- Причины недолговечности электродов контактной электросварки
- Материалы электродов
- Конструкции электродов
- Сварочные электроды. Назначение, виды и характеристики
- Где и как используют сварочные электроды?
- Устройство и характеристики
- Размеры и вес сварочных электродов
- Материал и виды покрытия
- Цвет
- ГОСТ
- Маркировка сварочных электродов
- Сварочные электроды, виды и цена
- Графитовые
- Угольные
- Неплавящиеся
- Плавящиеся
- Вольфрамовые
- Торированные
- Лантанированные
- Иттрированные
- Стальные
- Чугунные
- Сварочные электроды из цветных металлов
- Руднокислые
- Рутиловые
- Фтористо-кальциевые
- Органические
- Что нужно знать о сварочных электродах?
- Электроды для сварки — виды, маркировка и выбор
- Составляющие электрода
- Виды обмазки
- Другие параметры выбора
- Толщина сварочного изделия
- Заключение по теме
- Электроды для контактной сварки
- Общая информация
- Форма электродов
- Охлаждение
- Материал электродов
- Вместо заключения
- Электроды для контактной сварки: какие бывают, как и где используются, их характеристики
- Общая информация
- Форма
- Процесс охлаждения
- Материал для изготовления
- Заключение

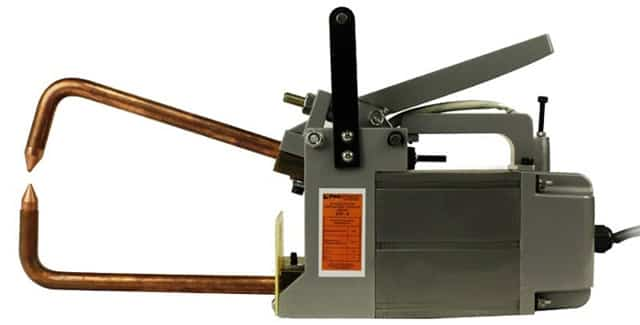
 Точечная сварка, благодаря появлению компактных ручных аппаратов типа BlueWeldPlus, становится популярной не только при промышленных масштабах применения, но и в быту. Слабым местом такой технологии являются электроды для контактной сварки: их низкая стойкость во многих случаях отпугивает потребителя.
Точечная сварка, благодаря появлению компактных ручных аппаратов типа BlueWeldPlus, становится популярной не только при промышленных масштабах применения, но и в быту. Слабым местом такой технологии являются электроды для контактной сварки: их низкая стойкость во многих случаях отпугивает потребителя.
Причины недолговечности электродов контактной электросварки
Процесс контактнойсварки состоит из следующих стадий:
- Предварительной подготовки поверхности соединяемых деталей – она должна быть непросто очищена от загрязнений и окислов, но и очень ровной, чтобы исключить неравномерность возникающего напряжения электрического поля.
- Ручного или механического прижима свариваемых изделий – с увеличением усилия прижима растут интенсивность диффузии и механическая прочность сварного шва.
- Локального расплавления металлов в зоне прижима теплом электрического тока, в результате чего формируется сварочное соединение. Прижим электродов на этой стадии препятствует образованию сварочных брызг.
- Отключения тока и постепенного остывания сварного шва.

Таким образом, материал электродов для контактной сварки претерпевает не только значительные термические напряжения, но и механические нагрузки.
Поэтому к нему предъявляется ряд требований – высокая электропроводность, высокая термическая стойкость (в том числе – и от постоянных колебаний температуры), повышенные значения предела прочности на сжатие, малый коэффициент теплоёмкости.
Таким комплексом свойств обладает ограниченное число металлов. В первую очередь – это медь, и сплавы на её основе, однако и они не всегда удовлетворяют производственным требованиям.
В связи с постоянным повышением энергетических характеристик производимых сварочными клещями для точечной сварки многие торговые марки ориентируют потребителя на применение только «своих», фирменных электродов, что не всегда соблюдается. В результате снижается качество сварных швов, получаемых по такой технологии, подрывается доверие к самому процессу контактной электросварки.
Преодоление указанных проблем производится двумя путями: совершенствованием видов и конструкций сварочных электродов для точечной сварки, и разработкой новых материалов, используемых для изготовления таких электродов. Для частных пользователей имеет значение также и цена вопроса.

Материалы электродов
Согласно ГОСТ 2601, критерием качества готового шва является его прочность на разрыв или сдвиг. Она зависит от интенсивности тепловой мощности в зоне электрического разряда, а потому связывается в первую очередь с теплофизическими характеристиками материала электродов.
Использование медных электродов малоэффективно по двум причинам. Во-первых, медь, являясь высокопластичным металлом, не обладает достаточной упругостью, чтобы в период между рабочими циклами полностью восстановить геометрическую форму электродов. Во-вторых, медь весьма дефицитна, а частая замена электродов обуславливает и высокие финансовые затраты.
Попытки использовать более твёрдую, упрочнённую медь успеха не имеют: для нагартованного материала параллельно с повышением твёрдости снижается температура рекристаллизации, поэтому с каждым рабочим циклом износ рабочего торца электрода для контактной сварки будет возрастать.
Поэтому практическое применение получили медные сплавы с добавлением ряда других металлов. В частности, введение в медный сплав кадмия, бериллия, магния, цинка и алюминия мало изменяет показатель теплопроводности, зато улучшает твёрдость при нагреве.
