- Наклеп и нагартовка
- Описание процесса
- Виды наклепа
- Оборудование для наклепа
- Применение
- Технология наклепа и нагартовки металла
- Суть и назначение наклепа и нагартовки
- В каких случаях используют наклеп, а когда нагартовку
- Виды наклепа
- Перенаклеп
- Разупрочнение
- Используемое оборудование
- Наклёп | это… Что такое Наклёп?
- Виды наклёпа
- Деформационный наклёп
- Перенаклёп
- Разупрочнение
- Упрочнение деталей наклёпом
- Литература
- Технология наклепа и нагартовки металла, лента, в России
- Наклеп и рекристаллизация металлов
- Наклеп и рекристаллизация
- Правила приемки
Наклеп является одним из видов упрочнения металлов и их сплавов путем пластической деформации, проходящей при температуре, которая ниже температуры рекристаллизации. Осуществляется этот процесс через изменение структуры материала и фазового состава.
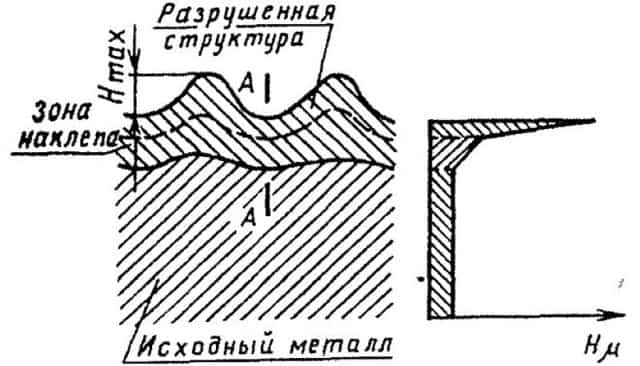
Явление наклепа сопровождается дефектами кристаллической решетки, выходящими на поверхность образца.
В результате увеличиваются твердость и прочность, но при этом снижаются такие характеристики, как ударная вязкость, пластичность и сопротивляемость материала деформации противоположного знака, также снижается и его устойчивость к коррозии.
У ферромагнитных же металлов, например у железа, возрастает коэрцитивная сила, а магнитная проницаемость, напротив, становится меньше.
Остаточная индукция при небольших степенях деформации падает, но если этот параметр увеличить, то она резко возрастет.
Кроме того, более пластичные материалы создают большее трение, наклеп деформируемого металла упрочняет его и, соответственно, данный показатель становится ниже.
Что же насчет нагартовки, так она, по сути, является тем же наклепом. Просто последний может быть полезным либо вредным (неумышленным).
Например, в результате резанья происходит интенсивный наклеп, металл упрочняется и становится более хрупким, хотя мы не хотели такого результата. В общем, все произошло само собой, без нашего желания и потребности.
А вот нагартовка – это осознанное упрочнение, когда хотят добиться такого эффекта.
Данное упрочнение бывает двух видов.
В случае если в металле произошли фазовые изменения, в результате чего образовались новые фазы, имеющие иной удельный объем, то такой процесс будет, соответственно, называться фазовым наклепом.
А когда изменения кристаллической решетки произошли в результате воздействия каких-то внешних сил, то это будет деформационный. Он, в свою очередь, делится на центробежно-шариковый и дробометный наклеп.
Так, при первом на обрабатываемую поверхность воздействуют шарики, которые располагаются на периферии обода и затем отбрасываются вглубь гнезда.
Дробеструйное (дробометное) упрочнение достигается посредством кинетической энергии быстрого потока (его скорость достигает 70 м/с) круглой дроби диаметром в пределах от 0,4 до 2 миллиметров.
Часто для этой цели используют чугунные, керамические, стальные элементы.
Разберемся в физике этого процесса. Если на металл производить некую нагрузку, которая будет превышать предел текучести, то при этом возникнут напряжения, а после снятия давления материал будет деформирован.
В случае же повторного «нагружения» способность данного изделия к пластическим деформациям снизится, и его предел текучести повысится до значения возникших ранее напряжений. Материал, очевидно, станет прочнее.
И тогда чтобы опять вызвать очередное изменение формы с остаточным изгибом, необходимо будет прикладывать более высокую нагрузку.
Вообще, пластическая деформация является следствием перемещения дислокаций. И пара движущихся дефектных линий в кристаллической решетке способна породить сотни новых, результатом этого является повышение предела текучести. Но такое явление значительно отражается на строении металла.
Его решетка искажается, а беспорядочно ориентированные кристаллы поворачиваются осями наибольшей прочности вдоль направления деформации. И чем последняя окажется больше, тем заметнее будет увеличиваться степень структурированности, другими словами, все зерна станут ориентированы одинаково.
При этом мнение, будто зерна измельчаются, весьма ошибочно, они только лишь деформируются, сплющиваются, но сохраняют площадь поперечного сечения.
Таким образом, наклеп металла представляет собой физический процесс, в результате которого изменяется кристаллическая структура материала, и металл становится более прочным, твердым, но в то же время и хрупким.
