособности на основе милдроната, отличающийся тем, что он дополнительно содержит аспаркам и метапрот, причем однократный прием препаратов должен осуществляться за 1-1,5 часа до физической нагрузки….
Изобретение относится к области теплоэнергетики, преимущественно к атомной энергетике, и предназначено для использования на паротурбинных установках атомных электростанций двухконтурного типа с водо-водяными энергетическими реакторами. Парогазовая установка на базе АЭС содержит паровую турбину…
Изобретение относится к сушке сыпучих твердых материалов и может быть использовано для сушки короткорезанных макаронных изделий. Сушилка для сыпучих термочувствительных материалов содержит корпус, загрузочный механизм в виде ленточного конвейера и подвижной каретки, сушильную камеру с…
Изобретение относится к медицинской технике, а именно к внутрикостным цилиндрическим имплантатам для протезирования зубов верхней и нижней челюстей. Внутрикостный цилиндрический имплантат для протезирования зубов верхней и нижней челюстей содержит металлическую коническую коронковую часть с…
Изобретение относится к области медицинской техники, а именно к ортопедической стоматологии. Способ изготовления внутрикостного стоматологического имплантата включает пескоструйную обработку поверхности имплантата частицами оксида алюминия, послойное напыление плазменным методом на основу…
Изобретение относится к строительной климатотехнике и может быть использовано при печном газовом отоплении жилых домов, общественных зданий и других объектов. Газовая отопительная печь состоит из топливника печи, газовой горелки, регулятора вторичного воздуха, рассекателя продуктов сгорания,…