Стойкость электрода от динамических тепловых нагрузок увеличивают железо, никель, хром и кремний.
При подборе оптимального материала сварочных электродов для контактной сварки ориентируются на показатель удельной электропроводности сплава. Чем меньше он будет отличаться (в меньшую сторону) от электропроводности чистой меди – 0,0172 Ом·мм2/м, тем лучше.
Наиболее эффективную стойкость против износа и деформации показывают сплавы, в состав которых входят кадмий (0,9…1,2%), магний (0,1…0,9%) и бор (0,02…0,03%).
 Выбор материала для электродов точечной сварки зависит также и от конкретных задач процесса. Можно выделить три группы:
Выбор материала для электродов точечной сварки зависит также и от конкретных задач процесса. Можно выделить три группы:
- Электроды, предназначенные для проведения контактной сварки в жёстких условиях (непрерывное чередование циклов, поверхностные температуры до 450…500ºС). Их изготавливают из бронз, содержащих хром и цирконий (Бр.Х, Бр.ХЦр 0,6-0,05. В эту же группу включают никель- кремнистые бронзы (Бр.КН1-4), а также бронзы, дополнительно легированные титаном и бериллием (Бр.НТБ), используемые для точечной сварки нержавеющих и жаропрочных сталей и сплавов.
- Электроды, применяемые при контактных температурах на поверхности до 250…300ºС (сварка обычных углеродистых и низколегированных сталей, медных и алюминиевых изделий). Их производят из медных сплавов марок МС и МК.
- Электроды для относительно лёгких режимов эксплуатации (поверхностные температуры до 120…200ºС). В качестве материалов применяется кадмиевая бронза Бр.Кд1, хромистая бронза Бр.Х08, кремненикелевая бронза Бр.НК и др. Такие электроды могут использоваться также и для роликовой контактной электросварки.
Следует отметить, что по убыванию удельной электропроводности (по отношению к чистой меди) эти материалы располагаются в следующей последовательности: Бр.ХЦр 0,6-0,05→МС→МК→Бр.Х→Бр.Х08→Бр.
НТБ→Бр.НК →Бр.Кд1→Бр.КН1-4. В частности, разогрев до требуемой температуры электрода, изготовленного из бронзы Бр.ХЦр 0,6-0,05 произойдёт примерно вдвое быстрее, чем полученного из бронзы Бр.КН1-4.
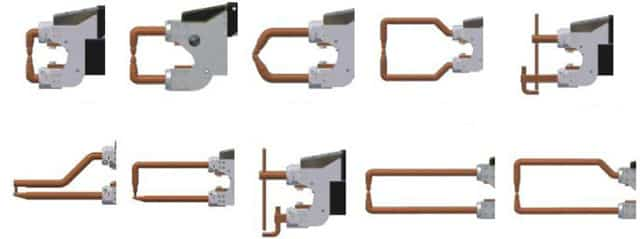
Конструкции электродов
Наименее стойким местом электрода является его сферическая рабочая часть. Электрод бракуется, если увеличение размеров торца превышает 20% от первичных размеров. Конструкция электродов определяется конфигурацией свариваемой поверхности. Различают следующие исполнения инструмента
- С цилиндрической рабочей частью и конической посадочной частью.
- С коническими посадочной и рабочей частью, и переходным цилиндрическим участком.
- Со сферическим рабочим торцом.
- Со скошенным рабочим торцом.
Кроме того, электроды могут быть сплошными и составными.
При самостоятельном изготовлении (либо перезаточке) рекомендуется выдерживать следующие соотношения размеров, при которых инструмент будет обладать максимальной стойкостью:
- Для расчёта диаметра электрода d пользуются зависимостью Р = (3…4)d2, где Р – фактически необходимое сжатие электродов при проведении процесса контактной электросварки. В свою очередь, рекомендуемые значения давления осадки, при котором получаются наиболее качественные соединения, составляет 2,5…4,0 кг/мм2 площади получаемого сварного шва;
- Для электродов с конической рабочей частью оптимальный угол конусности варьируется от 1:10 (для инструмента с диаметром рабочей части до 30…32 мм) до 1:5 – в противоположном случае;
- Выбор угла конуса определяется также и наибольшим усилием сжатия: при максимальных усилиях рекомендуется принимать конусность 1:10, как обеспечивающую повышенную продольную стойкость электрода.
Основные формы электродов для контактной сварки устанавливает ГОСТ 14111, поэтому, применяя те или иные соотношения размеров, следует учитывать размеры посадочного пространства под инструмент для конкретной модели машины контактной сварки.
Значительную экономию материала даёт применение составных конструкций. При этом для изготовления корпуса применяют материалы с высокими значениями электропроводности, а съёмную рабочую часть изготавливают из сплавов с высокой твёрдостью и износостойкостью (в том числе и термической).
В частности, подобным сочетанием свойств обладают металлокерамические сплавы от швейцарской фирмы АМРСО марок A1W или A1WC, содержащие 56% вольфрама и 44% меди. Их электропроводность достигает 60% от электропроводности чистой меди, что определяет малые потери на нагрев при выполнении сварки.
Рекомендуемым материалом могут быть и бронзовые сплавы с добавками хрома и циркония, а также вольфрам.
Электроды для контактной сварки лёгких сплавов, где не требуется значительного усилия прижима, выполняют со сферической рабочей частью, а для контактных губок аппаратов точечной электросварки целесообразно применять кремнистые бронзы.