Данный способ упрочнения нашел свое применение в том случае, когда необходимо повысить устойчивость деталей к растрескиванию, а также предотвратить усталость материала. Он часто используется в таких областях, как автомобиле- и авиастроение, в нефтяной и строительной индустриях.
Немаловажным в этом вопросе является и качество оборудования, с помощью которого производят наклеп металла. Сегодня выбор установок довольно велик, причем они могут быть как общего назначения, так и созданные для какого-то конкретного ассортимента, например болтов, пружин и т. д.
При этом независимо от размеров и вида обработки, процесс полностью автоматизирован, каждая установка позволяет регулировать как количество дроби, так и скорость, с которой она подается.
Как говорилось выше, данное явление может быть желаемым и наоборот.
Желательное (полезное) – его называют нагартовкой – в основном применяют, когда нет возможности упрочнить металл путем термической обработки, также тогда находят свое применение операции, осуществляемые путем холодного деформирования.
Это накатка, волочение, холодная прокатка, дробеструйная обработка и т. д. В основном нагартовке подвергаются медь, некоторые алюминиевые сплавы и сталь с содержанием углерода менее 0,25 %.
Что же насчет вредного наклепа, так здесь тоже все понятно, он возникает как бы сам собой и является нежелательным результатом какого-либо механического воздействия.
Таким образом, проводить дальнейшую обработку металла зачастую становится невозможно, потому что можно повредить как инструмент, так и само изделие.
Еще одним поводом для нежелательного упрочнения может служить нагрузка, повторявшаяся несколько раз, и в каждом случае было превышение предела текучести материала. Вследствие чего металл может быть подвержен полному разрушению.
В случае, когда необходимо вернуть образцу первоначальные свойства, производят снятие наклепа.
Осуществляется данная процедура путем нагревания металла, так как тогда движение атомов становится более интенсивным, что способствует протеканию процессов, которые возвращают его в более устойчивое состояние.
При этом следует иметь в виду, если нагрев относительно невысокий, тогда происходит возврат (снятие микронапряжений второго рода и частичного искажения кристаллической решетки).
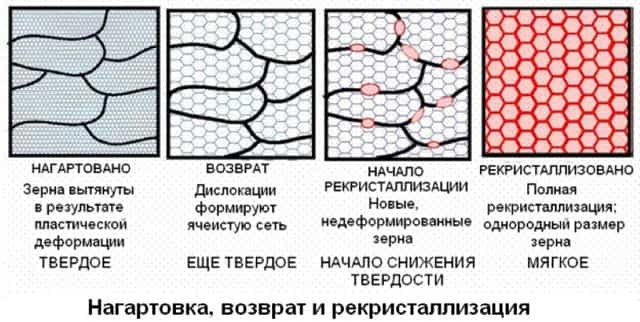
Но если температуру и дальше увеличивать, тогда атомы становятся все более и более подвижными, в результате чего появляются новые равноосные зерна. Данное явление носит название рекристаллизационный отжиг.
Этот процесс является по своей сути диффузионным, первыми возникают зародыши новых зерен в местах, где плотность дислокаций повышена и сосредоточены наибольшие искажения кристаллической решетки. Далее же происходит рост очагов в результате перехода атомов от проблемных участков.
В конце концов деформированные зерна исчезают полностью, а металл состоит из новых, равноосных. Так становится видно, что наклеп и рекристаллизация являются противоположными процессами.
Наклеп и нагартовка
Для того, чтобы увеличить прочность и твердость материалов, их подвергают тепловой обработке: нагревают и выдерживают в термопечи и охлаждают. Но этот метод не всегда подходит. В частности,его не используют для таких металлов, как медь и алюминий.
Тогда применяют нагартовку – технологическую обработку, которая включает изменение формы изделия посредством холодной пластической деформации. При этом твердость и прочность материала увеличивается, но падает пластичность – способность деформироваться без разрушения.
Для некоторых сплавов нагартовка является единственно возможным способом увеличения прочности. К таким сплавам, например, относятся стойкие к коррозии сплавы хрома и никеля. Исследование такого процесса, как нагартовка (наклеп металла) – одна из важных и интересных задач материаловедения. Например, в результате наклепа твердость поверхностных слоев стали увеличивается в несколько раз.
Исследование такого процесса, как нагартовка (наклеп металла) – одна из важных и интересных задач материаловедения. Например, в результате наклепа твердость поверхностных слоев стали увеличивается в несколько раз.
Термины наклеп и нагартовка часто считают практически синонимами, которые означают:
- процесс изменения структуры материала;
- повышение его твердости и прочности в результате этих изменений.
Но в части литературных источниках эти термины различают: под наклепом понимают процесс, который может быть как самопроизвольным, так и целенаправленным, а под нагартовкой – осознанный процесс, целью которого является упрочнение металла.
С этой точки зрения наклеп может быть процессом как полезным, так и вредным, а нагартовка – процесс, который может быть только полезным.