Механические характеристики электродов должны находиться в следующих пределах:
- Твёрдость по Бринеллю, НВ – 1400…2600;
- Модуль Юнга, ГПа – 80…140;
- Предельный изгибающий момент, кгсм – не ниже 750…800.
Конструкции электродов всегда должны быть полыми, для обеспечения эффективного охлаждения.
Источник: https://proinstrumentinfo.ru/elektrody-dlya-kontaktnoj-svarki-mednye-gost-vidy-material/
Сварочные электроды. Назначение, виды и характеристики
- Сварочные электроды необходимы при создании конструкций из металла, соединении и ремонте различных металлических деталей.
- Именно они формируют сварочный шов, являющийся прочным связующим «мостиком» между соединяемыми элементами.
- Существует свыше 200 видов сварочных стержней, из которых примерно половина разработана специально для ручной сварки.
Где и как используют сварочные электроды?
- Сварочные электроды применяют как в домашнем строительстве, так и при возведении массовых промышленных объектов.
- В обоих случаях, как правило, используют одинаковые виды этих расходников.
- Приобретают их всегда под конкретный сварочник, с учетом условий эксплуатации, и технологических параметров.
- В процессе сварки стержни плавятся, и расплавляют места соединения металлических элементов, следствием чего становится прочная молекулярная связь последних.

Посредством сварочных электродов можно выполнять:
- Соединение двух металлических частей. Это, в принципе, основное их назначение.
- Заваривание трещин.
- Резка металлических конструкций и отдельных элементов.
Также сварочные электроды нередко применяют для наплавки металла на различные детали, которые в процессе эксплуатации, подверглись износу, и утратили изначальные геометрические размеры.
Сварочными стержнями можно работать в различных положениях, в зависимости от их типа:
- Нижнее расположение сварочного соединения – используют в тех случаях, когда к соединению не предъявляется каких-либо особых требований. Считается самым производительным и оптимальным способом. Электрод располагается вертикально, а соединяемые поверхности – горизонтально.
- Горизонтальное расположение – горизонтальный шов, горизонтальное положение электрода, вертикальное положение свариваемых элементов.
- Вертикальное – вертикальный шов, вертикальное расположение свариваемых элементов, горизонтальное позиционирование электрода.
- Потолочное – вертикальное расположение электрода, горизонтальное размещение соединяемых элементов. Это самый трудновыполнимый вид шва, так как мастер выполняет сварку снизу, из-за чего расплав может стекать, минуя сварочную ванну.
- Кроме прочего, существует сварка «в лодочку».
- Тут свариваемые элементы располагаются по отношению друг к другу под углом.
- Сварка производится преимущественно в нижнем положении, за счет чего повышается скорость работы.
- Что касается позиционирования самого электрода, в процессе работы он может быть расположен под 90-градусным углом по отношению к шву, а также под 30 – 60 градусов в наклоне вперед или назад.
Устройство и характеристики
Сварочный электрод представляет собой сердечник, выполненный в виде проволоки, покрытый обмазкой из специального состава.
В процессе работы плавится как внутренняя, так и внешняя часть, причем первая заполняет место стыка двух деталей, а вторая выделяет газ, предотвращающий проникновение кислорода в сварочную зону.
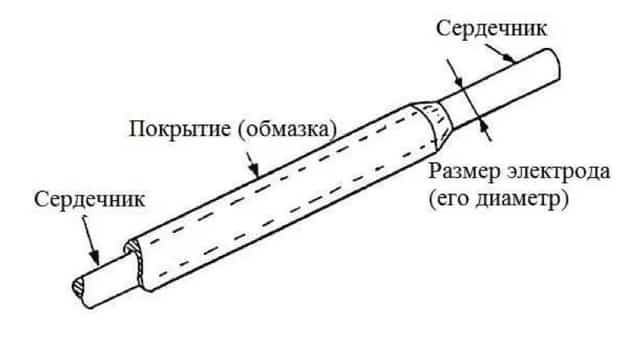
В дополнение электродное покрытие обладает такими свойствами, как защита шва от разрушительного воздействия кислорода, в частности, от окисления, дополнительно предотвращая рассеивание сварочной энергии.
Размеры и вес сварочных электродов
- Диаметр – основная величина электрода.
- Обычно этот параметр находится, как правило, в пределах 1,6 – 8 мм, но ГОСТами предусмотрены варианты на 10 и 12 мм.
- В быту обычно используют 2,5-миллиметровые стержни.
- На вес каждого стержня влияет материал изготовления, его длина (обычно это 250 – 450 мм, однако далеко не всегда), толщина покрывающего слоя, иные факторы.
- Изделия упаковываются в пачки весом от 1 до 7 кг.
Материал и виды покрытия
Электродное покрытие по соотношению общего диаметра электрода к диаметру сердечника делится на следующие категории (коэффициент):
- Типа М – тонкое покрытие (до 1,2).
- С – среднее (до 1,45).
- Д – толстое (до 1,8).
- Г – особо толстое (свыше 1,8).
По составу также существует отдельная классификация:
- А – кислое.
- Б – основное.
- Ц – целлюлозное.
- Р – рутиловое.
- Две буквы (указанные выше, а также рутилово-железные с обозначением РЖ) – смешанный тип.
- П – прочие типы.
- Приведенные буквы участвуют в маркировке.
- ПРИМЕЧАНИЕ:
- Предусмотрено дополнительное деление электродов на несколько групп, в зависимости от состояния обмазки, точности изготовления этих изделий.
Цвет
Вольфрамовые электроды отдельно имеют цветовую маркировку, указывающую на тип и процентный вес содержащегося в составе оксида:
- Торий – голубые (0,35 – 0,55%), желтые (0,8 – 1,2%), красные (1,7 – 2,2%), сиреневые (2,8 – 3,2%), оранжевые (3,8 – 4,2%).
- Цирконий – коричневые (0,15 – 0,5%) и белые (0,7 – 0,9%).
- Оксид лантана – черные (0,9 – 1,2%), золотые (1,4 – 1,6%), синие (1,8 – 2,2%).
- Оксид церия – серые, соответствующие 1,8 – 2,2%.
Сиреневым и бирюзовым цветами отмечаются смешанные оксиды, состоящие из редкоземельных элементов. Зеленые стержни производятся из чистого вольфрама.
ГОСТ
- Для покрытых стержней, посредством которых выполняется дуговая сварка, разработан ГОСТ 9466-75.
- Кроме него существуют стандарты, распространяющиеся на электроды, исходя из их назначения.
- Для примера, это ГОСТ 9467-75, ГОСТ 10052-75 и ГОСТ 1051-75.
Маркировка сварочных электродов
Маркировка электродов бывает простой, например, состоящей буквально из 3-х символов, и крайне сложной.
В качестве примера можно привести изделия Э50А и, например, Э42А, где:
- Первая бука Э буквально означает «электрод».
- Идущее следом число означает минимальное время сопротивления разрыву.
- Последующие буквы указывают на назначение изделия (А – допускается применение пластичного наплавляемого металла, имеющего повышенную вязкость, Н – изделия для наплавления на поверхности, У – для углеродистых сталей, Т – для теплоустойчивых легированных сталей).
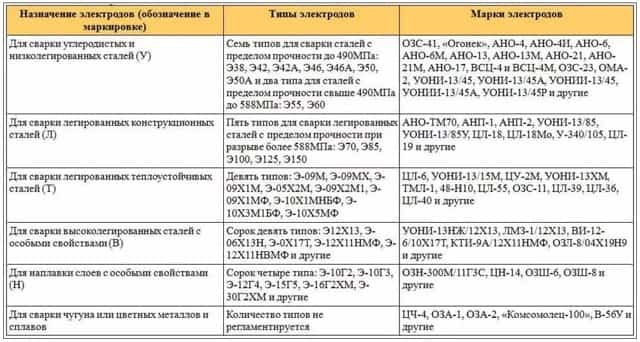
Также в наплавке содержатся самые разные химические элементы, которые маркируются буквами Х, М, Б и Ф, что соответствует хрому, молибдену, ниобию и ванадию.
Касательно непосредственно сердечника, он маркируется следующим образом (последовательно):
- Св – буквенное обозначение сварочного типа проволоки.
- Число, указывающее на процентное содержание углерода.
- Буквы, в которых зашифрован код содержащихся легирующих веществ.
- Число, указывающее на процентное содержание легирующих веществ.
Сварочные электроды, виды и цена
- Универсальной классификации сварочных стержней по причине огромного их разнообразия попросту не существует, тем более что никакими универсальными стандартами не регламентированы марки этих изделий.
- Из-за этого разумно разделить их на виды по определенным критериям.
- В зависимости от материала, из которого изготовлен стержень, все электроды можно отнести к неметаллическим, либо же металлическим.
- Неметаллические варианты состоят исключительно из неплавящихся изделий, делятся на:
Графитовые
Бывают обычные и омедненные, используются для соединения медных проводов.
Угольные
Необходимы для строжки, резки и прошивки отверстий.
Применяются по легированным, низколегированным и углеродистым сталям.

Металлические электроды, в свою очередь, делятся еще на две подгруппы:
Неплавящиеся
Как и в случае с неметаллическими вариантами, в работе либо вовсе не плавятся, либо же плавятся, но незначительно, так как сам материал этих расходников не участвует в процессе образования шва и наплавленного металла.
Плавящиеся
Материал сердечника плавится, одновременно расплавляя и кромки соединяемого материала, что в купе и формирует шов.
Группа неплавящихся металлических электродов состоит из следующих типов изделий:
Вольфрамовые
Так называемые чистые (без добавлений, перечисленных ниже) электроды, необходимые для работы в среде аргона (метод сварки TIG). Температура плавления вольфрама составляет 3410°С, за счет чего этот металл является самым тугоплавким.
Торированные
Предыдущий вариант, но с добавлением тория-232 в количестве 1,7 – 2,2%. Обладает минимальным расходом, устойчив к коррозии и высоким температурам, отличается отличными рабочими показателями, из-за чего применяется в автоматизированном создании швов.
Лантанированные
С добавлением лантана. Отличаются отличным возбуждением высокостабильной дуги, низкой скоростью расплавления присадочной проволоки.
Иттрированные
- Расходники повышенной стойкости за счет введения в вольфрам окиси иттрия (Y2O3).
- Группа плавящихся металлических электродов содержит варианты без покрытия (представляют собой непрерывную проволоку) и изделия с покрытием.
- Последние необходимы в ММА-сварке, а по материалу сердечника распространения получили:
Стальные
Изготавливаются из специальной сварочной проволоки толщиной от 0,3 до 12 мм, имеющей несколько марок.
Из них 5 марок – углеродистая, 23 – легированная, а 28 – высоколегированная стали.
Чугунные
Широкое распространение получили в промышленности, имеют намного меньше подвидов.