При повышении температуры способность к нагартовке заметно снижается. Например, нагартовка алюминия невозможна при температурах выше 200 °С. Эта температура (температура рекристаллизации) будет различной для разных веществ. Для легкоплавких металлов (к ним относятся цинк, свинец, олово) температура рекристаллизации может быть отрицательной.
Описание процесса
Рассмотрим сущность явления наклепа. Как известно, практически все металлы и их сплавы (например, алюминий или медь и их сплавы) имеют упорядоченную кристаллическую структуру.Но все не так просто. Они состоят из зерен, внутри которых расположение атомов является упорядоченным.Но сами зерна по отношению друг к другу располагаются хаотично, т. е. неупорядоченно.
При механической нагрузке в структуре вещества появляются дислокации (микроскопические дефекты). По мере увеличения нагрузки дислокации перемещаются и взаимодействуют друг с другом. Образуется другая структура.Она сопротивляется деформации, остающейся после снятия нагрузки (пластической деформации). Способность металла сопротивляться деформациям при этом увеличивается.
Но следует иметь в виду, что при наклепе пластические свойства материала становятся хуже. Например,пластичность низкоуглеродистой стали уменьшается в 5-6 раз. Также снижается устойчивость к сопротивлению пластической деформации при изменении ее знака (так называемый эффект Баушингера).
После наклепа состояние вещества является термодинамически нестабильным. Если пластичность необходимо увеличить, наклеп снимают рекристаллизационным отжигом, нагревая материал выше температуры рекристаллизации. При этом материал переходит в более стабильное состояние. Необходимость снятия наклепа возникает, например, в металлургии при производстве проволоки или ленты.
 Плотность дислокаций при наклепе увеличивается, что приводит к уменьшению объемной плотности. При этом зерна металла вытягиваются по направлению сил, которые на них действуют. Такая ориентировка зерен называется текстурой деформации. Вследствие текстуры возникает анизотропия механических свойств металлов и сплавов.
Плотность дислокаций при наклепе увеличивается, что приводит к уменьшению объемной плотности. При этом зерна металла вытягиваются по направлению сил, которые на них действуют. Такая ориентировка зерен называется текстурой деформации. Вследствие текстуры возникает анизотропия механических свойств металлов и сплавов.
Можно сделать следующие выводы:
- после нагартовки или наклепа твердость и прочность материала увеличивается;
- хрупкость материала тоже повышается.
В частности, нагартовка стали актуальная для изделий, в которых необходимо предотвратить поверхностное растрескивание и такое явление, как усталость металлов, что приводит к накоплению внутренних напряжений, возникновению трещини, в конце концов, к разрушению материала.
Виды наклепа
В основном, выделяют два вида наклепа:
- фазовый, когда изменения кристаллической решетки вызваны фазовыми изменениями;
- деформационный, когда изменения решетки вызваны внешними силами.
Формирование деформационного наклепа происходит при воздействии на обрабатываемую поверхность шариками или потока дробинок.
Оборудование для наклепа
Оборудование для процесса нагартовки алюминия и других металлов и сплавов достаточно разнообразно. В промышленности нагартовка полностью автоматизированный процесс, который выполняется на устройствах, контролируемых электроникой.
В частности, при формировании деформационного наклепа автоматически регулируется количество и скорость подачи дробинок.
Применение
В промышленности нагартовку применяют для придания прочности изделиям из нержавеющей стали, меди, алюминия и его сплавов. Это очень важно для машиностроения, поскольку различные узлы и механизмы часто работают в неблагоприятных условиях и со временем изнашиваются.
Нагартованная проволока из нержавеющей стали обладает повышенной твердостью и жесткостью и устойчива к колебаниям температуры. Такая проволока используется в машиностроении при изготовлении деталей различных видов автомобилей. Она также нашла широкое применение для изготовления очень прочных канатов, тросов и пружин. Еще нагартовку часто используют для производства нержавеющих лент.
- Электропровода из нагартованной проволоки не подвержены коррозии и обладают длительным сроком службы.
- Также нагартованная проволока может служить как материал для нержавеющих сеток, из которых делают перегородки.
Технология наклепа и нагартовки металла
Наклеп – это явление, при котором повышается прочность и твердость металлического изделия. Изменения свойств достигается за счет пластической деформации. Наклеп металла протекает при высокой температуре, значение которой недостаточно для рекристаллизации заготовки. Данное явление может быть как вредным, так и полезным.
Нагартовка – это технологический процесс, который преследует те же цели, что и наклеп. Основное отличие заключается в том, что последнее явление может происходить в результате осознанных или неосознанных действий.
Например, в процессе механической обработки резанием с высокой скоростью и глубиной прохода поверхность приобретает избыточную прочность, что повышает хрупкость изделия.
Нагартовкой являются только полезные деформационные упрочнения, применение которых имеет умышленный характер.