Сварочные электроды из цветных металлов
Бывают медные, алюминиевые, бронзовые и другие.
Электродные покрытия также получили классификацию, исходя из химического состава:
Руднокислые
- Обладают довольно высокой скоростью плавления.
- По сути, это универсальные электроды, причем одновременно и инверторные, и трансформаторные, то есть подходят для работы как на постоянном, так и на переменном токе.
- Следует помнить, что при сварочных работах выделяется едкий дым, из-за содержания большого количества марганцевой руды, который оказывает негативное влияние на легкие сварщика.
Рутиловые
- Производятся, соответственно из рутила, да еще и с двуокисью титана.
- Эти дуговые электроды по своим характеристикам схожи с предыдущим вариантом, но меньше выделяют газ, не так интенсивно разбрызгивают материал и обеспечивают лучшее формирование.
- Рутил-целюлозные (РЦ) варианты – хороший пример покрытия смешанного типа, обладающего свойствами одновременно двух представленных категорий.
Фтористо-кальциевые
- Низководородистые покрытия, которые еще называют основными.
- Стержни работают на постоянном обратном токе.
- Яркий представитель – марка УОНИ, которую используют в случаях, когда требуется получить высококачественный шов.
Органические
- Изготавливаются из различных органических материалов, вроде оксицеллюлозы.
- Само целюлозное покрытие обеспечивает низкую чувствительность к состоянию поверхности и качеству сборки материала.
- Такие расходники используют на постоянном и переменном токе, причем в любом доступном положении.
- Отдельно следует упомянуть ильменитовые покрытия, которые занимают свое место где-то между кислыми и рутиловыми.
- Такие электроды обеспечивают плавное и стабильное горение дуги, что дает возможность полностью контролировать рабочий процесс.
Необходимо уточнить, что многие марки электродов в тех же интернет-магазинах рассортированы по материалам, для работы с которыми они предназначены:
- По нержавейке (в зависимости от марки самой стали) – это электроды ОЗЛ-8, НЖ-13, ОЗЛ-6 и другие.
- По чугуну – это популярные ОЗЧ-2 и 4, ОК 92.18, ОЗЖН-1, МНЧ-2 и другие. Для правильного выбора марки необходимо знать вид чугуна: серый, высокопрочный или ковкий.
- По алюминию и сплавам – применяются в основном для работы в полевых условиях и частном производстве. Предварительно свариваемые алюминиевые детали требуют серьезной подготовки, в частности это очистка от загрязнений и обезжиривание. Для сварки применяют стрежни типа ОЗАНА, ОК, ОЗА, УАНА и ЭВЧ.
- Для сварки меди и ее сплавов используют стержни К-100, ЗТ, Комсомолец, ММ3-2, ОЗЧ-1 и другие.
- По углеродистым сталям – подбирают электроды, соответствующие конкретной марке свариваемого материала. Это стержни МР, АНО, УОНИ и ОЗС.
Учитывая огромное разнообразие видов и размеров сварочных электродов, а также тот факт, что этот расходник поставляется в упаковках с разным количеством, стоимость последних варьируется в широких пределах.
Обычно ценник составляет 160 – 1300 рублей за пачку.

Для сварки пластика, следует отметить справедливости ради, изготавливают специальные электроды.
По сути, это присадочные пластиковые прутки или полоски (плоские электроды), которые применяют для ремонта распространенных видов термопластика, вроде полиамида, полибутилентерефталата, и, конечно, полипропилена с полиэтиленом.
Что нужно знать о сварочных электродах?
- На электродный стержень любые покрытия (если предполагается их наличие) наносятся окунанием (обмакиванием) или опрессовкой.
- В первом случае проволочный пруток буквально окунают в специально подготовленный раствор.
- Это фактически паста, которую готовят путем смешивания требуемых компонентов до образования сметанообразной консистенции.
- На первом этапе перемешивается сухая смесь, после чего уже происходит добавление связующего вещества, например, жидкого стекла.
- После обмакивания в эту пасту, стержень отправляют на сушку, а затем на упаковку.
- Что касается опрессовки, паста наносится под давлением от 400 до 800 атмосфер.
- Это более эффективный способ, позволяющий полностью сформировать до 600 готовых изделий в течение всего 1 минуты.
- Сушка происходит при температуре 150 – 180 °С.
- Перед упаковкой, что касается и первого метода нанесения покрытия, все электроды проходят обязательную проверку на качество.
- Сварочные электроды, учитывая, что это расходники, обычно закупают с запасом, это часто приводит к их длительному хранению в складских помещениях.
- К последним предъявляются два условия:
- Постоянная влажность, не превышающая 50%.
- Температура не ниже 14 °С. Другими словами, помещение должно быть отапливаемым в холодное время года. Причем и тут важна стабильность, так как перепады в отрицательную сторону дают повышение влажности воздуха.
Подобные условия хранения требуются для вин большой выдержки.
Срок годности сварочных электродов может быть неограничен.
Источник: https://instrumentn.ru/svarochno-payalnyj-razdel/svarochnye-elektrody-naznachenie-vidy-i-harakteristiki
Электроды для сварки — виды, маркировка и выбор
Не все начинающие сварщики знают, что электроды для сварки – это более 200 видов, из которых около ста видов используются в ручной сварке. Знать им все нет необходимости, но о некоторых самых популярных и часто используемых получить информацию надо. Поэтому перейдем к выбору электродов для ручной дуговой сварки.