Суть и назначение наклепа и нагартовки
В результате пластической деформации происходят изменения в кристаллической решетке и фазовом составе материала. Процесс нагартовки металла сопровождается образованием дефектов во внутренней структуре изделия. При этом свойства материала изменяются следующим образом:
- повышается стойкость к механическим повреждениям (упрочнение металла);
- увеличивается твердость материала;
- снижается сопротивление динамическим нагрузкам;
- теряется пластичность;
- происходит снижение устойчивости к пластическим деформациям с противоположным знаком – это называется эффектом Баушингера.
Таким образом, снижается предел текучести металла. Этот параметр определяет предельное напряжение на изделие, при котором оно начнет деформироваться пластически. Если степень нагрузки не превышает допустимого значения, после прекращения действия сторонних сил металл вернется в прежнее состояние.
Данный параметр особенно важен для нагартованной стали, которую используют в качестве основного материала в несущих конструкциях различных зданий и сооружений. Проект составляют с учетом предельных нагрузок на отдельные элементы и объект в целом.
Изучение структуры металла говорит о том, что после превышения предела текучести изделие получает деформационное упрочнение.
Для закалки поверхности наклепом используют специальное оборудование, которое будет рассмотрено ниже.
При воздействии на сталь и прочие ферромагнитные материалы наблюдается увеличение значения напряженности магнитного поля. Этот параметр называется коэрцитивной силой. При этом магнитная проницаемость изделия снижается.
Рассматриваемое явление помогает повысить эксплуатационные свойства пластичных металлов. При нагартовке алюминия и сплавов на его основе наблюдается существенное увеличение твердости и повышение предела текучести. Удобство работы с пластичными металлами заключается в том, что для холодной деформационной обработки можно использовать любой из нижеперечисленных способов:
- прокатку;
- глубокую вытяжку;
- ковку;
- отбортовку.
В каких случаях используют наклеп, а когда нагартовку
Физика данных процессов основана на деформационном упрочнении металлического изделия. Отличие заключается в следующем:
- Наклепом называется любое деформационное упрочнение металла, эффект от которого может быть как положительным, так и отрицательным.
- Нагартовкой считают только тот процесс, который применяют к изделию умышленно, с целью повышения эксплуатационных характеристик.
В технической документации, включая государственные стандарты, ANSI и ISO, отсутствует термин наклеп. Например, деформационно-упрочненный алюминий называют нагартованным. Для этого металла степень обработки обозначают буквой Н. За ней следует числовое определение, которое может содержать от одной до трех цифр.
Виды наклепа
Деформационное упрочнение металла классифицируют по процессам, которые активизируются в заготовке во время образования наклепанного слоя.
В случае образования новых фаз, отличающихся иным удельным объемом, явление называют фазовым. Если причина изменений – действие внешних сил, наклеп называют деформационным.
Существует две категории:
- Центробежно-шариковый. На изделие воздействуют шариками, которые располагаются в гнездах обода установки. Ее принцип действия основан на вращении, когда под влиянием центробежной силы элементы оказывают механическое воздействие на обрабатываемую заготовку.
- Дробеметный. Этот метод основан на использовании кинетической энергии. В качестве обрабатывающих элементов используют дробь диаметром до 4 мм, изготовленную из прочного материала: чугуна, стали или керамики. Согласно технологическим требованиям скорость потока может достигать 70 м/с.
Рассмотрим характерные изменения материала, которые происходят при деформационном упрочнении.
В результате действия внешних сил элементы внутренней структуры начинают активно перемещаться, что приводит к искажению внутри кристаллической решетки.
При этом зерна, ориентация которых носит беспорядочный характер, приобретают четкую структуру – наиболее прочная ось кристаллов будет располагаться вдоль направления деформирования.
Во время изучения явления некоторые специалисты высказали мнение, что под действием внешних сил зерна металла дробятся, а это приводит к измельчению структуры. На самом деле они лишь деформируются, сохраняя прежний объем.
Перенаклеп
Это явление, характеризующееся разрушением кристаллической решетки материала. Процесс сопровождается шелушением и отслаиванием частичек металла, что снижает эксплуатационные показатели поверхности.
Обычно перенаклеп происходит при нарушении технологических требований механической обработки изделий. Причиной служит избыточное давление в зоне контакта инструмента и заготовки.
Данный процесс необратим: свойства металла невозможно восстановить даже с помощью термообработки.
Разупрочнение
Процесс, при котором наблюдается снижение напряжения, требуемого для пластичного течения материала. Как правило, данное явление можно наблюдать в закаленных сортах стали при высокотемпературном отпуске.
Тепловые параметры разупрочнения зависят от степени наклепа. Негативные последствия данного явления необходимо учитывать при любых операциях с металлическими изделиями.
Например, элементы кузова автомобиля изготавливают методом штамповки и соединяют с помощью точечной сварки, применение которой носит местный характер. При кузовном ремонте необходимо использовать оборудование, которое имеет наименьшую зону термического воздействия.
В противном случае нагрев выше температуры рекристаллизации приведет к разупрочнению элемента.
Используемое оборудование
Процедура деформационного упрочнения поверхности используется в различных отраслях промышленности, в которых предъявляются повышенные требования к устойчивости поверхности к растрескиванию.

Существует широкий выбор оборудования для наклепа металла. Габариты и технические характеристики зависят от величины обрабатываемых изделий и объемов производства.
Полезный наклеп в промышленных масштабах выполняют на станках с высоким уровнем автоматизации. В основном используют дробеструйные установки.
Для снятия наклепа применяют температурный отпуск металла. Это способствует активизации процессов, которые возвращают материал в первоначальное состояние.
Наклеп металла – это процесс, который наряду с нагартовкой активно используют при изготовлении узлов и агрегатов в различных отраслях промышленности. А вы сталкивались с деформационным упрочнением поверхности? Как вы считаете, будет ли процесс наклепа и нагартовки востребован в обозримом будущем? Напишите ваше мнение в блоке комментариев.
Наклёп | это… Что такое Наклёп?
Наклёп (нагартовка) — упрочнение металлов и сплавов вследствие изменения их структуры и фазового состава в процессе пластической деформации при температуре ниже температуры рекристаллизации.
Наклёп сопровождается выходом на поверхность образца дефектов кристаллической решётки, увеличением прочности и твёрдости и снижением пластичности, ударной вязкости, сопротивления металлов деформации противоположного знака (эффект Баушингера).
Виды наклёпа
Различают два вида наклёпа: фазовый и деформационный. Деформационный наклёп является результатом действия внешних деформационных сил. При фазовом наклёпе источником деформаций служат фазовые превращения, в результате которых образуются новые фазы с отличным от исходной (-ых) удельными объёмами.
Деформационный наклёп
- Дробеструйный наклёп — упрочнение, которое достигается за счёт кинетической энергии потока круглой чугунной или стальной дроби, а также других круглых дробей, например керамической, направляемым скоростным потоком воздуха или роторным дробомётом.
- Центробежно-шариковый наклёп (нагартовка) — создаётся за счёт кинетической энергии шариков (роликов), расположенных на периферии обода, взаимодействуют с обрабатываемой поверхностью и отбрасываются вглубь гнезда.
Перенаклёп
При значительных деформациях вследствие перенаклепа в материале возникают поры, субмикротрещины и другие дефекты. Такое состояние металла (сплава) называется перенаклёпом. Перенаклёп — одна из причин хрупкости, а также снижения конструкционной прочности сплавов.
Разупрочнение
При нагреве, например во время отжига, подвергнутого наклёпу металла происходит его разупрочнение вследствие развития процессов отдыха, полигонизации, рекристаллизации.
Упрочнение деталей наклёпом
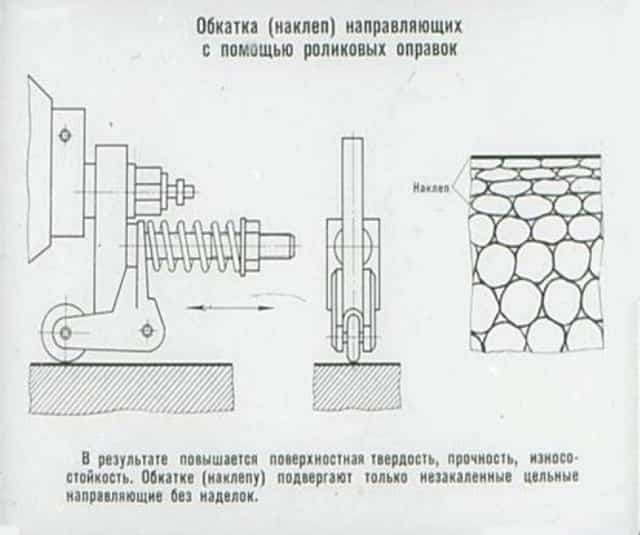
В машиностроении наклёп используется для поверхностного упрочнения деталей.
Наклёп приводит к возникновению в поверхностном слое детали благоприятной системы остаточных напряжений, влияние которых главным образом и определяет высокий упрочняющий эффект поверхностной пластической деформации (ППД), выражающийся в повышении усталостной прочности, а иногда и износостойкости. Для получения упрочненного наклёпом поверхностного слоя заготовку подвергают обработке различными видами ППД, например, обкатка роликами, дробеструйная обработка, поверхностное дорнование и др.
Литература
- Шведков Е.Л., Денисенко Э.Т., Ковенский И.И. Словарь-справочник по порошковой металлургии. — К., 1982. — 272 с.
- А. П. Гуляев «Металловедение» Москва издательство «Металлургия» 1977.
Технология наклепа и нагартовки металла, лента, в России
В металлопрокатной промышленности нагартовкой или деформационным упрочнением называется управляемый технологический процесс, который применяют для увеличения твердости металлов, повышения его прочностных характеристик.