Составляющие электрода
Электрод – это проволока, которая сверху обмазана специальным составом, называющимся обмазкой.
В процессе сварки проволока (сердечник) плавится под действием электрического тока высокой мощности, заполняя собой пространство между сварными металлическими изделиями.
Плавится также и обмазка, которая в процессе горения выделяет газ. Последний обволакивает зону сварки, не давая кислороду проникнуть внутрь.
Второе предназначение обмазки – это защита самого сварного слоя. В процессе плавления часть обмазочного материала становится жидкой и покрывает собой сварочный шов. Эта тонкая пленка защищает его от негативного воздействия кислорода. Почему необходима данная защита.
- В процессе плавки металла кислород будет забирать часть энергии на себя, поэтому электрического тока может не хватить на саму сварку.
- При соприкосновении с кислородом при небольшой влажности на металлах появляется окисел, снижающий его качественные характеристики.
Виды обмазки
В настоящее время применяются четыре вида обмазки.
- Основное с маркировкой «Б».
- Кислое – «А».
- Целлюлозное – «Ц».
- Рутиловое – «Р».
Есть смешанные виды, к примеру, АР – кисло-рутиловое, РБ – рутилово-основное, РЖ – рутиловое смешанное с железным порошком и РЦ – рутилово-целлюлозное.
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или рутиловым покрытием. К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества.
То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению.
Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.

Есть у УОНИ и свои отрицательные стороны. Влага на электродах, ржавчина на торце проволоки, масляные или жирные пятна на обмазке, ржавчина на соединяемых металлических изделиях – все это гарантия появления внутри сварочного шва раковин, которые снижают его качество. К тому же работать с этими электродами можно только на постоянном токе с обратной полярностью.
Сварочные материалы с рутиловым покрытием используются в основном для соединения деталей из низкоуглеродистой стали. Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
- Могут работать как на постоянном, так и на переменном токе.
- Разбрызгивание металла минимальное.
- С помощью электродов данного типа могут получаться высококачественные сварочные швы, сделанные в любом положении заготовок.
- Шлак после сварки легко отходит.
- С помощью МР можно варить и ржавые изделия, и даже сильно загрязненные.
- Легкий розжиг даже при низком показателе вольт-амперной характеристики инвертора.
Когда перед новичком стоит вопрос, как правильно выбрать электрод для сварки, то оптимальный для него вариант – это марка МР.
Внимание! Специалисты не рекомендуют использовать МР для сварки вертикальных швов направлением сверху вниз.
К рутиловым покрытиям относятся марки АНО. Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.
Почему опытные сварщики не любят пользоваться электродами с рутиловой обмазкой? Во-первых, они их называют бенгальскими огнями. Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Другие параметры выбора
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Если для сварки используется инвертор, то необходимо понимать, что он выдает ток постоянного типа. Поэтому подключение электрода для сварки может производиться по двум схемам.
- Полярность прямая. Схема такова: минус подключается к сварочному электроду, плюс к массе.
- Полярность обратная. Здесь наоборот: минус к массе, плюс к держаку.
В чем особенность каждой схемы подключения. Все зависит от силы проварки металлов. При прямой полярности металлические свариваемые изделия подвергаются высокому нагреву. При обратной полярности температура нагрева не столь высокая.
Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей.
Они чувствительны к высоким температурам.
Есть еще три показателя, на которые необходимо обращать внимание.
Толщина сварочного изделия

Диаметр электрода необходимо связать толщиною свариваемых деталей. То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
Выбирать электрод по диаметру важно. Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице. К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
Еще одна зависимость диаметра сварочного электрода. В данном случае от силы тока.
| 2 | 55-65 |
| 2,5 | 65-80 |
| 3 | 70-130 |
| 4 | 130-160 |
| 5 | 180-210 |
| 6 | 210-240 |
Получается так, что три параметра: сила тока, толщина свариваемых металлов и диаметры электродов взаимосвязаны. Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь.
Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А.
Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветмет. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
- Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
- Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
- Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.
На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока.
Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный.
У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.

Что касается направления сварки, то в нижнем положении и вертикально хорошо варят электроды с целлюлозным покрытием.
Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями.
В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Заключение по теме
Подобрать сварочный материал по всем параметрам непросто. Придется учитывать много нюансов, поэтому рекомендуется взять на вооружения таблицы, расположенные выше, а также информацию, которая обозначает назначение самих электродов.
- Поделись с друзьями
- 1
- 0
- 1
- 0
Источник: https://svarkalegko.com/materials/vidy-svarochnih-elektrodov-i-ih-vibor.html
Электроды для контактной сварки
Время чтения: 5 минут
Электроды для точечной сварки совсем непохожи на классические штучные электроды с покрытием. Да и сама контактная сварка существенно отличается от любой другой привычной для нас технологии соединения металлов.

Поэтому не удивительно, что форма и материал для электродов контактной сварки нужно подбирать с особым вниманием и учитывать множество нюансов, чтобы не ошибиться. В этой статье мы кратко расскажем, какими бывают электроды для контактной сварки и из чего они изготавливаются.
Общая информация
Если вы имеете представление о контактной сварке, то наверняка заметили, что применяемые в этой технологии электроды разительно отличаются от привычных штучных стержней. Для большинства сварщиков электрод — это металлический пруток, имеющий специальное покрытие. Но в контактной сварке используются электроды другого типа.
Как смастерить контактную сварку своими руками?