Эта технология применяется к тем материалам, которые не могут быть уточнены термообработкой. Закалку не применяют для изменения механических свойств проката из медных, алюминиевых сплавов, низкоуглеродистых сталей, сплавов хрома с никелем.
Для таких материалов деформационное упрочнение является единственным способом для увеличения прочностных характеристик.
Чем отличается нагартовка от наклепа
Определения нагартовка и наклеп используются для обозначения процесса изменения структуры металла, а также повышение его твердости в результате внешнего воздействия. При этом в понятие наклепа входят как естественные процессы, происходящие в структуре металла, так и управляемые специальными методами обработки.
По своему происхождению наклеп бывает:
- Фазовым. В этом случае структурные изменения вызваны фазовыми, происходящими в результате термообработки металла.
- Деформационным. Упрочнение и повышение твердости происходит в результате воздействия внешних сил.
В частности, фазовый наклеп (нежелательный) возникает при резке сплавов, обладающих пластичностью и мягкостью. Слишком глубокий рез при большой толщине заготовки, выполненный с большой скоростью, становится причиной интенсивного наклепа, снижения пластичности металла, повышения хрупкости.
В отличие от наклепа нагартовка — это управляемый процесс. Наклеп не всегда приносит пользу. При наклепе снижаются пластические свойства материалов. Например, пластичность низкоуглеродистых сплавов стали снижается более чем в 5 раз. Параллельно происходит снижение устойчивости металла к механическим воздействиям — нагрузкам на разрыв, растяжение, сжатие и изгиб.
Для снятия наклепа применяют термообработку — рекристаллизационный отжиг. Одновременно с повышением пластичности снижается хрупкость металла. Необходимость снятия наклепа возникает при изготовлении металлоизделий, от которых требуется гибкость, пластичность, податливость механической обработке вытяжкой.
Как выполняется деформационное упрочнение
Контролируемый наклеп или нагартовка металла позволяет изменять механические свойства металла, получать изделия с заданными характеристиками.
Обработку заготовок и готовых металлоизделий проводят при помощи дробеметов. Это оборудование, которое создает направленный поток абразивных частиц в процессе дробеметной обработки поверхности.
По принципу действия оборудование бывает пневматическим и механическим. Установки первого типа используют для работы силу сжатого воздуха.
В механических установках скорость потоку абразива придает центробежное колесо.
Применение дробеметного оборудования позволяет обрабатывать как плоские заготовки простой формы, так и изделия со сложной конфигурацией. Эта технология относится к самым эффективным средствам увеличения срока эксплуатации деталей. Например, после наклепа количество циклов нагружения пружин и рессор до излома увеличивается в 2,5-4 раза.
Принцип нагартовки (наклепа)
В процессе дробеструйного наклепа турбина выбрасывает стальную или чугунную дробь на обрабатываемую поверхность. При ударах дроби о поверхность происходят изменения в структуре поверхностных слоев металла.
В результате механической обработке на поверхности, которая подвергается обработке, создаются остаточные напряжения сжатия, которые повышают сопротивляемость к износу, усталости металла, коррозионным процессам под нагрузкой.
Возникновения сжимающих напряжений объясняется следующим образом. Направленные ударные воздействия, производимые дробью, должны вызывать увеличение поверхности. Однако изменению формы препятствуют нижележащие слои металла. Результатом становится уплотнение поверхности, увеличение прочности и твердости металла.
Нагартовка дробью, как правило, является заключительным этапом изготовления изделий, который проводится после механической и термической обработки.
Оборудование, предназначенное для деформационного упрочнения, полностью автоматизировано и контролируется электроникой. Скорость потока абразива и количество дробинок регулируется автоматически.
Наклеп и рекристаллизация металлов
Главная Избранные Случайная статья Познавательные Новые добавления Обратная связь FAQ
⇐ ПредыдущаяСтр 4 из 12Следующая ⇒
Наиболее впечатляющим свойством металлов при пластической деформации является деформационное упрочнение, или способность металлов становиться прочнее при деформации. Из дислокационной теории следует, что для упрочнения металлов необходимо каким-либо образом затруднить движение дислокаций.
Существует несколько способов упрочнения или закрепления дислокаций, одним из них является упрочнение кристалла пластической деформацией. Ранее рассмотренный простейший способ введения дислокаций в кристалл при сдвиге показывает, что рост пластической деформации увеличивает количество дислокаций в кристалле.
Чем сильнее воздействие на металл, тем больше в нем образуется дислокаций. На начальной стадии деформация происходит за счет скольжения относительно небольшого количества дислокаций. В процессе деформирования количество движущихся в кристалле дислокаций постоянно увеличивается, что затрудняют их скольжение.
Возникают скопления дислокаций, которые уже неспособны перемещаться по кристаллу. Такие закрепленные дислокации затрудняют движение вновь возникающих дислокаций, т. е. упрочнение металла создается самими дислокациями.
В этом случае говорят об упрочнении пластической деформацией или просто о наклепеметалла.
Технология анодного окисления титана и его сплавов
Пластическая деформация оказывает существенное влияние на механические свойства металла и его структуру (см. рис. 6).
Рис. 6. Изменение структуры и свойств деформированного металла
в зависимости от степени деформации
На рис. 6 показано, как под действием приложенной нагрузки зерна, из которых состоят все технические металлы, начинают деформироваться и вытягиваться; объем зерен и их количество при этом не изменяется.
Внутри каждого зерна, особенно по его границам, сосредотачивается большое количество дислокаций, плотность которых возрастает от 106–107 см-2 (для недеформированного металла) и до 1010–1012 см-2 (для деформированного). Кристаллическая решетка зерен становится искаженной (несовершенной), это состояние является структурно неустойчивым.
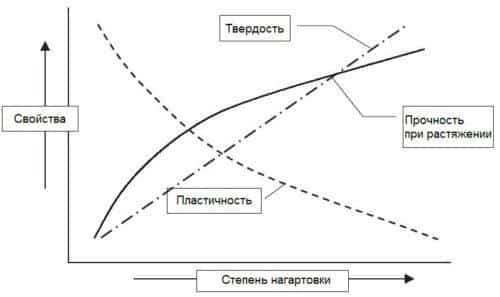
С увеличением степени деформации прочность металла увеличивается, а пластичность уменьшается, что может привести к возникновению трещин и разрушению (при большой степени деформации).
Для снятия наклепа деформированный металл нагревают, в результате сначала происходят процессы возврата
иполигонизации , приводящие к перераспределению и уменьшению концентрации структурных несовершенств (точечных и линейных дефектов) в кристаллической решетке. При дальнейшем повышении температуры начинается основной процесс, возвращающий наклепанный металл в устойчивое состояние –
рекристаллизация. Это полная или частичная замена деформированных зерен данной фазы новыми, более совершенными зернами той же фазы (см. рис. 7).
Новые зерна, зарождающиеся при рекристаллизации, отличаются меньшей плотностью дефектов (дислокаций) и растут за счет деформированных зерен.
Рекристаллизация – диффузионный процесс, протекающий в течение какого-то времени (чем выше температура, тем быстрей).
Рис. 7. Изменение структуры и свойств деформированного металла
При нагреве
Наименьшую температуру, при которой начинается процесс рекристаллизации и происходит разупрочнение, называют температурой рекристаллизации. Между температурой рекристаллизации (Т
р) и температурой плавления (Т пл) металлов существует простая зависимость, определенная металловедом А.А. Бочваром:
- Тр = a×Т
- пл (К).
- Ниже приведена температура рекристаллизации металлов и сплавов:
Хотите купить линию продольной резки металла б/у в России?
- Т
- р = (0,1 ¸ 0,2)×Т пл – для чистых металлов,
- Т
- р = 0,4×Т пл – для технически чистых металлов,
- Т
- р = (0,5 ¸ 0,6)×Т пл – для сплавов (твердых растворов).
- Температуру начала рекристаллизации определяют металлографическим и рентгеноструктурным методами, а также по изменению свойств. Если Т
р определяют по изменению твердости, то заТ р принимают температуру, при которой прирост твердости, созданный деформацией, уменьшается вдвое (рис. 8).
Рис. 8. Определение температуры рекристаллизации
⇐ Предыдущая4Следующая ⇒
Наклеп и рекристаллизация
- Как следует из диаграмм растяжения, при деформации сталей при комнатной температуре предел текучести увеличивается с ростом деформации, то есть материал в этих условиях упрочняется.
- Упрочнение
- – изменение структуры и свойств металлического материала, вызванное пластической деформацией.
Наибольшую сопротивляемость пластическому деформированию должен оказывать металл с очень малой плотностью дислокаций r.
По мере увеличения плотности дислокаций r сопротивление пластическому деформированию уменьшается (рис. 3.8).
Рис. 3.8. Зависимость сопротивления деформированию от плотности дислокаций
Это происходит до достижения некоторого критического значения плотности дислокаций rкр, когда начинается взаимодействие силовых полей, окружающих дислокации, что и вызывает увеличение сопротивления пластическому деформированию.
Следовательно, увеличение сопротивления пластическому деформированию можно получить двумя путями: наклепом металла, т. е. прямым повышением плотности дислокаций или доведением плотности дислокаций до очень малого значения.
Наклепом
называется упрочнение металла при холодной пластической деформации. В результате наклепа прочность (σВ, σ0,2, твердость и др.) повышается, а пластичность и ударная вязкость (δ, ψ, КСU) уменьшаются.
Упрочнение возникает вследствие увеличения числа дефектов кристаллической структуры, которые затрудняют движение дислокаций, а следовательно, повышают сопротивление деформации и уменьшают пластичность.
Наклеп является одним из важнейших способов изменения свойств, особенно для сплавов, не упрочняющихся термической обработкой, и для металлов, обладающих пластичностью.
Методы упрочняющего воздействия можно разделить на поверхностные (обкатка роликами, дробеструйная обработка) и сквозные (прокатка листов, волочение проволоки).