Они представляют собой металлические изделия цилиндрической формы с заостренным концом. Их диаметр намного больше, чем у стандартного штучного электрода с покрытием. При этом электроды для контактной сварки могут быть самых разнообразных форм.
Форма электродов
Наиболее применяемая форма — прямая. Такие электроды не имеют изгибов, просты в изготовлении и используются чаще всего. Подходят для сварки листового металла и не труднодоступной сварки. Могут быть изготовлены из различных металлов.
Кстати, материал электрода должен подбираться исходя из материала основного металла, который вы будете варить. И электроды, и металл должны иметь схожий состав, чтобы соединение получилось прочным и долговечным. Это касается электродов любой формы и размера.
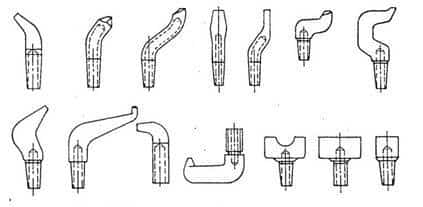
Но электроды прямой формы не всегда способны сформировать сварную точку, когда проводится сварка в труднодоступных местах или деталь сложная. В таких случаях используют электроды изогнутой формы. Ниже вы можете видеть лишь немногие из возможных форм. Современные производители предлагают десятки разновидностей для выполнения даже самых сложных задач.
Чтобы изготовить электрод прямой формы, можно использовать недорогое оборудование, работающее по заданному шаблону. А вот для изготовления электрода сложной формы предварительно изготавливают его модель в полную величину. Это необходимо, чтобы еще на стадии проектирования изделия исключить ошибки и недочеты. Сложная форма требует повышенного внимания и опытных специалистов.
Охлаждение
Во время контактной сварки электроды подвергаются существенным температурным нагрузкам. Поэтому они нуждаются в оперативном охлаждении. И воздуха здесь недостаточно. Чаще всего применяется внутреннее или наружное охлаждение с помощью воды. Вода подается либо по специальным трубкам, либо прямо сквозь отверстия в электроде.
Охлаждение электродов сложной формы зачастую приводит к трудностям. А все из-за особенной его конструкции. Поэтому при использовании фигурных электродов уделите особое внимание их эффективному охлаждению.
Если применяется электрод большого размера (не важно, прямой или фигурный), то вдоль его корпуса можно припаять две медные трубки и через них пустить воду.
Учтите, что электроды для контактной сварки всегда охлаждаются хуже, чем обычные штучные стержни с покрытием.
Поэтому для их эффективного охлаждения периодически снижайте темп сварочных работ, чтобы электроды не перегревались. Это особенно касается электродов сложной формы.
Материал электродов
Материал электродов для контактной сварки не может быть абсолютно любым. Сама контактная сварка предполагает высокие температуры, сжатие, напряжение, неравномерный прогрев электрода и прочее.
Соответственно, металл, из которого будут изготовлены электроды, должен обладать характеристиками, которые позволят изделию противостоять всем нагрузкам. Ведь чем дольше форма электрода будет оставаться неизменной, тем качественнее будут сварные точки.
Как только форма начнет меняться под воздействием нагрузок, так сразу начнет ухудшаться качество соединений.
Что еще может привести к деформации электрода? Постоянный перегрев, плавление или даже окисление — все это ждет электроды, применяемые при контактной сварке. Поэтому важно правильно подобрать материал, из которого они будут изготовлены.

Основным материалом является медь. Но она никогда не используется в чистом виде, поскольку не является жаропрочной. А это важно при контактной сварке. Производители учитывают эту особенность и применяют различные медные сплавы, в составе которых помимо меди есть разные легирующие компоненты.
Это может быть хром, алюминий, цинк, магний, кадмий, цирконий, бериллий и некоторые другие металлы.
Благодаря им медные электроды не теряют своей высокой электропроводности, при этом приобретают улучшенные эксплуатационные характеристики.
Для сравнения, исключительно медные электроды приходят в негодность в 6 раз быстрее, чем электроды, изготовленные из смеси меди и любого легирующего компонента.
Но это не значит, что при покупке электродов вы можете просто выбрать изделия с выше описанным составом и забыть о трудностях. Нужно также учитывать особенности металла, который вы будете варить.
Так, например, если вы будете работать с оцинкованной сталью, то необходимо приобрести электроды с медью, вольфрамом и молибденом в составе. Так электроды будут достаточно твердыми и стойкими по отношению к основному металлу.
И не придут в негодность.
Вместо заключения
Материалы для электродов, их форма и размер могут быть самыми разнообразными: от примитивных и простых до замысловатых и с трудно выговариваемым составом. Здесь важно четко осознавать, какой тип работ вам предстоит. И уже, исходя из этого, подбирать электроды.
Какой металл вы варите? Какова его толщина? В каком пространственном положении будет происходить сварка? Вы должны дать ответ на каждый из этих вопросов, чтобы правильно выбрать электроды для контактной сварки.
Если у вас уже есть опыт, поделитесь им в х ниже. Любой совет будет полезен для всех новичков. Желаем удачи в работе!
Источник: https://svarkaed.ru/rashodnye-materialy/elektrody/elektrody-dlya-kontaktnoj-svarki.html
Электроды для контактной сварки: какие бывают, как и где используются, их характеристики
Контактная сварка – процесс, который не похож на знакомый нам процесс варки металла. Поэтому электроды для точечной сварки не похожи на обычные сварочные с покрытием.