Обработка металлов резанием также приводит к наклепу и изменению структуры в тонком поверхностном слое, что необходимо учитывать при последующей эксплуатации изделий.
Таким образом, пластические деформации вызывают повышение плотности дислокаций, искажение кристаллической решетки и приводят к увеличению напряжения, при котором возможны дальнейшие деформации.
Второй способ – создание металлов и сплавов с бездефектной структурой – является более прогрессивным.
В настоящее время получают кристаллы небольших размеров (длиной 2–10 мм и толщиной 0,5–2,0 мкм), так называемые «усы», практически без дислокаций, с прочностью близкой к теоретической.
Такие кристаллы нашли свое применение для армирования волокнистых композиционных материалов, в микроэлектронике и т. д.
Рис. 3.9. Текстура, возникающая при пластической деформации: а) исходная структура, б) текстура при растяжении, в) текстура при сжатии, г) текстура при сдвиге
При деформировании округлые зерна заменяются вытянутыми в направлении деформации, образуется так называемая текстура
(textura – ткань, связь, строение) – анизотропная поликристаллическая или аморфная среда, состоящая из кристаллов или молекул с преимущественной ориентировкой.
Текстуры могут быть осевыми – с предпочтительной ориентировкой элементов текстуры относительно одного особого направления, плоскими – с ориентировкой относительно особой плоскости и полными – при наличии особой плоскости и особого в ней направления (рис. 3.9). Текстура создает анизотропию свойств.
Оборудование для термической и химико-термической обработки.
Упрочненный металл обладает повышенным запасом внутренней энергии, т. е. находится в неравновесном состоянии. Для приведения металла в равновесное состояние его необходимо нагреть. При нагреве наклепанного металла в нем протекают следующие процессы:
- · частичное восстановление структурного совершенства в результате уменьшения точечных дефектов за счет увеличения подвижности атомов (избыточные вакансии и межузельные атомы взаимодействуют между собой, а также поглощаются дислокациями при перераспределении последних при нагреве) и снижение внутренних напряжений (процесс возврата
- );
- · уменьшение плотности дислокаций за счет аннигиляция противоположных по знаку дислокаций и образование субзерен (полигонов), свободных от линейных несовершенств за счет выстраивания дислокационных стенок (процесс полигонизации
- );
- · зарождение и рост новых равноосных зерен вместо ориентированной волокнистой структуры деформированного металла (процесс рекристаллизации
- ).
- Процесс рекристаллизации начинается с образования зародышей новых зерен и заканчивается полным замещением деформированного зерна мелкими равноосными зернами (первичная рекристаллизация),
в результате чего полностью снимается наклеп, созданный при пластическом деформировании (снижаются прочность и твердость металла и увеличивается его пластичность), металл приобретает равновесную структуру с минимальным количеством дефектов кристаллического строения (рис. 3.10). Плотность дислокаций после рекристаллизации снижается с 1010–1012 до 106–108 см-2.
| собирательная рекристаллизация |
| первичная рекристаллизация |
Рис. 3.10. Изменение прочности, пластичности и зернистого строения в процессе нагрева деформированного металла
- При дальнейшем повышении температуры происходит увеличение размеров наиболее крупных зерен за счет присоединения мелких. С повышением температуры число крупных зерен постепенно растет, пока все мелкие зерна не окажутся присоединенными к крупным – процесс вторичной (собирательной) рекристаллизации
- .
- Температуру начала рекристаллизации, при которой протекает рекристаллизация, происходит разупрочнение холоднодеформированного металла и восстановление его пластичности, называют температурным порогом рекристаллизации ТПР.
Эта температура не является постоянной физической величиной, как, например, температура плавления.
Для данного металла (сплава) она зависит от длительности нагрева, степени предварительной деформации, величины зерна до деформации и т. д.
Температурный порог рекристаллизации снижается с повышением степени деформации, увеличением длительности нагрева или уменьшением величины зерна до деформации.
Температура начала рекристаллизации ТПР
для технически чистых металлов составляет примерно 0,4ТПЛ, для чистых металлов снижается до (0,1–0,2)ТПЛ, а для сплавов возрастает до (0,5–0,6)ТПЛ.
Правила приемки
3.1. Правила приемки должны соответствовать требованиям ГОСТ 14955-77 и дополнительным требованиям, указанным ниже.
3.2. Для проверки качества стали от партии отбирают:
а) для определения твердости — 5%, но не менее пяти прутков;
б) для определения механических свойств (испытания на растяжение и на перегиб) — два прутка.
(Измененная редакция, Изм. N 3).
3.3. По требованию потребителя проверяют химический состав готовой продукции. Отбор проб для химического анализа производят по ГОСТ 7565-81.
3.4. Макроструктуру проверяют при плавочном контроле на предприятии-изготовителе и результаты проверки вносят в документ о качестве.
( 1 оценка, среднее 4 из 5 )