Форму для электродов необходимо тщательно подбирать, как и материал. Надо учесть множество моментов, чтобы приобрести именно вам нужный вариант.
Далее рассказывается из каких материалов изготавливают такие электроды, какими они могут быть.
Общая информация
Если вы хоть раз видели процесс контактной сварки, то, определенно, заметили, что модели, применяемые здесь, отличаются от привычных штучных стержней.
Прут из металла, покрытый специальным составом – вот как представляют его себе большинство сварщиков. Но они совершенно другие для такой сварки.
Они могут быть различных форм и представляют из себя изделия из металла, цилиндрической формы, имеют заостренный конец. Их диаметр существенно отличается в большую сторону по сравнению с обычными изделиями.
Форма
Самая распространенная форма – прямая. Такие модели применяют для соединения листового металла, легкодоступных процессов. У них нет сложных изгибов, они просты в производстве, их изготавливают из разных металлов и используют чаще остальных.
Чтобы соединение было прочным, состав электродов и основного материала должны иметь подобный состав. Исходя из материала основного металла, и нужно подбирать материал для производства электродов.
И это должно учитываться для изделий любого размера и конфигурации, какой бы состав не был у основного материала.
В современной жизни существуют очень сложные для сварки задачи. Поэтому производители представляют множество форм и размеров.
Прямые не всегда могут сформировать сварную точку ведь зачастую, сварка проводится в сложных условиях, сложнодоступных местах или на сложных деталях. Поэтому нет другого выхода, как использовать изделия разнообразных замысловатых и изогнутых форм.
Для производства моделей прямой формы применяется простейшее оборудование. Оно работает по установленному шаблону. Необходимо заранее, на этапе проекта, исключить все возможные ошибки и недочеты, чтобы сделать сложную модель.
Поэтому первым этапом производства всегда идет изготовление полноразмерной модели. Производство нестандартных форм требует высококлассных специалистов и пристального внимания.
Процесс охлаждения
Для охлаждения электрода в ходе такой сварки применяют воду, которая поступает по трубкам, либо через отверстия в нем самом. Это необходимо, так как на электроды идет серьезное температурное воздействие и необходимо своевременное охлаждение.
И наружное или внутреннее охлаждение водой используют потому, что воздуха для этого недостаточно.
При использовании сложных изделий, качественному охлаждению необходимо уделять особое внимание. Именно из-за особенностей их конструкции, охлаждение таких моделей может привести к появлению трудностей.
Не столь важно, прямую или фигурную модель вы используете, но если электрод достаточно большого размера, то вдоль корпуса можно припаять две медные трубки для оперативной подачи воды.
Необходимо учитывать, что охлаждение при контактной сварке проходит хуже, чем у обычных прутов, покрытых специальным составом. Чтобы не возникало перегрева, интенсивность сварки нужно регулярно понижать.
Это нужно помнить, если вы используете модель непростой конфигурации.
Материал для изготовления
Сам процесс контактной сварки предполагает высокие температуры, напряжение, сжатие, неравномерный прогрев электрода. Поэтому материал для таких моделей не должен быть любым.
Их необходимо изготовить из металла, характеристики которого позволяют им выдерживать все нагрузки. Только если форма изделия будет оставаться неизменной, сварочные работы будут качественными.
Если конфигурация начнет меняться от высоких нагрузок – качество соединения моментально будет ухудшаться.
Какие воздействия приведут к изменению конфигурации электрода? При контактной сварке электрод плавится, окисляется, постоянно перегревается.
Поэтому вопрос выбора состава для производства электрода — один из важнейших в проведении работ на необходимом уровне.
Для такого вида сварки применяется, в основном, медь. Но медь — не жаропрочная, поэтому ее никогда не применяют в чистом виде. А жаропрочность для таких работ очень важна.
Специалисты знают эту особенность, поэтому учитывая ее, используют разные медные сплавы. Это возможно благодаря использованию не чистой меди, а ее сплавов. Сплав получают, добавлением в медь легирующих компонентов.
Например, бериллия, кадмия, хрома, алюминия, цинка, магния, циркония и других металлов. Из-за легирующих компонентов, медные изделия сохраняют при себе высокую электропроводность.
Они получают лучшие характеристики, важные в эксплуатации. Варианты из медного сплава с легирующим компонентом, теряют свои характеристики в шесть раз медленнее, чем исключительно медные.
Но забыть о сложностях не получится, если во время приобретения вы просто возьмете вариант из какого-то медного сплава с любым легирующим компонентом. Для контактной сварки необходимо учесть и особенности материала, который вы планируете варить.
Вариант с медью, вольфрамом и молибденом в составе необходим, если основным материалом сварки будет оцинкованная сталь. Такие модели сохранят свои характеристики, будут достаточно прочными относительно основного металла.
Заключение
Необходимо точно знать, какой вид работ вас ожидает, заранее — до старта процесса. Модель нужно подбирать исходя именно из этого.
Они бывают разнообразных замысловатых конфигураций, размеров. Могут быть простейшими, а может их состав невозможно выговорить, запомнить — настолько он сложен.
Необходимо ответить на много вопросов, прежде чем сделать выбор. Какой состав, толщина у основного материала для контактной сварки? В каких условиях процесс будет происходить?
Место сложнодоступное? Каждый вопрос требует точного ответа. У вас уже есть такой опыт? Поделитесь им в х ниже. Ваши знания будут очень полезны! И успехов в работе!
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-kontaktnoj-svarki





